บทที่ 2 – Chapter 5 Methods and Philosophy of Statistical...
23
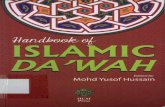
15 บทที่ 2 – Chapter 5 Methods and Philosophy of Statistical Process Control เครื่องมือในการควบคุมคุณภาพ กระบวนการผลิตผลิตภัณฑตองการใหมีคุณภาพตามความคาดหวังของลูกคา กระบวนการผลิตตอง คํานึงถึงการผลิตที่คงที่ กระบวนการจะตองมีความสามารถดําเนินการโดยทําใหคาแปรผันจากเปาหมายทาง คุณภาพเกิดขึ้นนอยที่สุด การควบคุมกระบวนการผลิตทางสถิติ (Statistical Process Control) คือ เครื่องมือ ที่ใชในการแกปญหาที่มีสมรรถภาพสูงเพื่อใหไดกระบวนการผลิตที่คงที่ การควบคุมคุณภาพในการผลิต เปน กิจกรรมและกลวิธีปฏิบัติ เพื่อสนองตอบความตองการดานคุณภาพ โดยมีกิจกรรม 4 กิจกรรมดังตอไปนี้ - การทวนสอบ คือ เมื่อปญหาเกิดขึ้น สามารถยอนกลับไปหาสาเหตุของปญหาได - การตรวจสอบ ขั้นตอนของการตรวจสสอบทางควบคุม ประกอบดวย 1) ตรวจสอบและควบคุมวัตถุดิบ 2) ตรวจสอบชิ้นสวน และควบคุมกรรมวิธีการผลิต 3) ตรวจสอบผลิตภัณฑสําเร็จรูป - การวัด - การทดสอบ ขั้นตอนทั้งหมดเพื่อ ควบคุมวัตถุดิบ, กระบวนการและกําจัดสาเหตุของสิ่งที่ไมพึงประสงค ภาพที่ 2.1 แผนภาพแสดงขั้นตอนควบคุมคุณภาพ
Transcript of บทที่ 2 – Chapter 5 Methods and Philosophy of Statistical...

15
บทที่ 2 – Chapter 5 Methods and Philosophy of Statistical Process Control
เครื่องมือในการควบคุมคุณภาพ
กระบวนการผลิตผลิตภัณฑตองการใหมีคุณภาพตามความคาดหวังของลูกคา กระบวนการผลิตตอง
คํานึงถึงการผลิตที่คงที่ กระบวนการจะตองมีความสามารถดําเนินการโดยทําใหคาแปรผันจากเปาหมายทาง
คุณภาพเกิดข้ึนนอยท่ีสุด การควบคุมกระบวนการผลิตทางสถิติ (Statistical Process Control) คือ เครื่องมือ
ที่ใชในการแกปญหาที่มีสมรรถภาพสูงเพ่ือใหไดกระบวนการผลิตที่คงที่ การควบคุมคุณภาพในการผลิต เปน
กิจกรรมและกลวิธีปฏิบัติ เพื่อสนองตอบความตองการดานคุณภาพ โดยมีกิจกรรม 4 กิจกรรมดังตอไปนี้
- การทวนสอบ คือ เมื่อปญหาเกิดข้ึน สามารถยอนกลับไปหาสาเหตุของปญหาได
- การตรวจสอบ ขั้นตอนของการตรวจสสอบทางควบคุม ประกอบดวย
1) ตรวจสอบและควบคุมวัตถุดิบ
2) ตรวจสอบชิ้นสวน และควบคุมกรรมวิธีการผลิต
3) ตรวจสอบผลิตภัณฑสําเร็จรูป
- การวัด
- การทดสอบ
ขั้นตอนทั้งหมดเพื่อ ควบคุมวัตถุดิบ, กระบวนการและกําจัดสาเหตุของสิ่งที่ไมพึงประสงค
ภาพที่ 2.1 แผนภาพแสดงขั้นตอนควบคุมคุณภาพ

16
ความหมายของ Precision และ Accurate
- ความแมนยํา (Precision) คือ ความสามารถในการวัดที่ใหผลที่ใกลเคียงกันมาก คาไมกระจัดกระจาย
และจะใหความแมนยํา ไมเปลี่ยนคามาก เกิดจากการที่ไดมีการปรับวิธีการหรือปรับเครื่องมือวัด
- ความเที่ยงตรง (Accuracy) คือ ความสามารถในการวัดที่ใหคาที่ใกลความจริงมาก ผลตางของคาจริง
และคาวัดโดยเฉลี่ยนอยมาก
- การวัดหรือเครื่องมือวัดที่ดีจะตองใหผลทั้งความแมนยําและความเที่ยงตรง
ภาพที่ 2.2 แสดงลักษณะของขอมูลที่แมนยําและความเที่ยงตรง
Quality Control throughout Production System
ป�จจัยการผลิตInputs
ผลิตผลOutputs
Quality of Input Quality of OutputQuality of Partially Completed Products
กระบวนการแปรสภาพConversion Process
คนเครื�องจักร
วัตถุดิบเงินทุน
ที�ดินและสิ�งก่อสร้างฯลฯ
ผลผลิตทางตรง- ผลิตภัณฑ์- บริการ
ผลผลิตทางอ้อม- ของเสีย- ความรู้- การพัฒนาเทคโนโลยี
ระบบควบคุมย่อย
ข้อมูลย้อนกลับControl Chart
Acceptance Tests
Control Chart Acceptance Tests
ภาพที่ 2.3 แสดงระบบกระบวนการผลิตผานแผนภูมิควบคุม
Accurate Precision Accurate & Precision

17
2.1 การควบคุมคุณภาพในการผลิต
สามารถแบงออกได 2 อยาง คือ
- การควบคุมกรรมวิธีหรือกระบวนการ
- ควบคุมระดับคุณภาพของสินคาหรือวัตถุดิบที่ผานการตรวจสอบ
1) การตรวจสอบทุกชิ้น (100% Inspection)
2) การสุมตัวอยางตรวจสอบ (Sampling Inspection)
สรุปก็คือ เปนการควบคุมคุณภาพของวัตถุดิบ ตั้งแตเขามา ไปจนถึงสุดทาย
ลักษณะการควบคุมคุณภาพ
- Detective Approach
- Preventive Approach
Product Control Model for Quality Control วิธีนี้ไมนิยมใชในปจจุบัน เปนการสุมตัวอยาง
ภาพที่ 2.4 แสดงกระบวนการควบคุมการผลิตสําหรับคุณภาพผลิตภัณฑ
Process Control or Preventive Approach เปนการแกไขกระบวนการใหดีขึ้นไมยอมใหมีการปลอย
ของเสีย เปนการควบคุมสม่ําเสมอ
ภาพที่ 2.5 แสดงกระบวนการควบคุมการผลิตเชิงปองกัน

18
การควบคุมคุณภาพเชิงสถิติ (Statistical Quality Control) หมายถึง การควบคุมการผันแปรดานคุณภาพ
(Variation)
- ชิ้นตอชิ้น (piece to piece)
- เวลาตอเวลา (time to time)
- ในชิ้นเดียวกัน (within piece)
กลุมของสาเหตุ (causes)
- สาเหตุธรรมดา หรือ สาเหตตุามธรรมชาติ (chance/ random/ natural cause) เราไมสามารถ
แกไขได แตเราสามารถรูไดลวงหนาวาจะมีการเกิดข้ึน คาดการณได ซึ่งสาเหตุตามธรรมชาติ คาเบี่ยงเบน
มาตรฐานมีคาเปน เรายอมรับได
- สาเหตุพิเศษหรือ สาเหตุเฉพาะ (Assignable cause) เรารูวาเกิดจากอะไรและสามารถแกไขได จาก
ภาพที่ เปนภาพแสดงลักษณะเสนโคงปกติของผลิตภัณฑชนิดเดียวกัน ผานกระบวนการผลิตแบบเดียวกันหมด
แตคุณภาพท่ีออกมาตางกัน เราตองหาวาปญหาเกิดจากอะไร ดูถึงประวัติของเครื่องจักร วามีการซอมแซม
หรือไม ถาพบตองแกไข
ภาพท่ี 2.6 แสดงสาเหตุธรรมชาติ
ภาพที่ 2.7 แสดงสาเหตุเฉพาะ
2.2 โอกาสและสาเหตุที่สามารถบงช้ีไดของการแปรผันทางดานคุณภาพ
ในกระบวนการผลิตผลิตภัณฑ ความแปรผันทางธรรมชาติของกระบวนการผลิตเกิดข้ึนไดเสมอ ในการ
ควบคุมกระบวนการผลิตทางสถิติ การดําเนินการเราเรียก การเปลี่ยนแปลงที่เกิดข้ึนจากสาเหตการแปรผัน

19
ทางธรรมชาติวา “ความแปรผันที่ควบคุมทางสถิติได” (In Statistical Control) ซึ่งการเปลี่ยนแปลงลักษณะนี้
เราไมสามารถหลีกเลี่ยงได การแปรผันชนิดอื่นๆ ที่เกิดกับผลิตภัณฑ เกิดขึ้นจาก 3 แหลงดวยกัน
- เกิดจากการปรับตั้งคาเครื่องจักร หรือการควบคุมเครื่องจักร
- เกิดจากความผิดพลาดของพนักงานในกระบวนการผลิต
- เกิดจากความบกพรองของวัตถุดิบ
การแปรผันชนิดนี้จะเกิดในปริมาณมาก เมื่อเปรียบเทียบกับ ความแปรผันทางธรรมชาติและมักจะอยู
ในระดับที่ไมสามารถยอมรับได เราเรียกการแปรผันชนิดนี้วา “ความแปรผันที่ออกนอกการควบคุม” (Out of
Control) ซึ่งสามารถบงบอกถึงสาเหตุที่ทําใหเกิดการแปรผันขึ้น
ภาพที่ 2.8 แสดงการแปรผันของกระบวนการผลิต
ที่กอนเวลา t1 กระบวนการผลิตอยูในการควบคุม มีการแปรผันทางธรรมชาติเกิดขึ้นเทานั้น ผลคือ ทั้ง
คาเฉลี่ย และสวนเบีย่งเบนมาตรฐานของกระบวนการอยูในคาที่ควบคุมได คาเฉลี่ยอยูที่ 0 และสวนเบี่ยงเบน
มาตรฐานอยูที่ 0 ตอมาที่เวลา t1 เกิดการเปลี่ยนแปลงที่สามารถระบุถึงสาเหตุการเปลี่ยนแปลงไดผล
กระทบทําให มีการขยับของคาเฉลี่กระบวนการผลิตไปที่คาใหม 1 0 และที่เวลา t2 เกิดการเปลี่ยนแปลง
ที่สามารถระบุถึงสาเหตุการเปลี่ยนแปลงไดเชนกัน แตจะแตกตางกับกอนนี้คือ คาเฉลีย่อยูที่ 0 แต
กระบวนการผลิต ณ ปจจุบันมีสวนเบี่ยงเบนมาตรฐานขยับไปอยูที่คาใหม 1 0 ที่เวลา t3 เกิดการ
เปลี่ยนแปลงที่สามารถระบุถึงสาเหตุได ทั้งคาเฉลี่ยและสวนเบี่ยงเบนมาตรฐานออกนอกการควบคุม
กระบวนการผลิตบอยครั้งจะดําเนินการอยูในสถานะภายใตการควบคุมในชวงเวลาที่ยาวนานอยางไรก็
ตาม ไมมีกระบวนการผลิตใดที่จะมีความเสถียรภาพเกิดขึ้นไดตลอดไป ในที่สุดมักจะเกิดการเปลี่ยนแปลงได
เสมอ อาจเกิดในลักษณะแบบสุม ผลคือทําใหกระบวนการผลิตขยับออกนอกการควบคุม ซึง่เปนสิ่งที่ไม
ตองการ ตัวอยางดังในภาพที่ 2.8 เมื่อเวลาที่กระบวนการผลิตอยูในการควบคุม ผลิตภัณฑเกือบท้ังหมดจะมีคา

20
ลักษณะทางคุณภาพตกอยูระหวางขีดจํากัดขอกําหนดบน (Upper Specification Limit) และ ขีดจํากัด
ขอกําหนดลาง (Lower Specification Limit) หากวากระบวนการออกนอกการควบคุม อัตราสวนของ
ผลิตภัณฑที่ออกนอกชวงขีดจํากัดขอกําหนดจะมีสัดสวนสูงมาก หลักการที่สําคัญของการควบคุมกระบวนการ
ผลิตทางสถิติ มีวัตถุประสงค คือ เราจะสามารถตรวจสอบไดอยางรวดเร็วแคไหนในการเกิด การเปลี่ยนแปลง
สามารถระบุถึงสาเหตุการเปลี่ยนแปลงได ซึ่งแผนภูมิควบคุมเปนเครื่องมือซึ่งถูกนํามาใชในวัตถุประสงคนี้
นอกจากนี้แลวแผนภูมิควบคุม ยังถูกนํามาใชเพื่อประมาณคาพารามิเตอรของกระบวนการผลิต เพื่อใชในการ
กําหนดความสามารถในการผลิตของกระบวนการผลิต ซึ่งใชเปนขอมูลในการปรับปรุงกระบวนการผลิต
สุดทายสามารถขจัดความแปรผันในกระบวนการผลิตได
2.3 หลักการพื้นฐานทางสถิติสําหรับแผนภูมิควบคุม
2.3.1 หลักการพื้นฐาน
ลักษณะของแผนภูมิควบคุมแสดงดังในภาพที่ 2.9 เปนกราฟท่ีใชแสดงคุณลักษณะทางคุณภาพ คํานวณ
จากตัวอยางกับเวลา มีเสนกึ่งกลาง แสดงคาเฉลี่ยของคุณลักษณะทางคุณภาพสัมพันธกับสถานะของ
กระบวนการอยูภายใตการควบคุม มีเสนแนวนอนอีก 2 เสน เรียกวา เสนขอบเขตควบคุมบน (Upper
Control Limit) และ เสนขอบเขตควบคุมลาง (Lower Control Limit) ใชเพื่อแสดงลักษณะกระบวนการ
ผลิตอยูภายใตการควบคุมหรือไม จากรูปทุกจุดของตัวอยางสุมตกอยูระหวาง เสนขอบเขตควบคุมบนและลาง
กระบวนการนี้มีสมมติฐานา กระบวนการผลิตอยูภายใตการควบคุม อยางไรก็ตาม ถามีจุดที่พลอต อยูนอก
ขอบเขตควบคุม เราจะสมมติฐานไดวากระบวนการผลิตอยูภายนอกการควบคุม ซึ่งตองการกิจกรรมเพ่ือคนหา
และขจัดสาเหตุที่ทําใหกระบวนการอยูนอกการควบคุม ถา 18 จุดจาก 20 จุดสุดทายอยูต่ํากวาเสนกึ่งกลาง
(Center Line) แตอยูเหนือเสนขอบเขตควบคุมลาง เราจะสงสัยถึงสิ่งผิดปกตินี้ ถากระบวนการผลิตอยูภายใน
การควบคุมแลวทุกจุดควรอยูในลักษณะรูปแบบกระจัดกระจายแบบสุม วิธีการสําหรับการสังเกตรูปแบบที่ไม
เปนลักษณะสุม สามารถนํามาใชในการสังเกตแผนภูมิควบคุม เพื่อใหสามารถปองกันสถานะออกนอกการ
ควบคุม (Out of Control) ถาสามารถขจัดออกจะทําใหประสิทธิภาพของกระบวนการผลิตถูกปรับปรุงใหดีขึ้น
ภาพที่ 2.9 แสดงแผนภูมิควบคุม

21
ความสัมพันธในการเชื่อมโยงระหวางแผนภูมิควบคุมและการทดสอบสมมติฐาน อยางเชนในตัวอยาง
ขางตน ถาปจจุบันคาเฉลี่ยอยูระหวางขอบเขตควบคุม เราสามารถสรุปไดวาคาเฉลี่ยของกระบวนการผลิตอยู
ภายใตการควบคุม นั่นคือมีคาเทากับคา 0 ในอีกลักษณะถาคาเฉลี่ยอยูนอกจากควบคุม เราสรุปไดวา
คาเฉลี่ยกระบวนการออกนอกจากควบคุม นั่นคือคาเฉลี่ยกระบวนการ 1 0 การทดสอบสมมติฐานใชใน
การวิเคราะหประสิทธิภาพของแผนภูมิควบคุมสําหรับตัวอยาง เราอาจวัดประสิทธิภาพของแผนภูมิควบคุมโดย
การคํานวณความนาจะเปนของความผิดพลาดประเภทที่ 1 ของแผนภูมิควบคุม (สรุปวา กระบวนการออก
นอกการควบคุม แตความจริงแลวกระบวนการยังอยูภายใตการควบคุม) เราอาจวัดประสิทธิภาพของแผนภูมิ
ควบคุมโดยการคํานวณความนาจะเปนของความผิดพลาดประเภทที่ 2 ของแผนภูมิควบคุม (สรุปวา
กระบวนการอยูภายใตการควบคุม แตความจริงแลวมนัออกนอกขอบเขตการควบคุม) การทดสอบสมมติฐาน
ใชเปนตัวบงชี้ความสามารถของแผนภูมิควบคุมเพ่ือปองกันการขยับของกระบวนการ เราคํานวณคาความ
นาจะเปนของความผิดพลาดประเภทที่ 2 ตัวอยางแผนภูมิควบคุมกระบวนการผลิตเซมิคอนดักเตอร ขั้นตอน
การผลิตที่สําคัญ คือ การเติมวัสดุซึง่ตานทานตอความไวตอแสงของผลิตภัณฑลงไปในของเหลวซิลิคอน วงจรที่
ไดจะตานทานตอแสงยูวี ความเขมแสงสูง และวัสดุนี้จะตองถูกขจัดออกในขั้นตอนถัดไปของกระบวนการผลิต
โดยวิธี ทางเคมี หรือ วิธีการเอชชิ่ง การวัดลักษณะทางคุณภาพโดยวัดคาความตานทาน กระบวนการสามารถ
ถูกควบคุมที่คาเฉลี่ย 1.5 ไมครอน และมีคาเบี่ยงเบนมาตรฐาน 0.15 ไมครอน กระบวนการปรับปรุงคุณภาพ
โดยการเก็บตัวอยางเซมิคอนดักเตอรมา 5 ชิ้น คํานวณคาเฉลี่ยของชิ้นงานตัวอยาง และพลอตคาเฉลี่ยใน
แผนภูมิ ขอบเขตของกระบวนการกําหนดจากขอมูล มีคาเฉลี่ยกระบวนการอยูท่ี x = 1.5 และสวนเบี่ยงเบน
มาตฐาน = 0.15 และตัวอยางสุม n = 5 เราจะไดคาเบี่ยงเบนมาตรฐานของคาเฉลี่ยตัวอยาง
xn
= 0.15/ 5 = 0.0671
ดังนั้นกระบวนการอยูภายใตการควบคุม ที่คาเฉลี่ย 1.5 ไมครอน ซึ่งมีสมมติฐานวา x มีการแจกแจง
แบบปกติ เราคาดหวังไววา 100(1- )% ของคาเฉลี่ยตัวอยางจะตกอยูระหวาง
1.5 + /2z (0.0671)
1.5 - /2z (0.0671) เราเลือกคา /2z มีคาเทากับ 3 ดังนั้นจะไดขอบเขตการควบคุมบน-ลาง
UCL = 1.5 + 3(0.0671) = 1.7013
LCL = 1.5 - 3(0.0671) = 1.2987
แผนภูมิควบคุมนี้เรียกวา แผนภูมิควบคุม “3 ซิกมาร” (Three – Sigma Control Limit) ความกวาง
ของขอบเขตควบคุมเปนสัดสวนตรงกันขามกับขนาดตัวอยาง n สําหรับการกําหนดจํานวนเทาของซิกมาร เปน
การกําหนดพื้นท่ีวิกฤติสําหรับการทดสอบสมมติฐาน การทดสอบสมมติฐานเพื่อทดสอบวาคากึงกลางของ
แผนภูมิควบคุมเปลี่ยนแปลงจากคาเดิมแลวหรือยัง ควรที่จะกําหนดคาก่ึงกลางของแผนภูมิควบคุมเปนคาใหม
ไดหรือยัง

22
0H : = 1.5
1H : 1.5
เราสามารถตั้งสมการสําหรับแผนภูมิควบคุมโดยใชสัญลักษณ w แทนตัวชีวัดลักษณะทางคุณภาพ
และนําเสนอคาเฉลี่ยของ w ดวย w และคาเบี่ยงเบนมาตรฐานของ w ดวย w เราจะไดวา
UCL = w + L w CL = w
LCL = w - L w
ที่ซึ่ง L คือ ระยะหางของขอบเขตควบคุมจากเสนกึ่งกลางแผนภูมิควบคุม ความสําคัญในการใช
แผนภูมิควบคุมเพื่อปรับปรุงกระบวนการผลิตมีกิจกรรมดังตอไปนี้
1) กระบวนการผลิตสวนใหญไมดําเนินการอยูในสถานของการควบคุมทางสถิติ
2) เพราะฉะนั้น งานประจํามักจะใหความสนใจกับการใชงานแผนภูมิควบคุม เพื่อบงชี้การ
เปลี่ยนแปลงที่สามารถระบุถึงสาเหตุได ถาสาเหตุนี้สามารถขจัดจากกระบวนการผลิต การแปรผันจะถูกลดลง
และกระบวนการจะถูกปรับปรุง
3) แผนภูมิควบคุม เปนเพียงเครื่องมือท่ีใชตรวจจับ การเปลี่ยนแปลงของกระบวนการผลิต การ
จัดการและดําเนินการจะเปน วิศวกรเปนผูดําเนินงานปฏิบัติที่จําเปนพื่อขจัดสาเหตุของการเปลี่ยนแปลงไป
ของกระบวนการผลิต
แผนภูมิควบคุมเปนเครื่องมือที่นิยมใชในการปรับปรุงกระบวนการผลิต ดวยเหตุผล 5 ประการดังนี้
1) แผนภูมิควบคุม ใชเปนเทคนิคในการปรับปรุงผลิตภาพ (Productivity) ความสําเร็จในการใชแผนภูมิ
ควบคุม จะชวยลดจํานวนชิ้นงานบกพรอง (Scrap และ Rework) ทําใหเพ่ิมอัตราผลิตภาพ และลด
ตนทุน ซึ่งวัดจากจํานวนชิ้นงานดีตอชั่วโมง
2) แผนภูมิควบคมุมีประสิทธิภาพในการปองกันการเกิดชิ้นงานบกพรอง ชวยทําใหกระบวนการผลิตอยู
ภายใตการควบคุมอยางตอเนื่อง ทําใหเราผลิตผลิตภัณฑที่เปนชิ้นงานถูกตองตามมาตรฐานตั้งแต
ขั้นตอนกระบวนการผลิตแรก ถาเราไมมีกระบวนการในการควบคุมที่มีประสิทธิภาพ เราตองจาย
คาใชจายใหผูปฏิบัติงานเพื่อทําใหชิ้นงานมีตําหนิเปนผลิตภัณฑที่มีมาตรฐาน
3) แผนภูมิควบคุม ปองกันการปรับตั้งกระบวนการโดยไมจําเปน
4) แผนภูมิควบคุม ใหขอมูลที่เปนประโยชนในการวิเคราะห ขอมูลที่ไดจากแผนภูมิควบคุมใชเปนขอมูล
เพื่อคํานวณตัวชี้วัดกระบวนการผลิต ซึ่งใชเปนเปาหมายในการเปลี่ยนแปลงกระบวนการผลิต เพื่อ
นําไปสูการปรับปรุงประสิทธิภาพกระบวนใหเขาใกลเปาหมายได
5) แผนภูมิควบคุม ใหขอมูลเกี่ยวกับ สมรรถภาพกระบวนการผลิต (Process Capability) ให
คาพารามิเตอรที่สําคัญของกระบวนการผลิตและมีเสถียรภาพไมขึ้นกับเวลา แผนภูมิควบคุม ใช
ประมาณความสามารถในการผลิตของกระบวนการผลิต เพื่อใชในการวางแผนการผลิตและกําหนด
กระบวนการผลิต

23
2.3.2 ทางเลือกของการกําหนดขอบเขตควบคุม (Control Limit)
ขอบเขตควบคุม เปนหนึ่งในการตัดสินใจที่สําคัญในการออกแบบแผนภูมิควบคุม ถาเสนขอบเขต
ควบคุมอยูใกลเสนกึ่งกลางแผนภูมิควบคุม (Center Line) เราจะเสี่ยงกับความผิดพลาดประเภทที่ 1 มากขึ้น
นั่นคือเสี่ยงวาคาเฉลี่ยตัวอยางสุมจะตกออกนอกเขตควบคุมเกิดข้ึนไดมากขึ้น ในขณะที่แผนภูมแิสดงการ
เปลี่ยนแปลงของกระบวนการผลิต ทั้งที่กระบวนการผลิตอาจผลิตชิ้นงานสวนใหญไดมาตรฐานตามที่ลูกคา
ตองการ อยางไรก็ตามการกําหนดขอบเขตควบคุม กระทบกับความเสี่ยงประเภทที่ 2 ดวยเชนกัน ทําใหมีคา
เพิ่มขึ้นเมื่อแผนภูมิควบคุมมีขอบเขตควบคุมที่กวางมากๆ นั่นคือ ความเสี่ยงของคาเฉลี่ยกระบวนการตกอยู
ภายใตการควบคุม แตกระบวนการผลิตจริงออกนอกการควบคุมแลว สรุปคือ ถาเรากําหนดเสนขอบเขต
ควบคุมใกลเสนกึ่งกลาง จะเพิ่มความเสี่ยงประเภทที่ 1 แตถากําหนดใหไกลจากเสนกึ่งกลาง จะเพ่ิมความเสี่ยง
ประเภทที่ 2
ภาพที่ 2.10 แสดงแผนภูมิควบคุมคาเฉลี่ยใชควบคุมกระบวนการผลิตไดอยางไร
สําหรับ x ที่แสดงดังในภาพท่ี 2.10 ซึ่งใช 3 เปนขอบเขตควบคุม ถาเราสมมติฐานวาลักษณะ
ทางคุณภาพมีการกระจายตัวแบบปกติ เราจะสามารถคํานวณความนาจะเปนของความผิดพลาดประเภทที่ 1
จากตารางปกติมาตรฐานเปน 0.0027 จะมีสัญญาณเตือนการออกนอกการควบคุมเมื่อ 27 จุดที่ออกนอกการ
ควบคุมจาก 10,000 จุด ถาเราเลือกใชความนาจะเปนที่จุดออกนอกการควบคุมเกินกวา 3 เชน 0.00135
เราสามารถคํานวนเสนขอบเขตควบคุมโดยการกําหนดคาความผิดพลาดประเภทที่ 1 ตัวอยางนี้ใหเทากับ
0.001 เราจะสามารถคํานวณคา /2z = 3.09 จะไดแผนภูมิควบคุม
UCL = 1.5 + 3.09(0.0671) = 1.7073
LCL = 1.5 – 3.09(0.0671) = 1.2987

24
ขอบเขตควบคุมโดยปกติแลวจะเรียกวา 0.001 ขอบเขตความนาจะเปน (Probability Limit) คา
มาตรฐานที่ใชในสหรัฐอเมริกากําหนด ขอบเขตควบคุมจากจํานวนเทาของสวนเบี่ยงเบนมาตรฐาน ซึ่ง
โดยทั่วไปใชกันที่คา L=3 นั่นคือ 3-ซิกมาร เปนขอบเขตควบคุม ในสหราชอาณาจักรและยุโรปตะวันตกใช
ระดับขอบเขตควบคุม ที่ 0.001 ขอบเขตความนาจะเปน หรือ 3.09-ซิกมาร
2.3.3 ขอบเขตสัญญาณเตือนของแผนภูมิควบคุม (Warning Limit)
ในการวิเคราะหบางครั้งกําหนดคา ขอบเขตควบคุม 2 คา ขอบเขตควบคุมนอกใชที่ 3-ซิกมาร เรียกวา
เขตควบคุมปฏิบัติ นั่นคือ เมื่อจุดออกนอกการควบคุมเราตองคนหาสาเหตุของการเปลี่ยนแปลงและมีกิจกรรม
ปรับปรุงกระบวนการผลิตใหกลับมาอยูในสภาพปกติ สวน ขอบเขตควบคุมใน ทั่วไปใชที่ 2-ซิกมาร เรียกวา
ขอบเขตสัญญาณเตือน ดังในตัวอยางดานลาง
UWL = 1.5 + 2(0.0671) = 1.6342
LWL = 1.5 – 2(0.0671) = 1.3658
สําหรับมาตรฐานสหราชอาณาจักรและยุโรปตะวันตกที่กําหนดขอบเขตควบคุม ดวยคาขอบเขตความ
นาจะเปนแลว เสนควบคุมปฏิบัติหรือเสนขอบเขตควบคุมนอก ใชที่ 0.001 สวนเสนขอบเขตสัญญาณเตือน
หรือเสนขอบเขตควบคุมใน 0.025 ถามี 1 จุดหรือมากกวา 1 จุด ตกอยูระหวาง ขอบเขตสัญญาณเตือน 2-ซิก
มาร กับขอบเขตควบคุมนอก 3-ซิกมาร หรือตกอยูใกลเสนขอบเขตสัญญาณเตือนมากๆ เราควรจะสงสัยได
แลววากระบวนการผลิตอาจมีการเนินงานที่ผิดปกติ กิจกรรมแรกในการปรับปรุงกระบวนการผลิต เมื่อเกิด
เหตุการณนี้คือ เพิ่มขนาดของตัวอยางสุมหรือ สุมตัวอยางในชวงเวลาที่ถี่มากขึ้น การกําหนดขนาดตัวอยางสุม
มากขึ้นจะทําใหไดขอมูลที่เปนจริงมากขึ้นเกี่ยวกับกระบวนการผลิต แผนการควบคุมกระบวนการผลิตโดยการ
เปลี่ยนขนาดตัวอยางสุมและ/หรือ เปลี่ยนความถี่ในการสุมตัวอยางข้ึนอยูกับผูดูแลกระบวนการผลิตและชนิด
ผลิตภัณฑ เทคนิคนี้มีการนําไปใชในทางปฏิบัติมาหลายปแลว ในปจจุบันมีการศึกษาและวิจัยเพิ่มเติมในดานนี้
นอกจากนั้นแลวขอบเขตสัญญาณเตือน ยังสามารถเพิ่มความไวใหกับแผนภมูิควบคุมในการควบคุม
กระบวนการผลิตไดมากข้ึนดวย
2.3.4 ขนาดตัวอยางสุม (Sampling Size) และ ความถี่ในการสุมตัวอยาง (Sampling Frequency)
ในการออกแบบแผนภูมิควบคุม เราตองมีการกําหนดทั้งขนาดตัวอยางสุมและความถี่ในการสุม
ตัวอยาง โดยทั่วไปแลวขนาดตัวอยางสุมขนาดใหญจะทําใหงานในการตรวจจับการขยับเล็กนอยของ
กระบวนการผลิตได แสดงไดดังภาพที่ 2.10 แสดงภาพการพลอตกราฟลักษณะการดําเนินงาน (Operating
Characteristic) สําหรับแผนภูมิควบคุม x Chart ในตัวอยางขางตน ความนาจะเปนที่สามารถตรวจพบการ
ขยับของกระบวนการผลิตจการคาเฉลี่ยกระบวนการผลิต = 1.5 ไมครอนไปเปน 1.650 ไมครอน เพิ่มขึ้น
เนื่องจากขนาดตัวอยางสุม n เพิ่มขึ้น เมื่อมีการเลือกขนาดตัวอยางสุม เราตองการขนาดตัวอยางสุมที่ทําใหเรา
สามารถตรวจจับการขยับของกระบวนการผลิตไดทันที ถาคาเฉลี่ยกระบวนการผลิตขยับเล็กนอย เราอาจจะ
ไมสนใจ เราจะสนใจเฉพาะการขยับในปริมาณมากๆ เพราะฉะนั้นเราอาจใชขนาดตัวอยางสุมขนาดเล็กได แต

25
ถาเราตองการใหแผนภูมิควบคุมมีความไวมากในการขยับของคาเฉลี่ยกระบวนการผลิต เราควรที่จะเลือกใช
ขนาดตัวอยางสุมขนาดใหญ
เราตองมีการกําหนดความถี่ในการสุมตัวอยาง สถานะการณที่จะทําใหเรามองเห็นการตรวจพบการ
ขยับเพียงเล็กนอยของกระบวนผลิตได ควรที่จะมีการกําหนดขนาดตัวอยางสุมขนาดใหญและความถี่ใหการสุม
มากๆ (มีการสุมตัวอยางบอยครั้งขึ้น) อยางไรก็ตามการกําหนดในลักษณะนี้จะทําใหไมคุมคาทางดาน
เศรษฐศาสตร เราอาจเลือกวิธีการในการสุมตัวอยาง 2 แบบ คือ ขนาดตัวอยางสุมขนาดเล็ก ความถี่ในการสุม
ชวงสั้นๆ หรือ ขนาดตัวอยางสุมขนาดใหญ ความถี่ในการสุมชวงยาวๆ เนื่องจากขนาดตัวอยางสุมและความถี่
ในการสุมตัวอยางเพ่ือสรางแผนภูมิควบคุมมีความสําคัญ ดังนั้น มีการคํานวณเพื่อใชในการตัดสินใจประมาณ
คา ขนาดตัวอยางสุมและความถี่ในการสุมตัวอยางจากกราฟความยาวเฉลี่ยรัน (Average run length: ARL)
สําหรับใชกับแผนภูมิควบคุม เราจะคํานวณคา ARL คือ จํานวนครั้งในการสุมตัวอยางกอนที่จะเกิดคาเฉลี่ย
ตัวอยางสุมออกนอกการควบคุม
ภาพที่ 2.10 แสดงภาพการพลอตกราฟลักษณะการดําเนินงาน (Operating Characteristic) สําหรับแผนภูมิ
ควบคุม x Chart
2.3.5 การวิเคราะหรูปแบบที่เกิดข้ึนในการใชงานแผนภูมิควบคุม
แผนภูมิควบคุมอาจชี้ในเห็นสถานะออกนอกการควบคุม ทั้งกรณีท่ีมี 1 จุดหรือมากกวา 1 จุดตก
ออกนอกขอบเขตการควบคุม หรือกรณีท่ีแผนภูมิควบคุมแสดงรูปแบบจุดที่มีรูปแบบแนนอน ไมเปน
รูปแบบสุม สําหรับตัวอยาง พิจารณาแผนภูมิ x Chart แสดงดังภาพที่ 2.11 แมวาทั้ง 25 จุดจะตกอยู
ภายใตการควบคุมของขอบเขตควบคุม แตจุดเหลานี้อาจจะออกนอกการควบคุมทางสถิติเพราะรูปแบบ
ของจุดเหลานี้ไมเปนแบบสุม จะเห็นวา 19 จาก 25 จุด ตกต่ํากวาเสนกึ่งกลางแผนภูมิควบคุม ขณะที่มี
เพียง 6 จุดที่อยูเหนือเสนกึ่งกลาง ถาจุดมีลักษณะแบบสุมจริง เราคาดหวังไดวาจะมีการกระจายของจุดอยู
ทั้งบนและลางของเสนกึ่งกลาง จากการเก็บตัวอยางพบวา กลุมของจุดที่ตามหลัง 4 จุดแรก มี 5 จุดซึ่ง
เพิ่มขึ้นอยางตอเนื่อง การจัดเรียงของจุดทั้ง 5 จุดนี้ เราเรยีกวา “รัน” (Run) ถาจุดตัวอยางที่เก็บมีการ
เพิ่มขึ้น เราจะเรียนกวา “รันเพิ่มข้ึน” (Run up) ถาลําดับของจุดมีการลดลง เราเรียกวา “รันลดลง”
(Run down) แผนภูมิควบคุมนี้ไมปกติมีลักษณะรันเพิ่มขึ้นในชวงยาว (เริ่มหลังจาก 4 จุดแรก) และไม
ปกติมีลักษณะรันลดลง (เริ่มทีห่ลังจากจุดที่ 18 เปนตนไป)

26
ภาพที่ 2.11 แสดงรูปแบบพฤติกรรมรันของแผนภูมิควบคุม
โดยทัว่ไปเราใหความหมายของรันตามลําดับของการเก็บตัวอยางไวหลายชนิดมากกวารันเพิ่มขึ้น
หรือ รันลดลง เราใหความหมายของตัวอยางที่เก็บซึ่งอยูเหนือหรือต่ํากวาเสนกึ่งกลาง เชน มี 8 จุดหรือ
มากกวา อยูเหนือเสนกึ่งกลาง เราเรียกวา “รันที่ความยาว 8” (Run of Length 8) ความนาจะเปนที่จะ
เกิดลักษณะนี้เกิดข้ึนไดนอยมากถาลักษณะขอมูลเปนแบบสุม ในกรณีที่เกิด รันที่ความยาว 8 หรือมี 8 จุด
ตอเนื่องอยูเหนือเสนกึ่งกลาง เปนสัญญาณบอกสถานะของกระบวนการออกนอกการควบคุม แมวารัน
เปนการวัดที่สําคัญของพฤติกรรมของขอมูลคุณภาพท่ีไมเปนแบบสุมของแผนภูมิควบคุม ยังมีอีกหลาย
รูปแบบที่บงบอกถึงสถานะการณออกนอกจากควบคุม ตัวอยาง พิจารณาแผนภูมิ x Chart ในภาพที่ 2.11
คาเฉลี่ยตัวอยางสุมแสดงพฤติกรรมแบบวัฏจักร (Cyclic) ซึ่งทุกจุดตกอยูภายในการควบคุมของแผนภูมิ
ควบคุม รูปแบบนี้บงบองปญหาของกระบวนการ เชน เกิดจากการเมื่อยลาของพนักงานในสายการผลิต
หรือ วัตถุดิบตนทางมีปญหาบกพรอง หรือเกิดจากสภาพการทํางานอ่ืนๆ แมวากระบวนการผลิตไมไดออก
นอกการควบคุม แตผลที่เกิดขึ้นอาจจะตองมีการปรับปรุงโดยการขจัดหรือลดแหลงซึ่งเปนสาเหตุของการ
แปรผันที่เกิดขึ้นจากพฤติกรรมแบบวัฏจักรนี้

27
ภาพที่ 2.12 แสดงรูปแบบการออกนอกจากควบคุมของขอมูลคุณภาพ
2.3.6 สัญญาณบงบอกการออกนอกขอบเขตการควบคุมของขอมูล
1) มี 1 หรือมากกวา 1 จุดออกนอกขอบเขตควบคุม 3-ซิกมาร
2) 2 ใน 3 จุด ที่ตอเนื่องกันออกนอกขอบเขตสัญญาณเตือน 2-ซิกมาร แตยังอยูภายใตขอบเขต
ควบคุม 3-ซิกมาร
3) 4 ใน 5 จุด ที่ตอเนื่องกันอยูในระยะของ 1-ซิกมาร กับเสนกึ่งกลางแผนภูมิควบคุม
4) เกิดรันที่ความยาว 8 คือมี 8 หรือมากกวา 8 จุดที่ตอเนื่องกันอยูดานใดดานหนึ่งของเสนกึ่งกลาง
แผนภูมิควบคุม
5) มี 6 จุดตอเนื่องมีสถานะเพิ่มขึ้นอยางแนนอน หรือลดลงอยางแนนอน
6) มี 15 จุด อยูในบริเวณซี (Zone C) ทั้งบนและลางเสนกึ่งกลาง
7) มี 14 จุดขึ้น-ลง แบบผลัดกัน
8) มี 8 จุดอยูในใกลๆ เสนกึ่งกลางทั้งสองดาน ซึ่งไมใชบริเวณซ ี
9) รูปแบบไมเปนพฤติกรรมแบบสุม มีรูปแบบเฉพาะของขอมูล
10) มี 1 จุดหรือมากกวา 1 จุดใกลกับเสนขอบเขตสัญญาณเตือน 2-ซิกมาร หรือ ใกลเสนขอบเขต
ควบคุม 3-ซิกมาร
2.4 ตนทุนในการพัฒนาดานคุณภาพ
1. Prevention Costs ตนทุนที่ใชในการปองกัน ไมใหสินคาดอยคุณภาพ เชน การฝกอบรมพนักงาน
SOP – Standard Operation Process กระบวนการมาตรฐาน และมีการซอมบํารุงเครื่องจักร
(Maintenance)

28
- Training (ISO 9000)
- Maintenance เชน TPM (Total Preventive Maintenance), BD (Break down Maintenance)
และ CD (Corrective Maintenance)
2. Failure costs ตนทุนของเสีย, สินคาที่มีการแตกหัก จากการขนยาย จากการจัดเก็บ Failure costs
แบงเปน 2 อยาง คือ internal และ external
3. Appraisal costs ตนทุนในการประเมินคุณภาพ การตรวจสอบ (Inspection) เชน การวัด, การชั่ง
น้ําหนัก การทดสอบ(Testing) เปนการหาสมรรถนะ เมื่อเทียบกับคามาตรฐาน มี 2 อยาง คือ
1) Destructive testing ทดสอบแบบทําลาย เชน การทดสอบแรงดึงของเหล็ก
2) Non-Destructive testing การทดสอบแบบไมทําลาย
รวมถึงคาแรงงานตางๆ
ภาพที่ 2.13 แสดงจุดคุมทุนของตนทุนทางดานคุณภาพ
จากกราฟ อธิบายไดวา ถาเราลงทุนปองกันสูง สวนใหญของการผลิตผลิตภัณฑจะเปน สินคาที่ดี ถาลงทุน
ปองกันนอย ผลิตภัณฑสวนใหญจะเปนของเสีย
ภาพที่ 2.14 แผนภาพท้ังหมดรวมเรียกวา Quality Cost Model
Prevention Cost 40%
Appraisal Cost 10%
Failure Cost 50%: Internal & External
Failure Cost: Difficult to Report Hidden Cost
ไมสามารถมองเห็นLost Opportunities
Traditional Cost
มองเห็นและรายงานได

29
เครื่องมือตางๆ ที่ใช ตรวจสอบผลิตภัณฑ ตองมีการสอบเทียบมาตรฐาน อยางนอยปละ 2 ครั้ง เรียกวา ระบบ
สอบเทียบ
2.5 เครื่องมือที่ใชในการควบคุมการผลิต
2.5.1 7 QC Tools เปนเครื่องมือที่สําคัญยิ่งตอการปรับปรุงคุณภาพและสามารถใชเปนเทคนิคในการ
แกปญหาเพื่อการปรับปรุงงานใหดียิ่งๆ ขึ้นไปดวย เครื่องมือที่นิยมใชกันมานานแลว มี 7 แบบ ไดแก Pareto
Diagram, Check-Sheet, Cause and Effect Diagram, Histogram, Control Chart และ Graph
2.5.2 7 New QC Tools เปนเครื่องมือใหมของ QC ที่พัฒนาเพิ่มขึ้นอีก 7 แบบ ไดแก Affinity
Diagram Charts และ Matrix Data Analysis ที่ใหผลในดานการควบคุมคุณภาพและปรับปรุงงานที่นาพอใจ
ยิ่งขึ้นไปอีก
2.6 เทคนิคการวิเคราะห 7 อยาง (เครื่องมือที่ใชควบคุมในการผลิต)
หลักใหญของเทคนิคการสรางคุณภาพก็คือ การทําเพื่อใหไดตามจุดมุงหมายอันเดียวกัน คือ คุณภาพ
ซึ่งการปฏิบัติเพื่อใหไดจุดมุงหมายดังกลาวจําเปนที่จะตองมีการวางแผนและกําหนดเปาหมายในการปฏิบัติไว
อยางชัดเจนดวยการใชตัวเลขตางๆ ที่เก็บรวบรวมขึ้นมาวิเคราะหหาแนวทางในการตัดสินใจ จากเทคนิคการ
วิเคราะหขอมูลในรูปแบบที่จะชวยใหมองเห็นสภาพความจริงและเขาใจงาย โดยที่ทุกคนที่ปฏิบัติงานสามารถ
เรียนและปฏิบัติไดงายโดยไมจําเปนตองใชเทคนิควิธีการที่ยุงยาก ซึ่งหลักวิธีการดังกลาวมีอยูดวยกัน 7 อยาง
ดังนี้
1) ใบตรวจสอบ (Check Sheet)
2) ฮีสโตแกรม (Histogram)
3) แผนภูมิพาเรโต (Pareto Diagram)
4) ผังกางปลา (Fish-Born Diagram) หรือผังเหตุและผล (Cause-Effect Diagram)
5) กราฟ (Graph)
6) แผนภูมิกระจาย (Scatter Diagram)
7) แผนภูมิควบคุม (Control Chart)
หลักเทคนิค 7 อยางดังกลาวจะเปนเครื่องมือท่ีชวยในการวางแผนและกําหนดเปาหมายในการปฏิบัติใหมี
ประสิทธิภาพ ดังนั้นผูนํากลุมและสมาชิกกลุมจําเปนที่จะตองเขาใจวิธีการใชเทคนิค 7 อยางนี้ไดก็ดวยการ
ฝกอบรมของผูนํากลุม ดังมีรายละเอียดของเทคนิคของกลุมสรางคณุภาพ ดังนี้
2.6.1 ใบตรวจสอบ
ใบตรวจสอบเปนกระดาษที่อยูในรูปตารางสําหรับใชกรอกรายละเอียดของขอมูล เพื่อใหทราบถึงสภาพของ
ขอมูลทุกแงทุกมุม ลักษณะของใบตรวจสอบจะตองเปนลักษณะที่งายตอการจดบันทึกขอมูล งายตอการ
จําแนกขอมูลและวิเคราะหผล ไมสับสนยุงยาก สะดวกสําหรับพนักงานทั่วไปสามารถปฏิบัติได ซึ่งลักษณะของ
ใบตรวจสอบท่ัวไปจะเปนดังนี้

30
1. บนหัวกระดาษของใบตรวจสอบ จะมีรายละเอียดของผูตรวจวาตรวจสอบสินคาชนิดอะไร จากกลอง
ไหนหรือที่ไหน หมายเลขอะไร วันไหนเปนวันที่ทําการตรวจสอบ จํานวนที่ตรวจสอบเทาไร ใครเปนผู
ตรวจสอบและลักษณะท่ีวัดเปนอยางไร ดังแสดงในภาพท่ี 2.15
ภาพที่ 2.15 ตัวอยางใบตรวจสอบ
2. ลักษณะเปนตารางที่มีรายละเอียดตางๆ ที่ตองการตรวจสอบไวพรอมแลว สามารถใชในการ
ปฏิบัติงานไดโดยไมตองกรอกรายละเอียดใหมเพียงแตกรอกรายละเอียดขีดลงในชองที่ตรงกับ
รายละเอียดนั้น หรือกรอกผลการตรวจสอบในรายละเอียดนั้น
ในขั้นตอนการนําการควบคุมคุณภาพทางสถิติไปใชงานตองมีการสะสมขอมูลในอดีตหรือขอมูลการ
ดําเนินการปจจุบันของกระบวนการผลิต ซึ่งใบตรวจสอบมีประโยชนอยางมากในกิจกรรมสะสมขอมูล บางครั้ง
ใชงานในการเก็บชอมูลการบกพรองของชิ้นงานเพื่อใชเปนขอมูลเบื้องตนในการปรับปรุงกระบวนการผลิต ใช
บงชี้ความแตกตางของชนดิการบกพรองของชิ้นงานโดยทําการสรุปขอมูลในชวงเวลาตางๆ คาที่ไดทําให
มองเห็นแนวโนมหรือ รูปแบบอื่นๆ ของขอมูล แสดงความหมายของขอมูลที่เปนประโยชนในการวิเคราะหหา
สาเหตุของปญหา เมื่อตองการออกแบบใบตรวจสอบ ใบตรวจสอบตองมีขอมูลเฉพาะครบถวนที่ตองการเก็บ
เชน ชิ้นงานอะไร หมายเลขกระบวนการผลิตอะไร วันที่เทาไร สิ่งที่ตองการวิเคราะห และขอมูลอื่นๆ
2.6.2 ฮีสโตแกรม

31
ฮีสโตแกรมเปนแผนภูมิที่แสดงความถี่ของสิ่งที่เกิดขึ้น โดยแสดงเปนกราฟแทงสี่เหลี่ยมที่มีความกวาง
เทากันและมีดานขางติดกัน วิธีสรางฮีสโตแกรมทําไดดงันี้ คือ
1. เก็บรวบรวมขอมูลของสิ่งที่ตองการวิเคราะห
2. กําหนดจํานวนชวง หรือแทงของกราฟท่ีตองการแสดง โดยปกติจะใหมีจํานวนแทงระหวาง 8-10 แทง
3. กําหนดคาของแตละชวง โดยคาที่กําหนดจะตองใหครอบคลุมคาทุกคาของขอมูลที่เก็บได และจะตอง
ไมมีคาใดตกอยูในชวงขอมูลมากวา 1 ชวง
4. นับจํานวนขอมูลในแตละชวง แลวเขียนเปนกราฟ ดังตัวอยางตอไปนี้
ภาพที่ 2.16 ฮีสโตแกรมของขอมูลคุณภาพระยะทางของการทดสอบยิงลูกบอล
2.6.3 แผนภูมิพาเรโต
แผนภูมิพาเรโตเปนแผนภูมิที่แสดงวา มูลเหตุใดเปนมูลเหตุที่สําคัญที่สุด วิธีการเขียนแผนภูมิพาเรโต
เริ่มจากการใชใบตรวจสอบเก็บขอมูลกอน แลวจําแนกแจกแจงขอมูลเปนหมวดหมูตามสาเหตุตางๆ หลังจาก
นั้นก็จัดลําดับโดยนําสาเหตุที่มีความถ่ีสูงสุดไปแสดงไวซายสุดในแผนภูมิ และสาเหตุรองลงมาก็แสดงไวชิดมา
ทางขวามือ
แผนภูมิพาเรโตเปนเครื่องมืออยางงายสําหรับใชแสดงการกระจายความถี่ของขอมูลลักษณะคุณภาพ
จัดเรียงแตจํานวนขอมูลลักษณะคุณภาพที่เกิดขึ้นมากเรียงไปหานอย โดยมากใชเพื่อพิจารณาขอมูลชิ้นงาน
บกพรอง โดยการพลอตขอมูลที่มีความถี่ของแตละชนิดของงานบกพรอง ใชเพื่อทําใหสามารถบงชี้ชนิดของงาน
บกพรองที่มีความถี่มากที่สุด จากภาพที ่ 2.17 แสดงจํานวนชิ้นงานบกพรองแตละสาเหตุปญหา จะเห็นวา
สาเหตุขนาดระยะของชิ้นงานไมถูกตอง, ชิ้นงานที่เสียเพราะเครื่องจักร เปนชิ้นงานบกพรองที่มีความสําคัญ
มากที่สุด เพราะเกิดข้ึนถี่มากที่สุด ดังนั้นเราจะตองทําการแกไขปรับปรุงเปนอันดับแรก แผนภูมิพาเรโต ไมใช
ตัวบงชี้อัตโนมัติที่จะชี้วาชิ้นงานบกพรองชนิดใดที่มีความสําคัญมากที่สุด เปนแคเพียงแสดงคาความถี่ของแต
ละชนิดชิ้นงานบกพรอง ที่เกิดขึ้นมากที่สุด

32
นอกจากจะแสดงมูลเหตุที่สําคัญที่สุดและเรียงขอมูลเหตุอื่นๆ ตามลําดับความสําคัญแลวจะแสดง
เสนกราฟสะสมไวดวย เหมือนท่ีกลาวเสมอๆ วาแกปญหาใหตรงจุด หรือจัดลําดับความสําคัญของปญหา
หลักเกณฑการเขียนแผนภูมิพาเรโต ประกอบดวย
1) จําแนกลักษณะและประเภทสาเหตุของปญหาที่เกิดข้ึน
2) เก็บรวบรวมขอมูล นับจํานวนลักษณะ หรือประเภทของปญหาที่เกิดขึ้น แลวคํานวณรอยละของ
ลักษณะ หรือประเภทของปญหาที่เกิดข้ึน
3) เรียงขอมูลที่นับจํานวนไดจากมากไปหานอย จัดทํารอยละสะสม
4) เขียนแผนภูมิจากรอยละสะสม โดยใหแกนนอนเปนลักษณะ หรือประเภทของปญหา และแหนตั้งเปน
รอยละของลักษณะหรือประเภทของปญหาแลวเขียนกราฟแทงเรียงปญหาจากมากไปหานอย พรอม
ทั้งกําหนดจุดและลากเสนรอยละสะสมของลักษณะ หรือประเภทของปญหา
ภาพที่ 2.17 แผนภูมิพาเรโตแสดงสาเหตุการชํารุดของเสื้อ
2.6.4 ผังกางปลาหรือผังเหตุและผล
เปนแผนภูมิที่ใชตอจากแผนภูมพิาเรโต กลาวคือ หลังจากตัดสินใจที่จะเลือกแกปญหาใดจากการทํา
แผนภูมิพาเรโตแลว ขั้นตอไปก็เปนการระดมความคิดเพื่อแกปญหาที่เลือกขึ้นมาจากแผนภูมิพาเรโต โดย
แสดงผลของสาเหตุของปญหาไวที่ปลายของแผนภูมิ และระหวางที่จะถึงปลายของแผนภูมิจะแสดงถึงสาเหตุ
ของปญหาตางๆ ที่เกิดข้ึนทั้งหมดจากการระดมความคิด จําแนกออกเปนแขนงเหมือนกางปลา ซึ่งมีหลักการ
เขียนผังกางปลาดังนี้

33
ภาพที่ 2.18 ผังกางปลาแสดงตนเหตุของปญหา
1. กําหนดปญหาที่ตองการแกไขจากแผนภูมิพาเรโต จากปญหาที่กําหนด จะเปนผลของสาเหตุที่อยูปลาย
สุดของแผนผังกางปลา แลวลากเสนตรงไปตามแนวนอนและสุดปลายเสนตามแนวนอนจะเปนผลของสาเหตุ
2. เขียนตนเหตุของปญหาที่เปนสาเหตุของปญหาเล็กๆ แตกแยกแขนงออกจากเสนตามแนวนอนที่ชี้ไปยัง
ผลของสาเหตุ ซึ่งการเขียนสาเหตุของปญหาจะไดจากการระดมความคิดท้ังหมด โดยเริ่มจากตนเหตุใหญของ
ปญหาซึ่งโดยทั่วไปจะประกอบดวย
1. คน
2. เครื่องจักร
3. สภาพแวดลอม
4. วิธีการทํางาน
5. วัตถุดิบ เมื่อนํามาเขียนแผนภูมิกางปลาของตนเหตุใหญจะไดดังภาพที่ 2.18
3. จากตนเหตุหลักท่ีสําคัญ 5 ประการขางตนในขั้นตอนนี้จะแยกแตกแขนงปญหาทั้ง 5 ออกเปนปญหา
ยอยๆ โดยละเอียด ซึ่งในขั้นตอนนี้จะเปนการระดมความคิดตอเนื่องจากการหาตนเหตุหลัก ดวยการสราง
คําถามขึ้นมาเพื่อหาสาเหตุยอยนํามาเขียนลงในแผนภูมิกางปลา
2.6.5 กราฟ
เปนสวนหนึ่งของรายงานตางๆ ที่ใชสําหรับนําเสนอขอมูลที่สามารถทําใหผูอานเขาใจขอมูลตางๆ ไดดี
สะดวกตอการแปลความหมายและสามารถใหรายละเอียดของการเปรียบเทียบไดดีกวาการนําเสนอขอมูล ดวย

34
วิธีอื่นๆ ทั้งนี้เพราะกราฟสามารถมองเห็นถึงลักษณะของขอมูลตางๆ ไดทันทีจากเสน รูปภาพ แทงเหลี่ยม และ
วงกลม ซึ่งการนําเสนอขอมูลดวยกราฟเสน กราฟรูปภาพ กราฟแทง กราฟวงกลมและแผนภูมิควบคุมคุณภาพ
ซึ่งกราฟแตละชนิดจะมีประโยชนในการใชแตกตางกันดังนี้
กราฟเสน เปนกราฟท่ีแสดงความสัมพันธระหวางตัวแปร 2 ตัว ใชสําหรับแสดงแนวโนมของปญหา
เปรียบเทียบผลกอนและหลังการแกไขในชวงเวลา และใชสําหรับอานหาคาตัวแปรอีกตัวแปรอกีตัวแปรหนึ่งได
อยางคราวๆ จากกราฟเสนตรง ซึ่งมีหลักวิธีการเขียนกราฟเสนดังนี้
1) ใหแกนตั้งและแกนนอนเปนคาของตัวแปร y และ x ตามลําดับ
2) กําหนดจุดคูลําดับ (x, y) ลงบนแผนกราฟ
3) จากเสนตอจุดคูลําดับทุกจุดบนแผนกราฟก็จะไดกราฟเสน
กราฟแทง จะมีลักษณะเชนเดียวกันกราฟฮีสโตแกรม เปนกราฟที่ประกอบดวยรูปสี่เหลี่ยมผืนผามี
พื้นท่ีเทากัน วางอยูบนแนวนอนหรือแนวตั้งก็ไดใชสําหรับในการเปรียบเทียบคาของขอมูลตามเวลาหรือ
ประเภทสินคา ใชอีกตัวอยางหนึ่งของแผนภูมิกระจาย แสดงความสัมพันธระหวางยองขายของพัดลมไฟฟา
เทียบกับอุณหภูมิเฉลี่ยของแตละเดือน แสดงวายอดขายพัดลมไฟฟาจะขายไดมากเม่ืออุณหภูมิสูงขึ้น
2.6.7 แผนภูมิควบคุม (Control Chart)
แผนภูมิควบคุม เปนแผนภูมิกราฟที่ใชเพื่อการควบคุมกระบวนการผลิตลักษณะของแผนภูมิจะเปน
กราฟของสิ่งที่ตองการควบคุมเขียนเทียบกับเวลา วัตถุประสงคหลักของแผนภูมิควบคุม คือ การควบคุม
กระบวนการผลิตเพื่อใหรูวา ณ. เวลาในที่มีปญหาดานคุณภาพ ทั้งนี้เพ่ือการแกไขปรับปรุงกระบวนการผลิตให
กลับสูสภาพปกติ แผนภูมิควบคุมเปนเทคนิคเชิงสถิติที่มีความสําคัญอยางมากและมีรูปแบบตางๆ หลาย
รูปแบบแลวแตลักษณะการควบคุม ซึ่งรายเอียดของการสรางและใชแผนภูมิควบคุมชนิดตางๆ จะไดกลาวถึง
ตอไป ถา plot จุดแลว ตกอยูในบริเวณกรอบสี่เหลี่ยม นั่นคือ สินคามีคุณภาพ แตถาออกนอกบริเวณ นั่นคือ
มีของเสียเกิดขึ้น ถาดูจากกราฟนี้ ก็จะรูวาสินคาเกิดปญหาจากสาเหตุใดสาเหตุหนึง
2.7 Acceptance sampling (การสุมตัวอยางเพื่อการยอมรับ)
เชน แผนการสุมตัวอยางเปน n=20, c=1 หมายถึง ใหสุมตัวอยางรุน (Lot) มาจํานวน 20 หนวย ถา
ตรวจพบของเสียไมเกิน 1หนวย เราจะยอมรับรุน กระบวนการสุมตัวอยางแสดงดังรูปดานลาง
Process
Process N n
N-n
Sampling Sampling

35
N-n ผลิตภัณฑที่เหลือจากการสุมตัวอยาง ที่อาจมีของเสียอยูมากหรือนอย แตเราจะยอมรับวามีคุณภาพ
ถาจํานวน n ที่สุมมาแลวตรวจวาผาน
แผนการสุมตัวอยาง n=10, x-bar = 150
หมายถึง ตัวอยางมาจากรุน จํานวน 10 หนวย แลววัดความแข็งของชิ้นงาน ถาความแข็งโดยเฉลี่ย
มากกวา 150 psi จะยอมรับรุน
2.8 สถิติในการควบคุมคุณภาพ
ขอมูลดานคุณภาพ
1) ขอมูลเชิงผันแปร (Variables Data) หรือ เรียกวา Measurable Data เชน คุณภาพดาน น้ําหนัก,
แรงดึง เปนตน
2) ขอมูลเชิงคุณภาพ (Attributes Data) หรือเรียกวา Countable Data คือ ตองนับเปนจํานวนเต็ม คือ
สามารถบอกลักษณะทางคุณภาพดานตางๆ ออกมาได เชน จํานวนชนิดของสี ในการพนสีรถยนต
การแสดงขอมูล
1) แสดงดวยตารางหรือกราฟ
- ตารางแจกแจงความถี่ ทําใหรูวาการแจกแจงของผลิตภัณฑอยูสูงสุด หรือ ต่ําสุดเทาใด
- ฮิสโตแกรม กระจายมาก แสดงวาขอมูลไมดี
2) ดวยการวิเคราะห
- แนวโนมเขาสูศูนยกลาง (Central Frequency)
1) Mean
2) Median
3) Mode
- การวัดคากระจาย
1) พิสัย (R) ใชไดดีกรณีที่ขอมูลมีไมเกิน 12 ตัว แตไมเหมาะสมกับ กรณีท่ีมีขอมูลจํานวนมากๆ
2) คาเบียงเบนมาตรฐาน (s) ใชกรณีที่ขอมูลเกิน 12 ตัว
จํานวนมากๆ และคาเบี่ยงเบนมาตรฐาน (S) ใชกรณีที่ขอมูลเกิน 12 ตัว 2( )
1
ix xs
n
การแจกแจงความนาจะเปน
- การแจกแจงแบบไมตอเนื่อง (Discrete Distribution)
- การแจกแจงแบบตอเนื่อง (Continuous Distribution)

36
2.7.1 การแจกแจงแบบไมตอเนื่อง
2.7.1.1 Hypergeometric Distribution ใชในกรณีการสุม ตัวอยางจากประชากรที่มีจํานวนจํากัด
(จํานวนนอย)
( )
D N D
x n xp x
N
n
nD
N
2 11
nD D N n
N N N
!
!( )!
a a
b b a b
หาความนาจะเปนที่จะยอมรับรุน เชน สุมตัวอยางจากรุนมา 10 ชิ้น ถาเจอของเสียไมเกิน 1 ชิ้น เราจะ
ยอมรับรุน ใหหาความนาจะเปนที่จะยอมรับรุน
(acceptance) ( 1)p Pa x 1
0x
D N D
x n x
N
n
2.7.1.2 Binomial Distribution คลายกับแบบแรก แตขนาดตัวอยางมีคาเทากับ หนึ่งในสิบของรุน
( ) (1 )x n xnp x p p
x
x = 0, 1, 2,…,n
np
2 (1 )np p
ˆx
pn
2 (1 )p
p p
n
2.7.1.3 Poisson Distribution
( )!
xep x
x
x = 0, 1, 2,…,n
2 ( )p x ความนาจะเปนที่จะเจอของเสีย
p สัดสวนของเสียที่ติดมา = Process Average
2.7.2 การแจกแจงแบบตอเนื่อง (Continuous Distributions)
2.7.2.1 Normal Distribution 2
1/21( )
2
x
f x e
x
D = ของเสียทั้งหมด
N = ขนาดของประชากรทั้งหมด ซึ่งมีจํานวนนอย
x = ของเสียที่สุมมา
n = จํานวนชิ้นงานทั้งหมดที่สุม n
p สัดสวนของเสีย p ประมาณการสัดสวนของเสีย

37
2 0 2( , )x N
เมื่อ x
z
( )
aP x a P z
= a
2.7.2.2 Exponential Distribution มีความสัมพันธกับ Poisson Distribution
( ) xf x e
1/ 2 21 / , 0x , 0
( ) ( )F a P x a 0
ate dt 1 ae , 0a
2.7.2.3 Weibull Distribution
1
( ) expx x
f x
, 0x 0 - Scale Parameter
( ) 1 expa
F a
0 - Shape Parameter







![[chapter] [chapter] atiques](https://static.fdocument.pub/doc/165x107/62ab0da599df7d685a5c7171/chapter-chapter-atiques.jpg)