ANÁLISIS DE SOLDADURA EN PLACAS DE POLIPROPILENO …
66
ANÁLISIS DE SOLDADURA EN PLACAS DE POLIPROPILENO UNIDAS MEDIANTE FRICCIÓN-AGITACIÓN PARA BANCOS DE TROQUELADO OSCAR STEVEN MILLAN OLIVEROS UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA PROGRAMA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI 2017
Transcript of ANÁLISIS DE SOLDADURA EN PLACAS DE POLIPROPILENO …

ANÁLISIS DE SOLDADURA EN PLACAS DE POLIPROPILENO UNIDAS MEDIANTE FRICCIÓN-AGITACIÓN PARA BANCOS DE TROQUELADO
OSCAR STEVEN MILLAN OLIVEROS
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA PROGRAMA DE INGENIERÍA MECÁNICA
SANTIAGO DE CALI 2017
ANÁLISIS DE SOLDADURA EN PLACAS DE POLIPROPILENO UNIDAS MEDIANTE FRICCIÓN-AGITACIÓN PARA BANCOS DE TROQUELADO
OSCAR STEVEN MILLAN OLIVEROS
Pasantía de investigación para optar al título de Ingeniero Mecánico
Directora
NELLY CECILIA ALBA DE SÁNCHEZ Ing. Mecánica, MSc. Física, PhD. Ciencias Físicas
Asesor Empresarial Jhon Ricardo Muñoz Gerente – Propietario
COLPOLIMEROS S.A.S
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA PROGRAMA DE INGENIERÍA MECÁNICA
SANTIAGO DE CALI 2017

3
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecánico Faber Correa Ballesteros
Jurado
Leonid Milfred Ipaz Cuastumal
Jurado
Santiago de Cali, 11 de Septiembre de 2017

4
Doy gracias a Dios por darme la fortaleza y la capacidad intelectual para obtener este logro tan importante en mi vida, a mis padres y familiares por apoyarme en todo momento en mi formación como profesional durante toda mi carrera, a mis amigos y a todas las personas que de alguna u otra forma colaboraron a mi conocimiento y formación.

5
AGRADECIMIENTOS
A Dios por darme la capacidad y permitirme la realización de este proyecto
A mis padres Oscar Ignacio Millán Ruiz y Benilda Oliveros Peña, y mis hermanas Sandra Milena y Leydi Jhoana por su apoyo incondicional y por motivarme siempre a seguir adelante.
Al Grupo Ciencia e Ingeniería de Materiales, GCIM, por sugerir y apoyar este proyecto de investigación, por su hospitalidad y el profesionalismo de sus integrantes.
Al personal de los laboratorios de Mecánica de Sólidos y procesos de Manufactura, al igual que al personal de Fablab de la Universidad Autónoma de Occidente por la colaboración y dedicación que le prestaron al desarrollo de las probetas y de cada uno de los ensayos que fue necesario realizar.
A la empresa Colpolimeros S.A.S por suministrarme el material para el estudio del proyecto.
Al profesor Fernando Franco de la Universidad del Valle y al Doctor Julián Ávila, de la Universidad Sao Paulo, Brasil; por su orientación en el tema de estudio.
A mí estimado amigo Larry Quintero Martínez por su colaboración en las pruebas.
A la Dirección de Investigación y Desarrollo Tecnológico de la Universidad Autónoma de Occidente por su apoyo en la investigación.

6
CONTENIDO
Pág.
GLOSARIO 12
RESUMEN 13
INTRODUCCION 14
1. ANTECEDENTES 16
2. PROBLEMA DE INVESTIGACION 24
3. JUSTIFICACIÓN 26
4. OBJETIVOS 28
4.1 OBJETIVO GENERAL 28
4.2 OBJETIVOS ESPECÍFICOS 28
5. MARCO TEORICO 29
5.1 SOLDADURA POR FRICCIÓN AGITACIÓN (FSW) 29
5.2 GEOMETRÍA DE LA HERRAMIENTA 30
5.3 EVOLUCIÓN MICRO ESTRUCTURAL 31
5.3.1 Zona agitada. 31
5.3.2 Zona afectada térmicamente. 31
5.3.3 Zona afectada por el calor. 32
5.4 EL POLIPROPILENO 32
5.4.1 Ventajas y desventajas del polipropileno. 34

7
5.5 DUREZA SHORE D 34
5.6 ENSAYO DE TRACCIÓN 36
6. METODOLOGIA 38
7. PROCEDIMIENTO EXPERIMENTAL 39
7.1 PRUEBAS PRELIMINARES 39
7.2 PROCEDIMIENTO DE SOLDADURA POR FRICCIÓN AGITACIÓN. 43
7.3 ENSAYOS DE DUREZA SHORE D 48
7.4 ENSAYO DE TENSIÓN 49
7.5 ANÁLISIS MICROSCÓPICO 51
8. ANÁLISIS Y RESULTADOS 52
8.1 RESULTADOS ENSAYO DE DUREZA SHORE D 52
8.2 RESULTADOS ENSAYO DE TENSIÓN 53
8.3 RESULTADOS OBSERVACIÓN MICROSCÓPICA 59
9. CONCLUSIONES 62
10. RECOMENDACIONES 63
BIBLIOGRAFIA 64
8
LISTA DE TABLAS
Pág.
Tabla 1. Parámetros de soldadura seleccionados en la investigación. 22
Tabla 2. Escala de dureza shore y sus aplicaciones. 35
Tabla 3. Parámetros de pruebas. 41
Tabla 4. Parámetros de pruebas. 43
Tabla 5. Parámetros usados para la unión de las juntas. 47
Tabla 6. Rango de temperaturas tomadas de acuerdo a los parámetros usados. 48
Tabla 7. Dureza shore en probetas con velocidad de avance de 63.5 mm/min. 52
Tabla 8. Dureza shore para velocidad de avance de 46.48 mm/min. 52
Tabla 9. Dureza shore para velocidad de avance de 33.78 mm/min. 52
Tabla 10. Dureza shore para velocidad de avance de 33.78 mm/min mayor penetración de la herramienta. 52
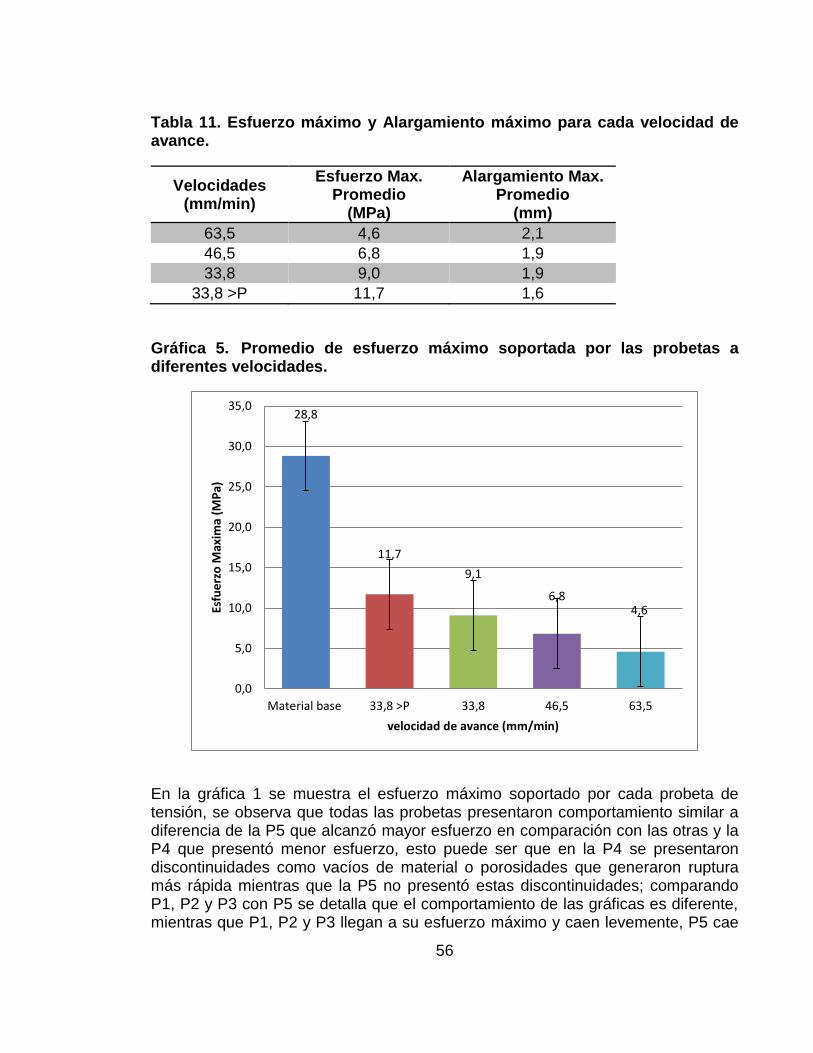
Tabla 11. Esfuerzo máximo y Alargamiento máximo para cada velocidad de avance. 56
9
LISTA DE FIGURAS
Pág.
Figura 1. Herramienta de fresado con 15° y 45° de ranura. 16
Figura 2. Pin con perfil de rosca (a), cordón de soldadura (b). 17
Figura 3. Representación esquemática de las geometrías de la herramienta SFA. 18
Figura 4. Herramienta con hombro giratorio. 20
Figura 5. Herramienta con hombro estacionario. 20
Figura 6. Diferentes tipos de perfiles de pines usados en la investigación. 22
Figura 7. Troqueladora de calzado. 25
Figura 8. Esquema del proceso de soldadura por fricción agitación. 29
Figura 9. Dibujo esquemático de la herramienta para la SFA. 30
Figura 10. Zonas presentes en la SFA. 31
Figura 11. Diagrama de tensión-deformación de un ensayo de tracción ISO 527-2. 37
Figura 12. Fresadora universal. 39
Figura 13. Cordones de soldadura en polipropileno. 40
Figura 14. Cordones de soldadura vista lateral. 40
Figura 15. Dimensiones de la herramienta para el proceso SFA. 42
Figura 16. Vista superior de los cordones de soldadura en polipropileno. 42
Figura 17. Montaje de las muestras experimentales. 44
Figura 18. Vista superior de placas soldadas. 45
Figura 19. Vista superior del cordón de soldadura. 46
Figura 20. Vista posterior del cordón de soldadura. 46
10
Figura 21. Esquema de tomas de durezas shore D en diferentes zonas. 48
Figura 22. Durómetro shore D 49
Figura 23. Máquina universal de ensayos INSTRON 3366 50
Figura 24. Dimensiones de la probeta D638 en mm. 50
Figura 25. Probeta para ensayo de tensión D638. 51
Figura 26. Microscopio estereoscópico binocular DIGIMESS. 51
Figura 27. Probetas ensayadas a tensión. 58
Figura 28. Superficie de corte de las probetas sometidas a ensayo de tensión. 58
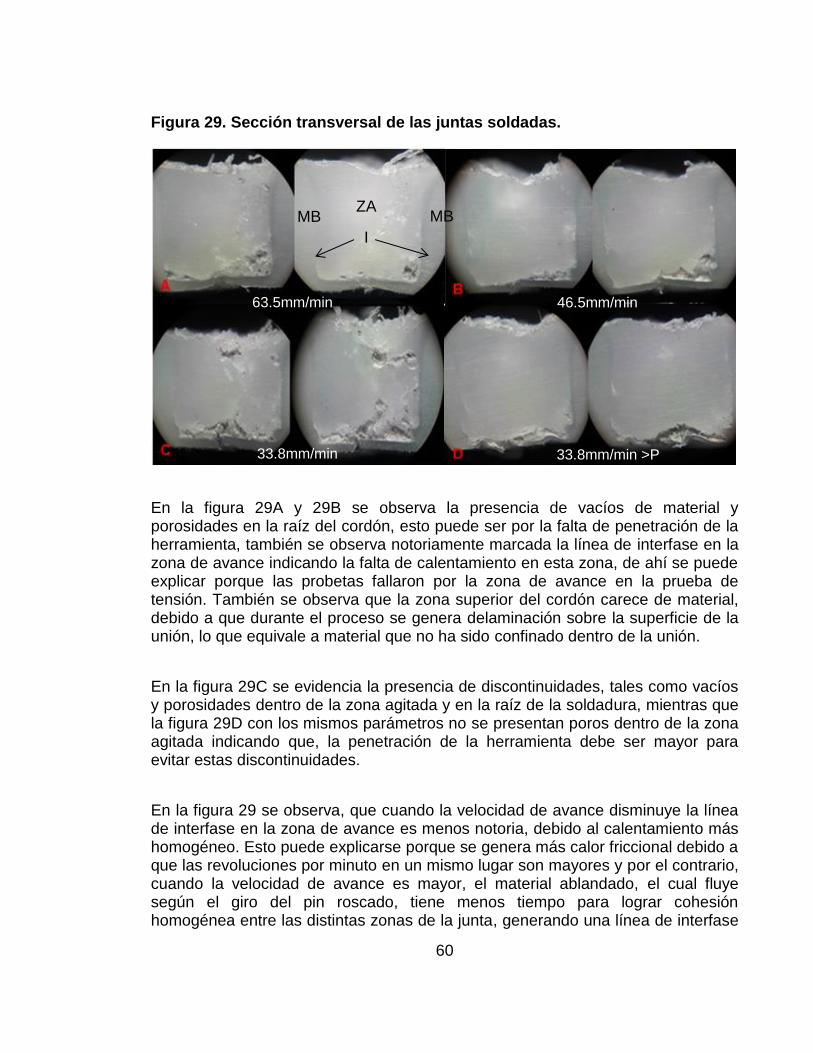
Figura 29. Sección transversal de las juntas soldadas. 60

11
LISTA DE GRAFICAS
Pág.
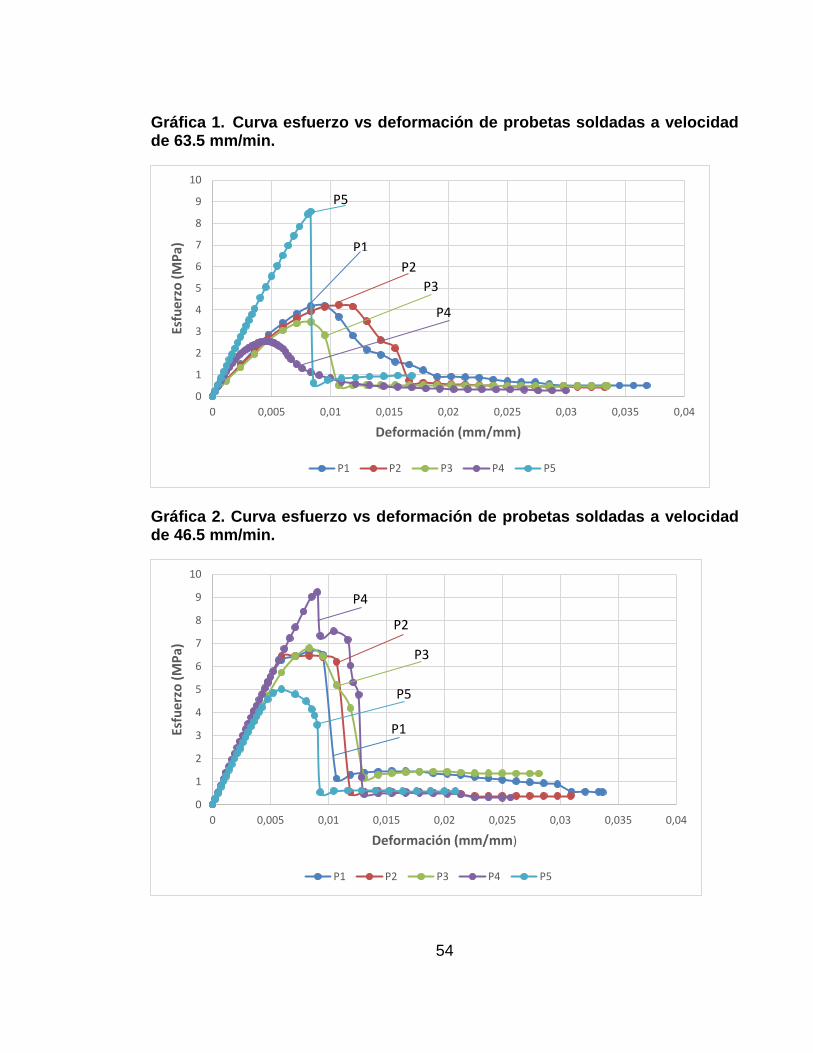
Gráfica 1. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 63.5 mm/min. 54
Gráfica 2. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 46.5 mm/min. 54
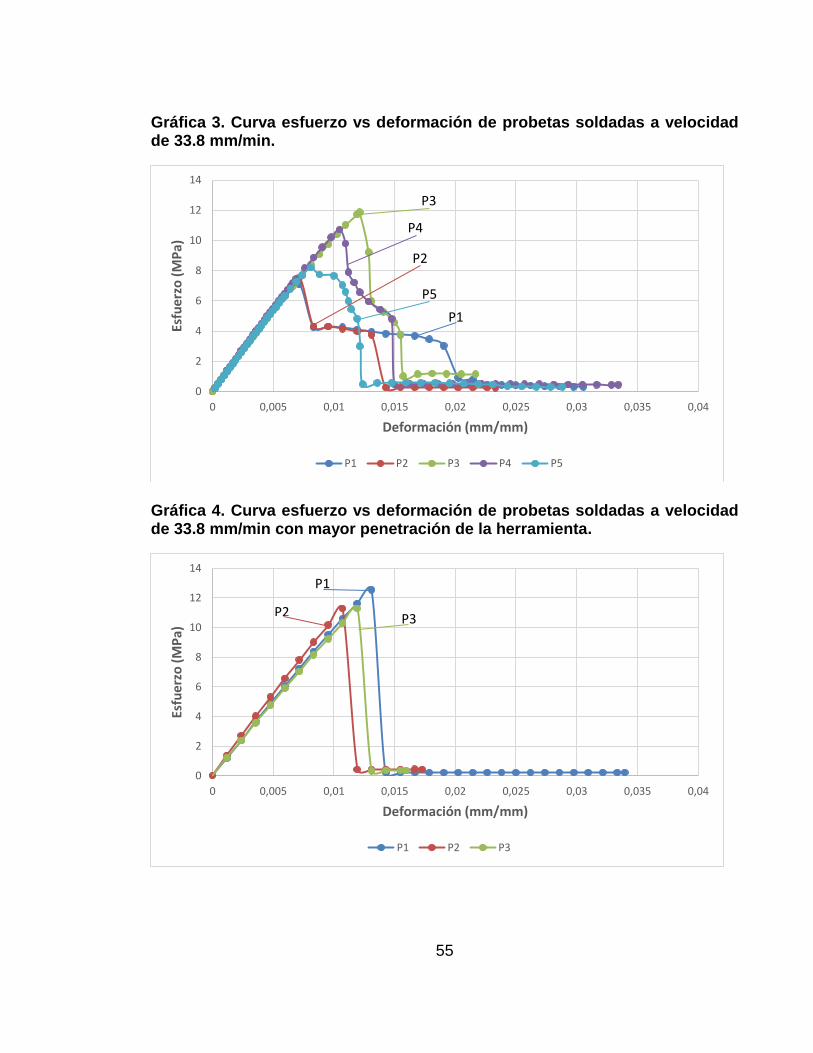
Gráfica 3. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 33.8 mm/min. 55
Gráfica 4. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 33.8 mm/min con mayor penetración de la herramienta. 55
Gráfica 5. Promedio de esfuerzo máximo soportada por las probetas a diferentes velocidades. 56
12
GLOSARIO
SOLDADURA: Proceso de fabricación en donde se realiza la unión de dos o más piezas de un material.
SOLDADURA FRICCIÓN AGITACIÓN: Es un proceso de unión de dos piezas que se realiza en estado sólido y en el que una herramienta cilíndrica, con un perno en su extremo se introduce en la junta entre las dos piezas que se van a soldar.
POLIMERO: son macromoléculas formadas por la unión mediante enlaces covalentes de una o más unidades simples llamadas monómeros.
POLIPROPILENO: termoplástico, parcialmente cristalino, que se obtiene de la polimerización del propileno.
POROSIDAD: Medida de espacios vacíos en un material.
DISCONTINUIDAD: se refiere a algo que no es continuo o uniforme.
ENSAYO DE DUREZA SHORE: Mide la resistencia de un material a la penetración. La escala tipo A se usa para materiales blandos y la tipo d para materiales más duros; aunque la norma ASTM cubre ocho tipos de escalas.
ENSAYO DE TENSIÓN: Mide la respuesta de un material a una fuerza uniaxial aplicada lentamente obteniendo la resistencia de cedencia, resistencia a la tensión, módulo de elasticidad y ductilidad.
ESFUERZO: Fuerza o carga por unidad de área transversal, o área sobre la que está actuando la fuerza o la carga.
13
RESUMEN
En este trabajo de investigación, se estudió la soldadura por fricción-agitación de placas de polipropileno para uso en bancos de troquelado, se utilizó una herramienta cilíndrica roscada, la selección de los parámetros se realizó de acuerdo a pruebas experimentales fijando la velocidad de rotación y variando la velocidad de avance.
Los cordones de soldadura se evaluaron mediante inspección visual, la presencia de discontinuidades y la homogeneidad de la soldadura por microscopia estereoscópica, la resistencia de la unión mediante pruebas de tensión y dureza en la junta soldada.
Como resultado se obtuvo que a menor velocidad de avance mayor es la resistencia que adquiere la junta y la penetración de la herramienta es un factor fundamental para obtener mayor resistencia a tensión. La dureza en el cordón de soldadura fue menor a la del material y a la de la zona afectada térmicamente, de acuerdo a los parámetros utilizados en el proceso, se encontró que la relación entre velocidad de rotación y velocidad de avance debe ser igual a 23 para generar uniones con mayor resistencia.
Palabras claves: soldadura, SFA, polipropileno, porosidades, tensión, dureza, defectos, discontinuidad, delaminacion.
14
INTRODUCCION
La soldadura es un proceso de fijación o unión de dos o más piezas de un material para lograr una forma o unas dimensiones determinadas, existen diferentes procesos de soldadura utilizados para la unión de metales y termoplásticos, uno de ellos es conocido como fricción agitación, siendo este de nuestro interés en este trabajo.
El proceso de soldadura por fricción agitación, SFA, es un método descubierto en el instituto de soldadura (TWI, Cambridge) del reino unido y patentado en 19911, es una técnica de unión en estado sólido que consiste en una herramienta giratoria no consumible que presenta un pin y un hombro; la herramienta entra en contacto con el material a unir calentándolo y deformándolo plásticamente mediante la fricción, el calentamiento localizado suaviza el material alrededor del pin y la combinación de velocidad de rotación y de avance de la herramienta conduce el movimiento del material desde el frente del pin hasta la parte posterior del pin, obteniendo como resultado la unta soldada en estado sólido2.
Aunque es exitosa la aplicación de SFA convencional en metales, especialmente aleaciones de aluminio, en polímeros presenta los siguientes problemas: Dificultad para retener el material en la línea de unión generando cavidades en la unión soldada, baja velocidad de soldadura, dificultad para generar una mezcla uniforme del polímero, una superficie poco uniforme en el cordón de soldadura3.
Actualmente las investigaciones se han enfocado en la soldadura mediante fricción agitación en materiales poliméricos; debido al alto uso que se le puede dar en diferentes áreas de la industria, como se realizó en Brigham Young University donde se estudió la soldadura por fricción agitación en plásticos con el uso de una zapata caliente, y se hizo una caracterización de la microestructura resultado del proceso de soldadura4; al igual que en el 2013 se estudió el uso de un nuevo diseño de herramienta para la soldadura de polímeros auto-reactiva5.
1 MISHRA, R. S. y MA, Z. Y., Friction stir welding and processing, En: Materials Science and
Engineering: R: Reports. Agosto, 2005, vol. 50, no. 1–2, p. 1–78. 2 Ibid., p.2
3 TROUGHTON, M. J. Handbook of plastics joining: a practical guide. 2 ed. Norwich, NY: William
Andrew, 2008, p 35. 4 STRAND, S. R. Effects of friction stir welding on polymer microstructure. Magister Thesis,
Brigham Young University. Department of Mechanical, Engineering. Febrero, 2004. p.178. 5 PIRIZADEH, M., et al. A. Friction stir welding of thermoplastics using a newly designed tool. En:
Materials and Design, Agosto, 2013, vol. 54, p. 342-347.

15
En esta investigación se estudiaron las propiedades y características de la soldadura de placas de polipropileno mediante la técnica SFA, la investigación se llevó a cabo en cooperación entre el grupo Ciencia e Ingeniería de Materiales de la Universidad Autónoma de Occidente y la empresa Colpolimeros S.A.S, lo que permitirá estrechar los lazos entre la academia y la industria.
16
1. ANTECEDENTES
El proceso de soldadura por fricción-agitación, se utiliza principalmente para la unión de materiales metálicos, como aluminio o aleaciones ligeras; Existe amplia referencias de investigaciones relacionadas con el tema en metales. Actualmente se están realizando estudios sobre la implementación de este método para unir materiales poliméricos; estos estudios radican principalmente en la optimización de los parámetros y en la geometría de la herramienta; para garantizar una mejor unión de los materiales en el proceso.
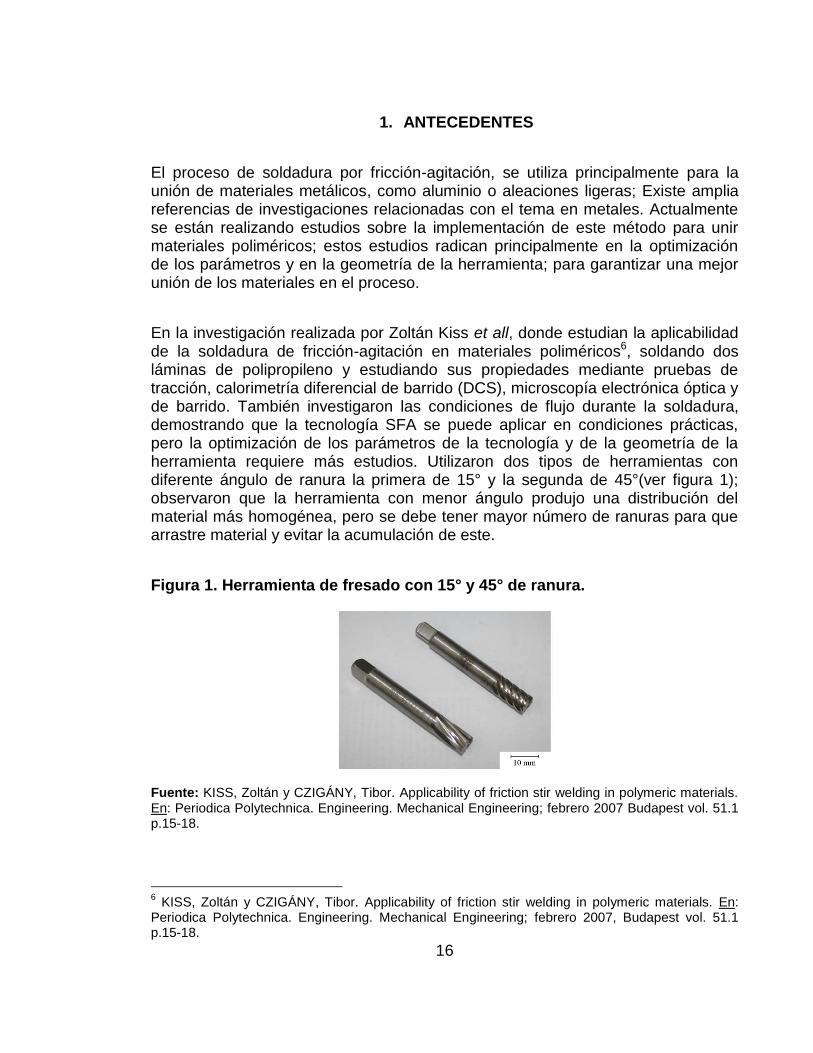
En la investigación realizada por Zoltán Kiss et all, donde estudian la aplicabilidad de la soldadura de fricción-agitación en materiales poliméricos6, soldando dos láminas de polipropileno y estudiando sus propiedades mediante pruebas de tracción, calorimetría diferencial de barrido (DCS), microscopía electrónica óptica y de barrido. También investigaron las condiciones de flujo durante la soldadura, demostrando que la tecnología SFA se puede aplicar en condiciones prácticas, pero la optimización de los parámetros de la tecnología y de la geometría de la herramienta requiere más estudios. Utilizaron dos tipos de herramientas con diferente ángulo de ranura la primera de 15° y la segunda de 45°(ver figura 1); observaron que la herramienta con menor ángulo produjo una distribución del material más homogénea, pero se debe tener mayor número de ranuras para que arrastre material y evitar la acumulación de este.
Figura 1. Herramienta de fresado con 15° y 45° de ranura.
Fuente: KISS, Zoltán y CZIGÁNY, Tibor. Applicability of friction stir welding in polymeric materials. En: Periodica Polytechnica. Engineering. Mechanical Engineering; febrero 2007 Budapest vol. 51.1 p.15-18.
6 KISS, Zoltán y CZIGÁNY, Tibor. Applicability of friction stir welding in polymeric materials. En:
Periodica Polytechnica. Engineering. Mechanical Engineering; febrero 2007, Budapest vol. 51.1 p.15-18.
17
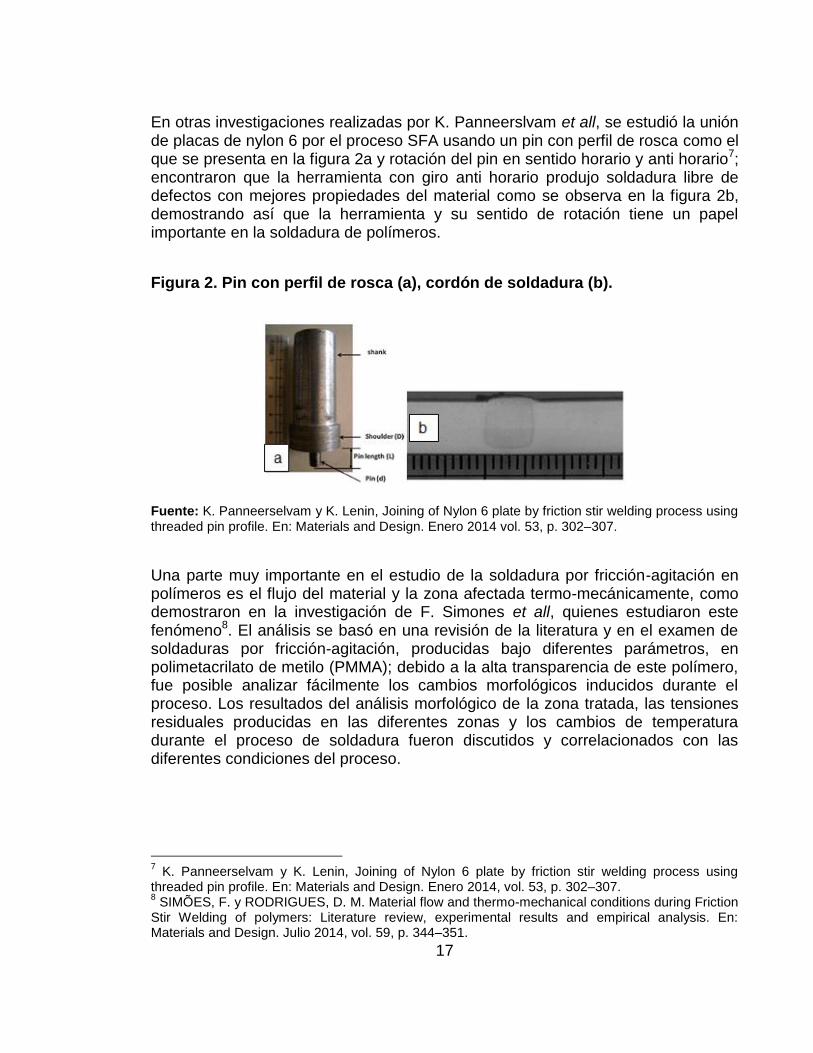
En otras investigaciones realizadas por K. Panneerslvam et all, se estudió la unión de placas de nylon 6 por el proceso SFA usando un pin con perfil de rosca como el que se presenta en la figura 2a y rotación del pin en sentido horario y anti horario7; encontraron que la herramienta con giro anti horario produjo soldadura libre de defectos con mejores propiedades del material como se observa en la figura 2b, demostrando así que la herramienta y su sentido de rotación tiene un papel importante en la soldadura de polímeros.
Figura 2. Pin con perfil de rosca (a), cordón de soldadura (b).
Fuente: K. Panneerselvam y K. Lenin, Joining of Nylon 6 plate by friction stir welding process using threaded pin profile. En: Materials and Design. Enero 2014 vol. 53, p. 302–307.
Una parte muy importante en el estudio de la soldadura por fricción-agitación en polímeros es el flujo del material y la zona afectada termo-mecánicamente, como demostraron en la investigación de F. Simones et all, quienes estudiaron este fenómeno8. El análisis se basó en una revisión de la literatura y en el examen de soldaduras por fricción-agitación, producidas bajo diferentes parámetros, en polimetacrilato de metilo (PMMA); debido a la alta transparencia de este polímero, fue posible analizar fácilmente los cambios morfológicos inducidos durante el proceso. Los resultados del análisis morfológico de la zona tratada, las tensiones residuales producidas en las diferentes zonas y los cambios de temperatura durante el proceso de soldadura fueron discutidos y correlacionados con las diferentes condiciones del proceso.
7 K. Panneerselvam y K. Lenin, Joining of Nylon 6 plate by friction stir welding process using
threaded pin profile. En: Materials and Design. Enero 2014, vol. 53, p. 302–307. 8 SIMÕES, F. y RODRIGUES, D. M. Material flow and thermo-mechanical conditions during Friction
Stir Welding of polymers: Literature review, experimental results and empirical analysis. En: Materials and Design. Julio 2014, vol. 59, p. 344–351.
18
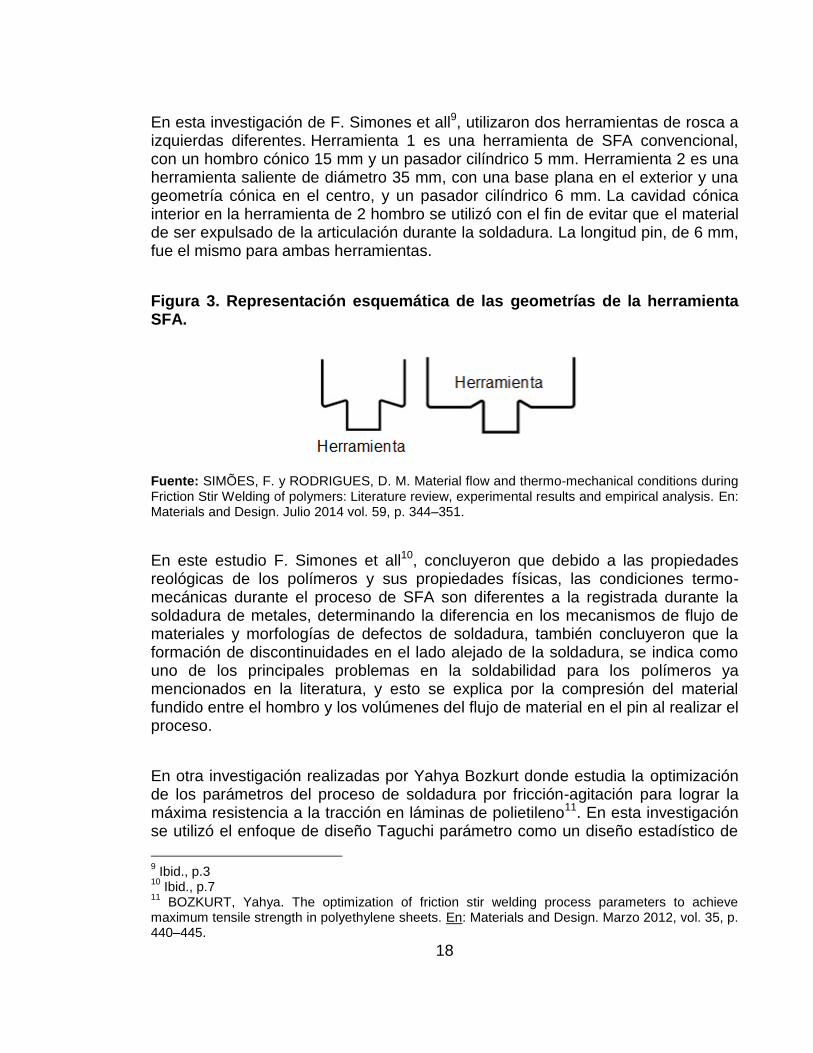
En esta investigación de F. Simones et all9, utilizaron dos herramientas de rosca a izquierdas diferentes. Herramienta 1 es una herramienta de SFA convencional, con un hombro cónico 15 mm y un pasador cilíndrico 5 mm. Herramienta 2 es una herramienta saliente de diámetro 35 mm, con una base plana en el exterior y una geometría cónica en el centro, y un pasador cilíndrico 6 mm. La cavidad cónica interior en la herramienta de 2 hombro se utilizó con el fin de evitar que el material de ser expulsado de la articulación durante la soldadura. La longitud pin, de 6 mm, fue el mismo para ambas herramientas.
Figura 3. Representación esquemática de las geometrías de la herramienta SFA.
Fuente: SIMÕES, F. y RODRIGUES, D. M. Material flow and thermo-mechanical conditions during Friction Stir Welding of polymers: Literature review, experimental results and empirical analysis. En: Materials and Design. Julio 2014 vol. 59, p. 344–351.
En este estudio F. Simones et all10, concluyeron que debido a las propiedades reológicas de los polímeros y sus propiedades físicas, las condiciones termo-mecánicas durante el proceso de SFA son diferentes a la registrada durante la soldadura de metales, determinando la diferencia en los mecanismos de flujo de materiales y morfologías de defectos de soldadura, también concluyeron que la formación de discontinuidades en el lado alejado de la soldadura, se indica como uno de los principales problemas en la soldabilidad para los polímeros ya mencionados en la literatura, y esto se explica por la compresión del material fundido entre el hombro y los volúmenes del flujo de material en el pin al realizar el proceso.
En otra investigación realizadas por Yahya Bozkurt donde estudia la optimización de los parámetros del proceso de soldadura por fricción-agitación para lograr la máxima resistencia a la tracción en láminas de polietileno11. En esta investigación se utilizó el enfoque de diseño Taguchi parámetro como un diseño estadístico de
9 Ibid., p.3
10 Ibid., p.7
11 BOZKURT, Yahya. The optimization of friction stir welding process parameters to achieve
maximum tensile strength in polyethylene sheets. En: Materials and Design. Marzo 2012, vol. 35, p. 440–445.
19
la técnica experimento para establecer los parámetros de soldadura óptimos. Los experimentos fueron dispuestos mediante el uso de matriz ortogonal L9 de Taguchi. La relación señal-ruido y el análisis de varianza se utilizaron para obtener la influencia de los parámetros de soldadura por fricción-agitación en la resistencia de la soldadura. Finalmente, los resultados fueron confirmados por experimentos adicionales.
En esta investigación realizada por Yahya Bozkurt12, se utilizó la herramienta de SFA, con un hombro de diámetro 18 mm y un pasador con un diámetro de 6 mm, una longitud de 3,8 mm se hizo de SAE 1050 de calor de acero tratado a una dureza de 40 HRC.
A partir del estudio de Yahya Bozkurt13, se concluyó que la velocidad de rotación de la herramienta juega un papel importante y contribuye 73,85% a los parámetros generales de la soldadura, también se encontró que el ángulo de inclinación va a ser el parámetro de menos aporte en la soldadura, se obtuvo que los parámetros de soldadura óptimos para la UTS son la velocidad de rotación de la herramienta a 3000 rpm, la velocidad de desplazamiento de la herramienta a 115 mm/min y el ángulo de inclinación a 3°, por último la prueba muestra que la UTS y la eficiencia de la unión mejoraron aproximadamente un 112% y 105%, respectivamente de los parámetros de soldadura iniciales.
En otra investigación realizada por Sergio A. Muñoz donde estudia la soldadura por fricción agitación de tuberías de polietileno para gas natural se presenta un método para unir mediante SFA tuberías plásticas de polietileno para gas natural14, las propiedades mecánicas de la unión se evalúan mediante ensayos de resistencia a la tracción, se estudiaron además las superficies de fractura y se analizó la microestructura de las uniones soldadas. En este estudio se utilizaron tuberías de polietileno de 160 mm de diámetro, SDR17, con un espesor de pared nominal de 9,5 mm, fabricadas con un compuesto PE100 bajo la especificación EN 1555-2 para la realización de las soldaduras a tope.
Sergio A. Muñoz15 realizó pruebas preliminares con el fin de evaluar el comportamiento de la geometría de herramientas utilizadas en trabajos previos utilizando herramientas con hombro giratorio y con hombro estacionario, dado que en el caso particular de las soldaduras de tuberías el acceso es limitado al lado
12
Ibíd., p.2 13
Ibíd., p.5 14
MUÑOZ, Sergio Antonio. Soldadura por fricción batido de tuberías de polietileno para gas natural, trabajo de grado magister en Ingeniería de la Soldadura. Lima, Perú. Pontificia Universidad Católica del Perú. Facultad de Ingeniería. Escuela de Postgrados, 2014. p.19. 15
Ibid., p2.
20
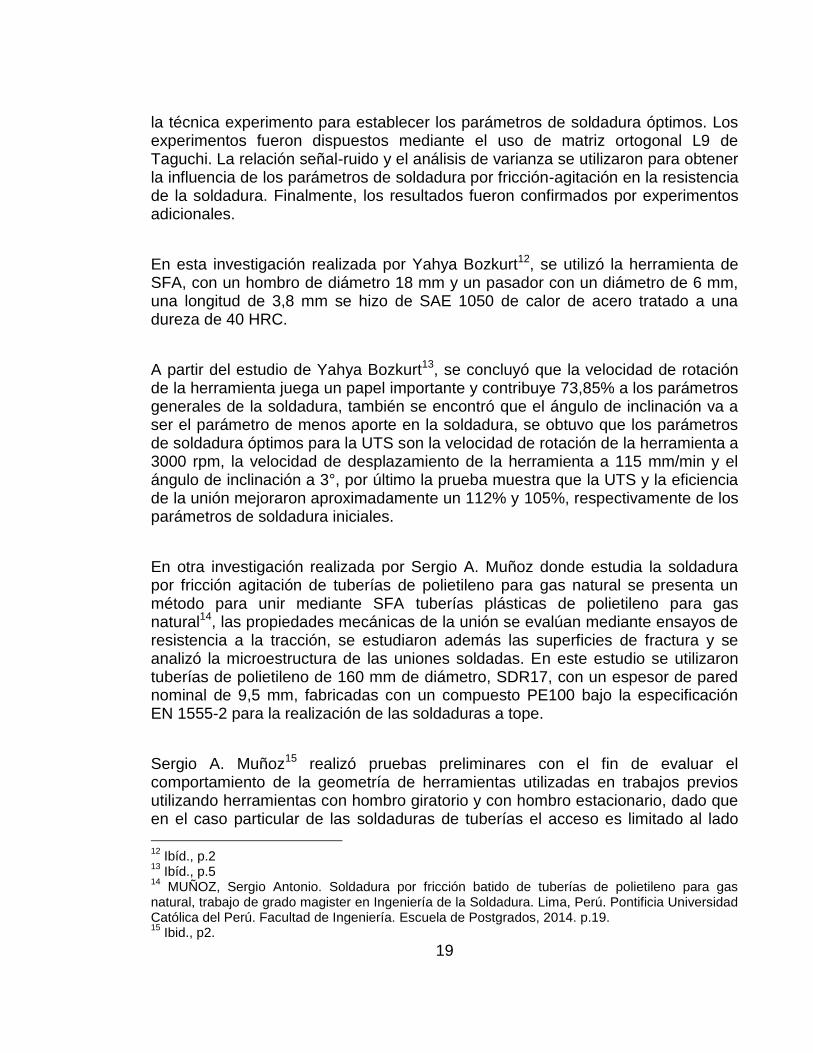
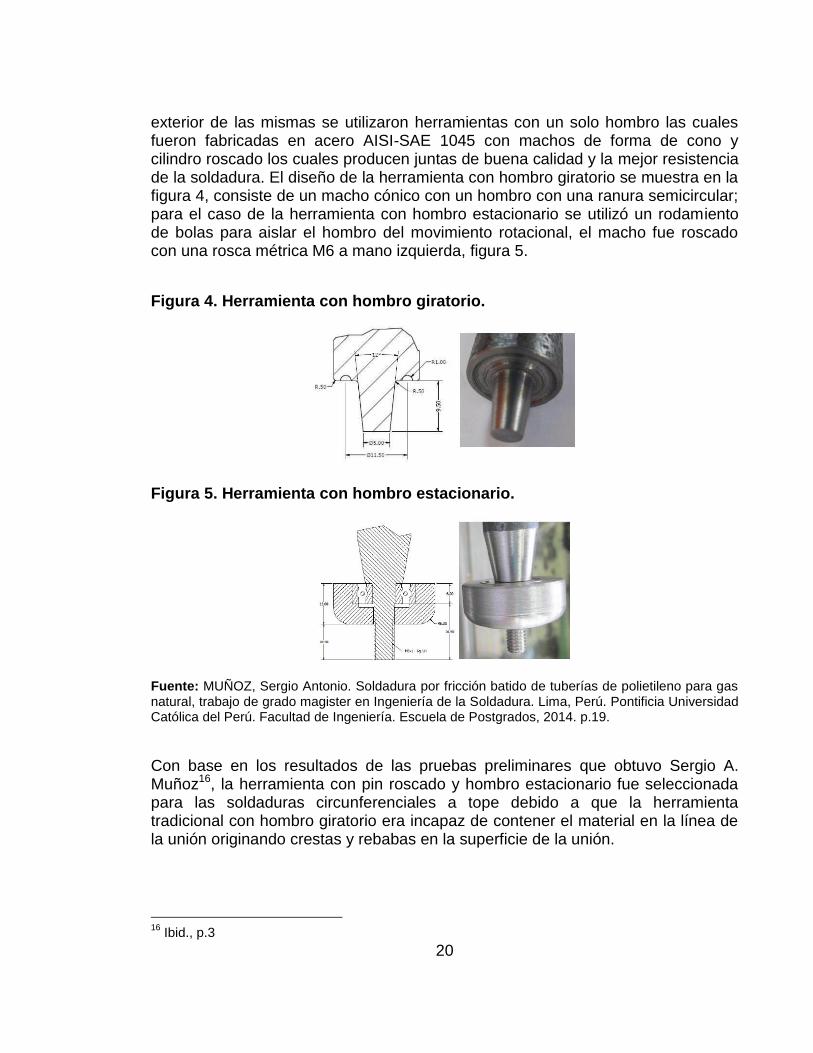
exterior de las mismas se utilizaron herramientas con un solo hombro las cuales fueron fabricadas en acero AISI-SAE 1045 con machos de forma de cono y cilindro roscado los cuales producen juntas de buena calidad y la mejor resistencia de la soldadura. El diseño de la herramienta con hombro giratorio se muestra en la figura 4, consiste de un macho cónico con un hombro con una ranura semicircular; para el caso de la herramienta con hombro estacionario se utilizó un rodamiento de bolas para aislar el hombro del movimiento rotacional, el macho fue roscado con una rosca métrica M6 a mano izquierda, figura 5.
Figura 4. Herramienta con hombro giratorio.
Figura 5. Herramienta con hombro estacionario.
Fuente: MUÑOZ, Sergio Antonio. Soldadura por fricción batido de tuberías de polietileno para gas natural, trabajo de grado magister en Ingeniería de la Soldadura. Lima, Perú. Pontificia Universidad Católica del Perú. Facultad de Ingeniería. Escuela de Postgrados, 2014. p.19.
Con base en los resultados de las pruebas preliminares que obtuvo Sergio A. Muñoz16, la herramienta con pin roscado y hombro estacionario fue seleccionada para las soldaduras circunferenciales a tope debido a que la herramienta tradicional con hombro giratorio era incapaz de contener el material en la línea de la unión originando crestas y rebabas en la superficie de la unión.
16
Ibid., p.3
21
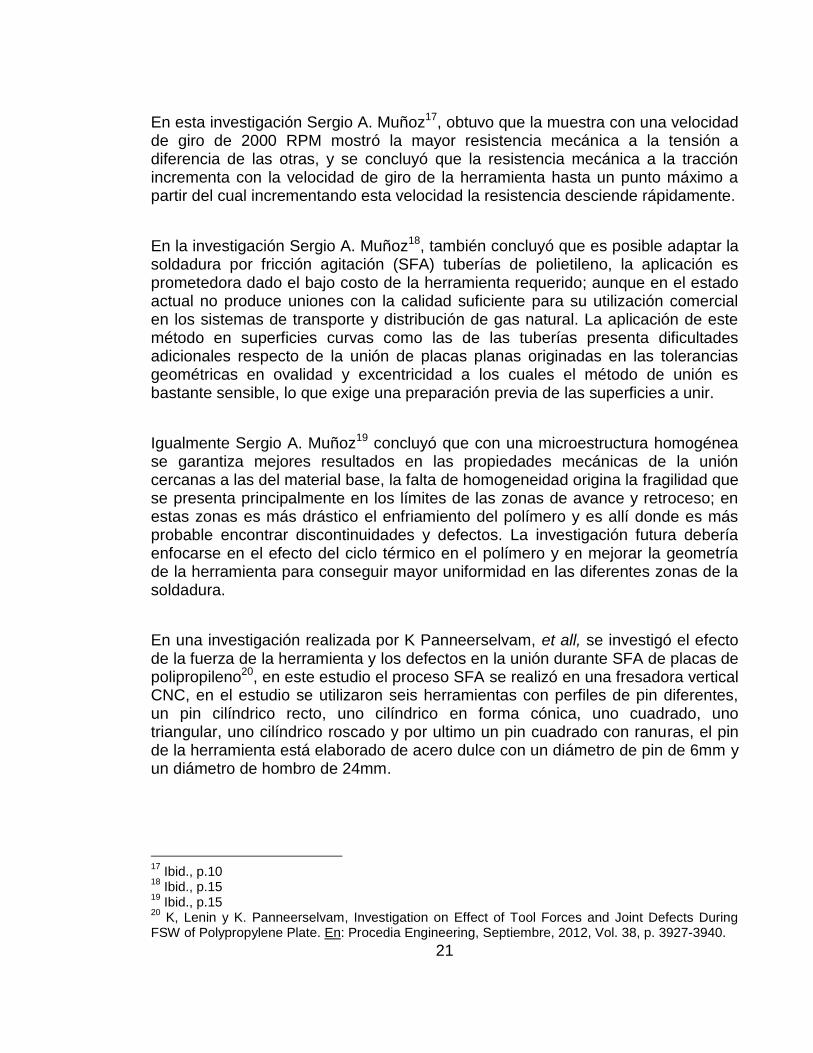
En esta investigación Sergio A. Muñoz17, obtuvo que la muestra con una velocidad de giro de 2000 RPM mostró la mayor resistencia mecánica a la tensión a diferencia de las otras, y se concluyó que la resistencia mecánica a la tracción incrementa con la velocidad de giro de la herramienta hasta un punto máximo a partir del cual incrementando esta velocidad la resistencia desciende rápidamente.
En la investigación Sergio A. Muñoz18, también concluyó que es posible adaptar la soldadura por fricción agitación (SFA) tuberías de polietileno, la aplicación es prometedora dado el bajo costo de la herramienta requerido; aunque en el estado actual no produce uniones con la calidad suficiente para su utilización comercial en los sistemas de transporte y distribución de gas natural. La aplicación de este método en superficies curvas como las de las tuberías presenta dificultades adicionales respecto de la unión de placas planas originadas en las tolerancias geométricas en ovalidad y excentricidad a los cuales el método de unión es bastante sensible, lo que exige una preparación previa de las superficies a unir.
Igualmente Sergio A. Muñoz19 concluyó que con una microestructura homogénea se garantiza mejores resultados en las propiedades mecánicas de la unión cercanas a las del material base, la falta de homogeneidad origina la fragilidad que se presenta principalmente en los límites de las zonas de avance y retroceso; en estas zonas es más drástico el enfriamiento del polímero y es allí donde es más probable encontrar discontinuidades y defectos. La investigación futura debería enfocarse en el efecto del ciclo térmico en el polímero y en mejorar la geometría de la herramienta para conseguir mayor uniformidad en las diferentes zonas de la soldadura.
En una investigación realizada por K Panneerselvam, et all, se investigó el efecto de la fuerza de la herramienta y los defectos en la unión durante SFA de placas de polipropileno20, en este estudio el proceso SFA se realizó en una fresadora vertical CNC, en el estudio se utilizaron seis herramientas con perfiles de pin diferentes, un pin cilíndrico recto, uno cilíndrico en forma cónica, uno cuadrado, uno triangular, uno cilíndrico roscado y por ultimo un pin cuadrado con ranuras, el pin de la herramienta está elaborado de acero dulce con un diámetro de pin de 6mm y un diámetro de hombro de 24mm.
17
Ibid., p.10 18
Ibid., p.15 19
Ibid., p.15 20
K, Lenin y K. Panneerselvam, Investigation on Effect of Tool Forces and Joint Defects During FSW of Polypropylene Plate. En: Procedia Engineering, Septiembre, 2012, Vol. 38, p. 3927-3940.
22
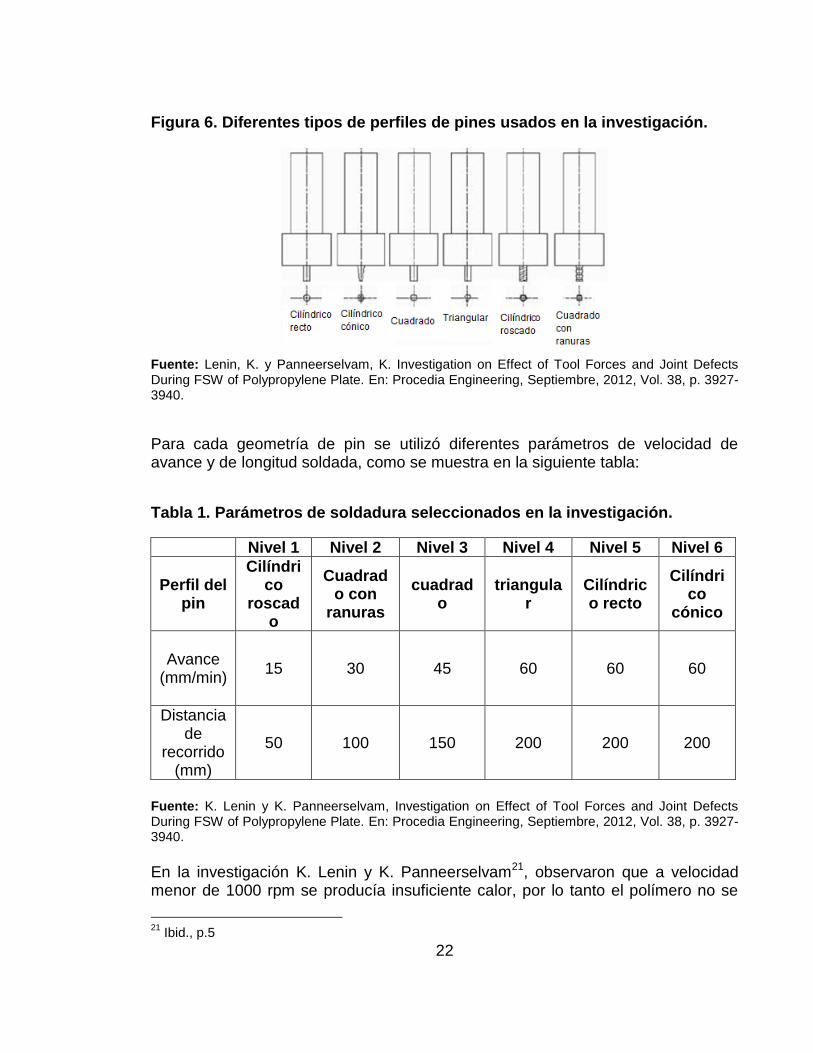
Figura 6. Diferentes tipos de perfiles de pines usados en la investigación.
Fuente: Lenin, K. y Panneerselvam, K. Investigation on Effect of Tool Forces and Joint Defects During FSW of Polypropylene Plate. En: Procedia Engineering, Septiembre, 2012, Vol. 38, p. 3927-3940.
Para cada geometría de pin se utilizó diferentes parámetros de velocidad de avance y de longitud soldada, como se muestra en la siguiente tabla:
Tabla 1. Parámetros de soldadura seleccionados en la investigación.
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5 Nivel 6
Perfil del pin
Cilíndrico
roscado
Cuadrado con
ranuras
cuadrado
triangular
Cilíndrico recto
Cilíndrico
cónico
Avance (mm/min)
15 30 45 60 60 60
Distancia de
recorrido (mm)
50 100 150 200 200 200
Fuente: K. Lenin y K. Panneerselvam, Investigation on Effect of Tool Forces and Joint Defects During FSW of Polypropylene Plate. En: Procedia Engineering, Septiembre, 2012, Vol. 38, p. 3927-3940.
En la investigación K. Lenin y K. Panneerselvam21, observaron que a velocidad menor de 1000 rpm se producía insuficiente calor, por lo tanto el polímero no se
21
Ibid., p.5
23
ablandaba lo suficiente para hacer una soldadura fuerte y no se producía una fusión en la raíz y las paredes de la soldadura. A altas velocidades de rotación mayores de 2500 rpm el flujo de material ablandado no se puede controlar y ocasiona que salga expulsado por los lados del cordón de soldadura; mientras que con velocidades entre 1500rpm y 2500rpm se generaba un adecuado calor para reblandecer el material y un correcto flujo del material.
En este estudio K. Lenin y K. Panneerselvam22, concluyeron que el pin roscado genera menor fuerza lineal, presenta un buen ablandamiento del material suficiente para lograr una buena unión, también se observó que hubo deposición de material en la línea de la soldadura en el avance. El pin triangular y el ranurado cuadrado produjeron defectos libres de la unión, con mínima fuerza lineal.
Igualmente K. Lenin y K. Panneerselvam23, concluyeron que la unión fabricada con el pin cuadrado tomó una mínima fuerza lineal comparado con el pin roscado, aunque el pin cuadrado produjo una buena unión presentó agujeros en medio de la región unida. El pin cilíndrico recto y cónico produjeron la mayor fuerza lineal, la herramienta fue insuficiente para ablandecer el material, en promedio la fuerza fue igual para ambas y el pin se rompió. Por ultimo para avance entre 15mm/min y 30mm/min, la fuerza en todos los pines requerida fue baja y decrecía gradualmente con la longitud recorrida. Para avances entre 45mm/min y 60mm/min la fuerza en el pin cilíndrico recto y cónico fue mayor y también decrecía gradualmente con la longitud recorrida, pero para los otros pines inicialmente era una fuerza normal y repentinamente decrecía a un valor bajo.
22
Ibid., p.13 23
Ibid., p.13
24
2. PROBLEMA DE INVESTIGACION
El desarrollo cada vez más dinámico de los polímeros de ingeniería demanda métodos de soldadura rápidos, fiables y de alta productividad, similar a los utilizados en los metales24, con base en esto, apareció a finales de la década de los 90, la soldadura por fricción-agitación abreviada como SFA25. También basada en la fricción mecánica, que ya ha sido aplicado con éxito para metales ligeros26. El método permite la fabricación incluso de grandes uniones soldadas con una muy alta productividad, pero su verdadera ventaja es su simplicidad, ya que no es necesario herramientas caras o de geometrías complejas, o un tipo específico de máquina para soldar, lo único que se necesita es una fresadora, donde con los parámetros de soldadura correctos se puede producir uniones soldadas sin ningún problema, sin necesidad de material de aporte.
Este proceso hace posible la unión de cualquier tipo de material incluyendo materiales polimérico, estos materiales a nivel de ingeniería son muy necesarios debido a sus aplicaciones y a características principales como: bajo coste, alta resistencia química a los disolventes, fácil de moldeo, alta resistencia a la fractura por flexión o fatiga, buena resistencia al impacto, buena estabilidad térmica, entre otras27.
La empresa Colpolimeros S.A.S importadora de materiales poliméricos como polipropileno, nylon6, polietileno, poliuretano, entre otros, maneja estos materiales en forma de láminas con diferentes espesores y con dimensiones preestablecidas; a partir de estos materiales fabrican diferentes piezas como, tornillos de potencia, cojinetes para trenes de laminación, almohadillas, piñones fusibles, entre otros.
La empresa también maneja láminas de polipropileno de 45x45x2,54cm que se utilizan en los bancos de troquelado para corte de calzado de cuero y que permite proteger la herramienta de corte, como se observa en la figura 7; en ocasiones se requiere que estas dimensiones sean de 45X90x2,54cm para bancos de troquel más grandes, pero Colpolimeros no posee un equipo con la capacidad de producir laminas con estas dimensiones e importarlas resulta muy costosas, para cumplir el
24
KALPAKJIAN S y SCHMID S.R, Manufacturing process for engineering materials. 5th Ed. New
York: prentice hall, 2003. 25
Thomas W. M and Andrews R. E, High performance tools for friction stir welding (fsw), WO1999052669 A1, 21-Oct-1999. 26
Dressler U, Biallas G, and Alfaro Mercado U, Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. En: Materials Science and Engineering A, November, 2009, vol. 526, no. 1–2, p. 113–117. 27
POLIPROPILENO | Colpolímeros. [en línea]. Cali colpolimeros [consultado 20 de agosto de 2016] Disponible en internet: http://colpolimeros.com/ficha-tecnica-polipropileno
25
requerimiento de los clientes la empresa en cooperación con el Grupo Ciencia e Ingeniería de Materiales se estudiara la posibilidad de unir las láminas mediante el proceso SFA y determinar si conserva propiedades similares a la placa sin soldar para garantizar un buen desempeño en su uso.
Figura 7. Troqueladora de calzado.
Fuente: Troqueladora de cuero de 12 toneladas.[en línea] MaquitexPeru. 2017. [Consultado 31 de Julio 2017]. Disponible en internet: http://maquitexperu.com/virtual/maquinas-especiales/93-troqueladora-de-cuero-12-toneladas.html.
Con base a lo mencionado anteriormente se planteó la siguiente pregunta: ¿Es posible que la unión de dos placas de polipropileno mediante soldadura por fricción agitación conserve propiedades similares a la placa sin soldadura?
26
3. JUSTIFICACIÓN
Actualmente la empresa Colpolimeros S.A.S fundada hace más de 25 años, localizada en la ciudad de Cali; tiene experiencia en la fabricación y comercialización de materiales, repuestos plásticos y metálicos de alta calidad; en la empresa trabajan diferentes tipos de polímeros como el polipropileno, nylon 6, acetal, polietileno entre otros. El polipropileno material de nuestro estudio es utilizado en una diversidad de aplicaciones incluyendo el embalaje, la industria textil, como cuerdas, ropa térmica y alfombras; además artículos de papelería, partes de plástico y envases reutilizables de diferentes tipos, equipos de laboratorio, altavoces, componentes para automotores y lo más recientemente en la industria de la construcción28.
La empresa facilita láminas de polipropileno para el sector metalmecánico utilizados en los bancos para troquel, con unas dimensiones preestablecidas de 45x45x2.54 cm, a su capacidad de producción, pero en ciertos casos sus clientes requieren láminas con dimensiones de 45x90x2.54 cm mayores a las que fabrican. Con el fin de atender las solicitudes y ser eficaces en sus pedidos se piensa implementar el proceso de soldadura por fricción-agitación para unir las placas de polipropileno y obtener láminas con dimensiones de 45 x 90 x 2.54 cm.
El proceso de soldadura por fricción-agitación (SFA) se ha utilizado principalmente en materiales metálicos29. La limitación del proceso SFA en la actualidad es que sólo se ha probado para producir soldaduras lineales y actualmente no está disponible comercialmente para unir plásticos30, actualmente se están realizando estudios científicos y a nivel industrial de la técnica SFA en materiales poliméricos; ya que la resistencia del cordón de soldadura varía dependiendo de la velocidad de avance, de rotación y del tipo de herramienta a utilizar en el proceso.
Las técnicas actuales utilizadas para soldar chapas termoplásticas de sección gruesa para la fabricación de grandes construcciones, tales como depósitos de almacenamiento de productos químicos y tanques, son extrusión, gas caliente y soldadura por fusión a tope.
Tanto el gas caliente como la soldadura por extrusión dependen de la habilidad y consistencia del operador para asegurar que se realiza una soldadura de calidad.
28
POLIPROPILENO | [en línea]. Cali Colpolímeros. [consultado 20 de agosto de 2016] Disponible en internet: http://colpolimeros.com/ficha-tecnica-polipropileno 29
CHEN, Thaiping. Process parameters study on FSW joint of dissimilar metals for aluminum–steel, En: journal Materials and Science. Marzo, 2009, vol. 44, no. 10, p. 2573–2580. 30
TROUGHTON, Op. Cit, p.132.
27
El SFA automatizado podría reemplazar estas técnicas manuales para fabricar estructuras y vasos termoplásticos grandes. Asegurando al mismo tiempo que se mantenga una soldadura de alta calidad.
El carácter novedoso de este proyecto radica en el estudio del proceso de soldadura por fricción-agitación en materiales poliméricos; variando los parámetros del proceso como la velocidad de giro, la velocidad de avance y la geometría de la herramienta para determinar los parámetros óptimos que garanticen una buena resistencia en la unión de las placas de polipropileno.
Este proyecto beneficiará al sector investigativo aportando conocimiento acerca del tema de soldadura por fricción-agitación en materiales poliméricos, y a la empresa Colpolimeros S.A.S brindando soluciones a la industria y buscando la explotación comercial del proceso en polímeros que actualmente no se usa.

28
4. OBJETIVOS
4.1 OBJETIVO GENERAL
Analizar las propiedades mecánicas de dureza, tensión, y microestructura de placas de polipropileno unidas mediante fricción agitación utilizadas en bancos de troqueles, para determinar si conserva propiedades similares a la placa sin soldar y garantiza un buen desempeño en su uso.
4.2 OBJETIVOS ESPECÍFICOS
Seleccionar la herramienta adecuada para realizar el proceso de soldadura fricción agitación.
Seleccionar la velocidad de rotación y de avance del pin para determinar el tiempo de proceso.
Determinar la dureza shore D en el cordón de soldadura, en la zona afectada térmicamente y en la zona alejada del cordón de soldadura.
Analizar la fractura del cordón de soldadura mediante la prueba de tracción.
Analizar y verificar mediante micrografías, la presencia de discontinuidades en la unión soldada y analizar su variación de acuerdo a los parámetros utilizados.
29
5. MARCO TEORICO
5.1 SOLDADURA POR FRICCIÓN AGITACIÓN (FSW)
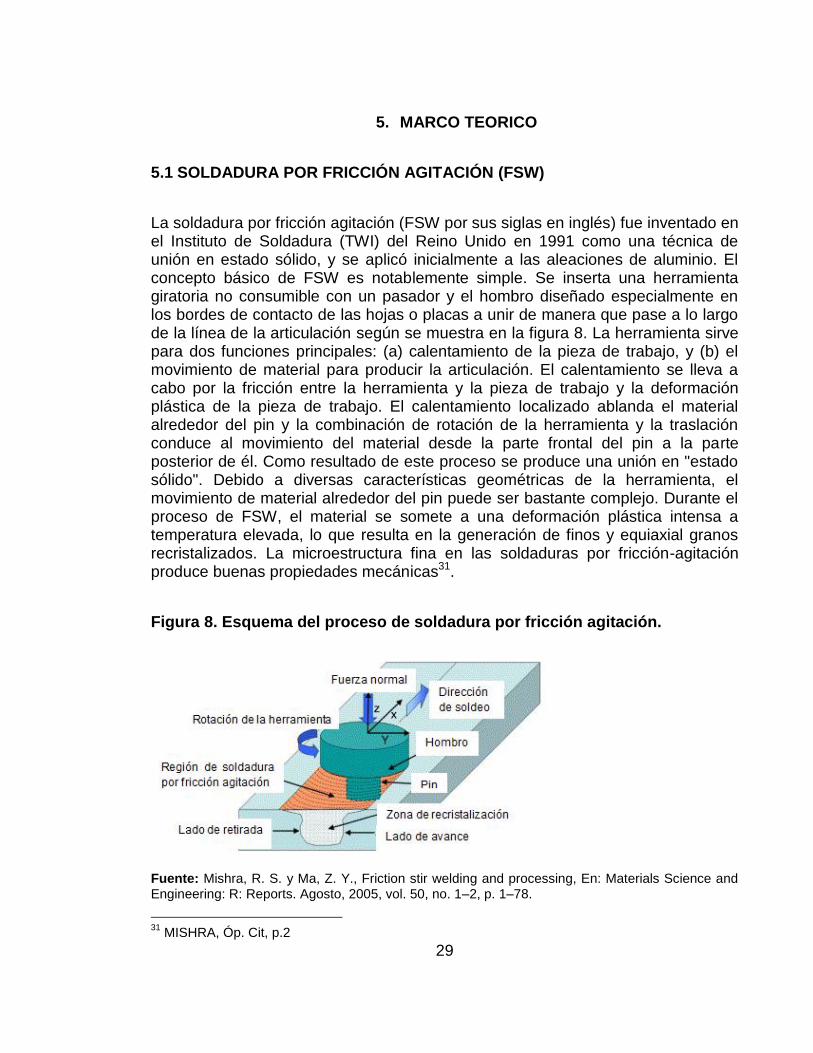
La soldadura por fricción agitación (FSW por sus siglas en inglés) fue inventado en el Instituto de Soldadura (TWI) del Reino Unido en 1991 como una técnica de unión en estado sólido, y se aplicó inicialmente a las aleaciones de aluminio. El concepto básico de FSW es notablemente simple. Se inserta una herramienta giratoria no consumible con un pasador y el hombro diseñado especialmente en los bordes de contacto de las hojas o placas a unir de manera que pase a lo largo de la línea de la articulación según se muestra en la figura 8. La herramienta sirve para dos funciones principales: (a) calentamiento de la pieza de trabajo, y (b) el movimiento de material para producir la articulación. El calentamiento se lleva a cabo por la fricción entre la herramienta y la pieza de trabajo y la deformación plástica de la pieza de trabajo. El calentamiento localizado ablanda el material alrededor del pin y la combinación de rotación de la herramienta y la traslación conduce al movimiento del material desde la parte frontal del pin a la parte posterior de él. Como resultado de este proceso se produce una unión en "estado sólido". Debido a diversas características geométricas de la herramienta, el movimiento de material alrededor del pin puede ser bastante complejo. Durante el proceso de FSW, el material se somete a una deformación plástica intensa a temperatura elevada, lo que resulta en la generación de finos y equiaxial granos recristalizados. La microestructura fina en las soldaduras por fricción-agitación produce buenas propiedades mecánicas31.
Figura 8. Esquema del proceso de soldadura por fricción agitación.
Fuente: Mishra, R. S. y Ma, Z. Y., Friction stir welding and processing, En: Materials Science and Engineering: R: Reports. Agosto, 2005, vol. 50, no. 1–2, p. 1–78.
31
MISHRA, Óp. Cit, p.2
30
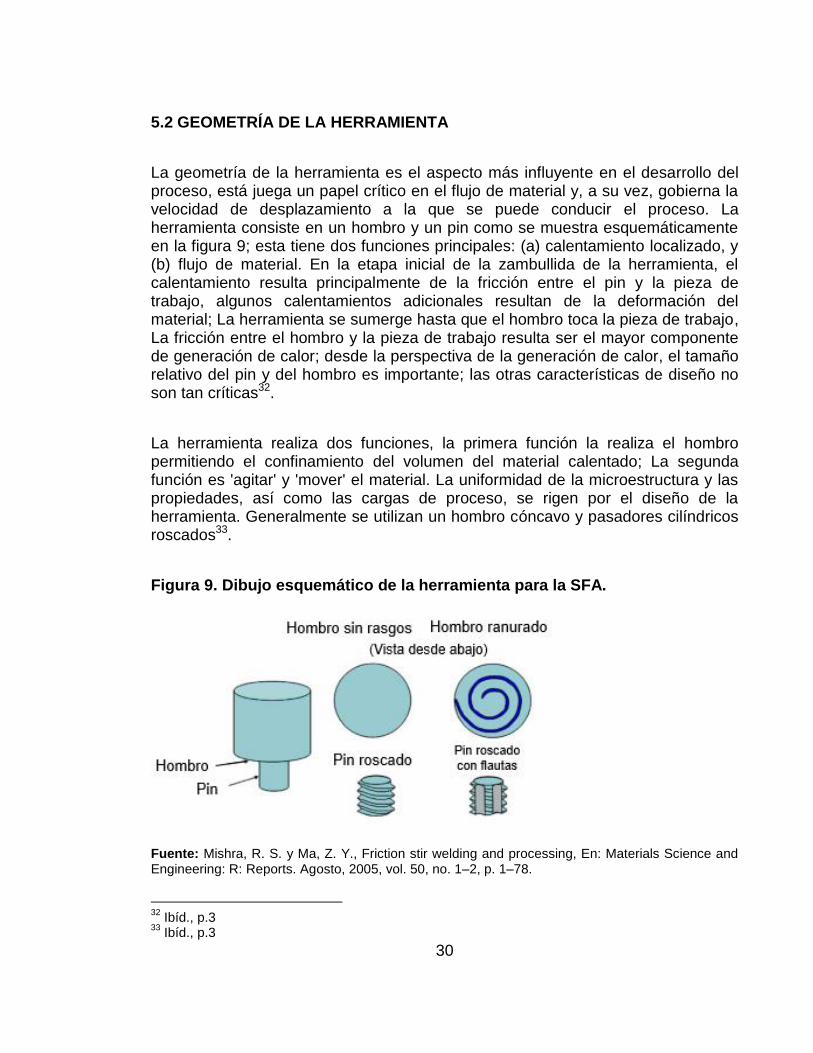
5.2 GEOMETRÍA DE LA HERRAMIENTA
La geometría de la herramienta es el aspecto más influyente en el desarrollo del proceso, está juega un papel crítico en el flujo de material y, a su vez, gobierna la velocidad de desplazamiento a la que se puede conducir el proceso. La herramienta consiste en un hombro y un pin como se muestra esquemáticamente en la figura 9; esta tiene dos funciones principales: (a) calentamiento localizado, y (b) flujo de material. En la etapa inicial de la zambullida de la herramienta, el calentamiento resulta principalmente de la fricción entre el pin y la pieza de trabajo, algunos calentamientos adicionales resultan de la deformación del material; La herramienta se sumerge hasta que el hombro toca la pieza de trabajo, La fricción entre el hombro y la pieza de trabajo resulta ser el mayor componente de generación de calor; desde la perspectiva de la generación de calor, el tamaño relativo del pin y del hombro es importante; las otras características de diseño no son tan críticas32.
La herramienta realiza dos funciones, la primera función la realiza el hombro permitiendo el confinamiento del volumen del material calentado; La segunda función es 'agitar' y 'mover' el material. La uniformidad de la microestructura y las propiedades, así como las cargas de proceso, se rigen por el diseño de la herramienta. Generalmente se utilizan un hombro cóncavo y pasadores cilíndricos roscados33.
Figura 9. Dibujo esquemático de la herramienta para la SFA.
Fuente: Mishra, R. S. y Ma, Z. Y., Friction stir welding and processing, En: Materials Science and Engineering: R: Reports. Agosto, 2005, vol. 50, no. 1–2, p. 1–78.
32
Ibíd., p.3 33
Ibíd., p.3

31
5.3 EVOLUCIÓN MICRO ESTRUCTURAL
La contribución de la deformación plástica intensa y la exposición a altas temperaturas dentro de la zona agitada durante SFA da como resultado la recristalización y el desarrollo de textura dentro de la zona agitada y Precipitar la disolución y el engrosamiento dentro y alrededor de la zona agitada. Con base en la caracterización microestructural de granos y de precipitados, se han identificado tres zonas distintas, la zona agitada (Nugget), la zona termo-mecánicamente afectada (TMAZ) y la zona afectada por el calor (HAZ), como se muestra en la figura 10 . Los cambios microestructurales en varias zonas tienen un efecto significativo sobre las propiedades mecánicas post-soldadura34.
Figura 10. Zonas presentes en la SFA.
Fuente: Mishra, R. S. y Ma, Z. Y., Friction stir welding and processing, En: Materials Science and Engineering: R: Reports. Agosto, 2005, vol. 50, no. 1–2, p. 1–78.
5.3.1 Zona agitada. La deformación plástica intensa y el calentamiento por fricción durante SFA dan como resultado la generación de una microestructura de grano fino recristalizado dentro de la zona agitada. Esta región se denomina normalmente zona de agitada (o nugget de soldadura) o zona dinámicamente recristalizada (DXZ). Bajo algunas condiciones SFA, se observó estructura de anillo de cebolla en la zona de agitada. En el interior de los granos recristalizados, por lo general hay baja densidad de dislocación. Sin embargo, algunos investigadores informaron que los pequeños granos recristalizados de la zona agitada contienen alta densidad de sub-límites, subgranos y dislocaciones35.
5.3.2 Zona afectada térmicamente. Única para el proceso SFA es la creación de una zona de transición, termo-mecánicamente afectada (TMAZ) entre el material de origen y los alrededores de la zona de agitación, como se muestra en la figura 10. El TMAZ experimenta temperatura y deformación durante el proceso. La TMAZ
34
Ibíd., p.19 35
Ibíd., p.19
32
se caracteriza por una estructura altamente deformada; los granos alargados de metal original se deformaron en un patrón de flujo hacia arriba alrededor de la zona agitada; aunque la TMAZ se sometió a deformación plástica, no se produce recristalización en esta zona debido a una deformación insuficiente, en la TMAZ se encuentran algunos precipitados debido a la exposición a altas temperaturas durante el proceso; también se ha revelado que los granos en la TMAZ por lo general contienen una alta densidad de sub-limites36.
5.3.3 Zona afectada por el calor. Más allá de la TMAZ hay una zona afectada por el calor (HAZ), esta zona experimenta un ciclo térmico, pero no experimenta ninguna deformación plástica como se observa en la figura 10, Mahoney et al, definió el HAZ como una zona experimentando un aumento de temperatura por encima de 250 ° C para una aleación de aluminio tratable térmicamente; la HAZ conserva la misma estructura de grano que el material original, sin embargo, la exposición térmica por encima de 250 ° C ejerce un efecto significativo sobre la estructura del precipitado37.
Recientemente, Jata et al. Investigaron el efecto de la soldadura con agitación por fricción en la microestructura de la aleación de aluminio 7050Al-T7451. Ellos informaron que mientras que el proceso FSW tiene relativamente poco efecto en el tamaño de los subgranos en el HAZ, da lugar a un aumento de los precipitados de refuerzo y la zona libre de precipitados (PFZ) aumentando en un factor de 538.
5.4 EL POLIPROPILENO
Es un termoplástico que es obtenido por la polimerización del propileno, subproducto gaseoso de la refinación del petróleo. Todo esto desarrollado en presencia de un catalizador, bajo un cuidadoso control de temperatura y presión. El polipropileno se puede clasificar en tres tipos (homopolímero, copolímero rándom y copolímero de alto impacto), los cuales pueden ser modificados y adaptados para determinados usos39.
Características:
Optima relación Costo / Beneficio.
36
Ibíd., p.26 37
Ibíd., p.27 38
Ibíd., p.27 39
QUÉ ES EL POLIPROPILENO | PETROQUIM [en línea]. Región del Bio-Bio Chile [consultado 22 de agosto de 2016] disponible en internet: http://www.petroquim.cl/que-es-el-polipropileno/.
33
Versatilidad: compatible con la mayoría de las técnicas de procesamiento existentes y usado en diferentes aplicaciones comerciales, como, packaging, industria automotriz, textiles, menaje, medicina, tuberías, etc.
Buena procesabilidad: es el material plástico de menor peso específico (0,9 g/cm3), lo que implica que se requiere de una menor cantidad para la obtención de un producto terminado.
Barrera al vapor de agua: evita el traspaso de humedad, lo cual puede ser utilizado para la protección de diversos alimentos.
Buenas propiedades organolépticas, químicas, de resistencia y transparencia
El polipropileno es transformado mediante varias técnicas, algunas son40:
Moldeo por inyección.
Moldeo por soplado.
Termo formado.
Producción de fibras.
Extrusión.
Producción de película.
El procesamiento de polipropileno se puede lograr a través de extrusión y moldeo41. Los métodos comunes de extrusión incluyen la producción de fusión-soplado y fibras hiladas de bonos para formar largos rollos para su futura conversión en una amplia gama de productos útiles, tales como mascarillas, filtros, pañales y toallitas húmedas. La técnica más común es el moldeo por inyección, que se utiliza para obtener piezas tales como vasos, cubiertos, copas, tapas, envases, utensilios domésticos y piezas de automóviles, tales como baterías. Las técnicas relacionadas de moldeo por soplado y moldeo por inyección-soplado y estiramiento también se utilizan, que implican tanto de extrusión y moldeo.
El gran número de aplicaciones de uso final para el polipropileno son a menudo posibles debido a la capacidad de adaptar los grados con propiedades
40
Polipropileno usos y características [en línea]. Canal de construcción [Consultado el 5 de agosto del 2016] Disponible en internet: http://canalconstruccion.com/polipropileno-usos-y-caracteristicas.html. 41
Ibid., p.2

34
moleculares y aditivos durante su fabricación42. Por ejemplo, los aditivos antiestáticos se pueden agregar para ayudar a las superficies de polipropileno a resistir el polvo y la suciedad. Los tratamientos de superficie se pueden aplicar a las piezas de polipropileno con el fin de promover la adhesión de la tinta de impresión y pinturas.
5.4.1 Ventajas y desventajas del polipropileno. Las ventajas del polipropileno son, primero es económico, utilizable en la industria alimentaria (es inodoro y no tóxico), es muy resistente a la fatiga y flexión, muy denso, químicamente inerte, esterilizable y reciclable; y también es un excelente aislante eléctrico. Algunas de sus desventajas son que es frágil a baja temperatura, sensible a los rayos UV, menos resistente a la oxidación que el polietileno y difícil de pegar, su resistencia se puede mejorar mediante la mezcla con elastómeros EPR o EPDM y su producción en masa es una fuente de impactos ambientales y el consumo de petróleo y las emisión, retardantes de llama) puede hacer difícil o imposible reciclaje de manera rentable y el progreso de diseño ecológico en los plásticos podría facilitar la clasificación y reciclado de este material43.
5.5 DUREZA SHORE D
La dureza shore especifica métodos para determinar la dureza de los materiales por medio de durómetros de dos tipos: tipo A para materiales blandos y tipo d para materiales más duros; aunque la norma ASTM cubre ocho tipos de escalas44.
El método permite la medición de la penetración inicial, la penetración después de un periodo de tiempo determinado, o ambas. La dureza es inversamente proporcional a la profundidad de la penetración y depende del módulo de elasticidad y las propiedades visco elásticas del material. La forma del penetrador, la fuerza aplicada, y la duración del ensayo influyen en los resultados obtenidos. El durómetro shore consiste en un pistón, un penetrador, un dispositivo de lectura y un resorte calibrado que aplica la carga en el penetrador. Las diferencias entre las diferentes escalas estriban en la forma del penetrador y la fuerza del muelle calibrador45.
42
Ibid., p.2 43
Ibid., p.3 44
KANSERT metrología, metalografía, ensayos [en línea]. kansert. [consultado el 5 de agosto del 2016]. Disponible en internet: http://www.kansert.es/Shore.swf. 45
Ibíd., p.1

35
Tabla 2. Escala de dureza shore y sus aplicaciones.
Durómetro Shore
Aplicación Indentador Fuerza
Tipo A
Gomas blandas, plásticas y elastómeras, rodillos de impresión.
Cono truncado
Angulo 35°
822 g
Tipo D
Gomas duras y plásticos tipo termoplásticos, plataformas y boliches.
Cono en punta
Angulo 30°
4536 g
Tipo B
Elastómeros y plásticos duros, Papel y materiales fibrosos. Dureza > 93 Shore A
Cono en punta
Angulo 30°
822 g
Tipo C
Elastómeros y plásticos de dureza media. Evita marcas en la superficie de la pieza.
Cono truncado
Angulo 35° 4536 g
Tipo DO
Materiales granulares densos. Boinas textiles
Bola 3/32” 4536 g
Tipo O
Elastómeros muy blandos, bobinas textiles, materiales granulares blandos.
Dureza< 20 Shore A Bola 3/32” 822 g
Tipo OO
Espumas ligeras, esponjas, tejidos animales.
Bola 3/32” 113 g
Tipo OOO Geles y esponjas de goma. Bola 1/2” 113 g
Fuente: KANSERT metrología, metalografía, ensayos [en línea]. kansert. [Consultado el 5 de agosto del 2016]. Disponible en internet: http://www.kansert.es/Shore.swf
Las escalas de dureza va del 0 (cuando sobresale totalmente el penetrador de 2.5 mm) al 100 (cuando no sobresale nada). La carga es aplicada tan rápidamente como sea posible, sin golpe, y la lectura del valor de dureza se realiza después de unos 15s±1s. Si se especifica una lectura instantánea, la escala se lee después de 1s de aplicación de la carga. No existe una relación entre los resultados obtenidos con un tipo y otro de durómetro, o cualquier otro instrumento empleado para medir dureza.
36
5.6 ENSAYO DE TRACCIÓN
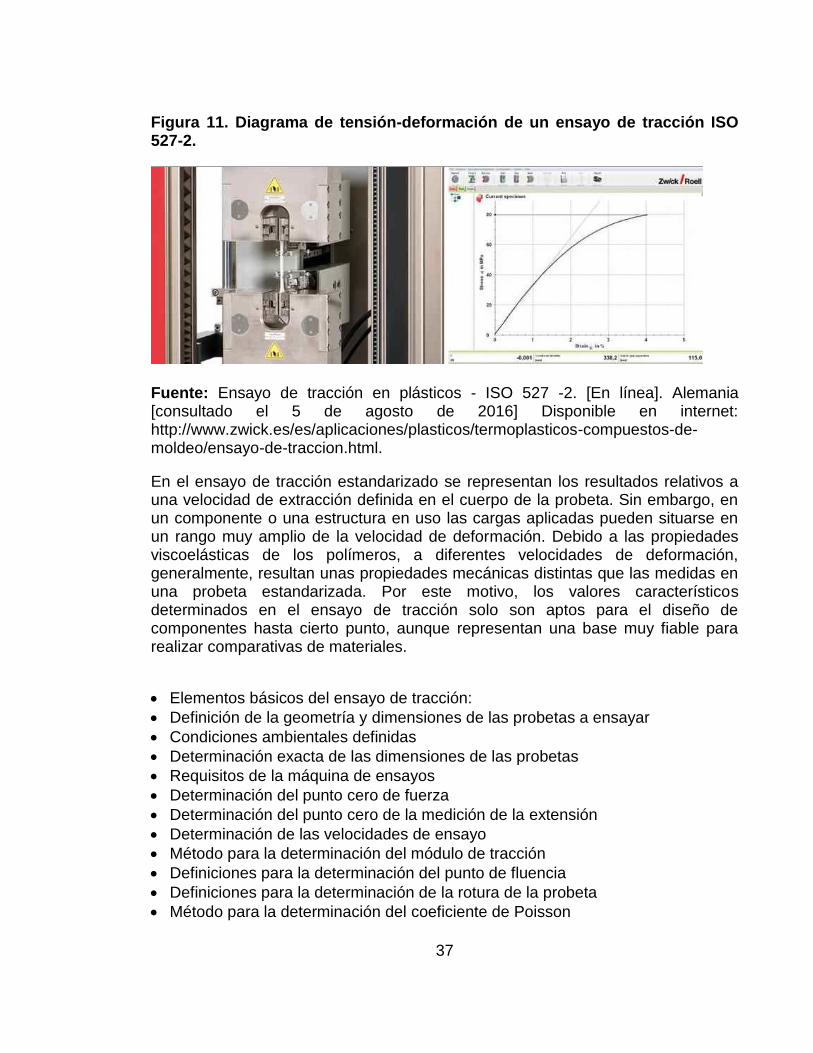
En el ensayo de tracción se determinan las principales propiedades mecánicas de materiales de moldeo. Generalmente, los valores característicos se utilizan para fines comparativos46. Dichos valores característicos son:
Tensión de tracción: Fuerza referida a la sección inicial de la probeta.
Deformación: Variación de la longitud de medición referida a Longitud inicial.
Módulo de tracción: Gradiente de la curva en el diagrama de tensión-deformación.
Punto de fluencia: Tensión y deformación en el punto de la curva donde el gradiente es cero.
Punto de rotura: Tensión y deformación en el momento de rotura de la probeta.
Coeficiente de Poisson: Relación negativa de deformación transversal respecto a la deformación longitudinal.
Tanto la norma ISO 527-1/-2 como la ASTM D 638 especifican métodos para el ensayo de tracción. Ambas normas son técnicamente equivalentes pero no ofrecen resultados completamente comparables ya que las geometrías de las probetas, velocidades de ensayo y la manera de hallar los resultados difieren entre sí.
46
Ensayo de tracción en plásticos - ISO 527 -2. [en línea]. Alemania [consultado el 5 de agosto de 2016] Disponible en internet: http://www.zwick.es/es/aplicaciones/plasticos/termoplasticos-compuestos-de-moldeo/ensayo-de-traccion.html.
37
Figura 11. Diagrama de tensión-deformación de un ensayo de tracción ISO 527-2.
Fuente: Ensayo de tracción en plásticos - ISO 527 -2. [En línea]. Alemania [consultado el 5 de agosto de 2016] Disponible en internet: http://www.zwick.es/es/aplicaciones/plasticos/termoplasticos-compuestos-de-moldeo/ensayo-de-traccion.html.
En el ensayo de tracción estandarizado se representan los resultados relativos a una velocidad de extracción definida en el cuerpo de la probeta. Sin embargo, en un componente o una estructura en uso las cargas aplicadas pueden situarse en un rango muy amplio de la velocidad de deformación. Debido a las propiedades viscoelásticas de los polímeros, a diferentes velocidades de deformación, generalmente, resultan unas propiedades mecánicas distintas que las medidas en una probeta estandarizada. Por este motivo, los valores característicos determinados en el ensayo de tracción solo son aptos para el diseño de componentes hasta cierto punto, aunque representan una base muy fiable para realizar comparativas de materiales.
Elementos básicos del ensayo de tracción:
Definición de la geometría y dimensiones de las probetas a ensayar
Condiciones ambientales definidas
Determinación exacta de las dimensiones de las probetas
Requisitos de la máquina de ensayos
Determinación del punto cero de fuerza
Determinación del punto cero de la medición de la extensión
Determinación de las velocidades de ensayo
Método para la determinación del módulo de tracción
Definiciones para la determinación del punto de fluencia
Definiciones para la determinación de la rotura de la probeta
Método para la determinación del coeficiente de Poisson

38
6. METODOLOGIA
La metodología implementada para el desarrollo del proyecto se fundamentó en cinco etapas, una revisión bibliográfica permanente, adaptación de equipos, preparación de las probetas, caracterización de la soldadura y análisis de los resultados como se detalla a continuación:
Etapa 1: recolección de conocimientos sobre el tema de investigación y revisión bibliográfica permanente.
Selección y fabricación de la herramienta adecuada basada en artículos de investigación donde estudian la importancia y el efecto en el cordón de soldadura con el fin de obtener una unión de buena calidad, con unas muy buenas propiedades.
Adaptación del equipo para realización de pruebas y elaboración de pruebas preliminares en el material con herramientas utilizadas en aluminio.
Etapa 2: Selección de parámetros de velocidad de giro y velocidad de avance de la herramienta de acuerdo a normas o investigaciones realizadas en materiales poliméricos, para cada muestra para así obtener una unión con aceptables propiedades.
Elaboración de pruebas preliminares con la herramienta seleccionada y con los parámetros y elaboración de la unión de las placas en solape.
Etapa 3: Obtención de diferentes muestras y medición de la dureza shore D en diferentes zonas con el fin de comparar la variación de la dureza en el cordón, en la zona afectada por el calor y en la zona del material base.
Etapa 4: Obtención de las muestras y realización de las pruebas de tracción para cada muestra de acuerdo a la norma ASTM D 638 y análisis de la fractura.
Etapa 5: Análisis y verificación de discontinuidades presentes en la junta soldada mediante un microscopio estereoscópico para cada muestra con sus respectivas variaciones de parámetros y por último el análisis de resultados y preparación del informe final.

39
7. PROCEDIMIENTO EXPERIMENTAL
7.1 PRUEBAS PRELIMINARES
Se realizaron pruebas preliminares sobre una placa de polipropileno mediante una herramienta que se utiliza para soldar aluminio por el proceso SFA, que ha presentado muy buenos resultados. Las pruebas se llevaron a cabo en una fresadora universal Nangtong modelo X6125A, que se presenta en la Figura 12; esta máquina tiene una potencia del motor de 4kw en el husillo, con desplazamiento en la dirección X de 500 mm, en la dirección Y de 376 mm y en la dirección Z de 430 mm.
Figura 12. Fresadora universal.
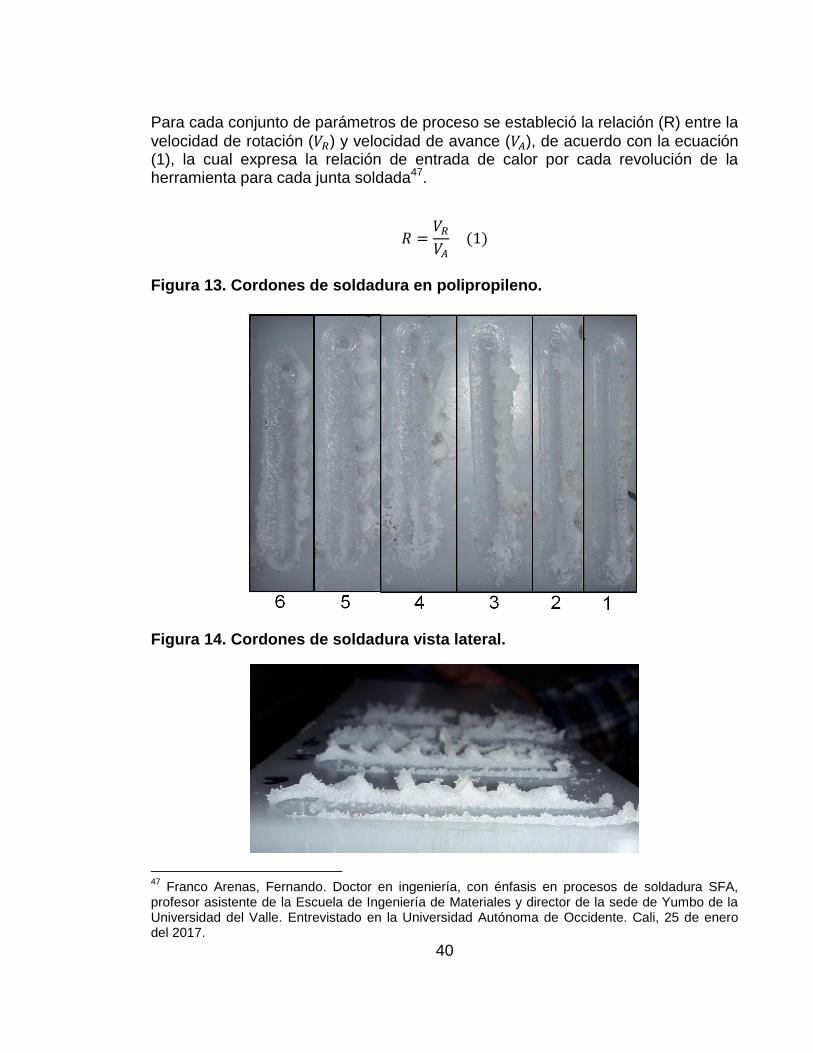
La herramienta cilíndrica tiene un hombro plano de 13 mm de diámetro y un pin con rosca ordinaria de 3.8 mm de diámetro y 3 mm de longitud. Se realizaron 6 pruebas, con el fin de observar el comportamiento del material con este tipo de herramienta a diferentes parámetros; en la Figura 13 se presenta los cordones de soldadura en una placa de polipropileno y en la figura 14 se muestra una vista lateral de los cordones de soldadura donde se aprecia material no confinado por la herramienta. Los parámetros utilizados (velocidad de rotación, velocidad de avance y ángulo de entrada de la herramienta) en el proceso se muestran en la tabla 3.
40
Para cada conjunto de parámetros de proceso se estableció la relación (R) entre la
velocidad de rotación (𝑉𝑅) y velocidad de avance (𝑉𝐴), de acuerdo con la ecuación (1), la cual expresa la relación de entrada de calor por cada revolución de la herramienta para cada junta soldada47.
𝑅 =𝑉𝑅
𝑉𝐴 (1)
Figura 13. Cordones de soldadura en polipropileno.
Figura 14. Cordones de soldadura vista lateral.
47
Franco Arenas, Fernando. Doctor en ingeniería, con énfasis en procesos de soldadura SFA, profesor asistente de la Escuela de Ingeniería de Materiales y director de la sede de Yumbo de la Universidad del Valle. Entrevistado en la Universidad Autónoma de Occidente. Cali, 25 de enero del 2017.
41
Tabla 3. Parámetros de pruebas.
Prueba VR
(rpm) Angulo
(°) VA
(mm/min)
Relación
(𝐕𝐑
𝐕𝐀)
1 1600 1 217 7,4
2 1600 1 158,8 10
3 1600 1 86,9 18
4 800 1 46,5 17,2
5 800 1 33,8 23,7
6 800 0 33,8 23,7
En la prueba 1 se presentó poca deformación plástica del material y más mecanizado del mismo, de igual manera se observa que no hubo contención del material, ya que el poco material que se deformó quedó en la zona alejada del cordón; la prueba 2 también presentó poca deformación plástica a diferencia que hubo mayor material acumulado en la zona alejada del cordón de soldadura y no hubo acumulación de material en el pin dejando una ranura; la prueba 3 presentó las mismas características de la prueba 2, la prueba 4 empezó con una profundidad normal, a un tercio de la longitud se le aplicó medio milímetro de profundidad y luego a otro tercio otro medio milímetro, lo que ocasionó una mayor expulsión de material en la zona alejada del cordón, al inicio se observa un vacío de material que luego se va rellenando, la prueba 5 y 6 presentó mayor fluencia el material pero no hubo contención de este.
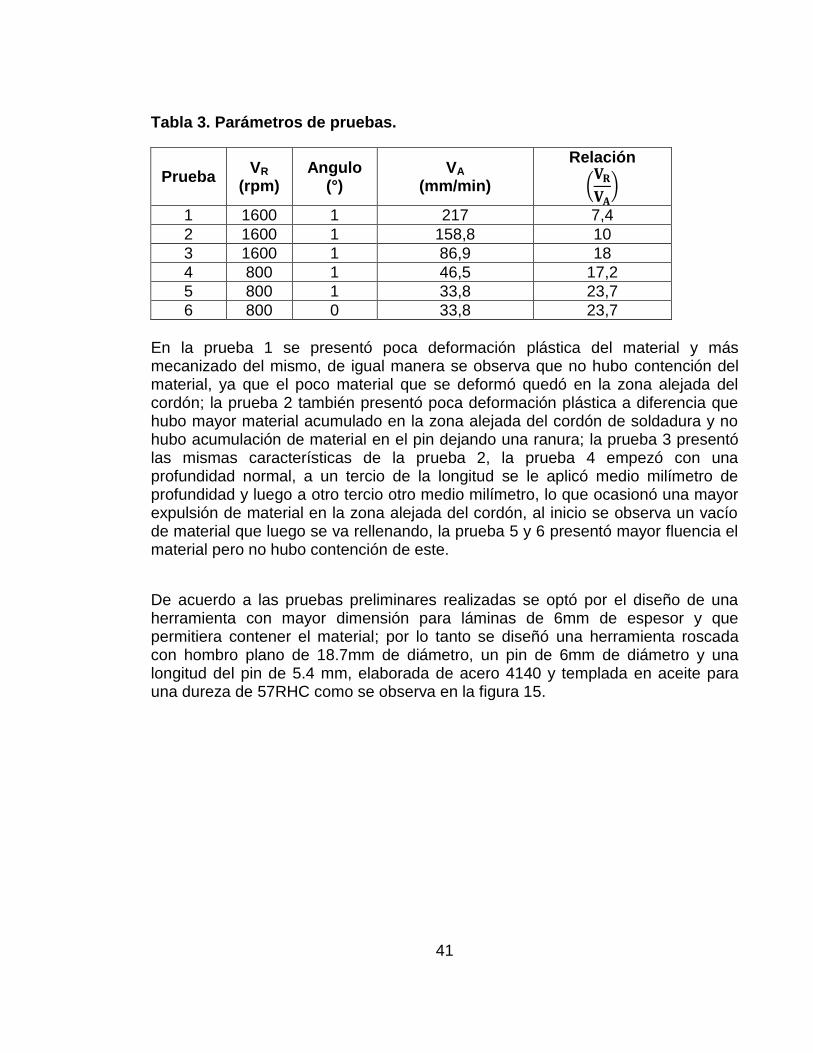
De acuerdo a las pruebas preliminares realizadas se optó por el diseño de una herramienta con mayor dimensión para láminas de 6mm de espesor y que permitiera contener el material; por lo tanto se diseñó una herramienta roscada con hombro plano de 18.7mm de diámetro, un pin de 6mm de diámetro y una longitud del pin de 5.4 mm, elaborada de acero 4140 y templada en aceite para una dureza de 57RHC como se observa en la figura 15.
42
Figura 15. Dimensiones de la herramienta para el proceso SFA.
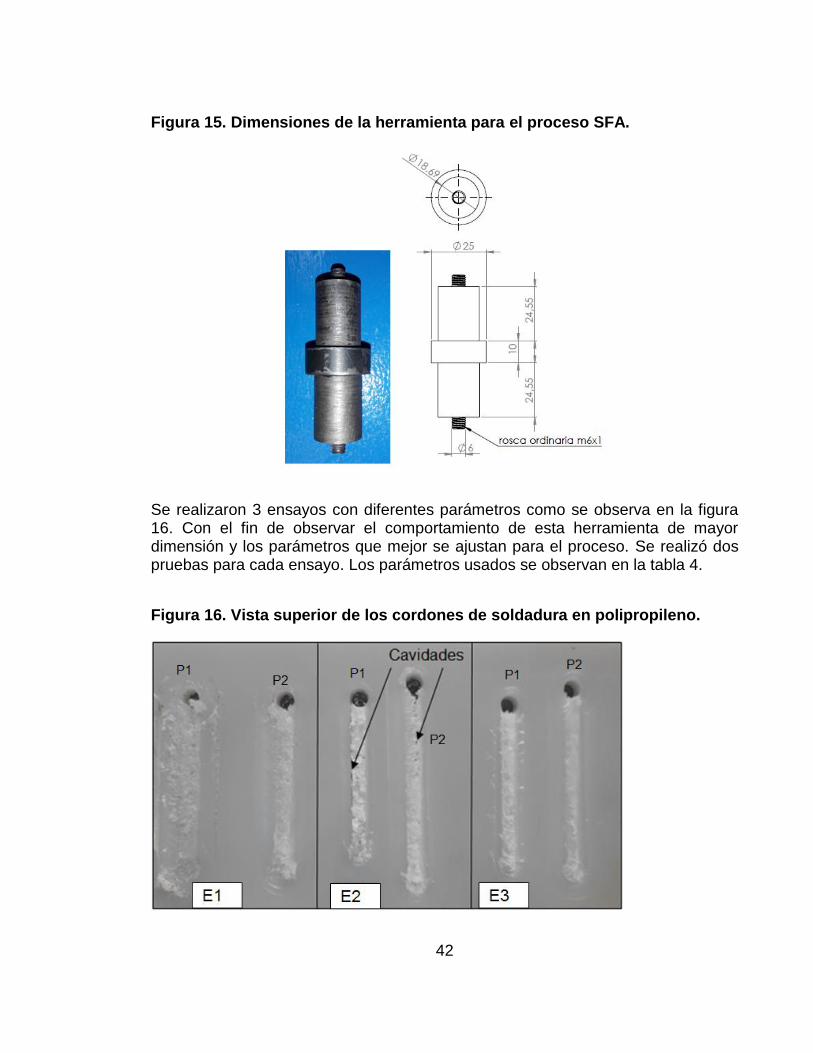
Se realizaron 3 ensayos con diferentes parámetros como se observa en la figura 16. Con el fin de observar el comportamiento de esta herramienta de mayor dimensión y los parámetros que mejor se ajustan para el proceso. Se realizó dos pruebas para cada ensayo. Los parámetros usados se observan en la tabla 4.
Figura 16. Vista superior de los cordones de soldadura en polipropileno.

43
Tabla 4. Parámetros de pruebas.
Ensayo VR
(rpm) Angulo (°)
VA (mm/min)
Relación (VR/VA)
1 800 1 63,5 12,6
2 800 1 46,5 17
3 800 1 33,8 23
En la primera prueba del ensayo 1 se observa una adecuada plastificación del material en la línea de soldeo, también se presenta rebaba de material en la zona alejada del cordón debido a que hubo mucha penetración y el hombro del material ocasionó el levantamiento de esta rebaba, en la prueba 2 se observa un adecuada plastificación pero con vacíos de material en la zona inferior de la línea de soldeo.
En la primera prueba del ensayo 2 se observa que no hubo un adecuado contacto entre la superficie del hombro y el material por lo que hubo poca penetración del pin y poca generación de calor entre el hombro y la superficie del material ocasionando que en lado alejado de la soldadura se presentara un línea de vacío de material y este no se mezclara, en la segunda prueba de este ensayo se observa que en el centro del cordón se presenta cavidades generados por la mezcla poco uniforme del material y el poco asentamiento del hombro.
En la primera prueba del ensayo 3 se observa un adecuado flujo del material y correcta plastificación siendo este aparentemente un parámetro óptimo para la soldadura, pero aún siguen presentándose en el fondo de la línea de soldeo ciertas cavidades.
En general la herramienta fabricada funcionó correctamente con las dimensiones establecidas el diámetro del hombro al ser de mayor dimensión permitió la contención del material, pero se detalla que se necesita que el hombro haga un adecuado contacto con la superficie del material generando calor en esta zona y logrando la adecuada fusión del material evitando así cavidades en la zona retirada de la soldadura.
7.2 PROCEDIMIENTO DE SOLDADURA POR FRICCIÓN AGITACIÓN.
Para el proceso SFA de las placas se usó la herramienta elaborada y descrita anteriormente, se realizaron las soldaduras con los tres parámetros propuestos en las anteriores pruebas de acuerdo a la inspección y evaluación física del cordón, tomando como criterios de selección que se presentara un cordón uniforme, poca generación de rebaba, y que la superficie fuera lo más uniforme posible, el sistema

44
de sujeción utilizado consta de 4 mordazas que sujetaban las placas a soldar como se observa en la figura 17.
Figura 17. Montaje de las muestras experimentales.
45
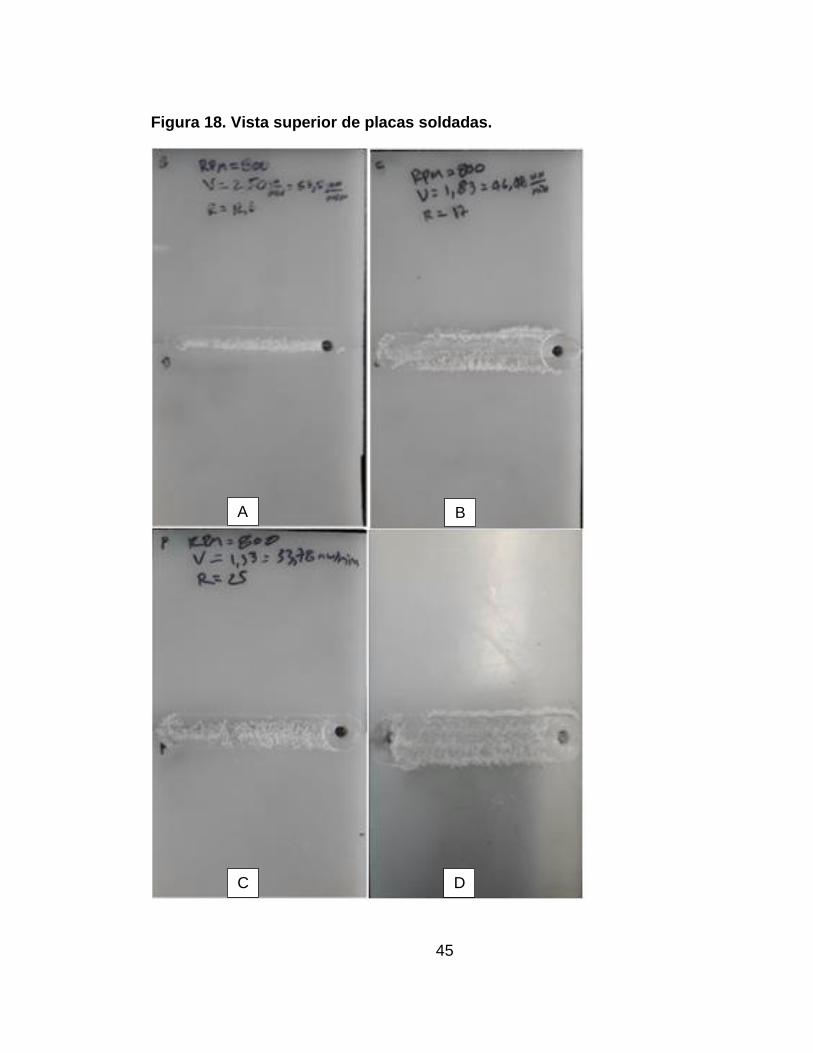
Figura 18. Vista superior de placas soldadas.
A B
C D

46
Figura 19. Vista superior del cordón de soldadura.
Figura 20. Vista posterior del cordón de soldadura.

47
Tabla 5. Parámetros usados para la unión de las juntas.
Ensayo VR
(rpm) Angulo
(°) VA
(mm/min) Relación (VR/VA)
Longitud (mm)
Tiempo (min)
A 800 1 63,5 12,6 90 1:25
B 800 1 46,5 17 90 1:46
C 800 1 33,8 23 90 2:44
D 800 1 33,8 > P 23 90 2:46
En la tabla 5, se observan los parámetros usados para la unión de las juntas con su respectiva longitud del cordón, la relación entre la velocidad de rotación y avance y tiempo que llevo realizar el proceso. Se observa que entre menor velocidad de avance más tiempo requiere el proceso para realizar lo unión siendo esto un problema para la unión de polímeros usando esta técnica.
En la figura 18 se observa que luego, durante el proceso y después de él, la soldadura formó una estructura de escarcha en la superficie del cordón, esto porque la herramienta elimina el exceso de material después de la unión. En la figura 19 se observa los cuatro cordones de soldadura realizados al unir las dos placas a diferentes velocidades, el cordón A se realizó a 63.5 mm/min, el cordón B a 46.48 mm/min, el cordón C a 33.78 mm/min, el cordón D a 33.78 mm/min con el hombro asentado.
La apariencia superficial de los 4 cordones realizados no es uniforme, en el cordón C se observa una zona de color blanco con porosidades siendo este, una zona frágil de baja resistencia, en el cordón A en su vista posterior se observa color negro esto debido a que se arrastró suciedad superficial presente en la platina protectora de la bancada, en las vistas posteriores C y B se observa vacíos de material por lo que se torna rugosa, en el cordón D al inicio se observa porosidades esto debido a que hubo una mayor penetración de la herramienta durante el proceso, de igual manera en la vista posterior del cordón D se observa ondulación debido al calor generado por la penetración de la herramienta.
Durante el proceso se tomó la temperatura puntual detrás de la herramienta para cada parámetro con una pistola infrarroja para medir temperaturas, con el fin de determinar si esta llegaba a la temperatura de fusión del material o a la temperatura de degradación, las temperaturas promedio registradas se observan en la tabla 6.

48
Tabla 6. Rango de temperaturas tomadas de acuerdo a los parámetros usados.
VR (RPM)
VA (mm/min)
Temperatura (°C)
800 63,5 86 a 90 800 46,5 116 a 118 800 33,8 96 a 120 800 33,8 >P 90 a 122
De acuerdo a la tabla 6, se observa que los valores de temperatura alcanzados con cada parámetro están entre 80 a 120 °C, que están por debajo del punto de fusión del material que es 160°C según la ficha técnica del fabricante, de igual forma la temperatura registrada está por debajo de la temperatura de degradación del material que es de 280 °C, de acuerdo a la ficha técnica por lo que la soldadura no se debería de presentar una degradación del material significativa.
7.3 ENSAYOS DE DUREZA SHORE D
Se realizó la toma de las durezas en 4 puntos, en el material base, en las zonas avance y retirada de la soldadura que es afectada térmicamente y en el centro del cordón de soldadura, esto se realizó en tres zonas a lo largo del cordón, como se muestra en la figura 21, el equipo que se utilizó fue un durómetro shore D perteneciente al laboratorio de materiales de la Universidad Autónoma de Occidente, según figura 22.
Figura 21. Esquema de tomas de durezas shore D en diferentes zonas.
49
Figura 22. Durómetro shore D
7.4 ENSAYO DE TENSIÓN
Se determinaron propiedades mecánicas de tensión a cada soldadura realizada de forma que el cordón quede en el centro de la probeta de tensión, se utilizó la maquina universal de ensayos INSTRON 3366 del laboratorio de materiales de la Universidad Autónoma de Occidente, la maquina presenta capacidad máxima de 10KN, el tiempo estimado para cada prueba fue de 40 segundos, a una velocidad de 5mm/min; en la figura 23 se presenta el equipo.

50
Figura 23. Máquina universal de ensayos INSTRON 3366
Las probetas para el ensayo se realizaron de acuerdo a la norma ASTM D638 para materiales poliméricos como se observa en la figura 24 con sus respectivas medidas donde la unión se presenta en el centro de la probeta como se observa en la figura 25.
Figura 24. Dimensiones de la probeta D638 en mm.

51
Figura 25. Probeta para ensayo de tensión D638.
7.5 ANÁLISIS MICROSCÓPICO
Con el fin de observar los detalles de las zonas de soldadura y verificar la presencia de posibles discontinuidades, se realizó un corte transversal al cordón de soldadura para cada uno de los parámetros, para ello se utilizó el microscopio estereoscópico binocular DIGIMESS modelo XTL-3400, que se presenta en la figura 26, las probetas se prepararon con lijado suave desde granulometría de 180 hasta 1000.
Figura 26. Microscopio estereoscópico binocular DIGIMESS.
52
8. ANÁLISIS Y RESULTADOS
8.1 RESULTADOS ENSAYO DE DUREZA SHORE D
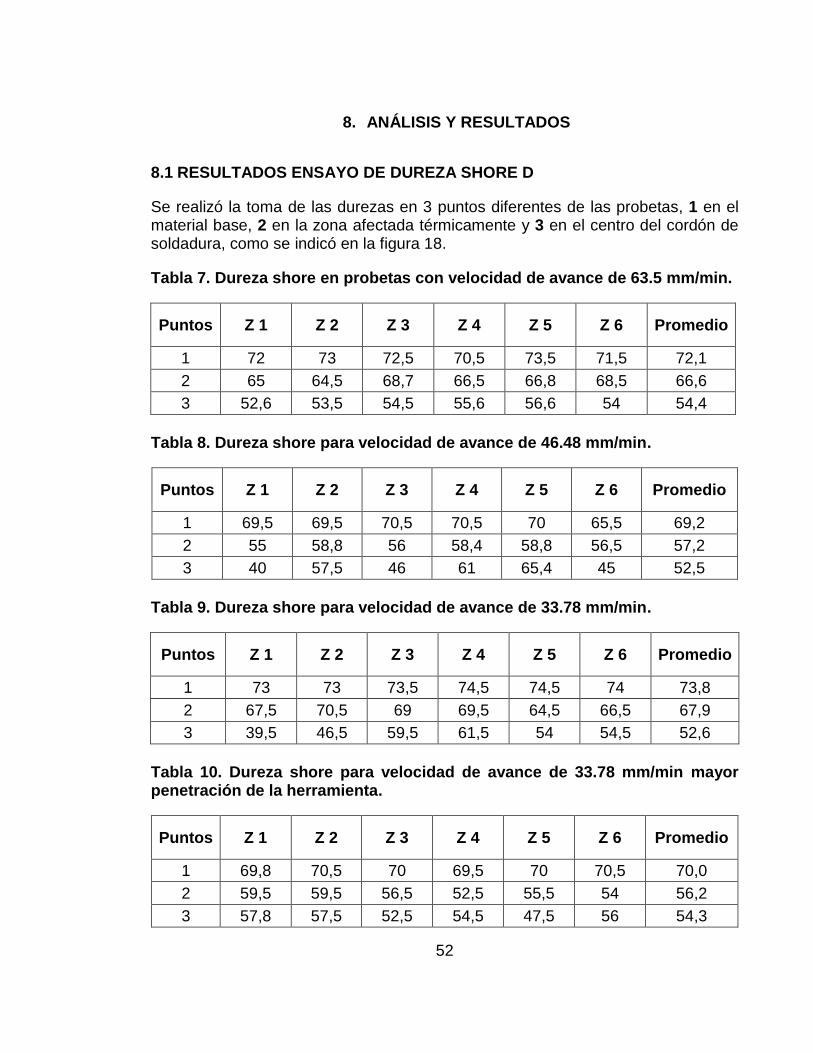
Se realizó la toma de las durezas en 3 puntos diferentes de las probetas, 1 en el material base, 2 en la zona afectada térmicamente y 3 en el centro del cordón de soldadura, como se indicó en la figura 18.
Tabla 7. Dureza shore en probetas con velocidad de avance de 63.5 mm/min.
Puntos Z 1 Z 2 Z 3 Z 4 Z 5 Z 6 Promedio
1 72 73 72,5 70,5 73,5 71,5 72,1
2 65 64,5 68,7 66,5 66,8 68,5 66,6
3 52,6 53,5 54,5 55,6 56,6 54 54,4
Tabla 8. Dureza shore para velocidad de avance de 46.48 mm/min.
Puntos Z 1 Z 2 Z 3 Z 4 Z 5 Z 6 Promedio
1 69,5 69,5 70,5 70,5 70 65,5 69,2
2 55 58,8 56 58,4 58,8 56,5 57,2
3 40 57,5 46 61 65,4 45 52,5
Tabla 9. Dureza shore para velocidad de avance de 33.78 mm/min.
Puntos Z 1 Z 2 Z 3 Z 4 Z 5 Z 6 Promedio
1 73 73 73,5 74,5 74,5 74 73,8
2 67,5 70,5 69 69,5 64,5 66,5 67,9
3 39,5 46,5 59,5 61,5 54 54,5 52,6
Tabla 10. Dureza shore para velocidad de avance de 33.78 mm/min mayor penetración de la herramienta.
Puntos Z 1 Z 2 Z 3 Z 4 Z 5 Z 6 Promedio
1 69,8 70,5 70 69,5 70 70,5 70,0
2 59,5 59,5 56,5 52,5 55,5 54 56,2
3 57,8 57,5 52,5 54,5 47,5 56 54,3
53
De acuerdo a los resultados se observa, que la dureza tomada para los diferentes parámetros en el punto 3 y que corresponde al cordón de soldadura, presentó la dureza más baja, comparada con los otros puntos de la probeta; debido a que es una zona de recristalización del material, por lo tanto se supone que se presenta ablandamiento del material generado por la fricción y la agitación del material durante el proceso, también se observan en esta zona algunos poros, vacíos e irregularidades superficiales.
Los valores de dureza en la zona afectada térmicamente (punto 2) disminuyeron en comparación con la dureza del material, debido a que el calor generado por la fricción del hombro con el material ablandó la superficie, disminuyendo la dureza en esta zona.
8.2 RESULTADOS ENSAYO DE TENSIÓN
El número total de probetas analizadas en el ensayo de tensión fueron 5 por cada parámetro de velocidad de avance, los resultados del comportamiento de las propiedades mecánicas se representan mediante, las curvas de esfuerzo vs deformación unitaria, que se presentan en el gráfico 1, 2, 3 y 4. Los valores más significativos se representan en la tabla 11 y en el gráfico 5 como se observa a continuación.
54
Gráfica 1. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 63.5 mm/min.
Gráfica 2. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 46.5 mm/min.
0
1
2
3
4
5
6
7
8
9
10
0 0,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04
Esfu
erzo
(M
Pa)
Deformación (mm/mm)
P1 P2 P3 P4 P5
P1
P2
P3
P4
P5
0
1
2
3
4
5
6
7
8
9
10
0 0,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04
Esfu
erzo
(M
Pa)
Deformación (mm/mm)
P1 P2 P3 P4 P5
P1
P2
P3
P4
P5
55
Gráfica 3. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 33.8 mm/min.
Gráfica 4. Curva esfuerzo vs deformación de probetas soldadas a velocidad de 33.8 mm/min con mayor penetración de la herramienta.
0
2
4
6
8
10
12
14
0 0,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04
Esfu
erzo
(M
Pa)
Deformación (mm/mm)
P1 P2 P3 P4 P5
P1
P2
P3
P4
P5
0
2
4
6
8
10
12
14
0 0,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04
Esfu
erzo
(M
Pa)
Deformación (mm/mm)
P1 P2 P3
P1
P2 P3
56
Tabla 11. Esfuerzo máximo y Alargamiento máximo para cada velocidad de avance.
Velocidades (mm/min)
Esfuerzo Max. Promedio
(MPa)
Alargamiento Max. Promedio
(mm)
63,5 4,6 2,1
46,5 6,8 1,9
33,8 9,0 1,9
33,8 >P 11,7 1,6
Gráfica 5. Promedio de esfuerzo máximo soportada por las probetas a diferentes velocidades.
En la gráfica 1 se muestra el esfuerzo máximo soportado por cada probeta de tensión, se observa que todas las probetas presentaron comportamiento similar a diferencia de la P5 que alcanzó mayor esfuerzo en comparación con las otras y la P4 que presentó menor esfuerzo, esto puede ser que en la P4 se presentaron discontinuidades como vacíos de material o porosidades que generaron ruptura más rápida mientras que la P5 no presentó estas discontinuidades; comparando P1, P2 y P3 con P5 se detalla que el comportamiento de las gráficas es diferente, mientras que P1, P2 y P3 llegan a su esfuerzo máximo y caen levemente, P5 cae
28,8
11,7
9,1
6,8 4,6
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
Material base 33,8 >P 33,8 46,5 63,5
Esfu
erz
o M
axim
a (M
Pa)
velocidad de avance (mm/min)

57
abruptamente, esto puede ser explicado porque en P5 se pudo haber presentado mayor cohesión del material reblandecido durante el proceso con el material de la placa. También se aprecia que P1, P2 y P3 presentan un esfuerzo máximo de 4 MPa mientras que P5 uno de 9 MPa.
De acuerdo a las gráficas 1, 2, 3 y 4 se observa que la tendencia de las curvas cambia conforme se disminuye la velocidad de avance; al alcanzar el esfuerzo máximo en la gráfica 1, la mayoría de las probetas presentan una caída leve del esfuerzo, mientras que a medida que disminuye la velocidad de avance la caída del esfuerzo es más abrupta; también se detalla que con una velocidad de 63,5 mm/min se alcanzó un esfuerzo máximo promedio de 5 MPa, mientras que para 46,5 mm/min, 33,8 mm/min y 33, mm/min >P alcanza valores de esfuerzo máximo de 7 MPa, 9 MPa y 11 MPa.
En la tabla 11 y en el gráfico 5 se presenta el esfuerzo máximo promedio de acuerdo a los diferentes parámetros, se observa que a medida que la velocidad de avance disminuye el esfuerzo máximo aumenta, debido a que se presenta mayor agitación del material. También se observa que se requiere más penetración de la herramienta para obtener mejor resistencia pero a mayor penetración se genera mayor delaminación en la superficie, significa que se presenta material no confinado en la unión de la soldadura.
Del gráfico 5 se observa que las probetas con velocidad de 33,8 mm/min alcanzaron el 30% de la resistencia a la tensión en comparación con la tensión del material sin soldar, mientras que las probetas con velocidad de 33,8 mm/min y con mayor penetración de la herramienta alcanzaron el 40,6% de la resistencia a la tensión, estos valores se presentan en trabajos similares donde realizaron este proceso en polipropileno variando la carga axial48.
48
JAIGANESH, V; MARUTHU, B. y GOPINATH E. Optimization of process parameters on friction stir welding of high density polypropylene plate. En: Procedia Engineering, December, 2014, Vol. 97, p. 1957-1965.

58
Figura 27. Probetas ensayadas a tensión.
Figura 28. Superficie de corte de las probetas sometidas a ensayo de tensión.
Zona de retroceso
Zona de avance
59
En la figura 27 se observa que la falla en la mayoría de las probetas sometidas a tensión ocurrió en la zona de avance, algunas presentaron la falla en la zona de retroceso, esta tendencia puede ser explicada porque el pin de la herramienta arrastra material mientras avanza para luego depositarlo en ese mismo punto ocurriendo una solidificación rápida del material no permitiendo una unión adecuada49, una posible solución para este problema podría ser aumentar las rpm para así agitar más el material y generar más calor.
En las figuras 28 A, B y C se observa desprendimiento con fibras de material, lo que puede explicar la caída leve del esfuerzo luego de llegar al punto máximo en las gráficas 1,2,3 de esfuerzo vs deformación. También se observa que el material no se unió completamente; mientras que la figura 28D presenta una falla limpia sin fibras de material de allí el comportamiento de la gráfica 4 de esfuerzo vs de formación en donde llega a su punto máximo de esfuerzo y cae abruptamente, similar a la de un material frágil, también se observa que se presentó completa unión del material.
Comparando los datos de dureza obtenidos con los de tensión se observa que la dureza del material base es de alrededor 71 a 74 shore D, mientras que la de la zona soldada decae a 54 shore D, de igual manera esto ocurre con la resistencia a la tensión donde el material presenta una resistencia de 28.8 MPa, mientras que la junta soldada con velocidades de 63.5 mm/min, 46.5 mm/min, 33.8 mm/min y 33.8 mm/min > P, presenta valores de 5 MPa, 7Mpa, 9 MPa y 12 MPa, indicando que a menor dureza menor resistencia a la tensión obtendrá la junta.
8.3 RESULTADOS OBSERVACIÓN MICROSCÓPICA
Se tomaron dos zonas transversales de las probetas, a lo largo del cordón de soldadura para cada parámetro, en la figura 29 se observa a nivel microscópico la junta soldada y se evidencian tres zonas que son: el material base (MB), la zona agitada (ZA) y la línea de interface (I), como se presentan en artículos de investigación50.
49
ROMERO, Yorledis. Soldabilidad de polietileno de alta densidad usando soldadura por fricción–agitación con una herramienta de hombro no rotacional. En: Scielo, Soldagem & Inspeção, octubre/diciembre 2016, Vol. 21, No 4, p.1-10. 50
Ibíd., p.7
60
Figura 29. Sección transversal de las juntas soldadas.
En la figura 29A y 29B se observa la presencia de vacíos de material y porosidades en la raíz del cordón, esto puede ser por la falta de penetración de la herramienta, también se observa notoriamente marcada la línea de interfase en la zona de avance indicando la falta de calentamiento en esta zona, de ahí se puede explicar porque las probetas fallaron por la zona de avance en la prueba de tensión. También se observa que la zona superior del cordón carece de material, debido a que durante el proceso se genera delaminación sobre la superficie de la unión, lo que equivale a material que no ha sido confinado dentro de la unión.
En la figura 29C se evidencia la presencia de discontinuidades, tales como vacíos y porosidades dentro de la zona agitada y en la raíz de la soldadura, mientras que la figura 29D con los mismos parámetros no se presentan poros dentro de la zona agitada indicando que, la penetración de la herramienta debe ser mayor para evitar estas discontinuidades.
En la figura 29 se observa, que cuando la velocidad de avance disminuye la línea de interfase en la zona de avance es menos notoria, debido al calentamiento más homogéneo. Esto puede explicarse porque se genera más calor friccional debido a que las revoluciones por minuto en un mismo lugar son mayores y por el contrario, cuando la velocidad de avance es mayor, el material ablandado, el cual fluye según el giro del pin roscado, tiene menos tiempo para lograr cohesión homogénea entre las distintas zonas de la junta, generando una línea de interfase
ZA MB MB
I
63.5mm/min
33.8mm/min >P
46.5mm/min
33.8mm/min
61
más notoria, de ahí se puede explicar porque las juntas con velocidad de avance menor presentaron mayor resistencia51.
Comparando los resultados de tensión con las microestructuras tomadas, se observa que las probetas de tensión, como P4 de la gráfica 1 obtuvo un esfuerzo máximo de 2.5 MPa, esta baja resistencia se debe a las porosidades presentes en la región agitada y en la raíz de la soldadura como se observa en la figura 29A, mientras que la figura 29B no presenta porosidades notorias en la zona agitada, pero si defectos en la raíz de la soldadura, además la línea de interfase es más notoria, es por esto que las probetas P1, P2, P3 y P5 de la gráfica 2; alcanzan valores máximos de 5 a 6 MPa, mientras P4 alcanza un valor máximo de 9 MPa.
También se aprecia en la figura 29D, soldada con el parámetro de 33,8 mm/min presenta mayor porosidad de ahí que las probetas P1, P2 y P5 de la gráfica 3, presentaran menores valor de esfuerzo máximo estando alrededor de 7 MPa a diferencia de P3 y P4 que alcanzaron valores de esfuerzo de 10 a 11Mpa. En la figura 29D se observa que no se presentan porosidades en la zona agitada pero si defectos de raíz de ahí que las probetas P1, P2 y P3 de la gráfica 4 alcanzaran los mayores esfuerzos estando entre 11 y 12 MPa.
51
Ibíd., p.7
62
9. CONCLUSIONES
Mediante el análisis de la soldadura en placas de polipropileno se ha confirmado la posibilidad de obtener juntas soldadas a tope por el proceso de soldadura fricción-agitación con propiedades menores a la del material sin soldar para su utilización en los bancos de troqueles.
Se evidenció que la utilización de una herramienta con mayores dimensiones permite la confinación del material, indicando que las dimensiones del hombro deben ser 3 veces mayor que la del pin para lograr contener el material en la línea de unión.
Las durezas en la zona afectada térmicamente y en el cordón de soldadura disminuyeron en comparación con la dureza del material sin soldar, debido a que el calor generado por la fricción de la herramienta con el material ablandó la superficie, disminuyendo la dureza en estas zonas, para la aplicación en los bancos de troquelado esta disminución de la dureza es favorable ya que como sirve de protección al filo de la herramienta de corte esta no desgastaría tan rápido.
La relación de velocidad de rotación y avance debe ser igual a 23 para incrementar la resistencia mecánica ya que permite mayor generación de calor durante el proceso.
De acuerdo a los resultados de tensión y a la observación microscópica, se demuestra que el control adecuado de los parámetros, como la velocidad de rotación, velocidad de avance y penetración de la herramienta es importante para obtener juntas con mejores propiedades; ya que estos parámetros permiten controlar la generación de calor y el reblandecimiento del material para así obtener una cohesión homogénea y obtener una unión resistente. También se evidenció que se requiere mayor agitación del material, por lo que se debería incrementar las rpm para lograr cohesión homogénea del material, de igual forma de acuerdo a los resultados de tensión se observa que las probetas trabajadas con menor velocidad de avance presentaron mejores propiedades mecánicas, debido a que se presenta mayor agitación del material.

63
10. RECOMENDACIONES
Para investigaciones futuras se sugiere investigar el efecto térmico durante el proceso de soldadura por fricción-agitación, también se podría analizar la influencia de una herramienta con hombro estacionario y una herramienta convencional que permanezca calientes durante el proceso.
Para mejorar el proceso de soldadura debería automatizarse para obtener uniones de buena calidad, también se recomienda la implementación de un sistema de sujeción más seguro de tal manera que se evite el pandeo del material.
Realizar ensayos de TGA y DSC al material y a la zona soldada, con el fin de analizar la influencia de las temperaturas alcanzadas en el proceso y como esto afecta las propiedades del polímero.
64
BIBLIOGRAFIA
BOZKURT, Yahya. The optimization of friction stir welding process parameters to achieve maximum tensile strength in polyethylene sheets. En: Materials and Design. Marzo 2012, vol. 35, p. 440–445.
DRESSLER, U; Biallas, G, y Alfaro Mercado U, Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. En: Materials Science and Engineering A, November, 2009, vol. 526, no. 1–2, p. 113–117.
Ensayo de tracción en plásticos - ISO 527 -2. [En línea]. Alemani zwick a. [consultado el 5 de agosto de 2016] Disponible en internet: http://www.zwick.es/es/aplicaciones/plasticos/termoplasticos-compuestos-de-moldeo/ensayo-de-traccion.html.
Franco Arenas, Fernando. Doctor en ingeniería, con énfasis en procesos de soldadura SFA, profesor asistente de la Escuela de Ingeniería de Materiales y director de la sede de Yumbo de la Universidad del Valle. Entrevistado en la Universidad Autónoma de Occidente. Cali, 25 de enero del 2017.
JAIGANESH, V; MARUTHU, B. y GOPINATH, E. Optimization of process parameters on friction stir welding of high density polypropylene plate. En: Procedia Engineering, December, 2014, Vol. 97, p. 1957-1965.
K. Panneerselvam y K. Lenin, Joining of Nylon 6 plate by friction stir welding process using threaded pin profile. En: Materials and Design. Enero 2014, vol. 53, p. 302–307.
KALPAKJIAN S. and SCHMID S.R, Manufacturing process for engineering materials. 5th ed. New york: prentice hall, 2003.258p
KANSERT metrología, metalografía, ensayos [en línea]. kansert [Consultado el 5 de agosto del 2016]. Disponible en internet: http://www.kansert.es/Shore.swf.
KISS, Zoltán y CZIGÁNY, Tibor. Applicability of friction stir welding in polymeric materials. En: Periodica Polytechnica. Engineering. Mechanical Engineering; febrero 2007, Budapest vol. 51.1 p.15-18.
65
K. Lenin, y K. Panneerselvam, Investigation on Effect of Tool Forces and Joint Defects During FSW of Polypropylene Plate. En: Procedia Engineering, Septiembre, 2012, Vol. 38, p. 3927-3940.
MISHRA, R. S. y MA, Z. Y., Friction stir welding and processing, En: Materials Science and Engineering: R: Reports. Agosto, 2005, vol. 50, no. 1–2, p. 1–78.
MUÑOZ, Sergio Antonio. Soldadura por fricción batido de tuberías de polietileno para gas natural, trabajo de grado magister en Ingeniería de la Soldadura. Lima, Perú. Pontificia Universidad Católica del Perú. Facultad de Ingeniería. Escuela de Postgrados, 2014. p 19.
PIRIZADEH, M., et al. A. Friction stir welding of thermoplastics using a newly designed tool. En: Materials and Design, Agosto, 2013, vol. 54, p. 342-347.
POLIPROPILENO | Colpolímeros. [En línea]. Cali colpolimeros [consultado 20 de agosto de 2016] Disponible en internet: http://colpolimeros.com/ficha-tecnica-polipropileno.
Polipropileno usos y características [en línea]. Canal de construcción [Consultado el 5 de agosto del 2016] Disponible en internet: http://canalconstruccion.com/polipropileno-usos-y-caracteristicas.html.
QUÉ ES EL POLIPROPILENO | PETROQUIM [en línea]. Región del Bio-Bio Chile [consultado 22 de agosto de 2016] disponible en internet: http://www.petroquim.cl/que-es-el-polipropileno/.
SIMÕES, F. y RODRIGUES, D. M. Material flow and thermo-mechanical conditions during Friction Stir Welding of polymers: Literature review, experimental results and empirical analysis. En: Materials and Design. Julio 2014, vol. 59, p. 344–351.
STRAND, S. R. Effects of friction stir welding on polymer microstructure. Magister Thesis, Brigham Young University. Department of Mechanical, Engineering. Febrero, 2004. p.178.
CHEN, Thaiping. Process parameters study on FSW joint of dissimilar metals for aluminum–steel, En: journal Materials and Science. Marzo, 2009, vol. 44, no. 10, p. 2573–2580.
66
THOMAS W. M and ANDREWS R. E, High performance tools for friction stir welding (fsw), WO1999052669 A1, 21-Oct-1999.
TROUGHTON, M. J. Handbook of plastics joining: a practical guide. 2 ed. Norwich, NY: William Andrew, 2008, 600 p.
ROMERO, yorledis, et al. Soldabilidad de polietileno de alta densidad usando soldadura por fricción–agitación con una herramienta de hombro no rotacional. En: Scielo, Soldagem & Inspeção, octubre/diciembre 2016, Vol. 21, No 4, p.1-10.