
Anil Vaghamshi Content

of 6
-
Upload
devashish-joshi -
Category
Documents
-
view
213 -
download
0
Transcript of Anil Vaghamshi Content
-
8/3/2019 Anil Vaghamshi Content
1/6
SEMINAR ON
INTERGRNULAR CORROSION OF AUSTENITIC
STAINLESS STEEL
Intergranular corrsion occurs at grain boundries.One can say that rate of corrosion of
grain boundry is higher than that of grains. There are several reasons for that as follow:
1) Phase precipitation at grain boundries and deplete the matrix that decreases the
corrosion resistance.
2) Grain boundary phase may be reactive than matrix .
3) Segration of various solute atoms at the grain.4) Some working conditions in which given metal do not have resistaance to IGC.
This intergranular corrosion of metal causes debonding of grains.
Phase precipitation takes at the grain boundry which in some environment results inintergranular corrosion. Depletion of certain element at grain boundry such as Cr in S.S.
Due to interganular corrosion this alloy disintegrates and losses its strength.
MECHANISM:
Metals are made up of polycrystalline grains,These grains are separated by grain
boundary. These grain boundaries have higher disorder than grains that why their energyis higher than grains. These grain boundaries areof two types:
1) Low Angle Grain Boundary2) High Angle Grain Boundry
In high angle grain boundary atoms at grain boundary are highly distorted,so higher free
energy is available at grain boundaaries. These atoms at the grain boundaries are more
active than that which is available at matrix.Twin boundaries arre also one type of boundary which retains unaffected while most of
the grain boundaries suffers severe intergranular corrosion . this also arise the fact that
-
8/3/2019 Anil Vaghamshi Content
2/6
all the grain boundaries do not have same energy. The order of grain boundaries
according to their energy is given below:
High angle grain boundary > Incoherent > Twin boundary > Coherent grain
boundary.
Twin grain boundaries are special types of boundary. Their amount can be increased to
enhance the IGC resistance. These special types of boundaries are distributed in random
manner. When crack propogates along the random boundaries and get arrested whenencounters to special boundary and choose path to move. Thus path becomes torturous
and becomes resistant to IG stress corrosion cracking.
The main effect that causes IGC is sensitization and depletion. High angle grrainboundaries are more prone to sensitization and depletion of element.
SENSITIZATION:
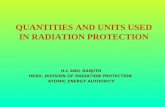
FIG:Electron photomicrograph of carbides isolated from sensitized S.S.
It is a process of precipitation of new phase at grain boundaries.
Whenever stainless steel is heated to 450 to 850C. the carbon present diffuses to thegrain boundary. This gives precipitation of carbide by combination with Cr. Such as
precipitation of Cr23C6 which shows IGC when exposed to atmosphere.
Another mechanism of IGC is segregation of elements at grain boundary. Such as Cr in
S.S,
This Chromium carbide precipitation depends on many factors such as temperature,exposure time, %of carbon. Temp. and carbon content are diectly proportional to
sensitiztion.
INTERGRANULAR CORROSION OF AUSTENITIC STAINLESS
STEEL:
-
8/3/2019 Anil Vaghamshi Content
3/6
Numerous failure of 18-8 stainless steel have been occurred due to intergranular
corrosion. This happens in environment where it shows excellent corrosion resistance.When teese steel is heated to temperature range of 950 to 1450 degree Fahrenheit.
In this temperature range formation of insoluble Cr23C6 and precipitates out of the solid solutionif C content is about 0.02% and higher which results in metal with lower Cr content in
area adjucent to the grain boundary.The Cr depleted zone near the grain boundary is get
corroded because this does not contains sufficient amont of resistance attack.
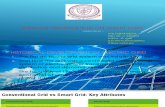
FIG: Sensitization of austenitic stainless steel
C content in austenitic s.s usually is 0.06 to 0.08% so excess carbon is available to
combine with Cr.Thus region forms with very low Cr shows very less resistance tocorrosion and disolves in any corroding atmosphere such as HCL,HNO3 etc.
INTERGRANULAR CORROSION IN WELD:
In weld of austenetic s.s sensitization observed in Heat Affected Zone.In HAZ area shoescombination of temperature and composition that result in formation of chromium
depleted zone at grain boundary.
Element present also gives different effect on the sensitization.Such as Mo gives
resistance to IGC because of formation of sigma phase.
-
8/3/2019 Anil Vaghamshi Content
4/6
Ti present increases corrosion resistance but if precipitate at the grain boundary readily
oxidises in oxidising atmosphere.
Microstructure also effects the IGC of austenitic s.s. Large size grain shows high
susceptibility to intergranular corrosion. It is bacause small grain gives large grain
boundary area and less continous network of carbide.
REAL CASE OF IGC IN AUSTENITIC S.S. :
Preheater tube failure:
A cracked 316Ti stainless steel preheater tube was analyzed to determine the failure
mechanism. A second non-cracked tube section from a different elevation was also
analyzed to determine the condition of the tube material. The interior of the tube carriesprocess gas that reportedly contains hydrogen, carbon dioxide and monoxide, water and
water vapor, methane, nitrogen and traces of hydrogen sulfide. The tube exterior is
heated with flue gas.
The tube section trimmed from another elevation (above the insulated tubesheet region)did not exhibit cracking (i.e. SCC or otherwise). However, uniform intergranular
corrosionwas observed on the ID surface. The intergranular corrosion was attributed to a
sensitized microstructure (chromium carbide precipitation along grain boundaries whenheld at 932-1562o F or 500 to 850o C) resulting from the high flue gas temperatures. The
OD surface deposits were primarily chromium oxide, whereas, the ID deposits were
mainly iron oxide. Some chlorine was detected in the OD and ID deposits.
A sensitized microstructure was not observed in the cracked tube section due to thelocation at the tubesheet where lower inlet temperatures and protection of the tube by the
refractory insulation are found. Cutting out and re-using the preheater tube sections
above the tubesheet (question posed by the client) would place the sensitized materialinto a more corrosive environment. Rapid and extensive cracking would be likely, due to
the reduced corrosion resistance of the sensitized microstructure and the moist conditions
at the tube inlet.
Failure of a Stainless steel Tank Used for Storage of Heavy
Water/Helium:
-
8/3/2019 Anil Vaghamshi Content
5/6
Fig: Schematic of heavy water/helium storage tank
The dished ends of a heavy water/helium storage tank manufactured from 8 mm (0.3 in.)thick type 304 stainless plate leaked during hydrotesting. Repeated attempts at repair
welding did not alleviate the problem. Examination of samples from one dished end
revealed that the cracking was confined to the heat affected zone (HAZ) surroundingcircumferential welds and, to a lesser extent, radial welds that were part of the original
construction. Most of the cracks initiated and propagated from the inside surface of the
dished ends.
. Fig:Macrograph of the specimen after intergranular corrosion testing
Microstructures of the base metal, HAZ, and weld metal indicated severe
sensitization in the HAZ due to high heat input during welding. An intergranular
-
8/3/2019 Anil Vaghamshi Content
6/6
corrosion test confirmed the observations. The severe sensitization was coupled with
residual stresses and exposure of the assembly to a coastal atmosphere during storage
prior to installation. This combination of factors resulted in failure by stress-corrosioncracking. Implementation of a new repair procedure was recommended
CONTROL OF IGC IN AUSTENITIC S.S.:
There are three methods to control or minimize IGC in austenitic s.s.:
1) Employing high temperature solution heat treatment commonly termed as Quench
tempering or solution annealing.2) Adding elements that are strong carbide former (called stabilizers).
3) Lowering the carbon content to below 0.03%.
REFERENCES:
Corrosion Engg. By M G Fontana.
Introduction to Physical Metallurgy By Sidney H. Avenor.
Corrosion Engg. By Philip A. Schweitzer.
Internet Research.













![ANIL – ÍNDIGO [Planta, Corrante]](https://static.fdocument.pub/doc/165x107/5695cf771a28ab9b028e3b75/anil-indigo-planta-corrante.jpg)
