Apparel Manufacturing Process -...
16
Sungmin Kim SEOUL NATIONAL UNIVERSITY Apparel Manufacturing Process 8. Preparatory Process-2 재단 공정 마킹 (Marking, Nesting) 정의 패턴을 연단된 천 또는 종이 위에 적절히 배열하고 재단하기 위한 선을 그려 넣는 공정 주안점 패턴을 가장 효율적으로 배치하여 원단의 손실을 줄여야 함 식서방향, 무늬방향, 결방향 등의 원단의 방향성을 고려해야 함 2
Transcript of Apparel Manufacturing Process -...
Sungmin Kim
SEOUL NATIONAL UNIVERSITY
Apparel Manufacturing Process
8. Preparatory Process-2
재단 공정
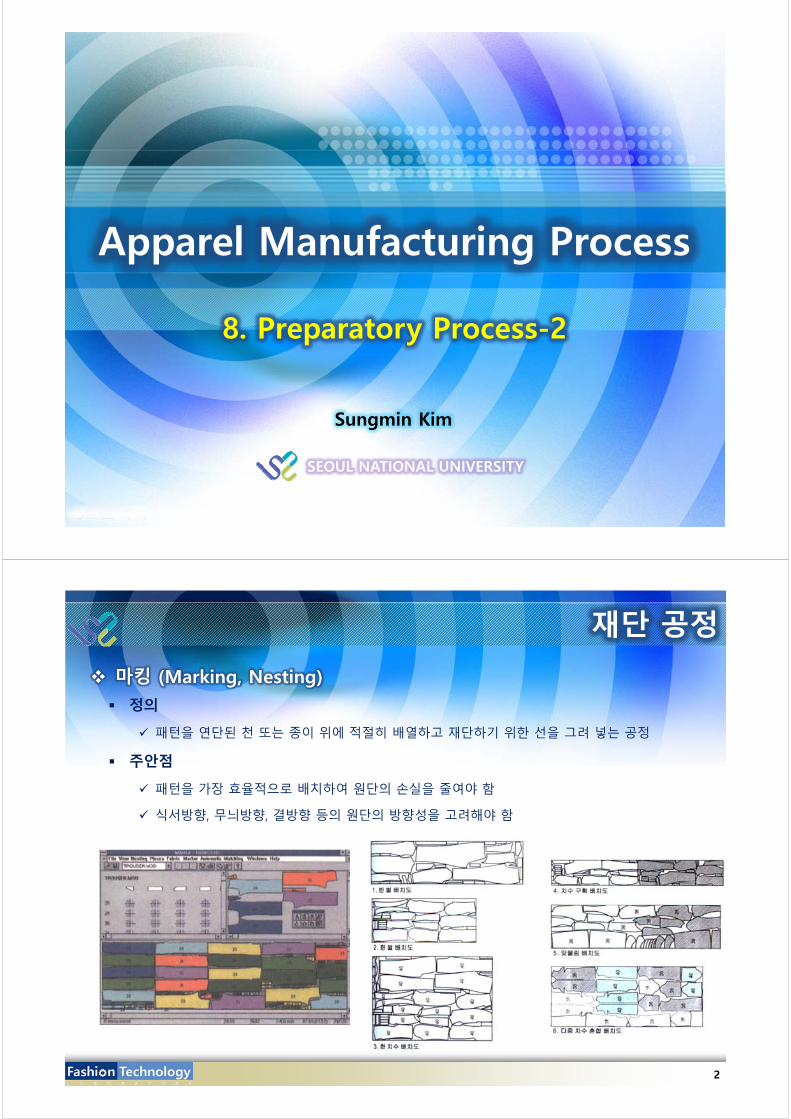
마킹 (Marking, Nesting) 정의
패턴을 연단된 천 또는 종이 위에 적절히 배열하고 재단하기 위한 선을 그려 넣는 공정
주안점
패턴을 가장 효율적으로 배치하여 원단의 손실을 줄여야 함
식서방향, 무늬방향, 결방향 등의 원단의 방향성을 고려해야 함
2
재단 공정 재단 공정 (Cutting) 개요 재단공정 에서 조정 가능한 질적 요인
원단 결함의 제거나 은폐
원단의 식서 방향에 맞추어 모든 피스를 정확히 재단
일정한 장력(tension)으로 재단
일관되고 정확한 피스(piece)의 위치
3
재단 공정
재단 공정 개요
주의사항
재단은 정밀하여야 하며 재단된 소재와 패턴과의 편차가 없어야 함
연단의 맨 위와 아래의 재단물 사이의 편차가 없어야 함
너치(notch)표시가 재봉선을 넘지 말아야 함
– 올이 풀리지 않는 소재는 너치의 길이가 5mm를 넘지 않도록 함
– 올아 풀리는 소재는 시접의 폭도 넓게 하며 너치도 길게 하여야 함
곡선 부분에 각이 생기지 않도록 재단을 끊김없이 하여야 함
수작업 재단시:
– 우선 원형재단기 또는 수직재단기로 큰 패턴부터 절단
– 작은 피스는 밴드나이프 재단기로 정밀재단하는 방법이 좋음
자동으로 연삭되지 않는 칼날인 경우 한계 재단매수를 넘기 전에 칼을 갈거나 교환
4
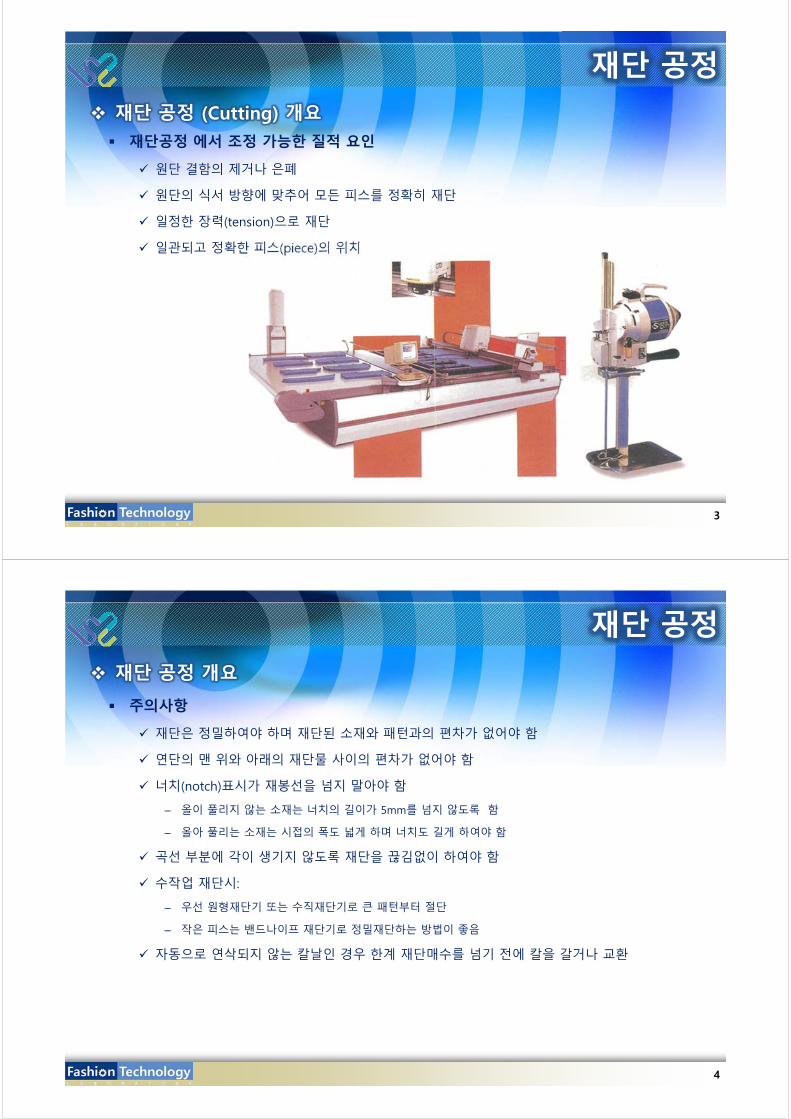
재단 공정 재단 공정의 공정 변수 재단용 Knife의 교환
일정길이의 재단이 일어나면 마모가 일어나 정확한 재단이 어려워짐
재단시 칼날이 부러지거나 원단이 밀리는 사고원인이 됨
칼날 마모폭을 보정하거나 교환시기를 예측하는 소프트웨어가 필요
특수한 재질의 칼날을 사용 (열처리 등)
5
rotation
knife up/down
movement
vibration
재단 공정
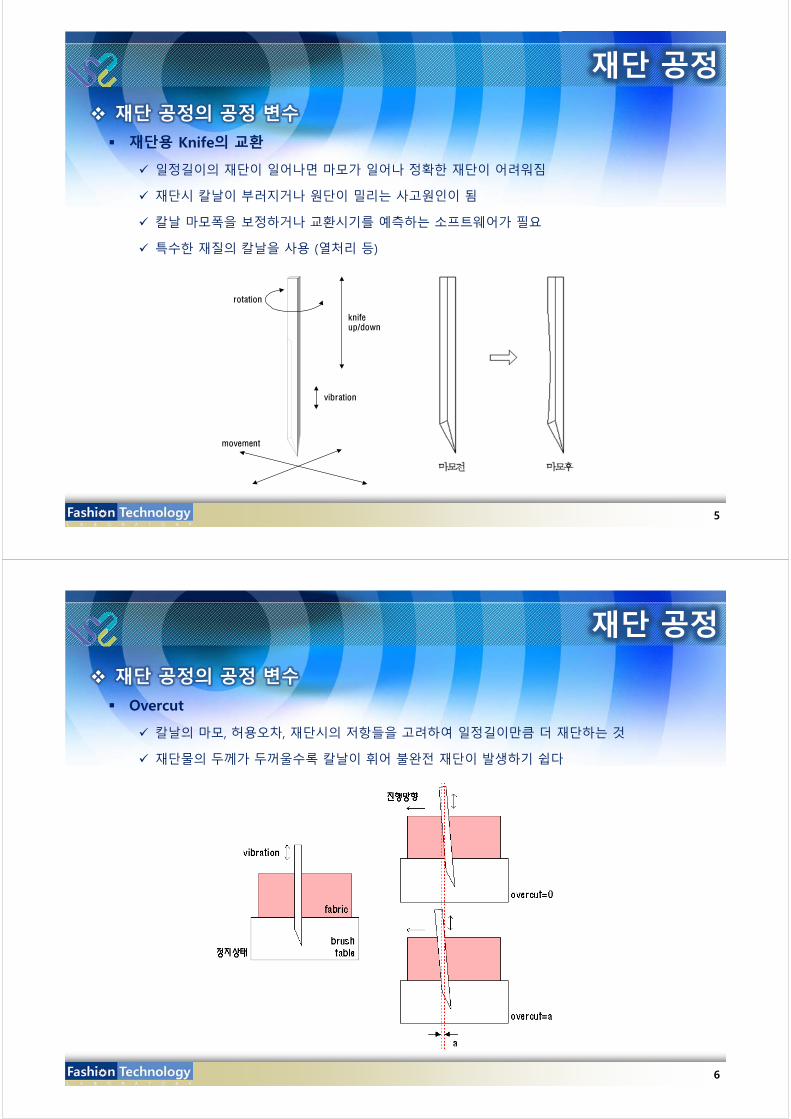
재단 공정의 공정 변수 Overcut
칼날의 마모, 허용오차, 재단시의 저항들을 고려하여 일정길이만큼 더 재단하는 것
재단물의 두께가 두꺼울수록 칼날이 휘어 불완전 재단이 발생하기 쉽다
6

재단 공정
재단 공정의 공정 변수 연속재단 허용각도
패턴의 각진 모서리에서 칼날을 들어올릴 필요 없이 다음 라인을 자를 수 있는 최대 각도
재단 회전거리
재단시 칼날이 회전을 시작하는 위치를 결정
7
재단 공정
여러 가지 재단기
8
High ply cutterGGT S91
재단 공정
여러 가지 재단기
9
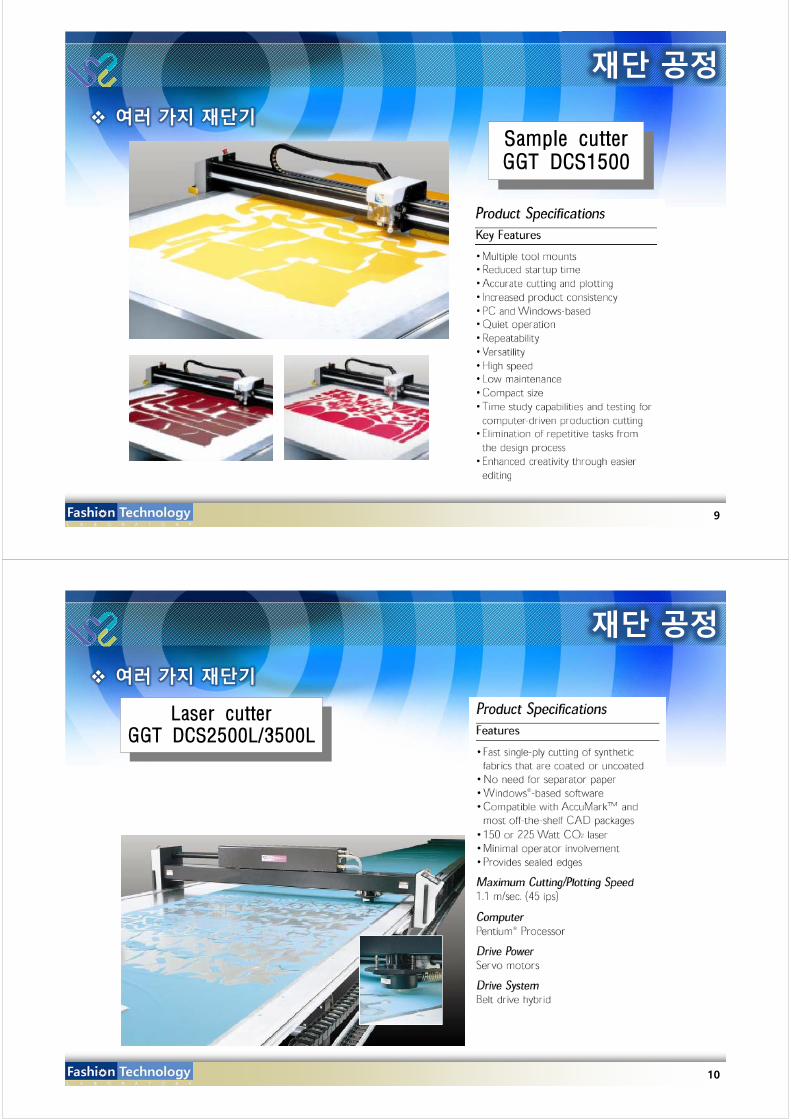
Sample cutterGGT DCS1500
재단 공정
여러 가지 재단기
10
Laser cutterGGT DCS2500L/3500L
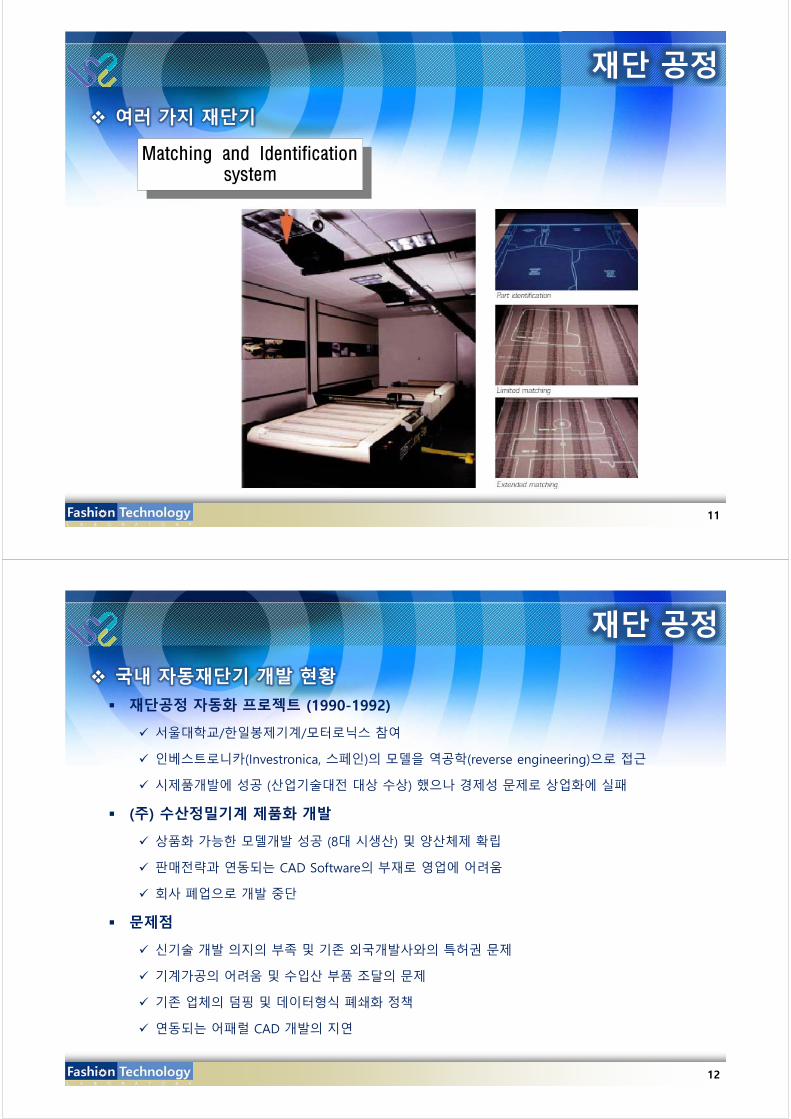
재단 공정
여러 가지 재단기
11
Matching and Identification system
재단 공정
국내 자동재단기 개발 현황 재단공정 자동화 프로젝트 (1990-1992)
서울대학교/한일봉제기계/모터로닉스 참여
인베스트로니카(Investronica, 스페인)의 모델을 역공학(reverse engineering)으로 접근
시제품개발에 성공 (산업기술대전 대상 수상) 했으나 경제성 문제로 상업화에 실패
(주) 수산정밀기계 제품화 개발
상품화 가능한 모델개발 성공 (8대 시생산) 및 양산체제 확립
판매전략과 연동되는 CAD Software의 부재로 영업에 어려움
회사 폐업으로 개발 중단
문제점
신기술 개발 의지의 부족 및 기존 외국개발사와의 특허권 문제
기계가공의 어려움 및 수입산 부품 조달의 문제
기존 업체의 덤핑 및 데이터형식 폐쇄화 정책
연동되는 어패럴 CAD 개발의 지연
12

Fusing
퓨징 공정 (Fusing) 접착심지를 원단에 붙이는 공정
퓨징공정의 제어변수
온도(temperature)
• 접착제는 고분자 물질로써 일정온도에서 용융되어 퓨징이 가능한 젤 상태가 됨• 온도가 너무 높으면 유동성이 커서 접착력의 감소와 접착제의 유출현상 야기
압력(pressure) • 압력은 접착제가 섬유 사이로 침투하기 쉽게 하여 접착제와 섬유사이의 접착력을 증가시킴
시간(time)
• 접착제를 접착 및 침투에 용이한 상태(젤상태)로 변화시키는 데 필요한 시간• 겉감의 성질을 고려하여 설정• 열에 의해 수축이 많이 일어나거나 변형이 심한 겉감의 경우 낮은 온도에서 장시간 처리• 열전도도가 낮은 겉감 직물의 경우에는 고온으로 장시간 처리
기타
• 접착제의 거동• 겉감 직물의 섬유표면에 달라붙는 물리적 화학적 친화거동• 겉감 천을 구성하는 섬유 사이의 빈 공간으로 침투하는 물리적 거동
13
Fusing
퓨징 공정 온도의 영향
접착제는 하한임계온도와 상한임계온도를 보유
– 하한임계온도 이하에서는 접착제의 유동성 감소로 접착력의 감소
– 상한임계온도 이상에서는 접착제의 침투성이 너무 커져 접착력이 감소되며 뻣뻣해짐
접착면의 온도를 고려하여 설정
– 천연섬유의 경우, 적정한 접착온도가 150~180℃정도
– 합성섬유의 경우는 140~160℃ (140~150℃로 스팀처리) 정도
다른 접착온도를 갖는세 종류의 심지의 접착력과계면온도 사이의 관계
Interlining CInterlining D
Interlining E
Adhes
ive
Pow
er
Interface temperature ('C)
14

Fusing
퓨징 공정 압력의 영향
퓨징 압력의 기능
– 접착제와 겉감과의 강한 접촉을 유도하여 심지를 겉감에 접착
– 열원으로부터 접착제로의 열전달을 촉진
– 열에 의해 용융된 접착제를 겉감 표면에 침투시켜 균일한 접착력을 부여
유동성이 낮은 접착제의 경우
– 강한 접착력을 위해서는 높은 압력이 필요
– 프레싱이나 완성품의 수세, 드라이크리닝 후에 접착력이 떨어지거나 유출될 우려
유동하기 쉬운 접착제의 경우
– 낮은 압력에서 접착력을 부여
– 높은 압력으로 처리하면 접착제의 유출 등의 부작용 발생
15
Fusing
퓨징 공정 시간의 영향
접착제가 접착온도에 도달하는 시간과 섬유사이로 침투하는 데 걸리는 시간의 합
– 전자는 열원, 겉감과 심지의 열적 성질에 좌우되는 시간
– 후자는 압력에 좌우되는 시간
Steam의 영향
접착제의 온도 상승 시간에 영향을 미침
– 직물 조직에 있는 공기를 제거하여 천의 열전도를 향상
– 온도 상승속도를 빠르게 할 수 있으므로 공정시간을 줄여 생산성을 향상
– 온도가 100℃이상 올라가면 공급되는 열이 스팀의 기화에 사용되므로 온도상승속도가 둔화
– 습기에 따라 형태변화를 가져오는 모직물이나 접착성질의 변화를 가져오는 폴리아마이드 계통의 접착제
사용시에 유효
16

Fusing
퓨징 공정 퓨징 방법
심지연단과 재단 및 심지세팅
– 심지의 연단 시에는 재단공정시의 변형을 고려하여 변형이 최소가 되도록
– 커팅시 적층면에 접착제가 녹아 달라붙을 가능성 고려
– 겉감보다 약간 작은 크기로 재단하여 접착제가 기계에 달라붙는 현상을 방지
싱글퓨징(single fusing)
• 가장 보편적인 방법으로 심지를 겉감 위에 놓고 퓨징
리버스 퓨징(reverse fusing)
• 겉감을 심지 위에 놓고 퓨징하는 방법• 심지가 겉감보다 두꺼운 드레스 셔츠에 주로 사용
샌드위치 퓨징(sandwich fusing)
• 양면에서 열공급이 가능한 연속 접착기(continuous press machine)에서 사용• 두 종류의 겉감과 심지가 한 공정에서 퓨징• 두 종류 모두 바깥쪽에 겉감, 안쪽에 심지가 배열• 생산성이 높은 방법이고 접착제의 스트라이크 백에 의한 벨트의 오염 감소
더블 퓨징(double fusing)
• 한 공정에서 겉감 한 장과 심지 두 장을 동시에 퓨징하는 방법• 재킷 등의 앞판에 이중 심지를 부착할 때 사용• 공정조건 선정에 주의 필요
17
Fusing
퓨징 공정 퓨징기의 종류
핸드 아이언 또는 로울러 타입 프레스머신
– 일시적인 접착에 사용
플랫베드 프레스기 (flat-bed press machine)
– 프레스 열판으로부터 천으로 열전달이 일어나도록 하여 프레스
– 진공장치(vacuum device), 쿨링장치(cooling device) 등의 부가적인 장치 필요
연속 프레스기 (continuous press machine)
– 겉감과 심지를 콘베이어 벨트에 고정하고 열을 가하며 압력을 가하여 접착포를 배출
18

Fusing
퓨징 공정
플랫베드 프레스 머신 연속 프레스 머신
시스템 열을 가하면서 프레싱하여 퓨징 열을 가하고 이후에 프레싱하여 퓨징
생산성 겉감이 다양하고 개개의 퓨징조건 설정이 필요시 우수 같은 종류의 겉감이 계속적으로 퓨징될 때 우수
특징 접착시 수축이 적음 잔털의 누워짐 현상 발생
장점 형태안정성이 적은 박직물의 위치 세팅이 용이 더블퓨징과 샌드위치 퓨징이 용이
19
Fusing
퓨징 공정 퓨징기의 기계적 변수 측정
접착면의 온도 측정
– 플랫베드 프레스기 : 긴 선의 프로브(probe, pyrometer)를 설치하여 온도를 측정
– 연속프레스기 : 열감지 후 온도에 따라 변색하는 스트립(strip)을 사용
– 퓨징 접착면의 온도 상승은 기계의 설정 온도보다 항상 낮다.
퓨징 프레스 전 부분에서의 압력 측정
– 압력필( pressure pill) : 압력필이 로울러를 통과한 후의 모양을 가지고 판단
– 먹지 등을 로울러 사이에 통과시키고 압력의 균일성을 평가
퓨징 시간 측정
– Stop Watch를 가지고 실제 퓨징시간을 측정해서 타이머 조절기를 세팅
20

Fusing
퓨징 공정 품질관리
접착력 테스트 (bond strength, peeling resistance)
– 인장시험기나 용수철을 이용
퓨징에 의한 열수축 테스트
– 겉감의 한쪽에는 심지를 부착시키고 다른 한쪽은 겉감만을 가지고 퓨징하여 비교
접착제 삼출·역삼출 테스트
– 여러 장의 심지를 아코디언 형태로 적층
– 약 10분 동안 스팀을 가하거나 4-5kg의 스팀 프레스를 가하여 접힌 부분에서의 접착제 유출 테스트
21
Fusing
퓨징 공정 품질관리
외관의 변화
– 심지에 의한 칼라 변이 - 심지의 색깔에 의한 겉감의 칼라가 다르게 보이는지 여부
– 므아레 (Moire) - 빛에 의한 wood-grain 여부
– 광택 - 열에 의해 불필요한 광택과 빛 반사가 겉감에 일어나는지 여부
– 변색 - 열에 의한 겉감의 변색 여부
– 태의 변화 - 겉감의 태의 변화 여부
소비자 입장에서의 성능시험
– 착용에 발생하는 문제점 확인
– 세탁 시의 심지이탈 확인
– 필링(peeling)현상 확인
– 세탁방법을 통해 접착제 유출여부 확인
22
Fusing
퓨징 공정의 일반적 문제점 및 해결책
심지 떨어짐
현상
– 접착심지가 떨어져서 겉감 소재의 표면에 물집 모양이 발생
원인 및 해결방법
– 적정온도, 압력, 시간을 선정하고 접착강력을 확인한 후 작업
– 심지 재선정 및 접착프레스기의 성능 점〮검조정
수지 배어나옴/수지 변화
현상
– 접착 또는 완성공정 시에 겉감소재의 표면에 수지가 배어나오거나 수지형상이 겉으로 드러남
원인 및 해결방법
– 얇은 소재에 맞는 수지량과 크기를 갖는 심지를 재선정
– 적절한 접착조건 및 완성조건을 선정
23
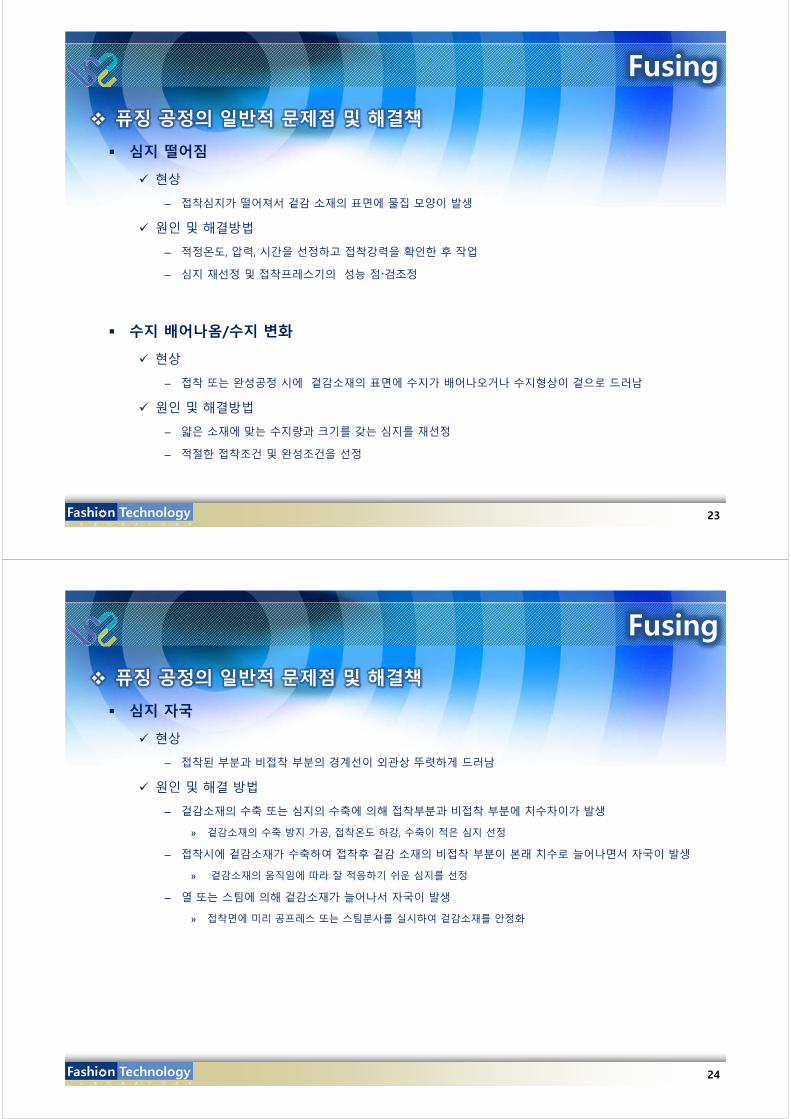
Fusing
퓨징 공정의 일반적 문제점 및 해결책
심지 자국
현상
– 접착된 부분과 비접착 부분의 경계선이 외관상 뚜렷하게 드러남
원인 및 해결 방법
– 겉감소재의 수축 또는 심지의 수축에 의해 접착부분과 비접착 부분에 치수차이가 발생
» 겉감소재의 수축 방지 가공, 접착온도 하강, 수축이 적은 심지 선정
– 접착시에 겉감소재가 수축하여 접착후 겉감 소재의 비접착 부분이 본래 치수로 늘어나면서 자국이 발생
» 겉감소재의 움직임에 따라 잘 적응하기 쉬운 심지를 선정
– 열 또는 스팀에 의해 겉감소재가 늘어나서 자국이 발생
» 접착면에 미리 공프레스 또는 스팀분사를 실시하여 겉감소재를 안정화
24

Fusing
퓨징 공정의 일반적 문제점 및 해결책
표면 거칠어짐
현상
– 겉감소재의 표면이 거칠어져 요철처럼 보임
원인 및 해결방법
– 표면이 평평한 겉감 소재에 수지가 큰 심지 사용
» 겉감소재의 두께에 맞는 심지 선정
– 표면이 평활한 겉감소재가 접착 후 늘어나는 것에 의해 심지와의 신축차이 발생
» 겉감소재의 움직임에 잘 따르기 쉬운 심지 선정
– 겉감소재에 대하여 심지의 수축이 너무 큼
» 수축이 적은 심지를 선정
25
Fusing
퓨징 공정의 일반적 문제점 및 해결책
조직손상
현상
– 접착 후 겉감의 모우가 쓰러지고 극단적인 두께 감소가 발생
원인 및 해결방법
– 벨벳 (velvet), 샤기 (shaggy), 부클레 (boucle)조직 등의 겉감소재에 대해 접착조건이 너무 강함
» 접착조건 완화, 플렛배드형 프레스 사용, 스팀처리
겉감소재의 변색
현상
– 접착프레스 후 겉감소재의 색이 변하고 프레스하지 않은 부분과 다른 색이 됨
원인 및 해결방법
– 접착온도가 너무 높거나 겉감소재의 염료내열성이 낮음
» 접착력이 있는 범위 내에서 접착온도 하강. 저온접착형 심지 선정
26

Fusing
퓨징 공정의 일반적 문제점 및 해결책
휘말림 현상
현상
– 접착부분이 겉감 소재쪽 또는 심지 쪽으로 휘말리는 현상
원인 및 해결방법
– 접착 시 겉감소재와 심지의 수축차 가 큰 경우
» 접착온도를 낮게하거나 공프레스후 접착
» 겉감소재의 움직임에 잘 따르는 심지 선정
므아레 현상
현상
– 겉감소재 표면에 나무 나이테 모양이 나타나는 현상
원인 및 해결방법
– 얇게 비치는 겉감소재와 직.편물 심지의 조직이 규칙적으로 중복되어 나타남
» 부직포 심지를 사용
27
봉제 준비 공정
봉제 사양서 시스템 국내 시장현황
국내외 어패럴 CAD/CAM 시장의 포화
관련제품의 개발 가속화로 시장성 밝음
Gerber, Yuka, Asahi 등이 국내 영업을 본격화
환경조성
네트워킹/데이터베이스 기술 발전으로 업무구조가 재편성
국내 섬유패션산업의 QR 추진
전사적 자원관리 (ERP) 및 기업간 거래 전산화 (B2B) 개념의 도입
중요성
패션기획사간의 기간시스템
자연스러운 사내 표준시스템 및 기업간 협업시스템 구축
자연스러운 품질향상효과
28

봉제 준비 공정
봉제 사양서 시스템 국내 S 사 사례
본사
현업
AGMS-SPEC
표준용어관리
부분도DB관리
작지사양서양식관리
사양서조건관리
사양서작성기능
사양서발행기능
패턴데이타
LECTRA, YUKA
패턴제작
패턴그레이딩
마아킹
협력업체지원서버
HP9000/G50
협력업체관리
작업사양서관리
오더목록관리
시스템관리
협력업체W/S
AGMS-SPEC
사양서출력
사양서관리
협력업체PC
전용프로그램
작지사양서관리
검색및 전송
변환
화면조회
사양서출력
시스템관리
패턴데이터(DXF)
작지사양서화일
작지사양서화일
29
봉제 준비 공정
봉제 사양서 시스템
30

봉제 준비 공정
봉제 사양서 시스템
31