processos de manutenção técnica de edifícios – plano de manutenção

1
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
DEPARTAMENTO DE ENGENHARIA MECÂNICA
TRABALHO DE CONCLUSÃO DE CURSO
ANÁLISE E PLANEJAMENTO DE MANUTENÇÃO DE
COZINHAS HOSPITALARES
FRANCISCA PATRÍCIA DA SILVA
ORIENTADOR: PROF. Dr. JOÃO CARLOS ARANTES COSTA JÚNIOR
NATAL – RN
2018

2
FRANCISCA PATRÍCIA DA SILVA
ANÁLISE E PLANEJAMENTO DE MANUTENÇÃO DE
COZINHAS HOSPITALARES
Trabalho de Conclusão de Curso
apresentado a Universidade Federal do Rio
Grande do Norte como requisito parcial
para a obtenção do título de Engenheira
Mecânica, sob orientação do Prof. Dr. João
Carlos Arantes Costa Júnior.
NATAL – RN
2018

3

4
AGRADECIMENTOS
Aos meus pais e irmãos pela compreensão e apoio incondicional.
Aos meus amigos pela torcida e expectativa.
A toda equipe do Setor de Infraestrutura Física e aos profissionais da cozinha do
Hospital Universitário Onofre Lopes por me receberem com carinho e atenção.
A Profª. Drª. Synara Lucien de Lima Cavalcanti pelas orientações e apoio.
A Escola de Ciências e Tecnologia, em especial aos professores, que muito
contribuíram para minha formação acadêmica.
Ao Curso de Engenharia Mecânica pela formação acadêmica.

5
RESUMO
Historicamente, as atividades de manutenção são caracterizadas como um problema
dentro das organizações. Porém, esta visão tem sofrido mudanças positivas ao longo dos
anos e tem levado a um reconhecimento da manutenção como função estratégica nas
empresas. Baseado na evolução prática da manutenção, o presente trabalho refere-se aos
conceitos gerais de manutenção aplicados a cozinhas hospitalares que ainda utilizam a
manutenção corretiva como principal meio para gerenciar seus equipamentos.
Contempla a fase de questionamento acerca do melhor tipo de manutenção aplicável a
cozinhas industriais, fase de levantamento de dados e análise das ordens de serviços,
fase de organização de tarefas de manutenção e elaboração de um plano de manutenção
flexível que melhor viabiliza o funcionamento de cozinhas hospitalares. Nesta linha de
pensamento, este trabalho discorre sobre as principais abordagens relacionadas com
gestão de manutenção, construção de indicadores e planos de controle, disponíveis na
literatura. Com isso, o trabalho buscou desenvolver um plano de manutenção eficaz para
cozinhas hospitalares, sobretudo para a cozinha industrial do Hospital Universitário
Onofre Lopes (HUOL). Os resultados oriundos das ordens de serviços emitidas pelo
Setor de Infraestrutura Física do HUOL mostraram que o tipo de manutenção aplicado
atualmente caminha para um cenário desfavorável e necessita de pontos de melhorias
para alcançar uma gestão de manutenção mais eficaz e econômica.
Palavras-chave: Gestão de Manutenção, Cozinhas Hospitalares, Planejamento da
Manutenção.

6
ABSTRACT
Historically, maintenance activities are characterized as a problem within the
organizations. However, this view has undergone positive changes over the years and
has led to a recognition of maintenance as strategic function in enterprises. Based on
practice of maintenance, the present work refers to general maintenance concepts
applied to hospital kitchens that still use the corrective maintenance as primary means to
manage their equipment. It Includes phase of questioning about the best type of
maintenance apply to industrial kitchens, the stage of data collection and analysis of
service orders, the organization phase of maintenance tasks and draw up a flexible
maintenance plan which best enables the functioning of hospital kitchens. In this line of
thought, this paper discusses the main approaches related to maintenance management,
construction of indicators and control plans, available in the literature. With that, the
study sought to develop an effective maintenance plan for hospital kitchens, especially
for industrial kitchen at the University Hospital Onofre Lopes (HUOL). The results
from the service orders issued by the Physical Infrastructure Sector HUOL showed that
the type of maintenance applied currently walks for an unfavorable scenario and need
improvements to achieve points maintenance management more effective and
economical.
Keywords: Maintenance Management, Hospital Kitchens, Maintenance Planning.

7
SUMÁRIO
1 INTRODUÇÃO........................................................................................................ 8
1.1 Caracterização do campo de pesquisa................................................................... 8
1.2 Justificativa............................................................................................................. 9
1.3 Objetivos................................................................................................................... 9
2 DESENVOLVIMENTO......................................................................................... 11
2.1 Fundamentação Teórica....................................................................................... 11
2.1.1 Breve Histórico da Manutenção......................................................................... 11
2.1.2 Tipos de Manutenção.......................................................................................... 12
2.1.3 Gestão de Manutenção........................................................................................ 15
2.1.4 Plano de Controle da Manutenção (PCM).......................................................... 17
2.1.5 Indicadores de Manutenção................................................................................ 19
2.1.6 Terceirização da Manutenção..................................................................................... 21
3 METODOLOGIA................................................................................................... 23
3.1 Análise e Interpretação dos Dados....................................................................... 23
3.2 Plano Preventivo de Manutenção......................................................................... 28
4 CONSIDERAÇÃOS FINAIS................................................................................. 32
REFERÊNCIAS...................................................................................................... 33
ANEXOS.................................................................................................................. 35

8
1 INTRODUÇÃO
As mudanças e evoluções tecnológicas dos últimos anos, sobretudo na área de
saúde, fizeram a gestão tecnológica dos equipamentos e instalações assumir cada vez
mais importância diante dos problemas enfrentados por estas Instituições para
preservação de seus ativos operacionais, com qualidade, segurança, disponibilidade e
custos compatíveis.
Hospitais são instituições complexas que devem estar apta a trabalhar
continuamente. A equipe de serviço de manutenção depende da complexidade de cada
instituição e da sua magnitude para realizar seus serviços. Dentre suas funções está a
segurança hospitalar e seu serviço está relacionado à eficiência operacional.
Diante disso, prever e detectar falhas ou defeitos podem coibir interrupções e
gastos desnecessários. Além disso, permite um funcionamento adequado dos diversos
setores do hospital, o que reflete no atendimento fornecido aos pacientes que dependem
do adequado funcionamento das instalações e equipamentos.
A manutenção, vista como função estratégica, responde diretamente pela
disponibilidade e confiabilidade dos ativos físicos e qualidade dos produtos finais.
Entender o tipo de manutenção adequada para a organização é garantir a otimização dos
processos, possibilitando expansão dos serviços do hospital.
1.1 Caracterização do Campo de Pesquisa
A presente pesquisa foi realizada junto ao Setor de Infraestrutura Física da
Empresa Brasileira de Serviços Hospitalares (EBSERH) - Hospital Universitário Onofre
Lopes (HUOL), localizado na Av. Nilo Peçanha, 620, Petrópolis – Natal/RN, 59012-
300, Rio Grande do Norte.
Inaugurado em 12 de setembro de 1909, com o nome de "Hospital de Caridade
Juvino Barreto", o hospital foi instalado em uma antiga casa de veraneio em que,
inicialmente, só funcionavam 18 leitos. O médico Januário Cicco, sozinho, administrava
e prestava assistência aos doentes que ali estavam internados.
Em 1935, o hospital passou a ser chamado de "Hospital Miguel Couto". E em
1955, foi criada a Faculdade de Medicina, tornando-se o Hospital campo das práticas
para todos os cursos da área de saúde. Em 1960, o Hospital assume a personalidade de
Hospital-Escola, integrando-se à UFRN e passando a ser chamado de "Hospital das
Clínicas". Com a federalização ficou assegurada sua manutenção, através do Ministério
da Educação, nas funções de Ensino, Pesquisa e Extensão.

9
O Hospital Universitário Onofre Lopes é um hospital de médio porte que atende
pacientes do Sistema Único de Saúde (SUS) e é certificado como hospital de ensino,
estando integrado à Universidade Federal do Rio Grande do Norte (UFRN).
O hospital provê serviços nas áreas de urgência, medicina diagnóstica por
imagem e tratamentos em diversas modalidades. Para desempenhar suas atividades, o
hospital conta com um grande parque tecnológico, de excelente qualidade que
possibilita bom tratamento aos pacientes, além de proporcionar aprendizado para
futuros profissionais da área da saúde. O HUOL contempla equipamentos de alta
tecnologia de diagnóstico por imagem e análise clínica, por exemplo.
1.2 Justificativa
O alto nível de exigência presente nos serviços hospitalares, bem como a oferta
ininterrupta de tais serviços, torna o setor de manutenção dessas instituições um dos
mais importantes em atuação. Sabendo disso, a proposta desse trabalho é justificada
pela grande gama de oportunidades que permeiam o setor de manutenção, haja vista que
a gestão estratégica do mesmo ainda é pouco praticada no Brasil.
Muitas empresas, assim como a instituição aqui tratada, possuem pouco ou
nenhum controle de suas atividades e utilizam, majoritariamente, a manutenção
corretiva, ao acaso do tempo. Existem demandas importantes por sistemas de
manutenção mais eficientes e economicamente mais viáveis que podem otimizar os
serviços prestados a população.
Somado a isso, existe uma grande motivação por parte da autora em se
aprofundar nesse tema, tendo em vista a grande necessidade de discutir manutenção no
Brasil.
1.3 Objetivos
O Hospital Universitário Onofre Lopes ainda concentra suas atividades de
tratamento dos equipamentos na manutenção corretiva. Este fato toma muito tempo de
suas atividades diárias, uma vez que os serviços executados são feitos a partir de
solicitações.
Além disso, a abundância da manutenção corretiva leva a uma
ineficiente gestão de recursos. As principais consequências são a maior
indisponibilidade de equipamentos operando satisfatoriamente, altos índices de quebras
e/ou falhas, gestão ineficiente de recursos humanos e monetários. A manutenção
preventiva se encontra em estágio inicial e ainda não tem uma rotina ideal nos setores.

10
Daqui surge a necessidade de realizar um plano de prevenção de falhas, que sirva como
uma linha orientadora dos trabalhos na manutenção preventiva.
Assim, o objetivo principal desse trabalho é elaborar e sugerir um plano de
ação de manutenção preventiva, especificamente, para a cozinha hospitalares. Porém,
esse plano de ação é flexível e pode ser utilizado em outros setores.
Para dar suporte ao objetivo principal é necessário:
Realizar uma fundamentação teórica bem embasada sobre as concepções
de manutenção conhecendo suas diferenças, vantagens e desvantagens;
Identificar e catalogar os gastos com manutenção corretiva no setor em
estudo;
Indicar uma possível contenção de custos com a implantação da
manutenção preventiva.

11
2 DESENVOLVIMENTO
2.1 Fundamentação Teórica
Segundo a norma NBR 5462 (1994), a manutenção é definida da seguinte
maneira:
“Combinação de todas as ações técnicas e administrativas, incluindo as de
supervisão, destinadas a manter ou recolocar um item em um estado no qual possa
desempenhar uma função requerida”.
Dessa forma, é possível entender a manutenção como o conjunto de cuidados
técnicos indispensáveis ao funcionamento regular e permanente de máquinas,
equipamentos, ferramentas e instalações. Estes cuidados envolvem a conservação, a
adequação, a restauração, a substituição e a prevenção.
2.1.1 Breve Histórico da Manutenção
Vários autores identificam diferentes estágios na evolução do papel da
manutenção ao longo do tempo. Porém, de modo geral, as perspectivas convergem.
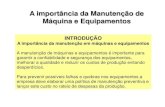
Moubray (1997) distingue três gerações na evolução da manutenção (Figura 01):
1ª Geração: Período com início na Era Industrial até a Segunda Guerra Mundial.
Nesta época a manutenção dava seus primeiros passos, uma vez que as empresas
reparavam ou substituíam equipamentos apenas em casos de avarias
(manutenção corretiva);
2ª Geração: No início da década de 1950, aumentou-se a valorização dos
equipamentos em virtude da automatização de processos. Custos elevados e
equipamentos parados por longos períodos culminaram na ideia de que tais
quebras poderiam ser evitadas. Inicia-se, então, o conceito de manutenção
preventiva;
3ª Geração: Posterior à década de 1970, surgem ferramentas de gerenciamento,
tais como, a filosofia just-in-time que exigia uma melhora na gestão de recursos.
Níveis reduzidos de stock faziam com que um equipamento inoperante
resultasse em elevadas perdas. A partir daqui a Manutenção desenvolveu-se
progressivamente no sentido da prevenção, ou seja, garantindo que os
equipamentos correriam riscos mínimos de falha (Manutenção Preditiva).

12
Figura 01. Expectativas sobre manutenção ao longo dos anos
2.1.2 Tipos de Manutenção
Os tipos de manutenção são definidos pela forma como é realizada a intervenção
no sistema. Neste trabalho, serão descritos seis tipos de manutenção considerados como
os principais por diferentes autores. São eles: Manutenção Corretiva (programada e não
programada), Manutenção Preventiva, Manutenção Preditiva, Manutenção Detectiva e
Engenharia de Manutenção (KARDEC & NASCIF, 2009).
Manutenção Corretiva
É a forma mais primária e simples de manutenção, ou seja, significa deixar as
instalações operando até ocorrer à quebra (SLACK et al, 2002). Este tipo de
manutenção se subdivide em dois, a manutenção não programada e a programada.
Segundo Otani & Machado (2008), a manutenção corretiva não programada
caracteriza-se pela correção da falha sempre após a quebra, sem planejamento anterior.
Como consequência apresenta custos elevados e baixa confiabilidade. Já a manutenção
corretiva programada é caracterizada pela preparação da manutenção. Como ocorre um
planejamento da manutenção, esta se torna mais barata, mais segura e mais rápida.
Manutenção Preventiva
Destaca-se por manter o nível dos equipamentos, programando intervenções
periódicas a fim de reduzir as deteriorações dos mesmos. O principal objetivo desse tipo
de manutenção é eliminar ou reduzir as probabilidades de falhas por manutenção
(limpeza, lubrificação, substituição e verificação) das instalações em intervalos de
tempo pré-planejados (SLACK et al, 2002). Uma característica importante deste tipo de
manutenção é que a inspeção ou intervenção no equipamento é feita periodicamente
mesmo que ele não problemas.

13
Manutenção Preditiva
O propósito desse tipo de manutenção é a prevenção de falhas nos equipamentos
ou sistemas por meio de monitoramento de alguns parâmetros de desempenho. Essa
prática contribui para uma operação contínua do maquinário pelo maior tempo possível,
uma vez que define o instante correto de realizar a intervenção. A manutenção preditiva
vem se tornando mais popular na indústria conforme o conhecimento tecnológico
evolui.
Para Almeida (2007) este tipo de manutenção melhora a produtividade, a
qualidade do produto, o lucro e a efetividade global de nossas plantas industriais de
manufatura e de produção.
Manutenção Detectiva
Tem como objetivo identificar falhas ocultas, não perceptíveis ao pessoal da
operação, garantindo a confiabilidade do processo e, consequentemente, bons resultados
(KARDEC & NASCIF, 2009). Quando o nível de automação das indústrias é elevado
ou o processo não admite falhas, a manutenção detectiva é especialmente importante.
Engenharia de Manutenção
A engenharia de manutenção estabelece mudanças na rotina das atividades e
configura-se como uma política de melhoria contínua.
Tem como objetivos procurar causas básicas, modificar situações permanentes
de mau desempenho, deixar de conviver com problemas crônicos, melhorar padrões e
sistemáticas, desenvolver a manutenibilidade, dar feedback ao projeto, interferir
tecnicamente nas compras. Além disso, aplica técnicas modernas, nivelado com a
manutenção de primeiro mundo (KARDEC & NASCIF, 2009).
As figuras a seguir mostram qual o papel da engenharia de manutenção em
relação aos outros tipos citados aqui (Figura 02), a melhoria de resultados à medida que
se evolui dentre os tipos de manutenção (Figura 03) e como são investidos os recursos
em manutenção no Brasil (Figura 04).

14
Figura 02. Tipos de Manutenção
Fonte: Adaptado de Kardec & Nascif, 2009
Figura 03. Evolução dos resultados entre os tipos de manutenção
Figura 04. Aplicação dos Recursos na Manutenção
Fonte: Abraman (Associação Brasileira de Manutenção), 2013

15
2.1.3 Gestão de Manutenção
O aumento da complexidade dos sistemas e equipamentos trouxe a
necessidade de estratégias eficazes que pudessem conduzir ao aumento da
disponibilidade dos equipamentos e à melhoria contínua, garantindo sempre custos
mínimos.
Rodrigues (2000) relata duas das principais abordagens aplicadas na Gestão de
Manutenção: Reliability Centered Maintenance (RCM) e o Total Productive
Maintenance (TPM).
Reliability Centered Maintenance (RCM)
A filosofia RCM (Manutenção Centrada em Confiabilidade) baseia-se na
aplicação integrada de manutenção preventiva, realização de testes e inspeções
preditivas, manutenção reativa e proativa. Seu principal objetivo é certificar que o
sistema cumpre com os requisitos designados, com a confiabilidade e disponibilidade
definidas, ao custo mínimo. Portanto, tem como principio aperfeiçoar o custo/eficácia
da manutenção de modo a integrar alta confiabilidade e disponibilidade adequada de
equipamentos (PINTO, 2002).
RCM busca respostas para as seguintes questões:
1. O que faz o sistema e qual sua função?
2. Quais as falhas funcionais que podem ocorrer?
3. Quais as consequências previsíveis para o caso de ocorrência dessas falhas?
4. Qual a importância de cada falha?
5. O que pode ser feito para prevenir as falhas?
6. Qual a função de risco associada a cada de tipo de falha?
7. O que fazer caso não se encontre a medida de melhoria adequada?
O RCM gera um alto nível de informação que permite as empresas melhorar seu
desempenho operacional aumentar a vida útil dos equipamentos, melhorar a tomada de
decisão a respeito das manutenções e a segurança (SOUZA & LIMA, 2003).
A Figura 05 mostra um modelo de decisão e análise RCM proposto pela NASA.

16
Figura 05. Modelo de análise RCM
Fonte: Adaptado de NASA
Total Productive Maintenance (TPM)
O modelo da Manutenção Produtiva Total foi desenvolvido no Japão, na década
de 1970, por Seiici Nakajima. Foi largamente utilizado pelos seus bons resultados,
sendo um dos responsáveis pelo crescimento econômico da indústria japonesa naquela
época.
O foco do programa está em maximizar o rendimento operacional dos ativos por
meio de operação dos mesmos e no envolvimento de toda a escala organizacional para
atingir tal objetivo. Dessa forma, o TPM exige compromisso voltado para o resultado.
Antes de uma política de manutenção, é uma filosofia de trabalho, com forte
dependência de envolvimento dos mais diferentes níveis da organização (SUZUKI,
1994).
Apresentando uma visão mais sistemática do processo, o TPM apresenta-se com
objetivos bem definidos:
1. Eliminar desperdícios;
2. Obter o melhor desempenho dos equipamentos;
3. Reduzir as paralisações da produção por quebra ou intervenções;
4. Redefinir o perfil de conhecimento e habilidades dos recursos humanos;
5. Modificar a sistemática de trabalho;
6. Melhorar o ambiente de trabalho.
Para atingir tais objetivos, o modelo considera o conceito do ciclo de vida dos
equipamentos e baseia-se em oito pilares (BORRIS, 2006). Este modelo pode ser
visualizado na Figura 06.

17
Figura 06. Pilares TPM
Fonte: Adaptado de Borris, 2006
2.1.4 Plano e Controle da Manutenção (PCM)
Considerado o núcleo estratégico do setor de manutenção, o PCM traça
estratégias que garantem a disponibilidade e confiabilidade dos ativos sendo uma
ferramenta de importância fundamental no processo de tomada de decisão.
Para que a gestão de manutenção seja eficaz, algumas atividades devem ser
consideradas como premissas básicas:
1. Determinar um programa de trabalho de manutenção preventiva, ao longo
do ano;
2. Atender aos pedidos de modificação e melhoria dos equipamentos;
3. Atender as paralisações e serviços de emergência.
A Figura 07 mostra como se dá a atuação do PCM, considerando que a maioria
dos serviços é originada dos planos de inspeção, manutenção preditiva e manutenção
preventiva e cuja responsabilidade é da Engenharia de Manutenção.

18
Figura 07. Processos PCM
Fonte: Adaptado de Dorigo, 2013
Para que o PCM possa ser implantado é fundamental a estruturação de um
Sistema de Planejamento e Controle, que pode ser manual ou informatizado (Figura 08).
Porém, independente do tipo de sistema, o PCM deve identificar com clareza
(KARDEC & NASCIF, 2009):
Que serviços serão feitos;
Quando os serviços serão feitos;
Que recursos serão necessários para a execução dos serviços;
Quanto tempo será gasto em cada serviço;
Quais serão os custos de cada serviço, o custo unitário e o global;
Que materiais serão aplicados;
Que máquinas, dispositivos e ferramentas serão necessárias.

19
Figura 08. Etapas do PCM em detalhes
Fonte: Adaptado de Dorigo, 2013
2.1.5 Indicadores de Manutenção
Os indicadores de manutenção são um conjunto de informações que
buscam mensurar e otimizar o funcionamento dos processo, a fim de aumentar a
eficiência e a produtividade de uma empresa. Comumente chamados de KPIs, Key
Performance Indicators, os indicadores de manutenção propõe modelos que ajudam a
prevenir e a lidar com os problemas mais diversos que possam existir dentro de uma
organização. A figura abaixo mostra quais os principais indicadores de desempenho
utilizados no Brasil (Figura 09).

20
Figura 09. Principais indicadores de desempenho utilizados no Brasil
Fonte: Abraman (Associação Brasileira de Manutenção), 2009
Alguns indicadores representados na figura acima são considerados indicadores
chaves para o processo de manutenção (KARDEC & NASCIF, 2009). São eles:
Disponibilidade
É o principal indicador da manutenção, uma vez que está ligado ao resultado.
Ligados a este indicador estão MTBF, Mean time between failures, (tempo médio entre
falhas) e o MTTR, Mean time to repair, (tempo médio para reparo).
Custo de Manutenção
É composto pelas seguintes valores: Custo de mão de obra (CMO), Custo de
materiais (CMT), Custo de serviços de terceiros (CSE) e Outros custos (OC). Logo, o
custo total de manutenção é CMO + CMT + CSE + OC.
Custo de Manutenção / Imobilizado
É um indicador utilizado mundialmente. Imobilizado é o valor da planta
industrial, incluindo terreno, edificações, ativos, sistemas e é denominado no Brasil de
ERV-Estimated.
Custo de Manutenção / Faturamento Bruto
É todo montante faturado pela empresa antes de descontados impostos e taxas.
Custo de Manutenção / Custo Operacional
Formado pelas despesas relacionadas a operação de uma empresa ou a operação
de uma planta industrial. Pode ser calculado como total diário, mensal, anual ou custo
sobre uma unidade produzida.

21
Backlog
Carga de trabalho futura, ou seja, refere-se ao volume de serviços em carteira,
normalmente medido em homens-hora necessários para realiza-los. Este controle é
importante, pois indica a capacidade de atendimento da manutenção.
Retrabalho
Define a qualidade de execução dos serviços de manutenção. É calculado pela
relação entre serviços que apresentaram retrabalho por total de serviços executados.
2.1.6 Terceirização da Manutenção
Conceitualmente, terceirização é a transferência de um determinado serviço para
outra empresa. No Brasil esta prática cresceu vertiginosamente nas ultimas décadas. As
causas para o aumento da terceirização têm relação com a diminuição dos custos com
funcionários (PENA, 2018).
As figuras a seguir mostram a situação da terceirização dos serviços de
manutenção no Brasil em relação ao conceito dos serviços contratados (Figura 10) e aos
critérios de contratação (Figura 11).
Figura 10. Conceito dos serviços contratados
Fonte: Abraman (Associação Brasileira de Manutenção), 2013

22
Figura 11. Critérios para contratação de serviços pelas empresas
Fonte: Abraman (Associação Brasileira de Manutenção), 2013
Na Figura 10 é possível notar que os conceitos “Bom” e “Muito bom”
representam, aproximadamente, 60% das opiniões das empresas contratantes. Já na
Figura 11 mostra que “Qualidade e Preço” continuam sendo os fatores mais importantes
para as empresas quando da contratação de serviços.
Diante desses dados, é sugestivo afirmar que as empresas brasileiras que buscam
terceirizar os serviços de manutenção estão preocupadas, não apenas em contratar uma
empresa que apresente um preço competitivo, mas também estão buscando qualidade
em tal serviço.

23
3 METODOLOGIA
Inicialmente foi escolhido o local em que a pesquisa seria realizada. Diante da
necessidade e da ausência de um plano de manutenção para cozinhas industriais, a
cozinha do HUOL foi o setor alvo.
Decidido o setor, o passo seguinte foi visitar a cozinha para iniciar o catálogo de
todos os equipamentos presentes no local. Cada visita feita a cozinha, a nutricionista
responsável disponibilizava um técnico em nutrição para sanar possíveis dúvidas acerca
dos equipamentos, além de registrar a visita em livro de ocorrências. Concomitante a
isso, foi feito o levantamento dos dados contidos em todas as ordens de serviços (OS)
referentes à cozinha, compreendidos entre os anos de 2015 e 2017.
Com os dados das OS’s organizados em planilhas e os equipamentos
catalogados, o próximo passo foi analisar as informações obtidas e fazer um pequeno
estudo de viabilidade que avaliou qual o melhor tipo de manutenção para a cozinha
diante da realidade existente.
3.1 Análise e Interpretação dos Dados
Como resultado das visitas feitas a cozinha foi elaborado um catálogo de
equipamentos para auxilio durante as manutenções. A Tabela 01 mostra os
equipamentos presentes da cozinha industrial do HUOL, bem como suas especificações
técnicas. Existem 28 itens diferentes e um total de 93 equipamentos.
Tabela 01. Lista de equipamentos da cozinha
Itens Descrição
do Equipamento Atributos Individuais Quantitativo
01 Balança 150 kg
• TIPO: Comercial
• MARCA: BALMAK
• DESCRIÇÃO COMPLEMENTAR:
Balança comercial com variação de
pesagem máxima de 150 kg e mínima de
1 kg. Div. 50 g.
01
02 Balança de Precisão
• TIPO: BS300A
• DESCRIÇÃO COMPLEMENTAR:
Balança de precisão com variação de
pesagem máxima de 3000g e mínima de
0,1g.
01
03 Balcão Térmico • MARCA: SATIERF 05
04 Batedeira Industrial (12
L)
• TIPO: Industrial
• MARCA: GASTROMAQ
• MODELO: BP12
• CAPACIDADE: 12 LITROS
• POTÊNCIA: ⅓ CV
01

24
05 Bebedouro
• TIPO: Galão
• MARCA: ESMALTEC
• VOLTAGEM: 220 V
• DESCRICAO COMPLEMENTAR:
Bebedouro de coluna com compressor
para garrafão de até 20 litros. Gás R134A.
• TIPO: Galão
• MARCA: KARINA
• VOLTAGEM: 220 V
• DESCRICAO COMPLEMENTAR:
Bebedouro de coluna com compressor
para garrafão de até 20 litros. Gás R134A.
05
06 Cafeteira Profissional
• TIPO: Profissional
• MARCA: CONSERCAF
• MODELO: MLC102
• CAPACIDADE: 22 LITROS (ÁGUA).
5 LITROS+5 LITROS (CAFÉ+LEITE)
• VOLTAGEM: 220 V – 60 Hz
• POTÊNCIA: 1700 W - 7,4 A
01
07 Carrinho Caçamba
(Metálico/Fibra) - 05
08 Carrinho Plataforma
(1, 2, 3 Planos) - 10
09 Coifa De Exaustão Para
Cozinha Industrial - 04
10 Cortador De Frios - 01
11 Descascador De
Alimentos
• TIPO: Industrial
• MARCA: BECKER 01
12 Desfiador de Carne
• TIPO: Industrial
• MARCA: G. PANIZ DC 10
• CAPACIDADE: 10 kg por processo
• VOLTAGEM: Bivolt
• POTÊNCIA: 1300 W
01
13 Exaustor De Parede - 05
14 Extrator de Suco
• TIPO EXTRATOR: Industrial
• MARCA: VITALEX
• ESTRUTURA: AÇO INOX
• VOLTAGEM: 220 V
• MOTOR 1/4 HP
03
15 Fatiador de Frios • MARCA: SKYMSEN 01
16 Fogão Industrial - 04
17 Forno Industrial
(Elétrico/Gás)
• MARCA: VENÂNCIO
• DESCRICAO COMPLEMENTAR:
Forno combinado elétrico
com capacidade para 3 GNS
1/1X65mm
04
18 Forno Microondas
• MARCA: LG
• MARCA: ELETROLUX
• MARCA: DAKO
• MARCA: BRASTEMP
• CAPACIDADE: Mínima de 30
LITROS.
07

25
19 Freezer
• TIPO: Horizontal
• MARCA: FRILUX
• CAPACIDADE: 530 LITROS
• VOLTAGEM: 220 V
• DESCRIÇÃO COMPLEMENTAR:
Possui duas tampas e chaves, dreno
frontal, gabinete interno em aço
galvanizado.
• TIPO: Vertical
• MARCA: FRILUX
• CAPACIDADE: 480 LITROS
• DESCRIÇÃO COMPLEMENTAR:
Porta de vidro antiembaçante, sistema
frost free.
09
20 Liquidificador Industrial
20 L – 30 L
• TIPO LIQUIDIFICADOR: Industrial
• MARCA: JL COLOMBO
• ESTRUTURA: INOX
• VOLTAGEM: 220 V
• CAPACIDADE: 30 LITROS
• POTENCIA: 1,5 CV.
• TIPO LIQUIDIFICADOR: Industrial
• MARCA: JLCOLOMBO
• ESTRUTURA: AÇO INOXIDAVEL
• VOLTAGEM: 220 V
• CAPACIDADE: 20 LITROS
• POTENCIA: 1,2 CV
05
21 Liquidificador Industrial
2 L– 4 L
• TIPO LIQUIDIFICADOR: Industrial
• MARCA: JL COLOMBO
• ESTRUTURA: AÇO INOXIDÁVEL
• VOLTAGEM: 220 V
• CAPACIDADE: 4 LITROS
• POTENCIA: 0,5 CV
• DESCRICAO COMPLEMENTAR:
Base em polietileno de alto impacto isenta
de vazamento, sem suporte basculante,
tipo 304.
• TIPO LIQUIDIFICADOR: Doméstico
• MARCA: BRITANIA
• VOLTAGEM: 220 V
• CAPACIDADE: 2 LITROS
05
22 Máquina de Gelo • MARCA: BENMAK 01
23 Máquina De Lavar
Louças
• MARCA: NETTER
• MODELO: NT 200 D
• CAPACIDADE: 720 PRATOS POR
HORA
• VOLTAGEM: 220 V
• POTÊNCIA: 1 CV (LAVAGEM). 0,33
CV (ENXAGUE).
• MARCA: NETTER
• MODELO: NT 300
• CAPACIDADE: 60 GAVETAS POR
HORA
• VOLTAGEM: 220 V
• POTÊNCIA: 2 CV (LAVAGEM). 0,5
CV (ENXAGUE).
03

26
24 Moedor De Carne Elétrico • MARCA: METVISA 01
25 Pass-Through
• MARCA: REFRIMATE
• ESTRUTURA: INOX
• DESCRIÇÃO COMPLEMENTAR:
Estufa vertical tipo pass-through para
cozinha industrial, revestimento externo
em aço inoxidável aisi 18 e revestimento
interno em alumínio estuco, porta com
dobradiça pivotante.
• MARCA: FRILUX
• TEMPERATURA: +1ºC a +7ºC
• DESCRIÇÃO COMPLEMENTAR:
Pass through frio, refrigeração com ar
forçado com serpentina aletada,
controlador eletrônico digital.
• MARCA: FRILUX
• TEMPERATURA: +40ºC a +80ºC
• DESCRIÇÃO COMPLEMENTAR:
Pass through quente, aquecimento com
resistência blindada, controlador
eletrônico digital.
04
26 Picador de Alimentos
• MARCA: FAK
• DESCRIÇÃO TÉCNICA: Corpo e cabo
em alumínio fundido. Facas em aço inox
10 mm
03
27 Preparador E Amaciador
De Carne • MARCA: METVISA 01
28 Processador De
Alimentos • MARCA: SKYMSEN 01
Das ordens de serviços foram extraídos dados referentes àqueles equipamentos
com maior frequência de quebras ou falhas, além daqueles em que o custo do reparo são
os mais onerosos. As ordens de serviços contem dados como valor pago pela mão de
obra, valor pago pelas peças, caso tenham sido substituídas, quais serviços foram
realizados e informações acerca dos contratados e da contratante (Anexo 01).
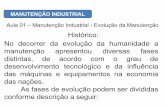
A Tabela 02 mostra os valores investidos em manutenção corretiva dos
principais equipamentos da cozinha entre 2015 e 2017.

27
Tabela 02. Valores investidos em manutenção
Equipamentos 2015 2016 2017
Valor investido em reparos
Balcão Térmico R$ 2.446,00 R$ 1.611,00 R$ 2.852,50
Carros de transporte R$ 882,50 R$ 3.062,40 R$ 11.327,75
Coifas - R$ 1.232,67 R$ 4.930,68
Fogão Industrial R$ 2.435,00 R$ 846,00 R$ 1.192,00
Forno R$ 397,29 R$ 4.025,14 R$ 1.422,28
Lava-louças - R$ 7.899,44 R$ 6.590,38
Pass Through R$ 349,00 R$ 1.087,50 R$ 4.988,17
Outros R$ 185,00 R$ 1.056,75 -
TOTAL R$ 6.694,79 R$ 20.820,90 R$ 33.303,76
Figura 12. Representação dos valores investidos em manutenção ao longo dos anos
Figura 13. Valores investidos em cada ano
R$ -
R$ 2.000,00
R$ 4.000,00
R$ 6.000,00
R$ 8.000,00
R$ 10.000,00
R$ 12.000,00
Valor investido ao longo dos anos
2015
2016
2017
R$ 33.303,76
R$ 20.820,90
R$ 6.694,79
2017
2016
2015
Investimento em cada ano

28
Analisando as Figuras 12 e 13 é possível notar, claramente, que a manutenção
corretiva praticada tornou-se bastante onerosa para o Setor de Infraestrutura Física do
HUOL. Pensando nisso, adotar práticas de manutenção preventiva passou a ser urgente
no setor.
3.2 Plano Preventivo de Manutenção
A fim de desenvolver um cronograma e um projeto de manutenção preventiva
para cozinhas industriais, foi adotada uma matriz de criticidade como método de
classificação de informações que separa os equipamentos de maior importância ou
impacto. Também foi analisada a frequência com que os equipamentos apresentavam
falha ou quebra para que fosse possível uma definição precisa da periodicidade das
manutenções.
Os equipamentos foram orientados por classes como segue abaixo:
Classe A: máquinas e equipamentos com prioridade alta. São aqueles
equipamentos que ao apresentarem quebra ou falha provocam paralisação ou
queda de qualidade dos serviços, acidente grave, problemas de contaminação ao
meio ambiente, atraso nas demandas, reclamações de funcionários e pessoas que
usufruem do serviço e a alternativa de curto prazo é bastante desgastante para os
funcionários que operam tais equipamentos;
Classe B: máquinas e equipamentos com prioridade média. São os equipamentos
que ao apresentarem quebra ou falha provocam possíveis perdas de qualidade
dos serviços, acidente apenas com danos materiais, possíveis atrasos nas
demandas e a alternativa é imediata;
Classe C: máquinas e equipamentos com prioridade baixa. São os equipamentos
que ao apresentarem quebra ou falha não interferem na qualidade dos serviços,
não provocam quaisquer acidentes, não interfere na linha de produção e as
alternativas são imediatas.
A tabela abaixo mostra como foi classificado cada equipamento da cozinha
industrial do HUOL e uma sugestão de como deve atuar a Manutenção.

29
Tabela 03. Equipamentos separados por classes
Classes Equipamentos Manutenção
Classe A
Balcão Térmico
Fogão Industrial
Forno Industrial
Freezer
Máquina de Lavar Louças
Pass Through
Deve contemplar
manutenção preventiva e
corretiva, análise de
falhas e definir
melhorias
Classe B
Carrinho Caçamba
Carrinho Plataforma
Coifas
Cortador de frios
Desfiador e moedor de carnes
Descascador de alimentos
Exaustor de parede
Liquidificadores
Máquina de Gelo
Deve contemplar
manutenção preventiva e
corretiva
Classe C
Balanças
Batedeira
Bebedouro
Cafeteira
Extrator de suco
Microondas
Deve contemplar
manutenção preventiva
Em relação à frequência com que os equipamentos apresentaram quebras ou
falhas, os dados contidos nas ordens de serviços apontam para a seguinte periodicidade
de chamados (Tabela 04).

30
Tabela 04. Periodicidade de chamados abertos ao longo dos anos
2015
Equipamento Frequência
de Reparos
Freq. Chamados
(média em meses)
Total de
reparos (ano)
Quantitativo
Total de Reparos
Carros 2 2 24
106 reparos
Balcão térmico 6 1 72
Fogão industrial 8 − 8
Forno 1 − 1
Pass through 1 − 1
2016
Carros 7 2 42
236 reparos
Balcão térmico 8 2 48
Cafeteira 1 − 1
Coifas 1 − 1
Fogão industrial 5 2 30
Forno 6 2 36
Lava louças 7 3 28
Moedor de carne 1 − 1
Pass through 4 1 48
Picador de legumes 1 − 1
2017
Carros 8 3 32
171 reparos
Balcão térmico 8 2 48
Coifas 1 − 1
Fogão industrial 1 − 1
Forno 4 6 8
Lava louças 5 4 15
Pass through 11 2 66
Deste modo, foi possível perceber que, em média, a cada dois meses, foi aberto
um chamado para a maioria dos equipamentos. Assim, podemos estabelecer um período
ótimo para realização das manutenções preventivas.
Para dar início a construção do plano de manutenção preventiva foi utilizada a
ferramenta 5W2H (what, why, where, when, who, how e how much) em conjunto com a
realização de inspeções periódicas, de modo a detectar com antecedência quaisquer
anomalias nos equipamentos, orientar a periodicidade e o tipo de intervenção. O
resultado da inspeção é registrado em relatório próprio, indicando o estado do
equipamento e a necessidade ou não de se fazer intervenção no mesmo (Anexo 02).
A partir do relatório de inspeção é feito o planejamento obtendo como resultado
um plano contendo o passo a passo para realizar a manutenção. Para a cozinha industrial
do HUOL optou-se por realizar intervenções não sistemáticas. Neste caso, é necessário

31
ser feito a inspeção primeiramente para conhecer o estado do equipamento, a
necessidade e o tipo de intervenção.
O plano de manutenção deve conter a relação dos equipamentos, componentes
avaliados, procedimentos, codificação, periodicidade, previsão de ocorrências, técnico
responsável, engenheiro responsável e quaisquer outras informações úteis ao plano
(Anexo 03). Aliado ao plano de manutenção é importante a construção de um
cronograma para direcionamento das datas das manutenções (Anexo 04).

32
4 CONSIDERAÇÕES FINAIS
O objetivo principal deste trabalho foi elaborar um Plano de Manutenção
Preventiva para cozinhas hospitalares e teve como objeto de estudo a cozinha industrial
do Hospital Universitário Onofre Lopes (HUOL). Neste estudo foi possível visualizar
as vantagens de um ambiente de trabalho motivador, baseado no raciocínio, elaborado
com informações controladas com a finalidade de se obter maior produtividade e
eficiência, reduzir custos (materiais e de mão de obra), gerar maior confiabilidade,
minimizar o número de quebras, aumentar a vida útil dos equipamentos e reduzir o
número de intervenções.
Para tanto, fica clara a necessidade de uma mudança na forma de planejar e
realizar a manutenção da cozinha industrial do HUOL. Em relação ao planejamento, é
preciso traçar linhas de ação comum quanto às mudanças necessárias e viáveis para que
a aplicação do plano de manutenção tenha desdobramentos positivos. A aplicação do
plano de manutenção poderá propiciar ganho, não somente ao Setor de Infraestrutura
Física, como também a toda Instituição.
O método sugerido neste trabalho traz óbvias vantagens na sua aplicação. A
análise de criticidade pode evidenciar a percentagem de avarias nos equipamentos e
perceber quais os que apresentam maior número de ocorrências. A realização de um
relatório de inspeção pode evitar que haja um número superior de solicitações ou
chamados sobre execuções feitas, além de possibilitar a implementação de um plano de
manutenção preventiva eficaz e com custo menor do que o praticado atualmente.
Por fim, pode se considerar que o estudo se deparou com uma manutenção falha,
onerosa, com eficiência aquém da requerida por uma cozinha hospitalar e com questões
organizacionais de processos e estoques que precisam ser resolvidos para que toda a
ação de manutenção funcione adequadamente.
Este trabalho sugere uma forma inicial de melhorar o funcionamento da cozinha
industrial do HUOL mediante elaboração e aplicação de um plano de manutenção
preventiva. Enxerga também uma possibilidade de elaborar um banco de dados para
futuras intervenções ou aplicação de outros tipos de manutenção.

33
REFERÊNCIAS
ABRAMAN. Documento Nacional: A Situação da Manutenção no Brasil. 2013.
ALMEIDA, M. T. Manutenção Preditiva: Confiabilidade e Qualidade. Revista
Indústria em Foco. n. 1, 2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462:
Confiabilidade e mantenabilidade. Rio de Janeiro, p. 06. 1994.
BORRIS, S. Total Productive Maintenance. New York: McGraw Hill, 2006.
DORIGO, L. C. Planejamento e Controle da Manutenção (PCM), Parte 01. 2013.
Disponível em www.tecem.com.br
KARDEC, A.; NASCIF, J. Manutenção: Função Estratégica. 3ª Ed. Rio de Janeiro:
Qualitymark, 2009.
MOUBRAY, J. Reliability-centered Maintenance. 2ª ed. Amsterdam: Elsevier
Butterworth-Heinemann, RCM II Reliability-centered maintenance, 1999.
NASA. Reliability Centered Maintenance Guide For Facilities and Collateral
Equipment, 2000.
OTANI, M.; MACHADO, W. V. A proposta de desenvolvimento de gestão da
manutenção industrial na busca da excelência ou classe mundial. Revista Gestão
Industrial. Vol.4, n.2, 2008.
PENA, R. F. A. Terceirização e Trabalho. Brasil Escola. Disponível em
<https://brasilescola.uol.com.br/geografia/terceirizacao-trabalho.htm>. Acesso em 28 de
novembro de 2018.
PINTO, C. V. Organização e Gestão da Manutenção. 2ª ed. Lisboa: Monitor, 2002.
RODRIGUES, R. S. Manutenção Centrada na Confiabilidade: Aplicação do
Método. Universidade Federal de Itajubá, Minas Gerais, 2000. (Dissertação de
Mestrado).
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. São
Paulo: Atlas, 2002.

34
SOUZA, S. S.; LIMA, C. R. C. Manutenção Centrada em Confiabilidade como
Ferramenta Estratégica. In: XXIII Encontro Nac. de Eng. de Produção, 2003, Ouro
Preto – MG.
SUZUKI, T. TPM in Process Industries. 1ª. ed. New York: Productivity Press, 1994.

35
ANEXOS
Anexo 01: Modelo de Ordem de Serviço utilizada no HUOL

36
Anexo 02: Modelo de Relatório de Inspeção
RELATÓRIO DE INSPEÇÃO
Equipamento: Código: Data:
Responsável: Nº do tombo:
Itens a serem verificados Valor Padrão Valor Medido Obs.
M
E
C
Â
N
I
C
A
E
L
É
T
R
I
C
A
L
U
B
R
I
F
I
C
A
Ç
Ã
O
Necessidade de intervenção ou substituição:
Elaborado por: Visto por:

37
Anexo 03: Modelo de Plano de Manutenção Preventiva
Sistema Serviço Period. Equipe Responsável Recursos Tempo Custos
BALCÃO TÉRMICO
Resistências
2M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Controlador de
Temperatura
Termostato
Registro de
Esferas
FOGÃO INDUSTRIAL
Válvulas
3M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Mangueiras
Registros
Joelhos
Niple
T
Injetor
Entradas de ar
FORNO INDUSTRIAL
Usina de chamas
4M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Sub base prog. de
chamas
Programador de
chamas
Chicote do
programador
Isolador
Cerâmico
Pinças sensor de
chamas
Injetor com
roscas
Vela de ignição
Ignitor de chamas
com abas

38
Temporizador
Minicontador
tripolar
Placa eletrônica
mod. reversão
FREEZER
Termostato
6M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Válvulas
Filtros
Resistências
Fusível
Protetor Térmico
Borracha de
vedação
LAVA-LOUÇAS
Resistências
2M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Termostato
Placa eletrônica
painel
Cestos de
resíduos
Filtro de bomba
Bomba 1/2CV
Bomba 2CV
Válvulas
PASS THROUGH
Resistências
3M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total:
Suporte de
resistência
Microventilador
Filtro Secador
Gás Suva
Controlador de
temperatura
Micromotor 1/40

39
CARROS DE TRANSPORTE
Rodízio fixo
1M
Peças, Ferramentas, Materiais,
Consumíveis
Unidade:
Total: Rodízio giratório
Rodas
COIFAS
Filtros
1A
Tampas
Telas filtrantes
Kit tubo exaustão
Exaustor
Legenda: 1M (mensal), 2M (bimestral), 3M (trimestral), 4M (quadrimestral), 6M (semestral), 1A (anual).

40
Anexo 04: Cronograma anual de manutenção preventiva
Sistema Serviço Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
BALCÃO TÉRMICO
Resistências Inspeção e verificação nos componentes
do sistema quanto ao funcionamento
ótimo de cada um deles e quanto a
necessidade de substituição e reparos.
x x x x x x
Contr. de Temp. x x
Termostato x x x x x x
Reg. de Esferas x
FOGÃO INDUSTRIAL
Válvulas
Inspeção visual, detecção de vazamentos,
integridade dos componentes, registros e
conexões, realizar limpeza quando
necessário.
x
Mangueiras x
Registros x
Joelhos x x x
Niple x x x
T x
Injetor x x x x
Entradas de ar x x x
FORNO INDUSTRIAL
Usina de chamas
Inspeção visual, detecção de vazamentos,
integridade e regulagem dos
componentes e conexões.
x x x
Sub base prog. de
chamas x
Prog. de chamas x
Chicote do prog. x x
Isolador Cerâmico x
Pinças sensor de
chamas x x x
Injetor com roscas x x x
Vela de ignição x
Ignitor de chamas com
abas x
Temporizador x
Minicont. tripolar x
Placa eletrônica mod.
reversão x
FREEZER

41
Termostato
Inspeção, limpeza e substituição de peças
se necessário.
x
Válvulas x x
Filtros x x
Resistências x x
Fusível x x
Protetor Térmico x
Borr. de vedação x x
LAVA-LOUÇAS
Resistências
Inspeção visual, detecção de vazamentos,
integridade, regulagem dos componentes
e conexões. Atentar para ruídos e
vibrações anormais.
x x x
Termostato x
Placa eletr. painel x x
Cestos de resíduos x x x
Filtro de bomba x x
Bomba 1/2CV x
Bomba 2CV x
Válvulas x
PASS THROUGH
Resistências
Inspeção, limpeza e substituição de peças
se necessário.
x x x x
Sup. de resistência x
Microventilador x
Filtro Secador x x
Gás Suva x x x x
Control. de temp. x x
Micromotor 1/40 x
CARROS DE TRANSPORTE
Rodízio fixo Inspeção, substituição de peças,
lubrificação e ajustes.
x x x x x x
Rodízio giratório x x x x x x x x x x x x
Rodas x x x x
COIFAS
Filtros
Inspecionar sistema de exaustão.
x
Tampas x
Telas filtrantes x
Kit tubo exaustão x
Exaustor x

42