Acero para moldes - Axxecol S.A.axxecol.com/_Axxecol/_DwPortal/Documents/Aceros para moldes.pdf ·...
20
Acero para moldes
Transcript of Acero para moldes - Axxecol S.A.axxecol.com/_Axxecol/_DwPortal/Documents/Aceros para moldes.pdf ·...

Acero para moldes
1
Acero para moldes

Acero para moldes
2
ContenidoDiseño del producto .............................. 4
Diseño del molde ................................... 6
Fabricación del molde ............................ 10
Moldeado .............................................. 14
Servicio: Stock y consumibles ................ 17
Programa de Productos ......................... 18
Selección del Acero para Moldes ........... 19
Esta información se basa en nuestros conocimientos y vadirigida a indicar las características de nuestros productos y suutilización. No debe considerarse como una garantía de laspropiedades específicas de los productos descritos o unagarantía de conveniencia destinada a un tema concreto.

Acero para moldes
3
Normalmente el costo del acerode un molde representa sóloentre el 5 y el 10% del costo
total de la herramienta. Es incluso unaparte todavía más pequeña del costo to-tal de fabricación.
El moldista es conocedor de éste temay sabe también que el costo excesivo delmantenimiento del molde por ejemplo, elrepulido, limpieza, reemplazo de partesdañadas o rotas, debe también tenerse enconsideración. Todo ello incrementa losparos de trabajo y los costos. En el peorde los casos conllevaría posibles proble-mas de incumplimiento de plazo de en-trega, pérdida de confianza del cliente,etc…
De forma breve, podemos decir que elmoldista sabe que es él quién debe solu-cionar el problema de maximizar la vidadel molde y el rendimiento de la herra-mienta, en otras palabras, que el moldeconsiga obtener el menor costo posiblepor pieza fabricada.
Sabe también, por propia experiencia,que una de las más importantes decisio-nes radica en especificar el mejor aceropara moldes posible para cada trabajoconcreto.
Por nuestra parte, en UDDEHOLM he-mos desarrollado una serie de aceros paramoldes de alto nivel a fin de que losmoldistas puedan utilizar el mejor mate-rial en sus trabajos.
En éste catálogo presentamos los ace-ros de alta gama. Hacemos menciónespecial de los factores más importantesque contribuyen a la obtención de pro-ducciones rentables en el moldeado deplásticos.

Acero para moldes
4
Diseño del ProductoUddeholm puede ayudar al proyectistaa asegurar que el molde concuerdeexactamente con el concepto original.
Nuestra organización mundial puedesuministrar acero para moldes de altacalidad a fin de cumplir con todos losrequisitos de moldeo y extrusión deplástico.
Nuestro Servicio Técnico puede ofre-cer información y competentes consejossobre la selección del acero adecuado,tratamiento térmico y aplicacionestécnicas.
EL PROYECTISTA:UN PAPEL IMPORTANTE
Una vez se ha decidido crear una nuevapieza, el proyectista debe tener encuenta muchos criterios que deberáncumplirse.
Además del rendimiento puramentefuncional, a menudo se requiere que elmolde cumpla con un alto standard decalidad y toleráncias durante toda suvida de producción.
El hecho de que éstos requisitos sevean cumplidos depende en gran medi-da el diseño adecuado del componente,buen diseño del molde y en la seleccióndel mejor acero para la fabricación deéste.
ELECCION DEL ACERO PARAMOLDES MAS ADECUADO A CADAAPLICACION
El proyectista está por tanto involucradode forma directa en muchas decisionesimportantes. Decisiones que tarde otemprano se relacionarán con el aceropara moldes seleccionado.Se planteará algunos temas como:¿ Hasta qué punto es importante elacabado de la superficie ?¿ Es necesario un pulido espejo ?(En la página 10 observarán cómopodemos ayudarles a responder éstaspreguntas.)¿ Deberá fotograbarse el molde ?¿ Deben unirse piezas fotograba-das ? por ejemplo piezas de interio-res de automóviles.(En la página 13 encontrarán aquelloque Uddeholm puede ofrecer en éstecampo.)

Acero para moldes
5
¿ Va a utilizarse un material corrosi-vo, abrasivo o ambos ?(Amplia información sobre cómo trata-mos éste tema en página 19.)
¿ Qué importancia vital tiene elguardar toleráncias estrechas ?
¿ Cuántas piezas deben fabricarse ?(La respuesta es importante puesto quela cantidad de fabricación afectarádirectamente el grado de resistencia aldesgaste y otras propiedades solicitadasen el material del molde.)
¡ EVITE LAS ESQUINAS AGUDAS YOLVIDESE DE PROBLEMAS !
El hecho de evitar los cantos y las esqui-nas agudas siempre que sea posible, esun buen ejemplo de cómo un proyec-tista experimentado puede mejorar lavida del molde e incrementar la produc-tividad.
Las esquinas agudas en las piezasmoldeadas, y en consecuencia en elmolde, son puntos potenciales de inicia-ción de tensiones (grietas). Puntos críti-cos que pueden ser causantes de grietaso roturas tanto en la pieza como en elmolde.
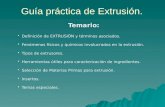
Efecto del incremento del radio en la resistencia al impacto.(Tipo de acero: 1.2344 a 46–47 HRC. Probeta tomada de la super-ficie en sentido longitudinal.)
RESISTENCIA AL IMPACTOKU
Aumentando el radio de las esquinasde la pieza moldeada, el proyectistapuede mejorar de forma significativa laresistencia al impacto del molde.
El resultado es un molde más resis-tente, con gran capacidad de soportargrandes presiones tanto de cierre cómode inyección.
30
25
20
15
10
5
0,25 0,75 1,25 1,75 2,25 mm
RADIO

Acero para moldes
6
Diseño del MoldeEl diseñador del molde puede contribuirde forma significativa en la obtenciónde una economía pensando un poco deforma «Standard», es decir, utilizandocalidades de acero standard, medidas yplacas mecanizadas standard.
EL IMPORTANTE PAPELDEL DISEÑADOR DEL MOLDE
En su incansable afán de fabricar elmejor molde posible, el diseñador delmolde se enfrenta a varios requisitosque deberán cumplirse.
Conjuntamente con el moldista com-parte la gran responsabilidad de fabri-car un molde que ofrezca una produc-ción fiable y económica de la piezaconcebida por el diseñador del pro-ducto.
Asimismo se esfuerza en asegurarque el molde pueda construirse de laforma más sencilla y económica posiblepor el moldista.
El hecho de que éstos requisitos sevean cumplidos o no dependen, en granmedida en especificar el mejor acero yla dureza requerida para el molde encuestión.
Un gran diseñador puede añadir atodos los puntos mencionados unaayuda inestimable pensando de forma«standard».
MENTALIDAD «STANDARD»:PRODUCCION RAPIDA
La mayor parte de los diseñadores demoldes están habituados a especificardistintos tipos de piezas standard comoguías, ejes, expulsores, etc… Puestoque éstas piezas se encuentran disponi-bles en el mercado de forma rápida y aprecios competitivos, son de gran ayudapara el moldista, ahorrándole un tiempovalioso.
Pero todavía puede ahorrarse mástiempo y dinero. Esto puede realizarseextendiendo ésta mentalidad «stan-dard» a las medidas, placas mecaniza-das y calidades de acero.
De hecho, especificando calidades deacero disponible en medidas standard,el moldista puede asegurar entregaspuntuales al tiempo que mantiene en
un mínimo los costos de mecanizado yla pérdida de material.
ELECCION DEL ACERO ADECUADOPARA LA OBTENCION DE UNBUEN MOLDE Y UNA PRODUCCIONECONOMICA
La elección de la calidad del acero y delsuministrador se realiza frecuentementedurante la etapa de diseño a fin desimplificar y agilizar el suministro delmolde. Por tanto, el material y las piezasnecesarias pueden solicitarse con tiem-po suficiente planificándose el trabajode forma adecuada.
No se trata siempre de una tareafácil. En muchos casos la elección deuna calidad de acero es un compromisoentre los deseos del moldista y delusuario final.
El moldista está principalmente inte-resado en la mecanibilidad del acero,su pulibilidad, tratamiento térmico ypropiedades para el tratamiento de lasuperficie.
El usuario solicita un molde conbuena resistencia al desgaste y a lacorrosión, alta resistencia a la compre-sión, etc…

Acero para moldes
7

Acero para moldes
8
TIPOS DE ACERO PARAMOLDES MAS UTILIZADOSLos distintos tipos de acero para moldesmás utilizados normalmente son:• Acero pretemplado para moldes
y portamoldes• Acero de temple para moldes• Acero para moldes resistente a la
corrosión.(Para obtener información más ampliasobre éstos tipos de acero y suspropiedades consultar páginas 18–20.)
CUANDO DEBE UTILIZARSEUN ACERO PRETEMPLADO PARAMOLDES Y PORTAMOLDES
Este tipo de acero se utiliza principal-mente para:• Moldes grandes• Moldes con poca exigencia en
resistencia al desgaste• Placas soporte de alta resisten-
cia.Estos aceros son suministrados en
la condición de templado y revenido,normalmente a un nivel entre 270–350 Brinell.
No es necesario realizar ningúntratamiento térmico antes de poner elmolde en servicio.
En la mayoría de los casos, la durezapuede incrementarse mediante un tem-ple a la llama o nitruración (ver capítulo«El por qué del Tratamiento Térmico»en pág. 11).
El acero pretemplado para moldes seutiliza generalmente para moldes gran-des y moldes con series de producciónmoderadas.
ACERO PRETEMPLADO DEUDDEHOLM PARA MOLDES YPORTAMOLDES
IMPAX SUPREME, acero refinado me-diante la técnica de desgasificación alvacío, ofrece una buena mecanibilidad yhomogeneidad, excelente aptitud depulido y consistentes propiedades defotograbado gracias a su bajo contenidoen Azufre.
HOLDAX, frecuentemente recomen-dado para bloques soporte de alta resis-tencia y para moldes grandes en los queno se requiera un gran pulido. Ofreceuna mecanibilidad excelente, permitien-do realizar dibujos profundos y efectuartaladros en la cavidad.
Tanto IMPAX SUPREME comoHOLDAX son aceros pretemplados quese suministran a una dureza de 290–330 Brinell.
RAMAX S, acero pretemplado inoxi-dable para portamoldes. Se suministrapremecanizado a una dureza aproxima-da de 340 Brinell. Ofrece una excelentemecanibilidad y resistencia a la corro-sión.
Es también un compañero ideal paraSTAVAX ESR, POLMAX y ELMAX.
¿ CUANDO DEBE UTILIZARSEACERO DE TEMPLE ?
Este tipo de acero se utiliza normalmen-te para:• Largas series de producción• Resistir la abrasión de algunos
materiales de moldeado• Contrarrestar las grandes presio-
nes de cierre o inyección.Se suministra en estado de recocido
blando. Normalmente se realizan opera-ciones de desbaste, liberación de tensio-nes, mecanizado de acabado, templadoy revenido a la dureza requerida y final-mente se rectifica, frecuentemente sonpulidos o fotograbados.
El acero de temple se emplea paracavidades e insertos, normalmentesituados en placas soporte de aceropretemplado tipo RAMAX S o HOLDAX.
Utilizando un acero de temple oinsertos, por ejemplo a un nivel de 48–60 Rockwell C, obtendremos una mejorresistencia al desgaste a la deformacióne indentación y buena pulibilidad.
Una buena resistencia al desgaste esespecialmente importante cuando seutilizan materiales plásticos reforzados
o con aditivos. La resistencia a la defor-mación o indentación en la cavidad,canales de alimentación o líneas departición, ayuda a mantener la calidadde la pieza.
Es también importante contar conuna buena aptitud de pulido cuando serequiera un buen acabado de la supe-rficie en la pieza fabricada.

Acero para moldes
9
ACERO DE TEMPLE DE UDDEHOLM
STAVAX ESR, POLMAX, ORVAR SUPRE-ME y GRANE son calidades típicas detemple de Uddeholm.
CALMAX, RIGOR, y ELMAX son otrosaceros que recomendamos para moldesque requieren una alta resistencia aldesgaste. Son utilizados a durezassuperiores a 56 Rockwell C.
VANADIS 10, nuestra calidad enacero rápido fabricada mediante elproceso de pulvimetalúrgia, es la quecuenta con más resistencia al desgaste.
CUANDO DEBE UTILIZARSEUN ACERO RESISTENTE A LACORROSION
Si el molde debe ser expuesto a riesgosde corrosión, recomendamos, sin lugar adudas utilizar un acero inoxidable.
SELECCION DE LA DUREZADE TRABAJO ADECUADA PARA EL MOLDE
La dureza de trabajo del molde y eltratamiento térmico utilizado para al-canzarla es un importante factor queinfluye en muchas propiedades. Propie-dades tales como tenacidad, resistenciaa la compresión, desgaste y resistenciaa la corrosión.
Generalmente, puede decirse que unaumento de la dureza resulta en unamejor resistencia al desgaste, a la pre-sión e identación, mientras que unabaja dureza conlleva una mejor tenaci-dad.
La dureza normal de trabajo para unacero de temple es entre 48–60 Rock-well C. La dureza óptima utilizada de-pende del acero seleccionado, tamañodel molde, forma y distribución de lascavidades, proceso de moldeado, mate-rial plástico, etc…
Consulte la página 19–20 para lascalidades de acero recomendadas ydureza de trabajo requerida por distin-tos materiales plásticos.
Para más información sobre el trata-miento térmico de moldes de plásticosolicite el catálogo de Uddeholm «Trata-miento Térmico de Acero para Herra-mientas».
ACERO PARA MOLDES RESISTENTEA LA CORROSION DE UDDEHOLM
STAVAX ESR, acero para moldes resis-tente a la corrosión que ofrece unaexcelente capacidad de pulido en com-binación con una buena mecanibilidad.
POLMAX, acero para moldes tambiénresistente a la corrosión que va «másallá» de la calidad STAVAX ESR en elconcepto de pulido. Esta calidad se hadesarrollado especialmente para cubrirlas exigencias de los fabricantes deproductos de alta tecnología comoCompact Disc, Diskettes de memoria yLentes de Contacto.
ELMAX, finalmente, es un acero deltipo pulvimetalúrgico para moldes,cuyas principales ventajas son la altaresistencia al desgaste y a la corrosión.
CORRAX es un acero de temple porprecipitación que cuenta con unaexcepcional resistencia a la corrosión,un fácil tratamiento térmico y unabuena capacidad de soldadura.
El incremento en el costo inicial deéste tipo de acero es normalmenteinferior al costo de realizar un simplerepulido o una operación de recubri-miento de un molde realizado con aceroconvencional.
Los moldes de plástico pueden verseafectados por la corrosión en formasdistintas:• Algunos materiales plásticos
pueden producir corrosión, porejemplo el PVC.
• La corrosión conlleva una reduc-ción de la eficacia en la refrigera-ción una vez los canales tienenoxido o se encuentran completa-mente obstruidos.
• Y claro está, la condensacióncausada por largos paros en laproducción, condiciones de tra-bajo o almacenaje húmedos, con-ducen fácilmente a la corrosión.
OTROS MATERIALES
ALUMEC se recomienda para prototiposy series cortas de fabricación, con pocosrequisitos en resistencia y resistencia aldesgaste.
Las aleaciones de Cobre BerilioMOLDMAX HH y PROTHERM son utili-zadas en moldes cuando se requiereuna alta conductividad térmica.

Acero para moldes
10
IMPAXSUPREMECALMAXSTAVAX ESRPOLMAXORVARSUPREMEGRANEELMAXCORRAX
Acero para RAMAX Sbloques de HOLDAXsujeción UHB 11
FORMAX
Fabricacióndel moldeUna parte sustancial del coste total dela herramienta es la fabricación delmolde. Es por tanto primordial, que ésteproceso de fabricación se realice sininterrupciones.
EL IMPORTANTE PAPELDEL FABRICANTE DEL MOLDE
Un taller bien equipado que cuente conpersonal competente y experimentadoes parte esencial del proceso de fabrica-ción del molde.
Una inversión significativa de lo querepresenta éste proceso se enfoca haciael material del molde. Por tanto, unmoldista experimentado exige unosaltos requisitos a su suministrador deacero y a su producto cuando le llega elturno a la calidad y propiedades delacero así como el acabado y disponibili-dad de éste.
ELECCION DEL ACERO PARAMOLDES MAS ADECUADO
El moldista busca un acero que no ten-ga defectos, fácil de mecanizar y pulir,estable durante el tratamiento térmico yque sea adecuado para realizar si serequiere un mecanizado por electroero-sión y fotograbado.
LIBRE DE DEFECTOS
Todo el material suministrado por Udde-holm ha sido sujeto a varios procedi-mientos de inspección externa e internamediante pruebas ultrasónicas. Ello nosasegura que alcanzamos una calidadalta y uniforme.
BUENA MECANIBILIDAD –BUENA ECONOMIA
El coste del mecanizado alcanza 1/3 delcoste total de la fabricación del molde.Por tanto, una mecanibilidad buena yuniforme es de vital importancia.
La mayoría del acero para moldes deUddeholm se suministra en estado reco-cido requiriendo un nivel de mecaniza-do mínimo en comparación con el restode aceros de éste tipo.
Las únicas excepciones son IMPAXSUPREME, HOLDAX y RAMAX S.
A continuación mostramos ungráfico comparativo de una serie decalidades de Uddeholm. El gráfico estábasado en pruebas de desgaste delmolde.
¿ QUE IMPORTANCIA TIENEUN BUEN PULIDO ?
Frecuentemente el pulido alcanza el30% del coste total del molde. No essorprendente puesto que es un procesolargo y costoso.
El resultado obtenido depende engran medida de las técnicas de pulido yen otros pocos factores empleados. Lalimpieza del acero, por ejemplo el tipo,distribución tamaño y cantidad de inclu-siones no metálicas, homogeneidad delacero, la dureza, y para acero templadode qué modo se ha efectuado el trata-miento térmico.
Las inclusiones no metálicas se redu-cen a un mínimo si el acero está des-gasificado al vacío y/o electroafinado(método ESR) durante el proceso defabricación.
Este proceso de electroafinado resul-ta en una mejor homogeneidad y enuna ausencia de inclusiones comparadocon los procesos convencionales defabricación del acero.
¡ NO PULA MAS DE LOESTRICTAMENTE NECESARIO !
No tiene sentido pulir más allá de uncierto nivel dependiendo del proceso detratamiento térmico que vaya a utili-zarse.
La tabla inferior muestra el tamañode grano de abrasivo más pequeñorecomendado que debe utilizarse enuna superficie antes de templarse yrevenirse por varios métodos.
Para información más detalladasolicite la publicación de Uddeholm«Pulido de Acero para Herramientas».
ALUMEC cuenta con una excelentecapacidad de mecanizado, una altavelocidad de corte reduce los costes delmolde y su plazo de entrega.
IMPAX SUPREME, HOLDAX y RAMAX S seprobaron en condición pretemplada.
Aumento de la mecanibilidad
Acero paramoldes

Acero para moldes
11
¿ POR QUE TRATAMIENTOTERMICO ?
La finalidad de tratar un molde acaba-do es la de obtener las propiedadesmecánicas adecuadas. Propiedadestales como dureza, tenacidad y resis-tencia. Pero existen algunos problemasasociados al tratamiento térmico. Losproblemas como la distorsión o loscambios dimensionales deben solu-cionarse.
400 180–200 180 220–400ó más ó másbasto basto
Tamaño de grano abrasivo más pequeñorecomendado que debe ser utilizado antes deltemple y revenido.
SOLUCIONAR EL PROBLEMADE LA DISTORSION
Una vez realizado el desbaste, el moldedeberá estabilizarse a fin de minimizarlos problemas de distorsión. De éstemodo, las tensiones creadas por lasoperaciones de mecanizado desapare-cen. Cualquier tipo de distorsión queda-rá eliminada con el mecanizado deacabado.
También es cierto que cuando seutilizan aceros de temple a unos nivelesde máxima dureza, puede que debasacrificarse ésta mínima distorsión. Larazón es que las altas temperaturas detemple requieren rápidas velocidades deenfriamiento. Nos encontramos con éstecaso principalmente en secciones gran-des.
La forma más eficaz de evitar la dis-torsión es utilizar un acero pretempladocomo IMPAX SUPREME, un acero queno requiere tratamiento térmico adicio-nal.
El temple a la llama de zonas concre-tas de la superficie puede incrementarlocalmente la dureza a aproximadamen-te 55 Rockwell C.
¿ COMO TRATAR LOS CAMBIOSDIMENSIONALES ?
Es cierto que algunos cambios dimen-sionales son inevitables durante eltemple. Pero es también cierto que esposible limitar y controlar en ciertamedida éstos cambios. Por ejemplo,mediante un calentamiento lento yuniforme hasta alcanzar la temperaturade austenización, utilizando una tem-peratura que no sea demasiado alta yun medio de enfriamiento adecuado.
STAVAX ESR, CALMAX, GRANE,ORVAR SUPREME, POLMAX, ELMAX yRIGOR pueden templarse al aire cuandola estabilidad dimensional es un factorimportante.
CORRAX requiere tan solo un procesode envejecimiento a 500–600°C sinenfriamiento. Ello significa que no apa-recerá distorsión, tan sólo una reducciónlineal y homogénea del orden del 0,1%.Puesto que ello es totalmente predeci-ble, es fácil compensar ésta reducciónañadiendo creces antes del tratamientotérmico.
Acabado de la superficie antesdel tratamiento térmico
Viruta BañoCalidad de de GasUddeholm Vacío hierro sales protector
STAVAX ESRPOLMAX grano grano grano granoORVARSUPREMECALMAXGRANERIGORELMAX
grano grano grano granoSVERKER 21 400 180 60 220–400
ó másbasto

Acero para moldes
12
MECANIZADO PORELECTROEROSION (EDM)
Al electroerosionar cavidades debenconsiderarse uno o dos puntos impor-tantes a fin de obtener resultados satis-factorios. Durante la operación, la capade la superficie del acero se vuelve atemplar, y consecuentemente queda enun estado más frágil. Ello conlleva rotu-ras y una corta vida del molde. Paraevitar éste problema deberán tomarselas siguientes precauciones:• Finalizar el proceso de electro-
erosion con un «electroerosio-nado fino», es decir, baja corrien-te, alta frecuencia.
• La capa de la superficie afectadadebe eliminarse mediante pulidoo granallado.
• Si la textura de la superficieerosionada debe utilizarse en elmolde acabado deberá revenirsede nuevo a una temperatura~25°C por debajo de la utilizadapreviamente.
• Si la superficie electroerosionadadebe ser texturizada mediantefotograbado es importante quetoda la capa de la superficie afec-tada sea eliminada mediantegranallado, etc…
¡ VIA RAPIDA HACIA LAPRODUCTIVIDAD !
Comprar el acero ya en forma pre-mecanizada es un buen modo de agili-zar la capacidad de fabricación delmolde para poder realizar otras opera-ciones de mecanizado más especiali-zadas. Muchas calidades de acero seobtienen en distintos tipos de forma yacabado. Y también muchas de ellashan sido pre-mecanizadas en mayor omenor grado.
El acero de Uddeholm se encuentradisponible en barra mecanizada y barraen mecanizado fino.
En todos los casos existe una tole-rancia de mecanizado en más a fin depermitir un acabado a la dimensiónstandard.
BARRAS MECANIZADAS
El utilizar barras mecanizadas comomaterial inicial ofrece al moldista consi-derables beneficios que tienen un efectodirecto sobre el coste total del acero.• Por lo que al peso se refiere, debe
comprarse menos cantidad dematerial, lo cual significa tambiénque se reduce considerablementeel desperdicio de éste.
• Desaparece también el coste demecanizado para eliminar la capadecarburada de la superficie.
• El tiempo de fabricación se vereducido, lo cual redunda en unaplanificación más simple y encálculos más precisos.
PLACAS MECANIZADAS
Los costes de mecanizado pueden versereducidos ya desde el momento deldiseño del molde. Un modo de hacerloes realizar el molde con placas mecani-zadas, por ejemplo rectificadas a lasdimensiones especificas en todas lascaras.
Los Centros de Servicio de Uddeholmestán equipados con una línea completade maquinaria para éste proceso, inclu-yendo rectificadoras, sierras y otrosequipos.
Para obtener más información puedesolicitar el catálogo de Uddeholm«Mecanizado por electro-erosión deacero para herramientas».
Electrodo de gráfito en un medio dielectrico.
ELECTROEROSION POR HILO
Este proceso facilita el cortar formascomplicadas en bloques de acero tem-plados. Aunque el acero templado siem-pre tiene tensiones y cuando se eliminauna gran cantidad de acero en una solaoperación puede producirse una distor-sión o incluso rotura. Estas dificultadespueden reducirse mediante un mecani-zado convencional de la pieza a unaforma próxima a la definitiva antes deltratamiento térmico. Ello permite que lapieza se ajuste a su forma y estructurafinal durante el tratamiento térmico.
EL TEXTURIZADO,CADA VEZ MAS USUAL
Los moldes para plástico con una super-ficie texturizada se han convertido enalgo muy popular. El texturizado me-diante fotograbado se utiliza frecuente-mente como acabado de moldes enlugar de pulido.
El proceso de fotograbado da alproducto una superficie con una apa-riencia atractiva y ofrece una gran resis-tencia contra el rayado y otros daños.

Acero para moldes
13
PARAMETROS A TENER ENCUENTA EN LA OPERACION DEFOTOGRABADO
Los resultados obtenidos con el foto-grabado no dependen tan solo de latécnica utilizada y del material del mol-de. La forma en que ha sido tratada laherramienta durante su fabricación estambién de gran importancia. Por tantodeben tenerse en cuenta los siguientesparámetros:• Si deben incluirse insertos en la
herramienta y éstos deben gra-barse con el mismo dibujo, elmaterial del molde y la direcciónde laminado deberá ser la mismaen ambas piezas (preferiblementede la misma barra o bloque).
• Completar la operación de meca-nizado con una liberación detensiones (estabilizado), seguidode un mecanizado de acabado.
• Generalmente no existen venta-jas si se utiliza un abrasivo conun grano inferior a 220 en unasuperficie que deba fotograbarse.
• Las superficies electroerosiona-das deben ser siempre rectifica-das o pulidas puesto que de locontrario la capa retemplada dela superficie causaría, debido a laelectro-erosión un mal resultadoen el fotograbado.
• No debe realizarse un temple a lallama con anterioridad al foto-grabado.
• En algunos casos un molde solda-do puede fotograbarse siempre ycuando el material utilizado en lasoldadura sea de la misma com-posición que el acero del molde.En éstos casos deberá indicarsela zona soldada a la casa de foto-grabado.
• Si debe aplicar nitruración almolde ello deberá realizarse después del fotograbado.
• El área de la superficie de lafigura del molde aumenta con eltexturizado, pudiendo causarproblemas durante la extracciónde la pieza inyectada. Es reco-mendable consultar con el foto-grabador a fin de determinarel ángulo correcto de desmoldeo.
CALIDADES DE ACERO DE UDDE-HOLM APTAS PARA FOTO-GRABADO
IMPAX SUPREME, acero pretempladopara moldes y ORVAR SUPREME, acerode temple ofrecen unos resultados espe-cialmente buenos debido a su bajocontenido en Azufre.
STAVAX ESR, ELMAX, POLMAX yCORRAX pueden fotograbarse fácil-mente a la estructura deseada perorequieren una técnica ligeramente dis-tinta.

Acero para moldes
14
Para nosotros es de vital importanciaaportar un buen soporte técnico y docu-mentación sobre tratamiento térmico,aplicación de materiales, electroerosión,pulido y texturizado de acero paraherramientas.
RENDIMIENTO DEL ACEROY CONFIANZA EN EL MOLDE
El rendimiento del acero tiene una im-portancia decisiva en la confianza depo-sitada en el molde. El material para lafigura y los insertos deben seleccionarse
MoldeadoEspecificando el material de Uddeholm,el moldista realiza un paso agigantadohacia la obtención de un molde fiable yproductivo.
LOS REQUISITOSDEL USUARIO FINAL
En primer lugar, el usuario espera que elmolde le sea entregado a tiempo. Tam-bién que produzca un número determi-nado de piezas de un concreto nivel decalidad y al menor coste posible.
Los requisitos esenciales son:• Entrega del molde en la fecha
establecida, ello implica quedebe existir una disponibilidadde el material del molde.
• Un buen rendimiento del moldeen términos de una producciónuniforme y elevada, calidad uni-forme de las piezas fabricadas,larga vida de servicio y bajoscostos de mantenimiento.
• Disponibilidad de piezas y mate-riales de recambio.
Todos los puntos mencionadospueden resumirse simplemente en unaconfianza total en el molde.
CONFIANZA EN EL MOLDE
La confianza en el molde depende defactores tales como la disponibilidad delmaterial adecuado, el rendimiento delacero y la capacidad de intercambio decomponentes en el molde.
DISPONIBILIDADDE ACERO PARA MOLDES
La disponibilidad del acero está deter-minada por los stocks locales, serviciosde entrega puntuales y una gama demedidas adecuada.
STOCKS LOCALES
La ubicación del stock es importante afin de mantener un buen servicio desuministro.
Conjuntamente con nuestra organi-zación mundial intentamos adecuarnuestro programa de medidas y nuestronivel de stock a las necesidades de cadamercado concreto.
SERVICIO DE ENTREGA FIABLE
Nuestra red de almacenes repartida portodo el mundo, juntamente con nuestroprograma de productos forman la basede nuestro suministro.
Cada uno de nuestros stocks localescuenta con un adecuado servicio deentrega
GAMA ADECUADA DE PRODUCTOS
En resumen, Uddeholm puede ofrecerun amplio abanico de calidades deacero para moldes y portamoldes.

Acero para moldes
15
RESISTENCIA A LA COMPRESION
La resistencia a la compresión requeridaviene determinada por el proceso demoldeado, la inyección y la presión decierre así como por las tolerancias deacabado.
Durante la operación de moldeadolas fuerzas de compresión se concentranen la línea de partición de la herramien-ta.
Un temple local, por ejemplo el tem-ple a la llama puede aportar un aumen-to de la resistencia a la compresióncuando se utilizan aceros pretemplados.
RESISTENCIA A LA CORROSION
La superficies del molde no deben dete-riorarse durante la producción si debenfabricarse piezas con un nivel alto yconstante de fabricación y con unacalidad uniforme. La corrosión, con elconsecuente riesgo de pérdida de efica-cia en la producción puede encontrarsede distintos modos.• Certos tipos plástico emiten
corrosión durante la producción.Un ejemplo de ello es el ácidohidroclórico producido por elPVC. Este efecto puede verseminimizado si no se sobrepasa latemperatura recomendadadurante la inyección para éstetipo de material, normalmentealrededor de los 160°C.
• El medio de enfriamiento puedeser también corrosivo. Ello resul-taría en la perdida de eficacia derefrigeración o bien en unaobstrucción total de los canalesde refrigeración.
• La producción en una atmósferahúmeda o corrosiva o bien unprolongado almacenamientopuede ocasionar daños en lasuperficie debido al agua, con-densación y eventualmente óxidoen las cavidades con la conse-cuente pérdida de acabado en lasuperficie del producto.
Todos los problemas mencionadosanteriormente crean una demanda deinsertos y de bloques soporte con unacierta capacidad de resistencia a lacorrosión.
de acuerdo con el tipo de plástico amoldear, serie de producción, procesode moldeado y naturaleza del producto.
El rendimiento del acero para moldesdepende de la resistencia al desgaste,resistencia a la compresión, corrosión,conductividad térmica y tenacidad.
Hemos concentrado nuestro progra-ma de acero para moldes en unas pocascalidades muy concretas para aplica-ciones específicas. Ello asegura no solola disponibilidad del producto sino queofrece al moldista y al usuario final la
posibilidad de conocer más a fondo lascaracterísticas de cada material, (porejemplo su mecanibilidad, respuesta altratamiento térmico, etc…), y su rendi-miento.
RESISTENCIA AL DESGASTE
El nivel de resistencia al desgaste re-querido dependerá del tipo de resinasque deban utilizarse, el agente de relle-no, la cantidad de aditivos, serie deproducción, tolerancias, etc…
El acero para moldes cubre unamplio abanico de resistencia al des-gaste y compresión. Principalmenteestán divididos en dos categorías: Aceropara moldes pretemplado para cubrirrequisitos moderados, por ejemploIMPAX SUPREME, HOLDAX y RAMAX S,y aceros de temple para requisitos exi-gentes, es decir STAVAX ESR, GRANE,POLMAX, ORVAR SUPREME, ELMAX,CALMAX, GRANE y CORRAX.
El acero para moldes pretempladopuede tratarse superfcialmente a fin deobtener una mayor resistencia al des-gaste, por ejemplo mediante nitrura-ción. De todas formas, los aceros detemple cuentan con la mejor combina-ción de resistencia al desgaste y a lacompresión.
La resistencia al desgaste de losaceros templados puede incrementarsemediante tratamiento o recubrimientode la superficie tipo nitruración, croma-do, etc…
Estos tipos de tratamientos de lasuperficie deben aplicarse preferente-mente después de que el molde hayasido acabado debidamente puesto queun posterior mecanizado podría serdificultoso.
Debe tenerse en cuenta que la resis-tencia a la corrosión de STAVAX ESR,POLMAX, ELMAX y CORRAX se ve redu-cida por el nitrurado.
Las calidades pulvimetalúrgicasVANADIS 4, VANADIS 6, VANADIS 10 y(inoxidable) ELMAX cuentan con unaresistencia al desgaste extremadamen-te alta. Recomendamos éstas calidadespara moldes pequeños, insertos y nú-cleos sujetos a desgaste abrasivo.

Acero para moldes
16
CORRAX, que cuenta con la mayorresistencia a la corrosión, se utilizacuando ésta es el problema principal,por ejemplo en el procesado de plásti-cos corrosivos. STAVAX ESR es un aceropara moldes resistente a la corrosiónque cuenta con una alta limpieza.POLMAX puede cumplir con las máxi-mas exigencias en pulido en combina-ción con resistencia a la corrosión.ELMAX combina la resistencia a lacorrosión con resistencia al desgaste, yRAMAX S es un acero para placassoporte resistente a la corrosión quecuenta con una muy buena mecani-bilidad. Si se utiliza RAMAX S para laplaca soporte, las propiedades inoxida-bles se extenderán al molde completo.
CONDUCTIVIDAD TERMICA
El nivel de producción de un moldedepende principalmente de la capacidadde éste en transferir el calor del plásticomoldeado al agente de enfriamiento.
En un acero de alta aleación el coefi-ciente de conductividad térmica se vereducido en cierto grado comparadocon un acero de baja aleación. Aunquelas investigaciones realizadas indicanclaramente que es el plástico de lapieza moldeada el que domina el flujode calor en el molde debido a su bajaconductividad térmica comparado conel acero.
Pero una buena resistencia a lacorrosión tiene mayor importanciacuando se desea una producción ele-vada y uniforme. Esto tiene un efectobeneficioso en las propiedades de trans-ferencia de calor resultantes en loscanales de refrigeración. La utilizaciónde un acero para moldes inoxidablecomo STAVAX ESR es frecuentemente larespuesta.
Cuando se requieren materiales paramoldes con buena resistencia a la corro-sión en combinación con una muy altaconductividad térmica podemos sumi-nistrar calidades con aleación Cobre.
MOLDMAX HH y MOLDMAX XL esuna calidad de alta resistencia quecuenta con alta conductividad térmica,buena resistencia a la corrosión y aldesgaste y buena pulibilidad.
PROTHERM es una calidad de mode-rada resistencia, que ofrece todavíamayor conductividad térmica a fin deobtener una máxima transferencia decalor.
TENACIDAD
La aparición y el desarrollo de grietas esuno de los peores problemas que pue-den ocurrirle a un molde.
Figuras complicadas, radios peque-ños, esquinas agudas, paredes finas ycambios severos de sección son en laactualidad, denominadores comunes. Latenacidad es por tanto, una de las pro-piedades más importantes que debeposeer un acero para moldes.
La resistencia a la fractura de unmaterial es una medida de su capacidadde soportar la propagación de grietasque aparecen debido a la creación detensiones al estar sujeto el molde adistintos tipos de fatiga. En la práctica,éstas iniciaciones de tensiones ocurrendebido a efectos en la superficie pro-venientes de operaciones de mecaniza-do, grietas incipientes de fatiga, inclu-siones o estructura defectuosa debido aun tratamiento térmico inadecuado.
Somos conscientes de la importanciade la tenacidad, por tanto utilizamos lamejor técnica metalúrgica a fin de dar alacero para moldes una tenacidad ópti-ma. Utilizando las técnicas tales comola de desgasificación al vacío, procesosespeciales de reafinado y electroafinadode escoria, la tenacidad de nuestrosaceros es la más elevada que se puedeobtener.
Esta buena tenacidad es evidente nosolo en la superficie sino también en elnúcleo de acero.
INTERCAMBIABILIDADDEL ACERO Y COMPONENTESCon mentalidad standard, el proyectistapuede contribuir de forma significativaen mantener los costes en un mínimo.
Mediante la selección de calidadessiempre disponibles, medidas standard ycomponentes en stock, puede minimizarel tiempo y el coste de poner un moldeen servicio. Además, la utilización dematerial idéntico y piezas con toleran-cias estrechas asegurará que el rendi-miento del molde no sufrirá variaciones.
Mediante el uso de piezas y compo-nentes standard en el diseño del moldesiempre y cuando ello sea posible, seconseguirá una fácil y rápida reparacióny mantenimiento del molde.

Acero para moldes
17
Pulido de acero para moldes
CORRAXAcero inoxidable de temple por precipitación
IMPAX SUPREME
Acero pretemplado para moldes de plástic
o
La misma calidad de acero, el mismo serviciotécnico, todo ello disponible en el mundo entero.¡ Solo de Uddeholm !
COMPLETOS STOCKS LOCALES
Gracias a nuestra larga experienciasirviendo a la industria de los moldes deplástico, nos hemos familiarizado conlas medidas, calidades y tolerancias quese utilizan más frecuentemente.
SERVICIO TECNICO DE ALTO NIVEL
Nuestros especialistas metalúrgicospueden ayudarle en la selección delmaterial en el momento del diseño ymás tarde pueden asesorarle sobretratamiento térmico, rectificado ymecanizado.
CONSUMIBLES PARA SOLDADURA
A fin de asegurar una reparación consoldadura realmente eficaz es de vitalimportancia elegir un consumible quecontenga la misma composición que elacero que deberá ser soldado. Especial-mente si la superficie de éste debe serpulida o fotograbada.
Ofrecemos consumibles de soldadurapara IMPAX SUPREME, STAVAX ESR,CORRAX y CALMAX. Están disponiblesen varilla TIG o en electrodos revestidospara soldadura MMA.
Los consumibles para soldadura deCORRAX y STAVAX ESR se encuentrandisponibles tan solo en varilla TIG.
SOLO UNA FUENTE PARA CUBRIRTODAS SUS NECESIDADES ENACERO PARA HERRAMIENTAS
Acero para trabajo en frío incluyendostock de barras rectificadas de precisión,barras perforadas, acero para moldes deplástico acero para fundición inyectaday para aplicaciones de trabajo encaliente.
Información técnica impresa sobre selección,tratamiento térmico y aplicación de materiales, mecanizado
por electroerosión (EDM), pulido y texturizado de la superficiede acero para herramientas, son aspectos importantes
de nuestro servicio al cliente.

Acero para moldes
18
Programa de Productos
Análisis % DurezaCalidad Uddeholm C Si Mn Cr Ni Mo V S HB
Acero para moldesIMPAX SUPREME 0,37 0,3 1,4 2,0 1,0 0,2 – <0,01 ~310CALMAX 0,6 0,35 0,8 4,5 – 0,5 0,2 – 200GRANE 0,55 0,3 0,5 1,0 3,0 0,3 – – ~230ORVAR SUPREME 0,39 1,0 0,4 5,2 – 1,4 0,9 – 180STAVAX ESR 0,38 0,9 0,5 13,6 – – 0,3 – 215POLMAX 0,38 0,9 0,5 13,6 – – 0,3 – 215CORRAX 0,03 0,3 0,3 12,0 9,2 1,4 – Al 1,6 ~320RIGOR 1,0 0,2 0,8 5,3 – 1,1 0,2 – 215ELMAX 1,7 0,8 0,3 18,0 – 1,0 3,0 – ~240VANADIS 4 1,5 1,0 0,4 8,0 – 1,5 4,0 – 230VANADIS 6 2,1 1,0 0,4 6,8 – 1,5 5,4 – 255VANADIS 10 2,9 1,0 0,5 8,0 – 1,5 9,8 – 275
Acero pra placas soporteHOLDAX 0,4 0,4 1,5 1,9 – 0,2 – 0,07 ~310RAMAX S 0,33 0,3 1,3 16,7 – – – 0,12 ~340
Análisis
Acero pretemplado al Ni-Cr-Mo que se suministra a 290–330 Brinell, cuenta con excelentespropiedades de pulido y fotograbado. Adecuado para una amplia gama de moldes de inyección,soplado y extrusión.
Acero de temple al Cr-Mo-V que cuenta con buena combinación de tenacidad y resistencia al desgaste.Recomendado en moldes para largas series de fabricación y para moldeo de plásticos reforzados.
Acero inoxidable de temple para moldes con buena resistencia a la corrosión y muy buena pulibilidad.
Acero inoxidable de temple para moldes con buena resistencia a la corrosión y pulibilidadextremadamente buena.
Acero de temple por precipitación que cuenta con una excepcional resistencia a la corrosión, fáciltratamiento térmico y buena capacidad de soldadura.
Acero de temple muy versátil al 5% de Cr para moldes y trabajo en caliente, con buena resistencia aldesgaste y buena pulibilidad.
Acero de temple recomendado para largas series de producción de piezas pequeñas con diseñocomplicado.
Aceros para moldes fabricados pulvimetalúrgicamente que se caracterizan por su buena estabilidaddimensional, buena pulibilidad y resistencia al desgaste. ELMAX es resistente a la corrosión, VANADIS 4cuenta con la más alta tenacidad y VANADIS 10 tiene la mejor resistenciaal desgaste. Recomendados para complicadas y/o plasticos abrasivos.
Acero pretemplado con muy buena mecanibilidad y alta resistencia a la tensión.
Acero pretemplado inoxidable para placas soporte con excelente mecanibilidad, alta resistencia ala tensión y buena resistencia a la corrosión.
Aleación de aluminio de alta resistencia suministrada a 160 HB. Recomendada para prototipos y seriescortas de fabricación con bajos requisitos en resistencia y resistencia al desgaste.
Aleación de cobre de alta resistencia para moldes con alta conductividad térmica. Para aplicacionescomo noyos, insertos, boquillas de inyección y piezas para sistemas de cámaras calientes.
Aleación de cobre berilio de alta conductividad para moldes. Para aplicaciones donde se requiera muyalta conductividad térmica pero con demandas de resistencia moderada.
Acero para moldesIMPAX® SUPREME(1.2738)
CALMAXGRANE
STAVAX® ESR(1.2083)
POLMAX™ (1.2083)
CORRAX
ORVAR® SUPREME(1.2344)
RIGOR® (1.2363)
ELMAX™VANADIS 4VANADIS 6VANADIS 10
Acero para porta-moldes y placasHOLDAX® (1.2312)
RAMAX® S (1.2085)
AluminioALUMEC
Aleación de CobreMOLDMAX® HHMOLDMAX® XL
Aleación deCobre BerilioPROTHERM®
Acero para moldes

Acero para moldes
19
DurezaProceso/Material Calidad HRC (HB)
Moldeado por Termoplásticosinyección – Acero pretemplado para moldes ALUMEC (~160)
– Acero de temple para moldes IMPAX SUPREME 33 (~310)
– Acero de temple para moldes CALMAX 45–58GRANE 45–56ORVAR SUPREME 45–54STAVAX ESR, POLMAX 45–54CORRAX 34–48ELMAX, VANADIS 4 58–60VANADIS 6 60–64
Plásticos termoestables CALMAX 52–58GRANE 52–56RIGOR, ELMAX, VAN. 4 58–60VANADIS 6 60–64
Compresión/ Plásticos termoestables CALMAX 56–58Moldeado por GRANE 54–56transferencia STAVAX ESR 45–54
CORRAX 46–48ELMAX, VANADIS 4 58–60VANADIS 6 60–64
Moldeado por General ALUMEC (~160)soplado IMPAX SUP. 33 (~310)
PVC STAVAX ESR 45–54RAMAX S 37 (~340)CORRAX 33 (~310)
Extrusión General IMPAX SUPREME 33 (~310)
PVC STAVAX ESR 45–54RAMAX S 37 (~340)CORRAX 34–48
Portamoldes 1. Alta resistencia al desgaste, pretemplado, sin mecanizado HOLDAX 33 (~310)
2. Igual al punto 1 más resistencia a la corrosión para series de producción con escaso mantenimiento. También para operaciones en condiciones «higiénicas». No se requiere recubrimiento. RAMAX S 37 (~340)
Dureza normalHRC (HB) (~310) 58 56 52 52 52 46 58 60 58 62 (~310) (~340)Resistencia al desgaste 3 8 7 7 7 7 5 9 9 9 10 3 4Tenacidad 9 5 5 6 5 5 7 4 3 5 4 7 7Resistenciaa la compresión 4 8 7 7 7 7 6 9 9 9 10 4 5Resistenciaa la corrosión 2 3 3 3 9 9 10 7 2 2 2 2 8Mecanibilidad 5** 8 8 9 8 8 3 3 4 3 4 7** 6**Pulibilidad 8 8 8 8 9 10 8 8 7 8 8 4 4Soldabilidad 6 4 4 4 4 4 6 2 2 2 2 6 5Capacidad de nitrurado 6 8 6 10 – – – 8 8 8 5 –Capacidad defotograbado 9 8* 8 8* 8* 8* 8* 8* 5 8 5 3 4
RAM
AX S
HOLD
AXPropiedad
CALM
AX
RIG
OR
ELM
AX
STAV
AXES
R
CORR
AX
POLM
AX
ORV
ARSU
PREM
E
*Se require un proceso especial **Probado en estado de suministro
GRA
NE
VANA
DIS
6
IMPA
XSU
PREM
E
VANA
DIS
4
Propiedades
Las propiedades de las principales calidades de acero para moldes yportamoldes han sido valoradas del 1 al 10, siendo 10 la puntuaciónmás elevada. Estas comparaciones deberán considerarse como aproxi-madas pero pueden ser una guía útil para la selección del acero.
Nota: No es posible realizar «comparaciones totales» válidas entredistintas calidades de acero añadiendo la valoración respectiva – laintención es simplemente poder comparar propiedades individuales.
Selección de acero para moldesRecomendaciones generales
Acero para moldes

Acero para moldes
20
Requisitos especiales Durezasolicitados Calidad HRC (HB)
Moldes de grandes Para componentes de la industria de automoción, ALUMEC (~160)dimensiones tableros, parachoques, salpicaderos, etc. IMPAX SUPREME 33 (~310)
CORRAX 34–46
Igual al anterior, con pocos requisitos en el HOLDAX 33 (~310)acabado de la superficie RAMAX S 37 (~340)
Alto acabado de Para moldeado de piezas ópticas/médicas, tapas STAVAX ESR, POLMAX 45–54la superficie y paneles transparentes ELMAX, VANADIS 4 58–60
ORVAR SUPREME 48–54VANADIS 6 60–64
Formas complicadas 1. Para componentes de automoción y electro- IMPAX SUPREME 33 (~310) domesticos grandes CORRAX 34–46
2. Para piezas pequeñas con poco desgaste IMPAX SUPREME 33 (~310)CORRAX 34–46
3. Para opiezas pequeñas con alto desgaste, por ejemplo RIGOR 60–62 moldeado de componentes electrónicos CALMAX 52–58
GRANE 50–56ORVAR SUPREME 50–54STAVAX ESR 50–54ELMAX, VANADIS 4 58–60VANADIS 6 60–62
Moldeado de Materiales reforzados, con aditivos, plásticos técnicos RIGOR 60–62material abrasivos CALMAX 52–58
GRANE 50–56ORVAR SUPREME 50–54STAVAX ESR 50–54VANADIS 4, ELMAX 58–60VANADIS 6 60–64
Largas series Para piezas termoplásticas, incluyendo cubertería STAVAX ESR 45–54de producción desechable, embalaje y contenedores VANADIS 4, ELMAX 58–60
VANADIS 6 60–64CALMAX 52–58GRANE 52–56ORVAR SUPREME 52–54
Resistencia a 1. Para moldeado de materiales corrosivos, incluyendo PVC STAVAX ESR 50–54la corrosión 2. Para moldeado y almacenamiento en condiciones húmedas ELMAX 58–60
3. Resistencia general al óxido y manchas RAMAX S 37 (~340)CORRAX 34–48
4. Resistencia a la corrosión en los canales de refrigeración
Fotograbado 1. Acero pretemplado IMPAX SUPREME 33 (~310)
2. Acero de temple CALMAX 45–58
GRANE 45–56ORVAR SUPREME 45–54STAVAX ESR 45–54VANADIS 4, ELMAX 58–60VANADIS 6 60–64
Alta conductividad Para moldes de soplado e inyección, núcleos e insertos. MOLDMAX HH 40térmica MOLDMAX XL 30
Piezas para sistemas de transferencia de calor. PROTHERM (~190)
MOLDMAX® y PROTHERM® son marcas registradas de Brush Wellman Inc. Cleveland, Ohio.
Recomendaciones especiales
Acero para moldes