Al FDM Fabber

of 24
-
Upload
frank-sandor -
Category
Documents
-
view
224 -
download
0
Transcript of Al FDM Fabber
-
8/12/2019 Al FDM Fabber
1/24
Accepted for publication inAluminum Transactions Journal, 2000
Molten Aluminum Micro-Droplet Formation and Deposition for
Advanced Manufacturing Applications
Melissa Orme*, Qingbin Liu and Robert Smith
Department of Mechanical and Aerospace Engineering, University of California - Irvine
Irvine, CA 92697-3975, USA
Abstract
Molten aluminum droplets are generated from capillary stream break-up and are injected into
an inert environment. The intrinsic fidelity of droplet formation from capillary stream break-upprovides the allure for use in advanced manufacturing applications such as net-form
manufacturing and electronics packaging for the two following reasons: first, because the
droplets are generated with extremely regular diameters and inter-droplet spacings, and second,
because of the high rates at which they are generated. Additionally, droplet formation from
capillary stream break-up allows the customization of droplet streams for a particular ap-
plication. The current status of the technology under development is presented, and issues
affecting the microstructure and the mechanical properties of the manufactured components are
studied in an effort to establish a relationship between processing parameters and properties.
Keywords: Net-Form Manufacturing, Solid Freeform Fabrication, Capillary Stream Break-Up,
Droplet Deposition, Droplet Based Precision Manufacturing
1. Introduction
Use of precisely controlled molten aluminum droplets for advanced manufacturing applications
is gaining considerable academic and industrial interest due to the promise of improved
component quality resulting from rapid solidification processing and the economic benefits
associated with fabricating a structural component in one integrated operation. The
manufacturing industrial sector seeks to gain a competitive advantage by developing new
methods of droplet-based net-form manufacturing that allow the flexible data driven manufacture
-
8/12/2019 Al FDM Fabber
2/24
Accepted for publication inAluminum Transactions Journal, 2000
of complicated three-dimensional components in one integrated step with minimal post-
treatment. Such a droplet based net-form manufacturing technique is under development at
University of California-Irvine (UCI) that is termed precision droplet-based net-form
manufacturing (PDM). The crux of the technique lies in the ability to generate highly uniform
streams of molten metal droplets such as aluminum or aluminum alloys. Though virtually any
Newtonian fluid that can be contained in a crucible is suitable for the technology, this work
concentrates on the generation and deposition of molten aluminum alloy (AA2024) droplets that
are generated and deposited in an inert environment.
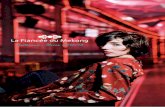
Shown in Figure 1 is a conceptual schematic of the PDM process. Droplets are generated from
capillary stream break-up in an inert environment and are deposited onto a substrate whose
motion is controlled by a programmable x-y table. In this way, tubes with circular, square and
triangular cross sections have been fabricated such as those illustrated in Figure 2. Tubes have
been fabricated with heights as great as 11.0 cm. The surface morphology of the component is
governed by the thermal conditions at the substrate. If we denote the solidified component and
the substrate the "effective substrate," then the newly arriving droplets must have sufficient
thermal energy to locally remelt a thin layer (with dimensions on the order of 10 microns or less)
of the effective substrate. Remelting action of the previously deposited and solidified material
will insure the removal of individual splat boundaries and result in a more homogeneous
component. The thermal requirements for remelting have been studied analytically in reference
[1]. It was shown in that work that there exists a minimum substrate temperature for a given
droplet impingement temperature that results in remelting. The "bumpiness" apparent in the
circular cylinder shown in Figure 2 is because the initial substrate temperature was insufficient to
initiate the onset of remelting. In particular to the circular tube, it can be seen that the surface
morphology is not uniform. This is because the temperature of the substrate was not uniform,
but was lower at the positions where the component is rougher. Deposition on a low temperature
surface caused the incoming droplets to land on a previously solidified and curved top surface,
with insufficient thermal energy for the action of remelting. Hence, the droplets tend to roll from
the top of the curved surface and roll from one side or the other prior to solidification, as is
evident in the photograph. Generally, as the component grows in height by successive droplet
deliveries, the effective substrate temperature increases due to the fact that droplets are delivered
-
8/12/2019 Al FDM Fabber
3/24
Accepted for publication inAluminum Transactions Journal, 2000
at high rates so that the cooling time between successive droplet deliveries is insufficient to
allow cooling before the arrival of the next layer of droplets. Therefore, within the constraints of
the current embodiment of the technology, there exists a certain height of the component for
which remelting will occur. This height is demarcated at the location where the "bumpiness" is
eliminated and relative "smoothness" prevails, as can be seen in the circular cylinder. As the
component grows beyond this height, the remelting depth will continue to increase due to
increased heating to the effective substrate. Hence, the component walls will thicken due to
slower solidification rates. There is an ongoing work at UCI to identify the heat flux required for
the minimum remelting of the effective substrate and to develop processing conditions for which
this heat flux seen by the substrate remains constant for each geometry desired. In this manner,
the fidelity of the microstructure, mechanical properties and geometry will remain intact.
At this stage in the development of the PDM technology, electrostatic charging and deflection is
not employed. However, in the final realization of the technology, charging and deflection will
be utilized in order to control the droplet density as a function of the component geometry, and to
print fine details at high speed and at high precision. The charging and deflection of droplets
bears many similarities to the technology of ink-jet printing, except that in the current application
of PDM, large lateral areas are printed, thereby requiring significantly higher droplet charges
than in ink-jet printing. The high charges on the closely spaced droplets result in mutual inter-
droplet interactions that are not apparent in the application of ink-jet printing. Recent
experimental and numerical results on the subject of droplet interactions due the application of
high electrostatic charges are presented elsewhere [2]. Droplet charging and deflection has been
successfully applied to the "printing" of electronic components such as ball grid arrays (BGA's)
[3] with a high degree of success. Hence, we aim in future work to bridge the technology of fine
pitch printing of electronic components with that of net-form manufacturing.
A vast body of research on controlled droplet formation from capillary stream break-up over the
past decade forms the basis of the PDM technology and has enabled ultra-precise charged droplet
formation, deflection and deposition that makes feasible many emerging applications in net-form
manufacturing and electronic component fabrication [4-9]. Unlike the Drop-on-Demand mode
of droplet formation, droplets can be generated at rates typically on the order of 10,000 to 20,000
-
8/12/2019 Al FDM Fabber
4/24
Accepted for publication inAluminum Transactions Journal, 2000
droplets per second, from capillary stream break-up and can be electrostatically charged and
deflected onto a substrate with a measured accuracy of 12.5 m.
The technologies of 3D printing (3DP) [10-12] and shape deposition manufacturing (SDM) [13-
15]bear similarities to PDM in as much as they rely on the deposition of precisely controlled
molten droplets. In 3DP, parts are manufactured by generating droplets of a binder material with
the Drop-on-Demand mode of generation and depositing them onto selected areas of a layer of
metal or ceramic powder. After the binder dries, the print bed is lowered and another layer of
powder is spread in order to repeat the process. The process is repeated until the 3-D component
is fabricated.
Similarly, the process of SDM relies on uniform generation of molten metal droplets. However,
the droplet generation technique is markedly different than droplet generation from capillary
stream formation, which is the method employed in this work. In SDM, the tip of a feedstock
wire is melted with the aid of a plasma-welding torch to form droplets that are typically on the
order of 1-10 mm in diameter. The droplets impinge upon a substrate where they fuse with
previously deposited and solidified material. With SDM, high quality metallic, ceramic and
polymer components have manufactured.
2. Experimental Procedures
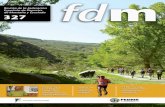
Figure 3 illustrates a conceptual schematic of the molten aluminum droplet generation and
deflection apparatus. The main component is a graphite lined titanium cartridge that contains the
molten aluminum or aluminum alloy. The alumina orifice is contained at the lower end of the
cartridge and a vibrating plunger rod is inserted through an adapting plate at the upper end and is
extended through the entire length of the cartridge. An active cooling flange shields the
piezoelectric crystal from extreme temperatures. The molten aluminum is pressurized with a
driving pressure that is typically on the order of 20 psi. The pressure perturbation established by
the vibrating rod is on the order of 5% of the driving pressure. The pressure perturbation
translates to a radial perturbation on the capillary stream, which will grow until droplets are
pinched off from the stream. The droplets are injected into an inert environment with an oxygen
content of less than 25 ppm.
-
8/12/2019 Al FDM Fabber
5/24
Accepted for publication inAluminum Transactions Journal, 2000
3. Droplet Generation and Manipulation
This paper focuses on the generation and deposition of highly uniform molten aluminum droplets
generated from capillary stream break-up and their application to net-form manufacturing. For
purposes of brevity, the basic physics of conventional droplet generation from capillary stream
break-up is omitted and the reader is referred to the informative review papers [16, 17], or other
numerous references on the subject in the literature base.
Our experiments have revealed the critical importance of maintaining an environment virtually
devoid of oxygen. It was found that the aluminum capillary stream is very efficient in capturing
oxygen. Small trace amounts of oxygen in the jetting environment cause the droplet stream to
lose its angular stability. Larger amounts of oxygen prohibit entirely the capillary disturbance to
grow on the stream, eliminating the possibility of generating droplets.
Additionally, it has been found in this and in previous work [9] that oxides within the melt are
the leading cause of angular instabilities of the droplet stream. Hence, meticulous attention must
be paid to filtering the molten aluminum and insuring that it is maintained in an inert
environment at all times.
With the above precautions, we have been successful in generating uniform and angularly stable
streams of droplets from capillary stream break-up. Care must also be taken with respect to the
selection of the characteristics of the forcing disturbance in order to achieve a stream of drops
with highly uniform diameters and inter-droplet spacings. The nondimensional wavenumber
( *ok ) is defined as the ratio of the stream circumference to the wavelength of the applied
disturbance and is likely the most important parameter in capillary stream break-up. It is well
known that the capillary wave growth on an inviscid jet subject to conventional forcing grows
the fastest for *ok = 0.697. It has also been shown previously [5] that droplet generation at the
wavenumber corresponding to fastest wave growth results in the most uniform droplet stream
and generation at wavenumbers far from that of maximum growth lead to droplet streams with
highly irregular characteristics. Therefore, droplet generation with conventional forcing
(sinusoidal disturbance resulting in a droplet stream such as that shown in Figure 3) is restricted
-
8/12/2019 Al FDM Fabber
6/24
Accepted for publication inAluminum Transactions Journal, 2000
to a small range of wavenumbers that will result in uniform droplets.
Use of amplitude-modulated (a-m) disturbances, however, will bypass the limitation imposed by
conventional forcing. Figure 4 illustrates the ability to manipulate and control the droplet stream
characteristics through variations in the applied force. The images were obtained by
backlighting the droplet stream and capturing the droplet configuration on videotape. Individual
frames were processed and reproduced as shown in Figure 4. In Figure 4a the droplets were
generated with an a-m disturbance with a frequency ratio of N = fc / fm = 3, where the carrier
frequency (fc) is selected to be in the region of Rayleigh growth, and is 12,000 Hz. Figure 4b
illustrates the a-m disturbance that is applied to the piezoelectric crystal that initiated the stream's
radial instability. Examination of Figure 4 and other similar experimental realizations reveal that
when an a-m disturbance with an integer frequency ratio (N) is employed for droplet generation,
groups of N droplets systematically merge in flight to form the final stream of droplets. The
droplet configurations and the time required to achieve the droplet configurations are predictable
with knowledge of the forcing disturbance characteristics. Excellent comparison between
experiment and simulation are provided elsewhere [4, 6]. The final droplet configuration
consists of droplets that are separated by a distance of Nand have diameters equal to N1/3 times
the diameter of the original carrier droplet, where 2 is the wavelength of the applied carrier
disturbance, i.e., the wavelength of the disturbance employed in conventional Rayleigh modedroplet formation. The droplets shown form a highly-regularly spaced and sized droplet stream.
In fact, the speed dispersion, which is a measure of the uniformity of the droplet stream,
decreases as 1/N, so that the a-m droplet stream is more uniform than the conventionally
generated stream. Additionally, the effective wavenumber of the a-m generated stream is *ok /N,
so that the droplet streams shown in Figure 4 has an effective wavenumber of 0.232. Generation
of these droplet streams with a conventional disturbance would be impossible due to the severe
degradation in uniformity that occurs at generation at such low wavenumbers.
In addition to generating highly uniform streams of droplets at extended wavenumbers, droplet
streams can be customized for a given application, where the droplet sizes and separations can be
selected a priori. Figure 5 illustrates one example of the evolution of a droplet pattern that
consists of repeated sequences of large-small-large droplets. This droplet stream was generated
-
8/12/2019 Al FDM Fabber
7/24
Accepted for publication inAluminum Transactions Journal, 2000
with a frequency ratioN = 3.5.
The microstructural characteristics of several tubes similar to those shown in Figure 2 that were
fabricated with AA2024 aluminum alloy droplets were examined. The processing parameters
are included below in Table I. In the table, To is the initial capillary stream temperature, Ts is the
initial substrate temperature and m/l is the mass delivered per unit length to the substrate, which
is directly related to the droplet speed and substrate speed. We chose not to characterize the
results in terms of the mass flow rate ( )m& since it contains no information regarding the amount
of material overlap on the substrate (a function of substrate speed), which is of critical
importance for the geometric and mechanical quality of the component. The cylinders were
sectioned, and the sections were polished and subsequently photographed with an optical
microscope. The samples were etched with a modified version of Keller's Reagent, which
consists of 31% H2O, 31% HCl, 31% HNO3 and 7% HF.
Table I. Processing properties of cylindrical components.
Microphotographs shown in Figure number 8 9 10
To (oC) 787 787 830
Ts(oC) 176 176 149
m/l(kg/m) 1.02 1.02 1.19
Micro-hardness tests were conducted on the above samples directly after fabrication (with no
post-working) at OCM Test Laboratory in Anaheim California. The results were provided as
Rockwell "B" Hardness values, which were converted to BNH values (500 kg load and a 10 mm
diameter ball) in order to compare to the unworked AA2024 reference stock that has a Rockwell
"B" Hardness value of less than zero and a BNH value of 47. The measurements were conducted
by averaging five readings over a vertical distance of 1.0 cm in the sample. The procedure is
identified as ASTM-E-384. The specific gravity was also measured by OCM Test Laboratories
for the specimens.
4. Results
-
8/12/2019 Al FDM Fabber
8/24
Accepted for publication inAluminum Transactions Journal, 2000
Alum inum Bal l Fabr icat ion
By selecting processing parameters that allow the droplets to solidify in flight, uniform
aluminum balls can be fabricated with capillary stream break-up. Shown in Figure 6 are
solidified aluminum (AA2024) balls that are 190 m in diameter and were generated at a rate of
17,000 balls per second, this corresponds to 1.85 kg/hour. The droplet size can be estimated
from conservation of mass by assuming that mass in one wavelength () of the capillary stream
of initial radius (ro)forms a carrier droplet of radius rd:
31
2
3
4
= od rr
And relating the wavelength of the applied disturbance to the nondimensional wavenumber )*ok ,
which is held constant in experiment, the above equation for rdcan be rewritten as:
31
*3
8
=
o
odk
rr
The size of the droplets generated with a-m disturbances with integer frequency ratios is just
rdN1/3. The droplet production rate can be written as:
o
o
cr
Vkf
2
*
=
or fc/N for droplets generated with integer frequency ratios. In the above, the stream speed (V) is
estimated experimentally from conservation of mass measurements obtained by photographing
the image of the droplet stream. The disturbance wavelength () was measured by averaging up
to 20 inter-droplet spacings off of several video images. Knowledge of the driving frequency (fc)
and wavelength () enables the estimate of stream speed V = fc. Measurements reveal that the
balls are uniform to within 10.60% of the mean diameter without any sorting or sieving. Hence,
droplet generation from capillary stream break-up provides a natural mechanism for highly
-
8/12/2019 Al FDM Fabber
9/24
Accepted for publication inAluminum Transactions Journal, 2000
uniform ball formation.
Figure 7 illustrates the microstructure in an individual solidified aluminum ball. The scale
shown is 10 microns and hence, the small dimension of the grain size is on the order of 10
microns. The use of such spheres is beneficial for a host of emerging applications and the
production rate can be scaled-up by using arrays of orifices.
M icrostr uctu ral Characterist i cs of N et-Form ed Component s
Components were analyzed for their chemical composition and compared to the corresponding
pre-jetted characteristics. It was found in all cases that the composition of the droplet-deposited
components was consistent with AA2024 aluminum alloy, and therefore the process of droplet
deposition does not significantly alter the alloy composition.
Figure 8 illustrates the microstructure of a tube component fabricated in a manner as illustrated
in Figure 1. The microstructure is sampled from a location at 5.0 mm from the substrate. It can
be seen that the grain size is on the order of 50 m.
Figure 9 shows the microstructure of a sample that was taken from a distance of 1l0 mm from the
substrate fabricated with the same processing conditions. It can be seen that the grain size issignificantly larger than that of the corresponding sample closer to the substrate. The reason for
the larger grain size is that the component temperature increases with increasing component
height. This is because the droplets are delivered at a rate that is too high to allow for cooling
prior to the arrival of the subsequent droplets. Hence, as the component grows, the depth of
molten aluminum increases, thereby increasing the solidification time. It is well known that an
increase in solidification time can be correlated to an increase in grain size. As mentioned
earlier, current work is focused on modeling the heat flux required to locally remelt a thin layer
of the previously solidified material in efforts to maintain a constant heat flux for any fabrication
geometry.
Figure 10 is a microphotograph of a component illustrating coarse precipitation zones. The
reason for the coarse precipitation zones is that both the droplet temperature and the mass
-
8/12/2019 Al FDM Fabber
10/24
Accepted for publication inAluminum Transactions Journal, 2000
delivered per unit length of substrate was higher than those for the components fabricated in
Figures 8 and 9, thereby transferring more heat from the molten droplet stream to the component.
Hardness
It was found that the samples without the coarse precipitation zones had a hardness of over twice
that of the raw stock, with typical BNH values in the range of 95-101. No significant difference
in hardness was measured between samples obtained near the substrate or far from the substrate.
The value of BNH hardness for sample shown in Figure 10 is 77, which is significantly lower
than that of the other samples and it is concluded to be a result of the coarse precipitates that are
observable in the micrograph and are due to elevated heating.
Specifi c Gravi ty
The specific gravity of specimens was found to vary from 2.62 to 2.71 g/cc, where the raw stock
value of 2.70 g/cc is used as a reference. Hence, cylinders have been fabricated that are fully
dense and devoid of measurable porosity. Even the specimen shown in Figure 10 is only 1.5%
less dense than our reference value, yet the hardness is significantly lower than the other samples
in this work. Hence, the generation of widespread coarse precipitates appears to be the
influencing factor for the generation of softer components, and not the presence of porosity.
5. Conclusions
This paper describes the generation and deposition of molten aluminum alloy droplets for
advanced manufacturing applications. Several important findings have been reported in this
paper, which chronicles the development of the PDM process. The most important findings are
summarized below.
We have found that molten aluminum alloy droplets can be consistently generated from capillary
stream break-up, provided that great care has been taken to remove traces of oxygen from the
jetting environment, and to filter residual oxides from the melt, which both have the tendency to
cause angular jitter in the droplet stream. Large concentrations of oxygen in the jetting
environment will eliminate the possibility of generating droplets altogether. Measurements have
revealed that aluminum alloy AA2024 droplets can be generated from capillary stream break-up
-
8/12/2019 Al FDM Fabber
11/24
Accepted for publication inAluminum Transactions Journal, 2000
and deposited in an inert environment without deviation from specified alloy composition limits.
Capillary stream break-up provides an attractive method for generating highly uniform metallic
spheres at relatively high rates. Aluminum alloy AA2024 spheres have been fabricated at a rate
of 18,000 spheres per second, which corresponds to 1.85 kg/hour for one orifice. Typical sample
measurements reveal that the uniformity in sphere diameter is 0.60% of the average diameter.
Molten aluminum-droplet deposition has been utilized for the fabrication of net-shape structures.
Though the process is still immature, several important findings can be reported. 1) It has been
found that structures as high as 11.0 cm can be formed (11.0 cm is the greatest height that our
current apparatus will permit) with little measurable changes in component characteristics; 2)
BNH of as-deposited material is roughly twice that of (annealed) raw stock; 3) an increase in
hardness of 100% over the raw stock can be achieved under certain processing conditions and 4)
fully dense components can be fabricated with this process.
With respect to microstructural and mechanical properties of the manufactured components, it
was found that the processing parameters that govern the geometric, mechanical and
microstructural integrity of the net-formed component are coupled with each other. It was found
that the most important factor is the heat flux received by the cylinder during droplet deposition.The heat flux can be affected by varying the mass delivered per unit length, the droplet
temperature or the substrate temperature. Extreme heating of the cylinder through any of the
mechanisms discussed above results in coarsely precipitated microstructure, which can reduce
the hardness of the component. Additionally, extreme heat fluxes also thickened cylinder walls
due to slow solidification times. It is also important, however, that the droplets not be too cool
prior to impingement, else the droplet boundaries will remain intact thereby reducing the
structural integrity of the component. Hence, there is a trade-off between high heat fluxes to
reduce porosity and increase hardness and low heat fluxes for higher control over component
geometry and finer microstructures.
It is believed that the results presented here are an underestimate of the microstructural
refinement and mechanical quality enhancements of the final realization of PDM technology.
-
8/12/2019 Al FDM Fabber
12/24
Accepted for publication inAluminum Transactions Journal, 2000
This is because the droplets did not solidify as rapidly as they will in the final PDM technology
since electrostatic charging and deflection was not employed in the present work. In the final
realization of PDM, the droplets will be deflected to different locations on the substrate, allowing
the splats to cool prior to the next splats arrival. In this manner, the temperature of the
previously deposited and solidified material will not increase with time, allowing the droplets to
rapidly solidify which leads to refined microstructures and enhanced mechanical properties.
Acknowledgment: This work has received the generous support from Boeing Commercial
Airplane Company (BCA-23483), Lawrence Livermore National Laboratories (B345710) and
the National Science Foundation (DMI-9622400).
References
1. M. Orme and C. Huang, "Phase Change Manipulation for Droplet-Based Solid Freeform
Fabrication of Aluminum Components,"ASME J. Heat Transfer, vol. 119, 1997, pp 818 832
2. Q. Liu, C. Huang and M. Orme, "Mutual Electrostatic Interactions Between Closely Spaced
Charged Solder Droplets"Journal of Atomization and Sprays, (in print, September 2000)
3. E. P. Muntz, M. Orme, G. Pham-Van-Diep and R. Godin, "An Analysis of Precision, Fly-
Through Solder Jet Printing for DCA Components" presented at the 30th International
Symposium on Microelectronics, Pennsylvania, published by IMAPS -Int. Microelectronics
Packaging Soc., Reston, VA, USA 1997, pp. 671-680
4. M. Orme and E. P. Muntz, "The Manipulation of Capillary Stream Breakup Using Amplitude
Modulated Disturbances: A Pictorial and Quantitative Representation," Phys. of Fluids, vol. 2,
no. 7, 1990, pp. 1124 - 1140
5. M. Orme, "On the Genesis of Droplet Stream Microspeed Dispersions," Physics of Fluids,
vol. 3, no. 12, 1991, pp 2936 - 2947
6. M. Orme, K. Willis and V. Nguyen, "Droplet Patterns from Capillary Streams," Physics of
-
8/12/2019 Al FDM Fabber
13/24
Accepted for publication inAluminum Transactions Journal, 2000
Fluids, vol. 5, 1993, pp 80 - 90
7. M. Orme, "A Novel Technique of Rapid Solidification Net-Form Materials Synthesis,"
Journal of Materials Engineering and Performance, vol. 2, no. 3, 1993, pp 399 - 405
8. M Orme, C. Huang and J. Courter, "Precision Droplet Based Manufacturing and Material
Synthesis: Fluid Dynamic and Thermal Control Issues", ILASS Journal of Atomization and
Sprays vol. 6, 1996, pp 305 - 329
9. M. Orme and R. Smith, "Enhanced Aluminum Properties with Precise Droplet Deposition"
ASME Journal of Manufacturing Science and Engineering, 2000 (in print, expected v. 122)
10. E. M. Sachs, M. J. Cima, P. Williams, D. Brancazio and J. Cornie, "Three Dimensional
Printing: Rapid Tooling and Prototypes Directly from a CAD Model" J. Eng. Ind., vol. 114, 481-
488, 1992,
11. E. Sachs, M. Cima, J. Bredt and A. Curodeau, "CAD-Casting: The Direct Fabrication of
Ceramic Shells and Cores by Three Dimensional Printing, "Man. Rev., vol. 5, no. 2, pp 118-126
1992
12. T. Jackson, N. Patrikalakis, E. Sachs, and M. Cima, "Modeling and Designing Components
with Locally Controlled Composition," Solid Freeform Fabrication Symposium, Austin, Texas,
1998, pp. 259 - 266.
13. F. B. Prinz, L. E. Weiss, C. H. Amon and J. L. Beuth, "Processing, Thermal and Mechanical
Issues in Shape Deposition Manufacturing," Solid Freeform Fabrication Symposium, Austin,
Texas, 1995, pp. 118-129.
14. C. H. Amon, J. L. Beuth, R. Merz, F. B. Prinz, and L. E. Weiss, "Shape Deposition
Manufacturing with Microcasting: Processing, Thermal and Mechanical Issues, ASME J.
Manufacturing Science and Engineering,vol. 120, 1998, pp. 656-667.
-
8/12/2019 Al FDM Fabber
14/24
Accepted for publication inAluminum Transactions Journal, 2000
15. J. Fessler, A. Nickel, G. Link, and F. Prinz, "Functional Gradient Metallic Prototypes
through Shape Deposition Manufacturing" Solid Freeform Fabrication Symposium, Austin,
Texas, USA, 1997, pp. 521 - 528.
16. D. B. Bogy, "Drop Formation in a Circular Liquid Jet" Ann. Rev. Fluid Mech., vol. 11, 1979,
pp. 207-228.
17. M. J. McCarthy and N.A. Molloy, "Review of Stability of Liquid Jets and the Influence of
Nozzle Design" Chem. Engineering, vol. 7, 1974, pp. 1-20.
-
8/12/2019 Al FDM Fabber
15/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 1: Conceptual schematic of cylinder fabrication on a flat-plate substrate with controlled
droplet deposition.
Molten
droplet
stream
Substrate motion
Fabricate
d
Inert
-
8/12/2019 Al FDM Fabber
16/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 2: Examples of preliminary components fabricated with PDM. The tall square tubeshown horizontally is 11.0 cm.
-
8/12/2019 Al FDM Fabber
17/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 3: Schematic of experimental apparatus
Droplet formation withan average inter-droplet
spacing equal to
Molten aluminum
Cartridge
orifice
Stagnation pressure
regulation
Active coolingflange
Periodic signal of
wavelength topiezoelectric crystal
-
8/12/2019 Al FDM Fabber
18/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 4: (a) evolution of droplets into modulation drops with an amplitude modulation ratioN=3, (b) amplitude modulated disturbance to the piezoelectric crystal
(a)
(b)
-
8/12/2019 Al FDM Fabber
19/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 5: (a) evolution of droplets into a stable configuration of large-small-large with anamplitude modulation ratio N=3.5, (b) amplitude modulated disturbance to the piezoelectric
crystal
(a)
(b)
-
8/12/2019 Al FDM Fabber
20/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 6: SEM photograph of 2024 aluminum balls fabricated with capillary stream break-up
-
8/12/2019 Al FDM Fabber
21/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 7: Optical micrograph of cross-sections of several droplets illustrating grain structure(top view of a cut)
-
8/12/2019 Al FDM Fabber
22/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 8: Microstructure of aluminum cylinder sampled at 5.0mm from substrate
-
8/12/2019 Al FDM Fabber
23/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 9: Microstructure of cylinder sampled at 65mm from the substrate
-
8/12/2019 Al FDM Fabber
24/24
Accepted for publication inAluminum Transactions Journal, 2000
Figure 10: microstructure of a component that illustrates coarse precipitates