Amm 4.3 Ви Вытягивающая Cистема Управления Производством...
46
Москва, 2013 г. www.galaktika.ru www.galaktika.ru/amm ГАЛАКТИКА AMM 4.3 УПРАВЛЕНИЕ ПОЗАКАЗНЫМ ПРОИЗВОДСТВОМ Варианты использования. «Вытягивающая» система управления производством Редакция 2.2
-
Upload
konstantin-kovalenko -
Category
Documents
-
view
238 -
download
6
description
erp galaxy make to order
Transcript of Amm 4.3 Ви Вытягивающая Cистема Управления Производством...

Москва, 2013 г.
www.galaktika.ru
www.galaktika.ru/amm
ГАЛАКТИКА AMM 4.3
УПРАВЛЕНИЕ ПОЗАКАЗНЫМ
ПРОИЗВОДСТВОМ
Варианты использования.
«Вытягивающая» система управления
производством
Редакция 2.2

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 2 из 46
СОДЕРЖАНИЕ
1 ОБЩИЕ СВЕДЕНИЯ .................................................................................................................................................. 4
1.1 ИСПОЛЬЗУЕМЫЕ СОКРАЩЕНИЯ ................................................................................................................................ 4
1.2 ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ........................................................................................................................................ 4
2 ОПИСАНИЕ АВТОМАТИЗИРУЕМОГО БИЗНЕС-ПРОЦЕССА ...................................................................... 5
2.1 ГРАНИЦЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ ............................................................................. 5
2.2 СХЕМА ОСНОВНЫХ ВАРИАНТОВ ИСПОЛЬЗОВАНИЯ .................................................................................................. 6
3 ВАРИАНТЫ ИСПОЛЬЗОВАНИЯ ........................................................................................................................... 7
3.1 ОСНОВНЫЕ НАСТРОЙКИ СИСТЕМЫ ........................................................................................................................... 7
3.1.1 Настройки модуля производства .................................................................................................................. 7
3.1.2 Настройка Групп планов ................................................................................................................................ 7
3.1.3 Настройка прав доступа к планам производства ....................................................................................... 8
3.2 ВЕДЕНИЕ ПРОИЗВОДСТВЕННОЙ И СВЯЗАННОЙ НСИ ................................................................................................ 9
3.2.1 Организационная структура предприятия .................................................................................................. 9
3.2.2 Ведение справочника номенклатуры ............................................................................................................. 9
3.2.3 Варианты цен (Планово-учетные цены по готовой продукции) .............................................................. 12
3.3 КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЕ ДАННЫЕ ДЛЯ СБОРКИ .............................................................................. 12
3.3.1 Технологический состав сборки конечных изделий .................................................................................... 12
3.3.2 Ввод / изменение ТО сборки изделия и сборочных комплектов................................................................. 12
3.4 РАБОТА С ЗАКАЗАМИ НА ГОТОВУЮ ПРОДУКЦИЮ ................................................................................................... 14
3.4.1 Ввод заказа и отгружаемых или производимых по заказу изделий .......................................................... 14
3.5 ВИ2.02 ВЕДЕНИЕ ДИРЕКТИВНЫХ ПЛАНОВ ............................................................................................................. 16
3.5.1 Создание нового варианта директивного плана ........................................................................................ 16
3.5.2 Включение заказов на готовую продукцию в директивный план, корректировка и утверждение
изменений ................................................................................................................................................................ 16
3.5.3 Анализ директивных планов ......................................................................................................................... 16
3.6 ВИ4. ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА И ОБЕСПЕЧЕНИЯ ....................................................................................... 18
3.6.1 Создание нового варианта плана производства ........................................................................................ 18
3.6.2 Включение изделий по заказам в план производства ................................................................................. 18
3.6.3 Ввод, изменение плана-графика сборки изделий ......................................................................................... 19
3.6.4 Расчет (или пересчет) плана сборки и обеспечения .................................................................................. 21
3.6.5 Анализ и корректировка планов производства и обеспечения [AMM_OMP] .......................................... 21
3.6.6 Анализ объемно-календарных планов производства .................................................................................. 24
3.6.7 Утверждение планов производства и обеспечения [AMM_OMP] ........................................................... 25
3.7 УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ И ОБЕСПЕЧЕНИЕМ ................................................................................................ 27
3.7.1 Просмотр потребностей сборки в номенклатуре цеха, службы МТС ................................................... 27
3.7.2 Передача изготовленной цехом номенклатуры на комплектовочный участок...................................... 28
3.7.3 Передача номенклатуры (покупной) со склада МТО на комплектовочный участок ............................. 30
3.7.4 Получение номенклатуры на комплектовочном участке ......................................................................... 32
3.7.5 Формирование дефицита для сборки вручную ........................................................................................... 33
3.7.6 Формирование дефицита для сборки на основании изменения ТО комплекта ....................................... 34
3.7.7 Комплектация на комплектовочном участке ............................................................................................ 35

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 3 из 46
3.7.8 Передача номенклатуры сборочных комплектов на сборку. Вариант 1: отпускает комплектовочный
участок .................................................................................................................................................................... 37
3.7.9 Передача номенклатуры сборочных комплектов на сборку. Вариант 2: сборка формирует
требование на отпуск............................................................................................................................................ 38
3.7.10 Получение номенклатуры сборочных комплектов на сборке ................................................................. 39
3.7.11 Учет выполнения сборочного этапа ......................................................................................................... 39
3.7.12 Учет передачи готовой продукции ............................................................................................................ 40
3.7.13 Анализ комплектации заказов обеспечивающими цехами ....................................................................... 41
3.8 ОСНОВНЫЕ БИЗНЕС-ПРОЦЕССЫ (WORK-FLOW) ...................................................................................................... 43
3.8.1 БП – Обработка номенклатуры .................................................................................................................. 43
3.8.2 БП – внесение изменений в задания на основании изменений ТО.............................................................. 44
3.8.3 БП - Обработка ручных изменений состава ТО по заданию на комплектацию ..................................... 44
3.9 ОСНОВНАЯ ОТЧЕТНОСТЬ ........................................................................................................................................ 44
3.9.1 Выполнение заданий ...................................................................................................................................... 44
3.9.2 По участку комплектации: Анализ обеспечения комплектации .............................................................. 45
3.9.3 По участку комплектации: Статистика нахождения номенклатуры на участке............................... 45
3.9.4 По обеспечивающим цехам: Показатели дефицита на сборке ................................................................ 46
3.9.5 По обеспечивающим цехам: Показатели равномерности сдачи .............................................................. 46

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 4 из 46
1 ОБЩИЕ СВЕДЕНИЯ Документ подготовлен на основании документа: УТМ - проектное решение, идеология
развертывания.
Описывает основные варианты использования системы Галактика AMM – Управление
позаказным производством для реализации задач «вытягивающего» управления сборкой изделий под
заказ.
1.1 Используемые сокращения
ПП Предмет производства
ПЕ Производственная единица
ТО Технологическое описание
БТЭ Базовый технологический этап
ТЭ Технологический этап
МР Материальные ресурсы
ТР Трудовые ресурсы
ОБ Ресурсы оборудования
1.2 Основные определения Термин Определение
Резервирование Указание в системе (через регистр резервирования), что определенные запасы
должны быть использованы под определенные цели (заказ, проект).
Комплектация Жесткое закрепление определенных запасов за заказом, т.е. когда запасы в регистре
«Движение МЦ» переходят в разрез данного заказа.
В случае, если комплектация происходит из зарезервированных остатков эти
остатки уходят из регистра «Резервирования».
Расчет степени
комплектации
Степень комплектации заказа определенной ТМЦ всегда основывается на сумме
следующих показателей относительно общей потребности:
Укомплектовано (лежит на этом разрезе)
Зарезервировано (зарезервировано под этот заказ)
Свободно (свободные остатки, не использованные более приоритетными
потребностями)

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 5 из 46
2 ОПИСАНИЕ АВТОМАТИЗИРУЕМОГО БИЗНЕС-ПРОЦЕССА
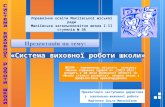
2.1 Границы автоматизации производственных процессов На рисунке 1 показана общая схема материальных потоков и заказов, планирование и
управление которыми реализуется в рамках описанных вариантов использования системы.
Цехи-изготовители ДСЕ
(механосборочное производство) и
служба снабжения
Участок
комплектовки
Сборочное
Производство
эт1 эт2 эт3
Комплект1 ц1
на эт1 изд И1
Комплект2 ц2
на эт1 изд И1
Комплект3 ц1
на эт2 изд И1
Комплект4 ц2
на эт2 изд И1
Комплект5 ц1
на эт3 изд И1
Комплект6 ц2
на эт3 изд И1
ДСЕ1
ДСЕ2
ДСЕ3
ДСЕ4
ДСЕ5
ДСЕ6
ДСЕ7
ПКИ1
ПКИ2
Комплек
товка
Комплек
товка
Комплек
товка
ОПП
Изделие1
для Заказа1
Рисунок 1. Графическое изображение границы «области охвата» основных производственных
процессов

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 6 из 46
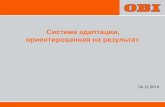
2.2 Схема основных вариантов использования
Галактика AMM Галактика ERPPDM
Передача
заявок и
изменений
в них
Остатки на складах
Синхронизация
в одну сторону
Передача
Передача
Передача
Задание на обработку
новой номенклатуры
Приход ГП
Перемещение
ДА
НЕТ
Номенклатура
Остатки ДСЕ
В цехах
финальной
сборки
Передача
номенклатуры
сборочных
комплектов на
сборку
Включение изделий
по заказам в план
производства,
Расчет плана сборки
и об.
Формирование
дефицита для сборки
на основании
изменения ТО
комплекта
Остатки
продукции на
складе ГП
Составы
изделий
Ведение складского
учета материалов
Материальны
е ценности (
изделия, ДСЕ,
ПКИ,
Материалы)
Остатки
материалов и
ПКИ на
складах
Ввод / изменение ТО
сборки изделия и
сборочных
комплектов по заказу Формирование
прогнозных заявок
производству
Формирование
накладных на
отгрузку продукции
Формирование
накладных на
приход материалов
Новое изделие?
Имеются
изменения для
заказа?
Формирование
дефицита для
сборки вручную
Утверждение
планов сборки и
обеспечения и
изменений в них
Комплектация на
комплектовочном
участке
Формирование и
ведение состава
изделия
Формирование
директивного
плана
Учет
выполнения
сборочного
этапа
Ввод и ведение
номенклатуры ДСЕ
и материалов
Просмотр
потребностей
сборки в
номенклатуре цеха,
службы МТС
Ведение договоров
с поставщиками
Учет передачи
готовой продукции
Разработка и
ведение
техпроцессов
Анализ и
корректировка
планов сборки и
обеспечения
Формирование
заявок
производству
V
Анализ
комплектации
заказов
обеспечивающими
цехами
Технологичес
кие описания
изделий
Ведение складского
учета готовой
продукции
Заявки
производству
Ввод заказа и
отружаемых
изделийВедение договоров с
заказчиками
Задание
Потребности
Остатки ДСЕ
на
комплектовоч
ном участке
Приход
Возникла
внеплановая
потребность на
сборке в ДСЕ не
входящих в
комплектацию
Изменены ТО,
по запущенному в
пр-во изделию,
комплекту
ДА
Планы
комплектации
Потребности
Номенклатура
к списанию на
ГП, Заказ
Приход
Приход
Расход
Расход
Расход
Списание на ГП
(Акты списания /
Производственные
отчеты)
Расходы ДСЕ, ПКИ
на сборку за период учета
Задание на обработку
новой номенклатуры
Контроль новой
номенклатуры, при необх-
ти. замена номенклатуры
во всех связанных
документах и регистрах
Новая
номенклатура?
Передача
номенклатуры ПКИ со
складов на
комплектовочный
участок
Передача
номенклатуры ПП из
цехов на
комплектовочный
участок
Рисунок 2. Основные варианты использования и взаимодействие между информационными
системами

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 7 из 46
3 ВАРИАНТЫ ИСПОЛЬЗОВАНИЯ
3.1 Основные настройки системы
3.1.1 Настройки модуля производства
Зоны индикаторов контроля производства
В меню «Производство\ Настройки\ Настройки пользователя» устанавливаем пределы
«зеленой зоны» для индикаторов плана и факта в формах диспетчирования производства.
1. Зелёная зона плюс: -
a. для плана – если текущая дата больше плановой на значении этой зоны, то горит
красный.
b. для факта – если фактическая дата больше плановой на значении этой зоны, то горит
серый.
2. Зелёная зона минус:
a. для факта – если фактическая дата меньше плановой на значении этой зоны, то горит
синий, если внутри этой зоны (до зеленая она плюс) – то зеленый .
Вариант планово-учетных цен по умолчанию
В меню «Производство\ Настройки\ Настройки пользователя» устанавливаем Вариант
Планово-учетных цен.
На основании выбранного здесь варианта цен, определяются планово-учетные цены для
номенклатуры заказов на отгрузку продукции. На основании этих цен рассчитываются планово-
учетные суммы в директивных планах (см. ВИ2.02 Ведение директивных планов)
3.1.2 Настройка Групп планов
Для ведения директивных планов и Планов производства, в меню «Производство\ Настройки\
Группы планов» настраиваем Группы планов производсва:
1. Группа: «Директивные планы на 12 месяцев» - хранит директивные планы. (планирование не
осуществляется).
2. Группа: «Планы производства на 12 месяцев» – группа планов для планирования.
Для каждой группы необходимо указать:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 8 из 46
Код и Наименование;
Тип горизонта планирования – для директивных – «периодический», для оперативных –
«скользящий»;
Горизонт планирования (тип периода и длительность) = 12 месяцев.
3.1.3 Настройка прав доступа к планам производства
Для управления видимостью планов производства в выпадающем окне выбора планов в
формах планирования и анализа планов необходимо для каждого пользователя настроить фильтр на
видимые им группы планов. Если фильтр не настроен, то видны все, в соответсвии с глобальными
правами.
Для этого, в меню «Производство\ Настройки\ Доступ к планам производства» создаем новую
запись:
Вводим следующие данные:
Реквизит Пример заполнения Описание
Активный Да Фильтр действует, только если этот признак
установлен
Пользователь
Иванов Пользователь, для которого действует фильтр. Если
пользователь не установлен, то фильтр действует НА
ВСЕХ пользователей
Наименование Только директивные
планы
Описание прав
Критерий
[Начало] >=
CurrentYear() And
[Группа.Код] Like
'ДИР%'
Строка фильтра на План производства. В примере
указан фильтр на планы от текущего года и только
для групп планов, код которых начинается на ДИР

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 9 из 46
3.2 Ведение производственной и связанной НСИ
3.2.1 Организационная структура предприятия
В меню «Основная НСИ\ Структура предприятия\ Производственная структура» вводится
организационная структура предприятия.
В таблице перечислены реквизиты Производственной единицы, которые должны быть
заполнены для реализации описываемых ниже вариантов использования:
Реквизит Возможные значения Описание
Уровень
Предприятие,
Подразделение, Цех,
Участок, Рабочий
центр, Рабочее место,
Место хранения, Зона
хранения
Внимание: В формах производственного
диспетчирования отображаются только
организационные единицы уровня Цех, Участок,
Подразделение.
Количество
оборудования
Число целое >=0 В случае, если для ПЕ не задано оборудование,
число введенное в этом поле, используется при
планировании на уровне производственных единиц
для определения мощности этой ПЕ.
Количество
сотрудников
Число целое >=0 В случае, если для ПЕ не заданы сотрудники, число
введенное в этом поле, используется при
планировании на уровне производственных единиц
для определения мощности этой ПЕ.
График работы Из каталога «Графики
работы»
Ввести, если график работы подразделения,
отличается от вышестоящего
Субподрядная
Да, Нет ПЕ является контрагентом, а не структурной
единицей собственного предприятия. В этом случае
для такой ПЕ в поле «Субподрядчик»должен быть
выбран Контрагент из справочника контрагентов
3.2.2 Ведение справочника номенклатуры
Ниже приведены примеры заполнения только тех реквизитов номенклатуры для готовой
продукции, узлов деталей и покупных комплектующих, которые необходимы для реализации
описываемых ниже вариантов использования.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 10 из 46
Номерные изделия, производимые точно под заказ
Для изделий, которые производятся только под заказ, и необходимо планировать и
контролировать производство каждого серийного номера необходимо заполнить следующие
реквизиты:
На закладке «Общие»:
Номерное изделие (галочка);
Этап формирования номера – планирование (номера будут формироваться в процессе
формирования разузлования заказов на сборку изделия);
На закладке Планирование:
Способ пополнения – производство;
Автопополнение – под потребность с учетом остатков (заказ на производство будет
формироваться под позицию заказа на ГП);
Основной изготовитель – цех сборки.
Не номерные изделия, производящиеся серийно
Для изделий, которые производится серийно (заказы на производство формируются суммарно
по дефициту заказов и не контролируется по серийным номерам) заполняются следующие
реквизиты:
Номерное изделие (БЕЗ галочки);
На закладке Планирование:
Способ пополнения – производство;
Автопополнение – Да (потребности по такой НП будут суммироваться, и на всю сумму
заказов будут формироваться производственные заказы);
Основной изготовитель – цех сборки.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 11 из 46
Производимые и поставляемые детали и узлы
Внимание: В описываемых ниже вариантах использования предполагается, что на момент
планирования отсутствует необходимая НСИ о производимой и покупной номенклатуре,
необходимой для сборки изделий. Поэтому для такой номенклатуры устанавливается
Автопополнение = Нет. После того, как на номенклатуру будет сформирована технология, ее
производство можно будет планировать, однако это выходит за рамки описываемых вариантов
использования.
Для производимой и покупной номенклатуры, необходимой для сборки изделий заполнить:
В разделе Планирование:
Автопополнение – Нет;
Основной изготовитель:
a. Для производимой – Цех – изготовитель (или тот учетный производственный склад, с
которого производится отпуск на сборку);
b. Для покупной – обеспечивающее подразделение (сейчас лучше задать тот учетный
склад, с которого производится отпуск в производство)
В разделе Логистика:
Отпускать – из свободных (не резервируем НП);
Правило отпуска:
a. Целевой – если номенклатура отпускается под заказ;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 12 из 46
b. Котловой – если номенклатура отпускается массово, а ее распределение на заказы
осуществляется в момент комплектации;
МХ отпуска – устанавливается равное Основной изготовитель.
.
3.2.3 Варианты цен (Планово-учетные цены по готовой продукции)
В меню Затраты \ Цены \ Цены номенклатуры создаем новый вариант цен «Планово-учетные
цены» (этот вариант цен необходимо выбрать в настройке, см. Настройки модуля производства
(пользователя)).
В рамках данного варианта ведутся Планово-учетные цены (и их изменения) по каждой
готовой НП для их вывода информации в директивные планы. Для каждого изделия указывается цена
(стоимость), действующая с определенной даты. Возможно указать заказ, к которому относится
данная цена. При изменении стоимости заводится новая запись.
3.3 Конструкторско-технологические данные для сборки
3.3.1 Технологический состав сборки конечных изделий
Может быть введен (см. пользовательскую документацию по Ведению данных о продукции)
или получен из PDM. В случае, если состав ведется в системе, можно не заполнять состав сборочных
комплектов, описанных в следующем разделе, а установить у шаблона комплекта признак «нормы из
состава».
3.3.2 Ввод / изменение ТО сборки изделия и сборочных комплектов
Входные данные:
Шаблоны ТО (AMM_PDM), см. таблицу:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 13 из 46
Технологический состав изделий (из PDM) – не обязательно;
Имеющиеся на момент заказа - ТО на сборку изделий.
Описание процесса:
1) В случае, если номенклатура в позициях заказа – это Изделие, то:
a) Если на это изделие не создано ТО – в AMM_PDM пользователь создает новое ТО по
шаблону «Сборка изделия» (см. документ BOM3.0_Требования и ВИ) для этого изделия.
b) Если на это изделие создано ТО, но для данного заказа есть отличия – в AMM_PDM ищет ТО
для этого изделия и вносит в него изменения, связанные с заказом (см. документ
BOM3.0_Требования и ВИ)
2) Для ТО на Изделие вводит (или корректирует для заказа):
a) Последовательность этапов сборки и испытаний с длительностями и местами сборки;
b) На закладке – «Ведомость материалов» – список сборочных комплектов (комплекты
создаются командой «Новый комплект»);
c) Для комплекта устанавливается:
i) Изготовитель – подразделение, обеспечивающее комплект;
ii) Комплектовщик – подразделение, осуществляющее комплектацию;
iii) Этап сборки – для какого этапа нужен комплект;
iv) Длительность комплектации – рабочих дней на комплектацию.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 14 из 46
3) Для каждого из созданных комплектов пользователь формирует состав комплекта, путем выбора
номенклатуры из состава изделия (если он есть) и \ или из справочника номенклатуры;
4) После сохранения изменений в ТО и его Утверждения, система проверяет, были ли внесены
изменения в ТО, и есть ли задания на производство, комплектацию для ПП этих ТО, если есть по
каждому такому ТО запускается БП – внесение изменений в задания на основании изменений ТО.
3.4 Работа с заказами на готовую продукцию
3.4.1 Ввод заказа и отгружаемых или производимых по заказу изделий
Входные данные:
Заполненная на момент ввода заказа номенклатура
Контрагенты

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 15 из 46
Описание процесса:
1) Создается новый заказ на отгрузку ГП. Заполняются следующие поля:
2) Заполняется спецификация заказа (Позиции заказа) – номенклатура, количество, начало и
окончание желательной отгрузки, валюта и сумма заказа.
3) В случае, если номенклатуры нет в справочнике номенклатурных позиций, пользователь может
создавать новую номенклатуру с помощью функции «Создать новую номенклатуру». Созданная
номенклатура автоматически подставляется в новую позицию заказа.
Поля, отображающие информацию о ходе выполнения заказа: в наличии, свободный остаток,
количество выпущенной номенклатуры (фактически), количество отгруженной номенклатуры
(фактически).
При нажатии кнопки «Показать движение» система открывает форму, отображающую
движение запасов номенклатурной позиции.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 16 из 46
3.5 ВИ2.02 Ведение директивных планов
3.5.1 Создание нового варианта директивного плана
Директивный план объединяет позиции заказов на готовую продукцию на определенный
момент времени.
Существует группа директивных планов, в которой хранятся варианты директивных планов
(см. Настройка Групп планов).
Для создания нового директивного плана пользователь:
1) в меню «Производство\ Настройки\ Планы производства» нажимает кнопку Новый;
2) Указывает даты плана и группу – Директивные планы на 12мес.
3.5.2 Включение заказов на готовую продукцию в директивный план, корректировка и утверждение изменений
Пользователь входит в меню «Производство\ Планирование \ Заказы».
Выбирает сверху вариант директивного плана и нажимает кнопку Выбрать заказы.
Выбирает заказы для включения в план. После включения заказов в план директивный план
сформировался.
Пользователь может корректировать сроки и количества по заказам в рамках директивного
плана. Внимание: При утверждении директивного плана эти изменения внесутся в
соответствующие позиции заказов на готовую продукцию!
3.5.3 Анализ директивных планов
Входные данные:
Директивный план
Описание процесса:
1) Входит в меню: «Производство\ Планирование \ Заказы». Выбирает сверху Версию директивного
плана.
2) Выбирает закладку «Анализ».

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 17 из 46
3) Система выводит аналитическую форму по позициям заказов на ГП (включенным в директивный
план) в разрезе периодов.
4) Пользователь может корректировать сроки и количества по заказам в рамках директивного плана.
Основные представления формы:
Название представления Тип
периода
Показатели
Годовой план Год Кол-во план
Годовой план с ценами Год Кол-во план, Сумма
Квартальный план Квартал Кол-во план
Квартальный план с ценами Квартал Кол-во план, Сумма
Месячный план Месяц Кол-во план
Месячный план с ценами Месяц Кол-во план, Сумма
Исполнение плана производства Месяц Кол-во план, Кол-во факт
Состояние исполнения плана производства
Месяц Кол-во план, Кол-во факт?
5) Пользователь может распечатать или импортировать любой из разрезов в нужный формат.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 18 из 46
3.6 ВИ4. Планирование производства и обеспечения
3.6.1 Создание нового варианта плана производства
Для создания нового варианта плана производства Пользователь в меню «Производство\
Настройки\ Планы производства» нажимает кнопку Новый (Создать план производства заказов), в
открывшемся поле заполняет следующие значения:
План сформирован и отображается в общем списке планов в статусе Новый:
3.6.2 Включение изделий по заказам в план производства
Входные данные:
Текущий план производства
Позиции заказов на отгрузку (изготовление) готовой продукции
Описание процесса:
1) Пользователь входит в «Планирование / Заказы», выбирает текущий план – видит уже
включенные в план позиции заказов.
2) При необходимости (появлении новых заказов) - Включает в план новые позиции заказов
(«Выбрать заказы»).

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 19 из 46
3.6.3 Ввод, изменение плана-графика сборки изделий
Описание процесса:
1) Пользователь входит в «Планирование / График», выбирает текущий план – видит данные о
заказанных (Заказано) и спланированных (Выпуск) объемах готовой продукции в виде
посуточного графика.
Представление «График» плана производства, предназначено для анализа, ввода и
корректировки посуточных объемов выпуска (сборки) изделий, включенных в план в виде
Заказов (см. Включение изделий по заказам в план производства).
Внимание! Перед корректировкой графика, для получения текущего состояния производства и
нормативов готовой продукции, необходимо выполнить команду «Загрузить».
Внимание! При выполнении команды «Загрузить», все введенные изменения графика (после
последнего утверждения плана) удалятся!
2) Для ввода новых объемов выпуска (сборки) в график существует два способа распределения
формирования графика: автоматическое распределение заказанных объемов или ручное
распределение.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 20 из 46
Внимание: Появление ненулевых позиций в графе «Выпуск» графика до его изменений
означает, что в текущем плане имеются (созданы при вводе графика или уже размещены в
производстве) заказы на производство или закупку этой номенклатуры. Дата на графике означает
требуемый (не плановый!) срок окончания этих заказов.
Автоматическое распределение:
3) Пользователь нажимает кнопку Распределить, выбирает месяц распределения, интервал
распределения, учет графика работ (с учетом выходных) и система производит распределение
объемов выпуска в рамках месяца.
4) Для отмены распределения пользователь нажимает кнопку Удалить распределение. Возможно
только до Утверждения плана.
Ручной ввод объемов выпуска номенклатуры на графике:
5) В ячейке строки «выпуск» и соответствующей даты графика пользователь вводит или
корректирует объем выпуска. При этом в плане формируются или корректируются
производственные заказы, чтобы обеспечить введенный объем выпуска.
6) Имеющиеся и созданные производственные заказы, соответствующие выбранной ячейке графика
отображаются в нижнем правом окне «Предложение»
Внимание:
Для номерных изделий при количестве заказов на день больше одного будет создано по одному
заказу на каждую единицу.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 21 из 46
Для неномерных изделий - один заказ на введенное количество. В случае, если для номенклатуры
указаны размеры минимальной и/или максимальной партии заказы будут сформированы с учетом
этих нормативов.
7) Для изменения сроков по уже существующим заказам Пользователь может изменить вручную
дату «Закончить к» для заказов из формы «Предложение», и система автоматически изменит
график.
3.6.4 Расчет (или пересчет) плана сборки и обеспечения
Входные данные:
Текущий план производства со следующими параметрами планирования:
o Уровень ресурсов – производственные единицы;
o Направление планирования – назад;
o При выходе за начало планирования – вперед;
o Ресурсы – не ограничены.
Введенный график сборки изделий по заказам, включенным в план (см. Ввод, изменение плана-
графика сборки изделий).
Проработанные ТО на изделия и сборочные комплекты (см. Ввод / изменение ТО сборки изделия
и сборочных комплектов по заказу ) .
Описание процесса:
1) Пользователь входит в «Планирование / Программа», выбирает текущий план – видит текущий
план;
2) Нажимает «Рассчитать» система формирует (на первом этапе):
a) Плановые задания на сборку изделий с поэтапными маршрутами сборки и сроками по
каждому этапу, соответственно определяются плановые сроки сдачи изделий;
b) Плановые задания на комплектацию по каждому сборочному комплекту с плановыми
сроками и связями с этапами плановых заданий на сборку, на которые нужны эти комплекты,
а также со списком и количеством номенклатуры, которая должна быть обеспечена для этого
комплекта;
c) Определяет плановые сроки выпуска по позициям Заказов на отгрузку ГП;
3) Для задачи моделирования (что если) может:
a) Включить \ исключить позиции заказов;
b) Изменить по позициям заказов требуемые сроки сдачи изделий и количества;
c) Запустить расчет плана;
d) Сравнить две версии планов.
3.6.5 Анализ и корректировка планов производства и обеспечения [AMM_OMP]
Для любой версии плана выводятся планы производства, обеспечения в нужных разрезах.
Планы могут корректироваться и пересчитываться.
Просмотр производственной программы
Для каждой позиции заказа на ГП и /или созданных при формировании графика заказов на
сборку система формирует, определяет плановые сроки:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 22 из 46
На первом этапе: заказ(ы) на сборку этой ГП, а в случае, если ГП состоит из комплектов –
формирует заказы на комплектацию;
На втором этапе: также заказы на изготовление и поставку ДСЕ для сборки.
Можно проанализировать созданные заказы в виде списка с возможностью выбора категорий
заказов для просмотра:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 23 из 46
В виде структуры:
В виде графика запуска-выпуска:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 24 из 46
В виде графика-сборки:
3.6.6 Анализ объемно-календарных планов производства
Результаты планирования можно вывести в форме попериодных объемно календарных планов
в нужных разрезах:
План финальной сборки:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 25 из 46
План комплектации:
План обеспечения финальной сборки по номенклатуре обеспечивающих цехов:
3.6.7 Утверждение планов производства и обеспечения [AMM_OMP]
1) Вариант плана может быть передан на утверждение. После передачи – план становится
недоступен для редактирования и загрузки или пересчета.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 26 из 46
2) Пользователь после согласований утверждает вариант плана – сформированные задания
становятся доступными для подразделений исполнителей, т.е. они включаются в текущую
производственную программу. В соответствии с настройками утверждения плана могут быть
скорректированы существующие задания. Сформированные заказы на производство можно
посмотреть в разделе Производство / Заказы на изготовление:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 27 из 46
3.7 Управление производством и обеспечением
3.7.1 Просмотр потребностей сборки в номенклатуре цеха, службы МТС
Входные данные:
Сформированы задания на комплектацию для сборки, определена номенклатура комплектации и
количества.
Описание процесса:
1) Пользователь для выбранного цеха (подразделения) видит всю номенклатуру, на которую
имеется потребность этого цеха (из списка комплектующих заданий на комплектацию), а также
данные о сроках и уже переданных объемах. В случае, если некоторая номенклатура
изготавливалась и передавалась на заказ, то видит в разрезе конкретных заказов.
Например так: сегодня 29.03.2012
Расшифровка полей и цветов:
Требуется – потребность в данной номенклатуре на заказ и этап сборки;
Принято – в случае, если цех отпустил данную номенклатуру под заказ равно Количество
принятое участком комплектации, в случае, если номенклатура отпущена не под заказ – равно
количеству укомплектованному на участке комплектации;
Доступно –не распределенный на предыдущий по времени спрос остаток этой номенклатуры
в текущем подразделении.
(серый) - по факту все 100% поступило потребителю, но есть не в срок;
(синий) - все 100% поступило потребителю, но хоть что-то раньше;
(зеленый) - по факту все 100% поступило потребителю в срок;
(красный) - хоть что-то не поступило потребителю, а срок вышел.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 28 из 46
2) Также пользователь для выбранного цеха (подразделения) может проанализировать суммарные
потребности в номенклатуре в нужных ему разрезах, выбрав представление «Суммарно»:
3.7.2 Передача изготовленной цехом номенклатуры на комплектовочный участок
Входные данные:
Цеху необходимо передать номенклатуру на участок комплектации;
Задания на комплектацию;
Задания на сборку;
Заказы на отгрузку (изготовление) изделий.
Описание процесса:
Вариант 1 : Передача из списка потребностей обеспечивающего цеха
1) Пользователь для выбранного цеха (подразделения) видит всю номенклатуру, на которую
имеется потребность этого цеха (из списка комплектующих заданий на комплектацию), а также
данные о сроках и уже переданных объемах (см. ВИ4.01). Пользователь выделяет номенклатуру,
которую необходимо передать и вызывает команду «Передать получателю»:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 29 из 46
2) Система формирует и выводит документ передачи в производстве (если подразделение в шапке
- производственное) или документ отпуска в производство, заполнив его спецификацию
выбранными потребностями. В заголовке документа заполняются: Место отправитель =
Подразделение из шапки, Место получатель = получатель из выбранных потребностей (берется
первый):
3) Пользователь может скорректировать количество и отпускаемую номенклатуру. Для проведения
документа (регистрации фактического отпуска) – нажимает кнопку «Провести».
4) Печатает накладную

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 30 из 46
Вариант 2 : Передача с ручным формированием документа передачи
5) Пользователь создает документ «Передача в производстве» и указывает:
a) Отправитель = Цех отправитель;
b) Получатель = комплектовочный участок;
c) Дата документа = Фактическая дата передачи.
6) Заполняет спецификацию передаваемой номенклатурой и отгружаемым количеством
(номенклатура выбирается из справочника номенклатуры либо создаются в нем функцией
«Создать новую номенклатуру»). В случае, если известно, под какой заказ на отгрузку ГП и
сборочный комплект передается позиция, указывает эти данные в позиции спецификации
документа.
7) Проводит документ – появляется номенклатура в пути на комплектовочный участок.
8) Печатает накладную
В любом варианте:
9) УТМ: После проведения система отслеживает передавалась ли ранее эта номенклатура, в случае,
если не передавалась, по ней запускается процесс Обработка номенклатуры
3.7.3 Передача номенклатуры (покупной) со склада МТО на комплектовочный участок
Входные данные:
Службе МТО необходимо передать номенклатуру на участок комплектации;
Задания на комплектацию;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 31 из 46
Задания на сборку;
Заказы на отгрузку (изготовление) изделий .
Описание процесса:
Вариант 1 : Передача из списка потребностей службы МТО
1) Пользователь для выбранной Службы МТО (подразделения) видит всю номенклатуру, на
которую имеется потребность этой службы (из списка комплектующих заданий на
комплектацию), а также данные о сроках и уже переданных объемах (см. Просмотр потребностей
сборки в номенклатуре цеха, службы МТС). Пользователь выделяет номенклатуру, которую
необходимо передать, и вызывает команду «Передать получателю»:
2) Система формирует и выводит документ отпуска в производстве (если подразделение в шапке –
Не производственное), заполнив его спецификацию выбранными потребностями. В заголовке
документа заполняются: Склад отправитель = Подразделение из шапки, Место получатель =
получатель из выбранных потребностей (берется первый):
3) Пользователь может скорректировать количество и отпускаемую номенклатуру. Для проведения
документа (регистрации фактического отпуска) – нажимает кнопку «Провести».
4) Печатает накладную
Вариант 2 : Передача с ручным формированием документа отпуска в производство
5) Пользователь создает документ «Отпуск в производство» и указывает:
a) Склад = Служба МТО;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 32 из 46
b) Получатель = комплектовочный участок;
c) Дата документа = Фактическая дата передачи.
6) Заполняет спецификацию передаваемой номенклатурой и отгружаемым количеством
(номенклатура выбирается из справочника номенклатуры либо создаются в нем функцией
«Создать новую номенклатуру»). В случае, если известно, под какой заказ на отгрузку ГП и
сборочный комплект передается позиция, указывает эти данные в позиции спецификации
документа.
7) Проводит документ – появляется номенклатура в пути на комплектовочный участок.
8) Печатает накладную
3.7.4 Получение номенклатуры на комплектовочном участке
Входные данные:
На комплектовочный участок пришла номенклатура;
Задания на комплектацию;
Задания на сборку;
Заказы на отгрузку (изготовление) изделий.
Описание процесса:
1) Пользователь открывает документ «Получение в производстве», соответствующий номеру
накладной.
2) При необходимости корректирует полученное количество.
3) Проводит документ – появляется приход номенклатуры на комплектовочном участке. При этом:
a) Если для позиций документа задан заказ, комплект – такие позиции сразу резервируются с
аналитикой задания на комплектацию, которое однозначно определяется Заказом и
комплектом.
b) УТМ: Если в спецификации компонент задания на комплектацию нет такой номенклатуры, а
в документе «Получение в производстве» она указана, то в спецификации компонент
создается запись с этой номенклатурой, при этом по всей такой номенклатуре запускается
процесс: БП - Обработка ручных изменений состава ТО по заданию на комплектацию.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 33 из 46
3.7.5 Формирование дефицита для сборки вручную
Входные данные:
Информация о дополнительной потребности в комплектующих на сборку, за счет:
o Информация не из системы;
Задания на комплектацию.
Описание процесса:
Входит в форму «Комплектация на компл. участке», выбирает Подразделение –
комплектовочный участок, период. Нажимает «Показать». Система выводит задания на
комплектацию.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 34 из 46
Поля списка заданий на комплектацию описаны в ВИ4.08.
Поля списка комплектующих задания на комплектацию описаны в таблице:
Поле Описание
Всего треб. КоличествоПлан по комплектующей – может быть изменено пользователем
Передано Всего передано на сборку
Укомпл. Укомплектовано на текущий момент, НО еще не передано на сборку
Ост.укомпл. Всего треб. – Укомпл.
Ост.передать Всего треб. – Передано
В наличии Текущие остатки в текущем подразделении (как зарезервированные по заказ на комплектацию, так и свободные) за минусом лежащих (укомплектованных) на данном заказе
Дефицит МАКС (0, Ост.укомпл. - В наличии)
З Признак замены
Создана Автоматически – указывает, что создана по нормам. Вручную – указывает что пользователь добавил эту позицию дефицита вручную.
1) Пользователь находит задание на комплектацию, в состав комплектующих которого необходимо
внести изменения.
2) В спецификацию комплектующих вручную вносит изменения:
a) Добавляет новые позиции;
b) Корректирует требуемое количество позиции комплектующих;
3) После сохранения результата, по всем позициям состава, измененным вручную запускается
бизнес-процесс Обработка ручных изменений состава ТО по заданию на комплектацию.
3.7.6 Формирование дефицита для сборки на основании изменения ТО комплекта
3.7.6.1.1 Входные данные:
Информация о дополнительной потребности в комплектующих на сборку, за счет:
o Изменения состава сборочного комплекта в ТО;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 35 из 46
Задания на комплектацию.
Описание процесса:
1) Пользователь в «Мои работы» видит информацию о необходимости подтвердить изменения в
составе заданий на комплектацию, пришедшую по БП – внесение изменений в задания на
комплектацию на основании изменений ТО.
2) Пользователь открывает соответствующее задание на комплектацию и может:
a) Сравнить существующий состав задания на комплектацию с измененным составом ТО;
b) Нажав команду «Внести изменения» - система автоматически скорректирует состав заданий
на комплектацию;
c) Вручную скорректировать позиции состава задания на комплектацию ;
3) Пользователь указывает, что этап бизнес процесса (задание) выполнено.
3.7.7 Комплектация на комплектовочном участке
Входные данные:
Наличие номенклатуры на комплектовочном участке;
Задания на комплектацию;
Текущая комплектация (резервирование) под задания на комплектацию.
Описание процесса:
1) Пользователь видит задания на комплектацию (цветами могут выделяться задания, которые
должны быть укомплектованы в первую очередь – сегодня 29.03.12):

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 36 из 46
Описание полей показателей:
1) Выводятся следующие основные показатели:
a) Обеспечено – показывает процент от общего числа номенклатуры комплекта, на который
есть 100% в наличии (свободных остатках) + зарезервировано + укомплектовано.
b) Укомплектовано – показывает процент от общего числа номенклатуры комплекта, на
который есть 100% комплектация укомплектовано.
c) Передано – показывает процент от общего числа номенклатуры комплекта, на который есть
100% передача на сборку.
Графические поля:
(1) План Не поступившая номенклатура (оставшийся план):
Красный – часть плана не выполнена (длина отрезка равна по
отношению к 1: (План-Факт)/План), а срок истек.
Поступившая номенклатура (факт сдачи):
Серый, остаток плана по, цвет в зависимости от приоритетного
(максимального) фактического.
(2) Факт –раскрытие фактически поступившего количества (отношение отрезков равно
отношению фактических количеств по разным «цветам»)
Синий, часть от фактического поступила раньше срока;
Зеленый, часть от фактического поступила точно в срок;
Серый, часть от фактического поступила с опозданием.
Белый цвет означает, что ничего не поступило и срок не вышел.
Правило приоритета для «раскраски» факта сдачи в «плане» (1):
1. Если из всего объема фактически поступившей номенклатуры есть хотя бы
одна позиция, поступившая с опозданием, то раскрашиваем в серый цвет.
2. Если из всего объема фактически поступившей номенклатуры есть хотя бы
одна позиция, поступившая раньше срока, то раскрашиваем в синий цвет.
3. Если весь объем номенклатуры поступил в срок, то раскрашиваем в
зеленый цвет.
Правило приоритета для «раскраски» оставшегося плана в (1):
1. Если из всего объема не поступившей по плану номенклатуры, есть хоть
одна, у которой истек срок сдачи, то раскрашиваем в красный цвет.
2. Если весь объем не поступившей по плану номенклатуры, не просрочен, то
раскрашиваем в белый цвет.
2) Пользователь видит задания на комплектацию, выбирает те, по которым необходимо осуществить
комплектацию под сборку и нажимает [Укомплектовать] – система на основании состава
заданий на комплектацию и неукомплектованного количества формирует учетный
документ «Ведомость комплектации», в котором пользователь:
a) Для каждой позиции комплекта (задания на комплектацию) видит количество номенклатуры:
i) Зарезервированное под этот заказ (и может быть другие заказы) на участке комплектации;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 37 из 46
ii) Свободные остатки на участке комплектации;
iii) Доступное для комплектации количество (как сумма двух предыдущих);
b) Может сделать замены из наличия и резервирования по ним;
c) Может добавить новые позиции (см. ВИ1.07);
d) Печатает ведомость комплектации.
3) После того как комплектовщик укомплектовал, заполнив печатную ведомость комплектации,
результат комплектации фиксируется в электронной ведомости, для этого пользователь
открывает соответствующую ведомость и по каждой позиции может:
a) Ввести укомплектованное количество вручную ИЛИ;
b) Выделить позиции и, нажав команду «Укомплектовано», система заполнит укомплектованное
количество количеством доступным для комплектации;
4) Подтверждает (проводит) документ «Ведомость комплектации», при этом:
a) По каждой позиции укомплектованное количество номенклатуры списывается из резервов и
остатков и приходуется в регистре «Движение МЦ» в разрезе заказа.
3.7.8 Передача номенклатуры сборочных комплектов на сборку. Вариант 1: отпускает комплектовочный участок
Входные данные:
Укомплектованные позиции заданий на комплектацию;
Описание процесса:
1) Пользователь видит задания на комплектацию (ИЛИ то что укомплектовано, но не передано)
выбирает те, по которым необходимо осуществить отпуск на сборку и нажимает [Передать].

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 38 из 46
2) Выводится созданный документ «Передача в производстве», спецификация которого заполняется
текущей комплектацией под позиции выбранных заданий на комплектацию со ссылками на Заказ
и комплект, для которого происходит передача.
3) Пользователь может корректировать количество по позициям отпуска.
4) Проводит документ, в результате:
a) Номенклатура списывается с участка комплектации в разрезе заданий на комплектацию и
переходит в товары в пути под заказ и изделие;
5) Печатает накладную.
3.7.9 Передача номенклатуры сборочных комплектов на сборку. Вариант 2: сборка формирует требование на отпуск
Входные данные:
Финальная сборка сформировала в системе требование на отпуск комплектующих под сборку.
Описание процесса:
1) Пользователь видит задания сборку в разрезе этапов сборки, заказов изделий (см. План
финальной сборки).
2) Выбирает те, которые необходимо запустить и нажимает «Комплектация». Система показывает
дефицит на сборке по требуемой номенклатуре.
3) Пользователь может, вызвав команду «Сформировать требование» сформировать документ –
требование на отпуск в производстве и распечатать Накладную на отпуск.
4) Далее на комплектовочном участке выполняются по данному требованию, действия аналогичные
пунктам 2-4 варианта 1.

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 39 из 46
3.7.10 Получение номенклатуры сборочных комплектов на сборке
Входные данные:
На сборку пришла номенклатура с комплектовочного участка.
Описание процесса:
1) Пользователь открывает документ «Получение в производстве», соответствующий номеру
накладной.
2) При необходимости корректирует полученное количество.
3) Проводит документ – появляется приход номенклатуры на сборке. При этом такие позиции сразу
проводятся в регистре остатков в разрезе Задания на сборку и Номера этапа сборки, которые
однозначно определяются Заказом и комплектом.
4)
3.7.11 Учет выполнения сборочного этапа
Входные данные:
Задания на финальную сборку, где местом выполнения этапов стоит этот цех.
Описание процесса:
1) Пользователь выбирает свой цех – система открывает форму «План финальной сборки».

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 40 из 46
Зеленым выделены законченные в срок этапы, серым – законченные позже срока, красным –
просроченные.
2) Выделяет завершенный этап и нажимает команду «Выпуск».
3) Система:
a) Если по данному этапу еще не сформирован документ учета «Завершение этапа сборки», то
он создается и выводится. Вся номенклатура, находящаяся в текущих остатках цеха на этом
сборочном этапе и заказе попадает в раздел «Комплектующие» этого документа.
b) Если уже есть, то ищется соответствующий документ учета «Завершение этапа сборки», он
создается и выводиться. Для его корректировки пользователь должен отменить проведение.
4) Пользователь подтверждает документ, при этом происходит списание комплектующих и
регистрация выпуска изделия на этом этапе. Пересчитывается факт выполнения этапа.
3.7.12 Учет передачи готовой продукции
Входные данные:
Задания на финальную сборку, где местом выполнения этапов стоит этот цех.
Описание процесса:
1) Пользователь выбирает свой цех – система открывает форму «План финальной сборки».

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 41 из 46
2) Становится на последний этап по изделию, которое он хочет передать, и вызывает команду
[Передать ГП].
3) В случае, если этап завершен, – формируется документ учета «Передача в производстве» в
котором заполняется соответствующее изделие и заказ.
4) Пользователь заполняет Склад получения и проводит документ. Изделие списывается с этапа
сборки и попадает в товары в пути. Печатает накладную на передачу ГП.
5) При приходе ГП на склад – на складе проводят соответствующий документ получения – изделие
попадает в запасы склада.
3.7.13 Анализ комплектации заказов обеспечивающими цехами
Входные данные:
Задания на финальную сборку, где местом выполнения этапов стоит этот цех.
Описание процесса:
Вариант 1. Анализ обеспеченности этапа сборки
1) Пользователь выбирает свой цех – система открывает форму «План финальной сборки» и
выделяет позиции и нажимает [Обеспеченность] или входит в меню «Анализ обеспеченности»,
выбирает свой цех финальной сборки (или по всем заказам) – система открывает форму «План
обеспеченности заказов» (План включает в себя план/факт обеспеченности необходимой
номенклатурой в разрезе цехов, с указанием общего количества позиций, которые осталось сдать
на сборочный этап).

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 42 из 46
1) Поля в строках изделия-этап в целом:
o План – плановый срок окончания этапа;
o Факт – фактический срок окончания этапа (по документу учета выполнения этапа);
o Цвета:
Белый – этап не завершен и его срок завершения еще не наступил;
Красный – срок окончания этапа прошел, но этап не завершен;
Зеленый – этап завершен в срок;
Серым – этап завершен позже срока;
Синим – этап завершен раньше срока;
2) Поля по обеспечивающим цехам (комплектам) в целом:
o План – Общее число «позиций» номенклатуры комплекта;
o Факт – Общее количество «позиций» номенклатуры комплекта на 100% полученных на
сборку;
o Цвета:
Белый – требуемый срок комплектации еще не наступил;
Красный – переданы на сборку не полностью, срок комплектации прошел;
Зеленым – переданы на сборку полностью в срок комплектации;
Серый – переданы на сборку полностью но позже срока;
Синий – переданы на сборку полностью но раньше срока срока .
Вариант 2. Анализ обеспеченности всех сборок
2) Пользователь выбирает меню «Анализ комплектации заказов». Выбирает свой цех и период.
Система выводит анализ по всем этапам сборки в цехе:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 43 из 46
Для всех:
3) Пользователь может посмотреть детальную информацию по требуемой номенклатуре от каждого
цеха, нажав на позиции [Комплектация]:
3.8 Основные бизнес-процессы (Work-flow)
3.8.1 БП – Обработка номенклатуры
1) В системе должен быть настроен следующий бизнес-процесс, как описано в таблице:
№ Действие Входные данные Выходные
данные
Условие
перехода и куда
Роль
пользователя
1. Проверить обозначение, наименование, дозаполнить
необходимые реквизиты
Номенклатурная позиция,
Позиции документа, где
Заполненная НП или Решение, на
какую заменить
Требует замены -> 2
Все нормально -

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 44 из 46
появилась 3
2. Замена номенклатуры замена
номенклатуры во всех связанных документах и регистрах
Номенклатурная позиция,
На какую заменить
Позиции документа где
появилась,
Успешно Успешно->3
3. Ввод, подтверждение данных о
составе номенклатуры
Номенклатурная позиция Состав
номенклатуры и узлов
4
4. Ввод, подтверждение данных о
расцеховке
Номенклатурная позиция Расцеховка 5, 6, 7
5 Ввод, подтверждение данных о трудоемкости цехозаходов
Расцеховка Расцеховка с трудоемкостью
6 Ввод, подтверждение
длительности цехозаходов
Расцеховка Расцеховка с
длительностью
цехозаходов
7 Ввод, подтверждение поопер.
Маршрутов
Расцеховка Пооперационеные
маршруты
3.8.2 БП – внесение изменений в задания на основании изменений ТО
1) В системе должен быть настроен следующий бизнес-процесс, как описано в таблице:
№ Действие Входные данные Выходные данные Условие перехода
и куда
Роль
пользователя
1. Найти все производственные заказы, номенклатура которых
соответствует номенклатуре
измененного ТО
Измененный ТО Список производственных
заданий –
кандидатов на
изменение состава
2
Система
2. Внесение изменений в состав –
выводиться задание с
возможностью сравнения его текущего состава и состава по ТО
Производственное задание –
кандидат на изменение
Производственное
задание
проработано (состав изменен
или не требует
изменений)
Все
производственные
задания обработаны ->
Конец
Плановик
3.8.3 БП - Обработка ручных изменений состава ТО по заданию на комплектацию
3.9 Основная отчетность
3.9.1 Выполнение заданий
Описание отчета
Аналитический отчет (или KPI) по назначенным и выполненным заданиям из Основные
бизнес-процессы (Work-flow) за период в разрезах (или агрегировано):
Исполнитель;
Подразделение;
Вид работ;
Предмет производства;
Заказ.
Показатели:

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 45 из 46
Количество выданных заданий – задания со сроком исполнения в периоде;
Количество выполненных заданий – всего выполненных заданий за период;
Количество в срок – заданий выполненных в срок за период;
Количество просрочено – заданий выполненных после требуемого срока за период;
% выполненных в срок = 100% * Количество в срок / Количество в срок.
3.9.2 По участку комплектации: Анализ обеспечения комплектации
Описание отчета
Аналитический отчет (или KPI) по выполнению в срок заданий на комплектацию за период в
разрезах (или агрегировано):
Подразделение – исполнитель (участок комплектации);
Подразделение – поставщик (обеспечивающий цех);
Предмет производства;
Заказ;
Этап сборки.
Показатели:
Количество выдано – суммарное количество позиций комплектующих в заданиях на
комплектацию со сроком исполнения заданий в периоде;
Количество выполненных – всего 100% переданных на финальную сборку позиций
комплектующих в заданиях на комплектацию;
Количество в срок – всего 100% переданных в срок на финальную сборку позиций
комплектующих в заданиях на комплектацию;
Количество просрочено – всего 100% переданных позже срока на финальную сборку позиций
комплектующих в заданиях на комплектацию;
% выполненных в срок = 100% * Количество в срок / Количество в срок.
3.9.3 По участку комплектации: Статистика нахождения номенклатуры на участке
Описание отчета
Аналитический отчет (или KPI) по статистике времени нахождения номенклатуры на участке
комплектации за период. Отчет основывается на разнице между датой прихода партии на Место
хранения (участок комплектации) и датой ее списания (передачи на финальную сборку). Отчет
строится на дату (обычно конец периода) в следующих разрезах (или агрегировано) и сравнение с
нормативом нахождения номенклатуры на данном месте хранения:
Подразделение – исполнитель (место хранения - участок комплектации) ;
Подразделение – поставщик (обеспечивающий цех) ;
Номенклатурная позиция.
Показатели:
Количество в пределах нормы – количество данной НП, переданное из МХ в срок,
укладывающийся в норматив на дату отчета + количество поступившее и не переданно в срок,
меньший норматива относительно даты отчета;

ГАЛАКТИКА AMM 4.3. Варианты использования. «Вытягивающая» система управления производством
Страница 46 из 46
Количество перележавших – количество данной НП, переданное из МХ в срок НЕ,
укладывающийся в норматив на дату отчета + количество, поступившее и не переданное в срок,
больший норматива относительно даты отчета;
% перележавших = 100% * Количество перележавших / Количество в пределах нормы.
3.9.4 По обеспечивающим цехам: Показатели дефицита на сборке
Описание отчета
<Будет разработан позже> За отсутствие дефицита на сборке (считается в «позицие-днях», т.е. суммарного количества дней по
всем позициям, когда позиции находятся в дефиците). Перед введением данного показателя нужно
внимательно оценить предполагаемый целевой показатель по каждому цеху
3.9.5 По обеспечивающим цехам: Показатели равномерности сдачи
Описание отчета
<Будет разработан позже> За равномерную сдачу. Будет считаться следующим образом: Общий план по сдаче цеха в нормо-
часах (имеется в виду трудоемкость в человеко-часах) делится на количество недель (например, всего
цех должен сдать по плану (при невозможности оценить плановую сдачу, показатель будет
рассчитываться по фактической сдаче) продукции на 20 тыс. нормо-часов, следовательно в каждую
из 4-х недель должен сдать по 5 тыс. нормо-часов). В системе происходит суммирование сдачи всей
продукции и засчитывается выполнение продукции за каждую неделю только в объеме, не
превышающем объем данной недели (в нашем примере если сдача по неделям: 1-2000, 2-3000, 3-
5000, 4-10000, то цеху будет засчитано (с точки зрения премирования) только 15000, не смотря на то,
что сдал по итогам месяца все 20000). Внимание! Данная часть показателя, если идет снижение
премии – только для ИТР цеха, ни в каком случае не применять для рабочих. Намного более
«правильным» по данной части будет являться положительное стимулирование (поощрение за
равномерную сдачу).