A Eficiência Do Tratamento de Resíduo Químico Galvânico Na Cidade de Rio Verde (1)
23
A Eficiência do Tratamento de Resíduo Químico Galvânico na Cidade de Rio Verde A cidade de Rio Verde-Goiás, localizada na região sudoeste do estado, com uma área de 8,388,295 Km2, latitude 17º 47’ 53” S, longitude 50º 55’ 41” W, está a 748m de altitude possui hoje uma população de 185,465 mil habitantes distribuídos entre zona urbana e rural do município, os municípios limítrofes são ao sul Aparecida do Rio Doce, Cachoeira Alta, Jataí; a Oeste Montividiu e Caiapônia; a noroeste Paraúna; a leste Quirinópolis e Santa Helena de Goiás, ao norte Santo Antônio da Barra. O clima é tropical, o PIB é de R$ 4,160 bilhões (IBGE, 2010). Para um contingente humano desta natureza é preciso uma infraestrutura nos diversos setores para atendimento das necessidades básicas humanas. A cidade de Rio Verde situada no sudoeste do estado de Goiás tem experimentado um grande salto na estrutura de sua cidade em detrimento do advento industrial. Até 1983 a indústria formada que existia em Rio Verde era a COMIGO em seu complexo industrial; e com o passar dos anos a cidade possui hoje um Agricluster muito bem estruturado. Para (1) Galdaméz, o que se conhece como “Cluster” no mercado Internacional, no Brasil também é chamado de Arranjo Produtivo Local, em qualquer um dos casos é uma ferramenta de importante organização e desempenho para pequenas, médias e grandes indústrias que se organizarem em determinado setor com a infraestrutura necessária, gerando
-
Upload
marcos-fernandes-de-oliveira -
Category
Documents
-
view
1 -
download
0
description
metodologia de tratamento de residuos galvanicos
Transcript of A Eficiência Do Tratamento de Resíduo Químico Galvânico Na Cidade de Rio Verde (1)

A Eficiência do Tratamento de Resíduo Químico Galvânico na Cidade de Rio
Verde
A cidade de Rio Verde-Goiás, localizada na região sudoeste do estado, com uma
área de 8,388,295 Km2, latitude 17º 47’ 53” S, longitude 50º 55’ 41” W, está a 748m de
altitude possui hoje uma população de 185,465 mil habitantes distribuídos entre zona
urbana e rural do município, os municípios limítrofes são ao sul Aparecida do Rio
Doce, Cachoeira Alta, Jataí; a Oeste Montividiu e Caiapônia; a noroeste Paraúna; a leste
Quirinópolis e Santa Helena de Goiás, ao norte Santo Antônio da Barra. O clima é
tropical, o PIB é de R$ 4,160 bilhões (IBGE, 2010). Para um contingente humano desta
natureza é preciso uma infraestrutura nos diversos setores para atendimento das
necessidades básicas humanas. A cidade de Rio Verde situada no sudoeste do estado de
Goiás tem experimentado um grande salto na estrutura de sua cidade em detrimento do
advento industrial. Até 1983 a indústria formada que existia em Rio Verde era a
COMIGO em seu complexo industrial; e com o passar dos anos a cidade possui hoje um
Agricluster muito bem estruturado.
Para (1) Galdaméz, o que se conhece como “Cluster” no mercado Internacional,
no Brasil também é chamado de Arranjo Produtivo Local, em qualquer um dos casos é
uma ferramenta de importante organização e desempenho para pequenas, médias e
grandes indústrias que se organizarem em determinado setor com a infraestrutura
necessária, gerando muita competitividade ao setor de bens e serviços ali oferecidos.
Muitas passaram a serem as necessidades das indústrias aqui instaladas, um
suprimento maior de mão de obra, uma boa logística e malha viária para que esta
logística aconteça; suprimentos e insumos, e a proteção contra corrosão das peças de
metal e outras ligas que constantemente são tão necessárias ao desenvolvimento dos
trabalhos nas indústrias.
Neste ínterim chega também a Rio Verde uma empresa de zincagem e
galvanização de peças metálicas a frio o que propicia um baixo custo final das peças
zincadas. A empresa tem em seu portfólio: carrinhos de supermercados, tendas, palcos,
plataformas fabris, enfim uma gama de serviços de proteção contra corrosão. Não se
pode também esquecer que o processo de galvanização ou eletrodisposição, é um
processo que envolve uma gama de reações químicas controladas para que o elemento

químico zinco possa se depositar sobre as peças realizando sim uma proteção efetiva
das mesmas.
A galvanização é um procedimento novo na região, anteriormente, não havia
necessidade de proteção de peças ou esta necessidade era suprida por uma pintura
precedida por limpeza com jato de areia, o que não proporcionava grande rendimento e
durabilidade às peças metálicas.
Segundo pesquisa in loco grande quantidade de material metálico era descartada
com tempo de vida útil de 40%, na área agrícola, principalmente em plantadeiras, as
recuperações de máquinas eram feitas seguindo o processo anteriormente referido, o que
não proporcionava tempo de vida útil muito grande às peças; outro setor também
assistido pela galvânica é o de supermercados, mercados, e minimercados que após a
utilização de seus carrinhos por determinado período de tempo, os utilizava como
moeda de troca em unidades novas, encarecendo muito o custo final de operação.
Com a instalação de um polo industrial, surge a necessidade latente desta
recuperação de peças metálicas por revestimento galvânico, pois sua substituição iria
onerar custos fabris.
A galvanização em Rio Verde surge como alternativa para redução de custos
aumenta de vida útil das peças metálicas, diminuição do índice de materiais sucateados,
o custo de reforma das peças é de 20% do valor de reposição da mesma. Um carrinho de
supermercado tem o custo da reforma total orçado em R$ 100,00 sendo que o valor do
mesmo novo é de R$ 500,00, isso viabiliza muito a reforma das peças, sendo que
também é aumentado o tempo de vida útil. Economicamente o processo galvânico é
extremamente viável, embora a galvanização tenha também seu lado perigoso, pois
para que aconteça o processo vários são os reagentes químicos de alta toxidade
utilizados e grande é a geração de resíduos danosos ao meio ambiente.
No procedimento de galvanização ou zincagem como popularmente é chamada,
a peça entra na empresa é limpa em um banho de ácido clorídrico, passa por um
enxágue simples, é encaminhada para uma primeira proteção contra corrosão com um
banho em hidróxido de sódio concentrado, vai então ao banho de zinco onde além dos
elementos dispostos na água, também recebe uma corrente elétrica de 15 amperes, logo
após as peças são enxaguadas para retirada do excesso de cianeto, o próximo passo é
imergir as peças em um banho de abrilhantamento ou tecnicamente como é chamado
apassivamento e por último um enxágue deste banho em água pura.

Quando são feitos os enxágues das peças em toda etapa do processo de
galvanização, ou seja, no banho de ácido, de cianeto e de abrilhantamento, é gerado um
grande número de resíduos químicos que ficam depositados ou suspensos nos tanques
destes banhos de enxágue. Como os reservatórios são muito grandes (de 9 a 10 mil
litros) também um grande quantitativo de resíduos é gerado e necessita ser tratado para
que não haja contaminação nos banhos e nas peças.
Neste momento inicia-se o verdadeiro problema da galvanização, seus resíduos
líquidos; pois possuem grande carga de produtos químicos de altíssima toxicidade. Aqui
entra uma nova etapa do processo que é o tratamento dos resíduos, pois segundo
literatura são considerados resíduos altamente tóxicos e causadores de danos ao meio
ambiente.
Este trabalho visa verificar a qualidade e a eficiência do tratamento realizado em
uma galvânica instalada na cidade de Rio Verde, a estrutura da cidade para receber estes
resíduos e seus efeitos futuros ao meio ambiente.
REVISÃO BIBLIOGRÁFICA
Segundo (2) a pesquisa industrial mensal, física e regional do IBGE (Instituto
Brasileiro de Geografia e Estatística) a produção industrial goiana em janeiro de 2012
teve um avanço positivo de 3,3%, enquanto outras áreas do país obtiveram sensível
baixa; para o IBGE o acumulado do exercício de 2012 foi de 8,5% e em comparação a
igual período passado o crescimento foi de 25,4%, onde se destaca principalmente a
indústria química com um crescimento de 70%.
A cidade de Rio Verde contribuiu bastante neste crescimento da Indústria
Goiana, pois hoje Rio Verde é a quarta maior cidade do estado com um PIB (produto
interno bruto) no valor de R$ 4,160 bilhões (IBGE, 2010).
Várias indústrias empresas estão instaladas em dois parques industriais na cidade
de Rio Verde, são indústrias do ramo alimentício, de arraçoamento animal, embalagens,
refrigerantes, beneficiamento de grãos (soja e milho), empresas do setor de logística e
serviços; bem como, galvanização.
A galvanização é o processo de revestimento da superfície de uma peça,
geralmente metálica, onde haverá mudança na característica, (3) como brilho,
resistência à corrosão etc. como o processo é realizado por imersão das peças em
tanques contendo diversos produtos químicos em solução, a geração de resíduos

danosos ao meio ambiente e a saúde humana, existe um critério sobre o descarte deste
tipo de resíduo.
No resíduo líquido galvânico são encontrados em grande escala Fe (ferro), Ni
(níquel), Cr (cromo), Zn (zinco) e outros metais em menor escala (Al, Cd, Mn, Cu, F,
Cr, Ca). Outro elemento químico entra também neste processo é o cianeto, o cianeto é
um sólido branco, altamente higroscópico com odor semelhante a amêndoas,
comercializado na forma de sal com cerca de 95% de pureza. Largamente utilizado na
galvanoplastia este produto químico é de altíssima toxicidade, sua DL50 (dose letal 50 é
um fator de teste para ratos e associado via peso do rato para peso dos seres humanos) é
de 2,500mg a 5,000mg, ou seja,(2,5 a 5g) causa morte instantânea.
Existem processos galvânicos para obtenção de superfícies galvanizadas, são
eles: a fogo (quente), aspersão térmica ou metalização; e por último zincagem a frio
(galvanização eletrolítica). O processo de galvanização a fogo ou a quente como é
chamado (4), consiste na imersão de peças de aço carbono ou ferro fundido em uma
cuba com zinco fundido (450ºC), suas etapas são assim dispostas: desengraxe e
enxágue, decapagem e enxágue, fluxagem, secagem , imersão em zinco fundido e
apassivamento ou abrilhantamento.
O processo de galvanização por aspersão térmica ou metalização (5), a peça é
limpa e abrasada por escovas de aço e recebe uma “pintura” de zinco que está no
interior de uma pistola na forma fundida ou em pó.
Já o processo de galvanização eletrolítica ou a frio consiste em recobrir as peças
com um banho de zinco em conjunto com outros reagentes químicos que formarão um
catodo e receberão uma corrente elétrica continua depositando o zinco sobre a superfície
da peça metálica. As etapas do processo são: a decapagem ácida onde é feita a limpeza
de óxidos e graxas das superfícies metálicas, nesta etapa normalmente se utiliza HCl
(ácido clorídrico) a decapagem ácida tem a função de preparar a superfície metálica,
para torna-la susceptível ao ataque alcalino e também a formação de certa rugosidade na
superfície da peça. A reação principal é :
Fe (OH)3 +3HCl FeCl3 + 3H2O.
Para os casos onde na decapagem se utilize H2SO4 como o ácido decapante, as
reações químicas do ataque ácido aos óxidos são as seguintes:
Fe2O3 + 2H2SO4 + H2 = 2FeSO4 + 3H2O
Fe3O4 + 3H2SO4 + H2 = 3FeSO4 + 4H2O
FeO + H2SO4 = FeSO4 + H2O

Fe + H2SO4 = FeSO4 + H2*
Os próximos passos são o enxágue da decapagem ácida, a decapagem alcalina, a
zincagem propriamente dita seu enxágue, o banho de apassivamento ou abrilhantamento
e por último um enxágue final de acabamento das peças.
As reações envolvidas nos banhos são:
1- 2NaCN +Zn(CN)2 Na2Zn(CN)4 2Na+ + Zn(CN)2-4
2- 4NaCN + ZnO + H2O Na2Zn(OH)4 + 2 NaOH 4Na+ +Zn(CN)42- +
2 OH-
3- Zn(CN)42- Zn2+ + 4CN-
4- 4 NaOH + Zn(CN)2 Na2Zn(OH)4 + 2 NaCN 4 Na+ + Zn(OH)42-
+ 2CN-
5- 2 NaOH + ZnO +H2O Na2Zn(OH)4 4 Na+ + Zn(OH)42-
6- Zn(OH)42- Zn2+ + 4(OH)-
Estas são as reações envolvidas nos banhos e como se pode notar sempre haverá
um arraste de material para a próxima parte, este material forma o resíduo químico a ser
tratado, este é o principal ou um dos principais problemas da galvanoplastia.
Com o passar dos dias de trabalho, a condutividade molar do enxágue do banho
de zinco contendo cianeto, vai diminuindo aumentando assim sua viscosidade, neste
ponto se faz necessário o descarte deste material para tratamento e sua reposição para
que não haja alteração na célula galvânica. Neste momento a galvanoplastia mostra que
além de ser um processo muito bom para tratamento de superfícies metálicas contra a
corrosão, mas também, um sério problema de meio ambiente como demonstrado pela
Norma Brasileira de Regulamentação NBR 10004/2004 em sua classificação dos riscos
ambientais em grupo I e grupo II.
Na galvânica instalada na cidade de Rio Verde, foi instituído um procedimento
de tratamento para os resíduos líquidos gerados no processo, trata-se de uma estação de
tratamento de efluentes, onde são feitos os seguintes tratamentos, oxidação do cianeto
de sódio por hipoclorito de sódio a 12% e redução do ácido crômico de Cr6+ para Cr3+
através de metabissulfito de sódio a 1% nos dois tratamentos há também um tratamento
através de precipitadores orgânicos e inorgânicos.

MATERIAL, MÉTODOS & PROCEDIMENTOS.
Os resíduos são bombeados para os reatores de tratamento, e se completando o
volume total dos reatores, que é de 10,000 litros iniciam-se os procedimentos para
oxidar cianetos e reduzir ácido crômico.
Para o cianeto, o material é descartado para os tanques de recalque com volume
total de 5,000 litros, sendo que a capacidade do tanque de enxágue é o dobro desta
capacidade, bem como, o tanque da estação de tratamento também é o dobro do volume,
então o material é bombeado para a estação de tratamento com uma bomba de 1,25CV e
passa por tubulação de 25 mm, sendo jogada para uma altura de 4 metros.
No tanque o primeiro passo é a aferição de pH que deve estar acima de 11,2;
estando nesta faixa um teste preliminar é feito para a detecção de cianeto, zinco e
também de cromo hexavalente, havendo cromo maior que 5mg/L o tratamento é
iniciado para o cromo, não havendo prossegue-se com a oxidação do cianeto. A maior
eficiência do processo poderia ser feita com H2O2(peróxido de hidrogênio), mas optou-
se por NaClO3-(hipoclorito de sódio) devido aos custos baixos, eficiência na oxidação,
facilidade de manuseio pelo operador , o que não propriamente é o caso do peróxido
que na sua forma comercial é vendido a 200 volumes .
(coloração de amostra contendo cianeto de sódio figura 1)
O NaClO3- é adicionado até que haja um bom índice de cloro livre o que é
detectado por colorimétria, havendo cloro livre não haverá mais cianeto de sódio no
resíduo e prossegue-se para precipitação dos metais que também é realizada em
laboratório instalado na empresa.

(amostra com cloro livre, cianeto oxidado Figura 2)
A reação de cloração do cianeto segue o seguinte princípio:
CN- + Cl2 CNCl + Cl-
CN- +H2O + ClO- CNCl + 2OH-
CNCl + H2O CNO- + Cl- + 2H+
Esta reação ocorre em duas etapas na primeira a conversão do cianeto em
cianogênio (CNCl) independente do pH e na segunda etapa o cianogênio por hidrólise
em cainato(CNO-)
(à direita cianeto oxidado, a esquerda efluente bruto de cianeto Figura 3)
Após a total exclusão dos metais e do cianeto é adicionado ao processo uma
solução orgânica de dietanolamina a 5% em conjunto com um tensoativo aniônico, o
qual realizará a precipitação do cianeto em solução formando o lodo ou escória do
processo.
Outros compostos de coordenação cianometálicos podem também ser oxidados
neste processo.
[Zn(CN)4]2- + 4ClO- +2 OH- 4CNO- + 4Cl- + Zn(OH)2.

(estágios de oxidação do Zinco: azul maior teor do metal, castanho é o permitido
pela legislação e o laranja o zinco esta totalmente oxidado Figura 4)
Para a redução de ácido crômico é praticamente idêntico, salvo algumas
alterações; o pH inicial deve estar em 2,9 a 3,0 ; a agitação é iniciada por um sistema de
compressão de ar, o pH não estando nesta faixa se faz necessário inserir mais HCl P.A,
logo após inicia-se a adição de metabissulfito de sódio a 1% em solução. É necessário
observar constantemente o pH, pois neste caso costuma subir um pouco em virtude do
metabissulfito que em contato com o HCl irá formar um Bissulfito de sódio, após a
faixa de cromo chegar a níveis aceitáveis , procede-se da mesma forma para
precipitação dos outros compostos formados e por último a adição do complexante
visando separar matéria líquida de sólida(lodo galvânico).
(cromo hexavalente Figura 5)

(cromo hexavalente já reduzido a Cr3+ pela ação do Na2S2O5 Figura 6)
RESULTADOS
Efluente bruto (Resíduo de ácido crômico)
Parâmetro Resultado Vmip Vmap Ud MétodoCadmo total 0,011 NR NR mg/L SMWW 3120BChumbo total <0,01 NR NR mg/L SMWW 3120BCianeto total <0,1 NR NR mg/L SMWW 4500-CNCloretos 19.793,8 NR NR mg/L SMWW 4500-Cl-BCobre total 0.020 NR NR mg/L SMWW 3120 BCromo total 0,021 NR NR mg/L SMWW 3120 BDBO 500.0 NR NR mg/L SMWW 5120 BDQO 1.468,0 NR NR mg/L SMWW 5220 DEstanho <0.01 NR NR mg/L SMWW 3120 BFerro total 2,48 NR NR mg/L SMWW 3120 BManganês total 0,020 NR NR mg/L SMWW 3120 BMercúrio <0.0002 NR NR mg/L USEPA SW 846-74Óleos e graxas 5,1 NR NR mg/L SMWW 5520DpH 4,6 NR NR NA SMWW 4500-H+
Prata total <0,01 NR NR mg/L SMWW 3120BSólidos Totais Dissolvidos 27,4 NR NR mg/L SMWW 2540 BSólidos não filtráveis 1.835,0 NR NR mg/L SMWW 2540 DSólidos sedimentáveis 40,0 NR NR mg/L SMWW 2540 FSólidos totais 2.398,0 NR NR mg/L SMWW 2540 BSulfatos 552,1 NR NR mg/L SMWWZinco 0,02 NR NR mg/L SMWW 3120 B
Vmip = valor mínimo permitido
Vmap = valor máximo permitido
Ud = unidade

Efluente tratado (resíduo ácido)
Parâmetro Resultado Vmip Vmap Ud MétodoCadmo total <0,001 NR 0,2 mg/L SMWW 3120BChumbo total <0,01 NR 0,5 mg/L SMWW 3120BCianeto total <0,1 NR 1,0 mg/L SMWW 4500-CNCloretos 8,847,0 NR NR mg/L SMWW 4500-Cl-BCobre total <0,002 NR NR mg/L SMWW 3120 BCromo total 0,011 NR 0,5 mg/L SMWW 3120 BDBO 100,0 NR ** mg/L SMWW 5120 BDQO 987,0 NR NR mg/L SMWW 5220 DEstanho <0,01 NR 4,0 mg/L SMWW 3120 BFerro total 1,1 NR NR mg/L SMWW 3120 BManganês total <0,007 NR NR mg/L SMWW 3120 BMercúrio <0,0002 NR 0,01 mg/L USEPA SW 846-74Óleos e graxas 1,0 NR * mg/L SMWW 5520DpH 7,1 5,0 9,0 NA SMWW 4500-H+
Prata total <0,01 NR 0,1 mg/L SMWW 3120BSólidos Totais Dissolvidos 8,6 NR NR mg/L SMWW 2540 BSólidos não filtráveis 324,0 NR NR mg/L SMWW 2540 DSólidos sedimentáveis 0,5 NR 1,0 mg/L SMWW 2540 FSólidos totais 1.158,0 NR NR mg/L SMWW 2540 BSulfatos 1.307,0 NR NR mg/L SMWWZinco <0,02 NR 5,0 mg/L SMWW 3120 B
Resultado efluente bruto (cianeto)
Parâmetro Resultado Vmip Vmap Ud MétodoCadmo total 0,010 NR NR mg/L SMWW 3120BChumbo total <0,01 NR NR mg/L SMWW 3120BCianeto total <0,1 NR NR mg/L SMWW 4500-CNCloretos 21.443,3 NR NR mg/L SMWW 4500-Cl-BCobre total 0,010 NR NR mg/L SMWW 3120 BCromo total 0,020 NR NR mg/L SMWW 3120 BDBO 200,0 NR NR mg/L SMWW 5120 BDQO 3.264,0 NR NR mg/L SMWW 5220 DEstanho <0,01 NR NR mg/L SMWW 3120 BFerro total 1,5 NR NR mg/L SMWW 3120 BManganês total 0,022 NR NR mg/L SMWW 3120 BMercúrio <0,0002 NR NR mg/L USEPA SW 846-74Óleos e graxas 6,4 NR NR mg/L SMWW 5520DpH 10,9 NR NR NA SMWW 4500-H+
Prata total <0,01 NR NR mg/L SMWW 3120BSólidos Totais Dissolvidos 21,1 NR NR mg/L SMWW 2540 BSólidos não filtráveis 306,0 NR NR mg/L SMWW 2540 DSólidos sedimentáveis 1,5 NR NR mg/L SMWW 2540 FSólidos totais 2.263,0 NR NR mg/L SMWW 2540 BSulfatos 230,2 NR NR mg/L SMWWZinco <0,2 NR NR mg/L SMWW 3120 B

Resultado de efluente de cianeto tratado
Parâmetro Resultado Vmip Vmap Ud MétodoCadmo total <0,001 NR NR mg/L SMWW 3120BChumbo total <0,01 NR NR mg/L SMWW 3120BCianeto total <0,1 NR NR mg/L SMWW 4500-CNCloretos 3.548,8 NR NR mg/L SMWW 4500-Cl-BCobre total <0,002 NR NR mg/L SMWW 3120 BCromo total 0,020 NR NR mg/L SMWW 3120 BDBO 100 NR NR mg/L SMWW 5120 BDQO 996 NR NR mg/L SMWW 5220 DEstanho <0,01 NR NR mg/L SMWW 3120 BFerro total 1,1 NR NR mg/L SMWW 3120 BManganês total <0,007 NR NR mg/L SMWW 3120 BMercúrio <0,0002 NR NR mg/L USEPA SW 846-74Óleos e graxas 3,2 NR NR mg/L SMWW 5520DpH 6,5 NR NR NA SMWW 4500-H+
Prata total <0,001 NR NR mg/L SMWW 3120BSólidos Totais Dissolvidos 6,7 NR NR mg/L SMWW 2540 BSólidos não filtráveis 190 NR NR mg/L SMWW 2540 DSólidos sedimentáveis 0,3 NR NR mg/L SMWW 2540 FSólidos totais 2.016,0 NR NR mg/L SMWW 2540 BSulfatos 623,1 NR NR mg/L SMWWZinco <0,2 NR NR mg/L SMWW 3120 B
Como foi observado nos parâmetros iniciais, o teor de cloretos esta intimamente
ligada à reação:
Fe (OH)3 +3HCl FeCl 3 + 3H2O , em uma relação matemática
simples 3 mols de cloreto multiplicados por 35,45(peso molecular do Cl) perfaz um
total de 106,35 g/mol X 10,000 litros = 1,06 x 106g/mol o resultado encontrado no
efluente bruto pouco excede o valor do teor de cloro encontrado na forma de cloretos.
Em sendo necessário o ajuste do pH inicial para tratamento, temos que o pH inicial é
4,9 ; trabalhando com a equação geral do pH que é : pH = log H+ sendo assim a [de H+]
em solução é de 6,2x10 e a [OH-] = 9,59-1 embora o que se necessite é de um pH de 2,9,
ou seja uma [H+] 2,16x 10. Esta concentração somente consegue-se ao adicionar mais
HCl à solução sob agitação, o que é comprovado mediante a concentração dos cloretos
no efluente tratado.
Os teores de Cadmo, chumbo, cianeto e cloro permaneceram inalterados
mostrando apenas traços dos metais o que é um ponto favorável para este tipo de

tratamento; já para o teor de cromo, houve uma diferença na ordem de 52% havendo
aqui uma redução do elemento cromo.
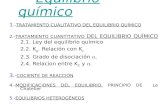
CADMO CIANETO DBO DQO0
500
1000
1500
2000
2500
3000
3500
f(x) = 245.740366666667 xR² = 0.753277234098335
f(x) = 455.207 xR² = 0.581314671709269
f(x) = 142.8067 xR² = 0.610581668197187
BRUTOLinear (BRUTO)TRATADOBRUTO2Linear (BRUTO2)TRATADO2Linear (TRATADO2)
Os valores de DBO (inicial 500,0 e final de 200,0) e DQO (1,468,0 inicial e
987,0 final) nos mostram que houve também uma sensível diminuição, mas que para
DQO ainda permanecem altos. Aqui se faz necessário à instalação do tanque de pós-
tratamento para que estes valões possam estar de acordo com as normas e padrões
estabelecidos pela legislação vigente (Lei municipal 5090, Lei 8854 do SEMARH e
resolução 430 CONAMA e NBR 10004/2004 da ABNT).
Para os casos do Manganês, do ferro e óleos e graxas, também mostraram
substancial queda mostrando que mesmo sem o tanque de pós tratamento estes valores
podem ser descartados sem um prejuízo ao meio ambiente e a saúde humana.
Os teores dos sólidos, e aqui se englobam todos, dissolvidos, não filtráveis
sedimentáveis, e totais a redução foi em ordem de 45% havendo aqui um acréscimo dos
valores destes no lodo galvânico gerado no processo ou como é chamado de escória.
Nos resultados de analise do efluente bruto e tratado para o cianeto obtemos
casos idênticos, há uma continuidade nos valores de Cadmo, Chumbo Cianeto e cobre.
O teor de cloretos também uma queda muito boa, mas não o suficiente pois o
índice de cloretos ainda continua como interferente nos parâmetros da demanda
bioquímica de oxigênio, como também da demanda química de oxigênio que embora
tenham tido uma diminuição dos valores de efluente bruto para tratado, ainda continuam
bem altas não se enquadrando nos índices legais necessários.

O que notasse aqui é que vários são os pontos positivos deste tratamento de
efluentes galvânicos, a redução nos teores de cromo e cianeto são as principais; por ser
a galvanoplastia um setor industrial que se utiliza de matéria potencialmente toxica, as
avaliações ambientais de seu processo devem ser mais constantes, com monitoramento
de resultados, implementação de sistema que possibilite total remoção de
contaminantes, investimento no setor de tratamentos.
Para a oxidação do cianeto, e a redução do ácido crômico, somente os tanques
para tratamento não estão sendo suficientes na obtenção e manutenção dos resultados, a
precipitação final com os agentes também não está sendo suficiente, pois um dos
parâmetros finais que se deve considerar é a DBO e a DQO que ainda estão bem acima
do permitido legalmente.
Segundo (6) Vaz o processo de galvanoplastia possui vários contaminantes que
devido ao seu alto índice de utilização de reagentes químicos alguns muito tóxicos à
saúde humana, necessitam de um constante aprimoramento técnico, que possibilite sua
remoção completa causando o mínimo de danos à população e ao meio ambiente.
CONCLUSÕES
As alterações que surgem no tratamento mostram uma eficiência para Cadmo,
chumbo, cianeto e cloretos, porém as taxas de redução de cianeto são menores do que as
taxas de redução do cromo, o que mostra o método de oxidação do cianeto com
hipoclorito de sódio a 12% é realmente um método barato, embora não tão eficiente.
Uma alternativa a este processo pode ser o peróxido de hidrogênio como oxidante do
cianeto. DQO e/ou DBO +H2O2 º EPO; EPO + H2O2 º CO2 + H2O + sais inorgânicos (7)
Os valores das DBO e DQO para os efluentes brutos e tratados mostram que a
precipitação realizada neste tratamento é sim eficiente para alguns metais, embora não
se possa afirmar sua eficiência na redução principalmente na DQO, pois seus valores
ainda são muito altos para poder ser lançados em qualquer sistema de recepção de
efluentes. Uma possibilidade aqui é a implantação do sistema de pós-tratamento destes
efluentes, onde todo resíduo líquido após decantação para separação liquido/sólido,
estaria novamente sendo bombeado para tanque posterior onde passaria por novo
tratamento reduzindo ainda mais estes fatores que ainda são bem altos, como DBO e
DQO.
Para o meio ambiente surge aqui um novo problema, da forma como está, o
tratamento concentra o lodo galvânico gerado no processo ou escória como também é

conhecido, com uma enorme carga metálica e de compostos orgânicos além dos
materiais já extraídos no processo, o que irá propiciar em sua incineração uma grande
concentração de dioxinas e furanos, compostos orgânicos de alto peso molecular,
estruturas complexas e acima de tudo de grande impacto ambiental.
O fato é que o setor de galvanoplastia é realmente um contaminante do sistema,
e como tal deve estar atento à escória ou resíduos gerados em seu processo, esta
galvânica instalada na cidade de Rio Verde apesar de já possuir diversas conquistas,
pois, seu tratamento de efluentes é muito bom; ainda necessita estar mais atenta aos seus
resíduos gerados, como também, realizar a instalação de pós-tratamento, e monitorar em
tempo menor a real situação de seus efluentes.

Bibliografia
1. Proposta de um sistema de avaliação do desempenho para arranjos produtivos
locais. Galdámez, Edwin Vladimir Cardoza, Carpinetti, Luiz Cesar Ribeiro e Gerolamo, Mateus
Cecílio. São Carlos : Gestão& produção, 2009, Vol. 16.
2. IBGE. PESQUISA INDUSTRIAL MENSAL,PRODUÇÃO FÍSICA REGIONAL 2012. Brasília-
DF : IBGE, 2012.
3. Avaliação do potencial poluidor da indústria galvânica: caracterização, classificação
e destinação de resíduos. Ladeira, Ana Claudia Queiroz e Pereira, Dimitri Bruno Alves. 03,
Ouro Preto : Revista Brasileira de Minas, 2008, Vol. 61.
4. Almeida, Marcelo. http://www.icz.org.br/portaldagalvanizacao/arquivos/artigos-
2010/tratamento-de-superficie-n163-pag-34-40.pdf. icz.org.br. [Online] 26 de 11 de 2010.
[Citado em: 25 de 05 de 2013.] http://www.icz.org.br/portaldagalvanizacao/arquivos/artigos-
2010/tratamento-de-superficie-n163-pag-34-40.pdf.
5. Zempulski, Ladislau Nelson e Zempulski, Marina Fernanda Stocco.
http://www.respostatecnica.org.br/dossie-tecnico/downloadsDT/MTM0.
respostatecnica.org.br. [Online] resposta técnica brasileira, 23 de 04 de 2008. [Citado em: 25
de 05 de 2013.] http://www.respostatecnica.org.br/dossie-tecnico/downloadsDT/MTM0.
6 VAZ, Luiz Gustavo de Lima et al. Avaliação da eficiência de diferentes agentes coagulantes na
remoção de cor e turbidez em efluente de galvanoplastia. Eclet. Quím. [online]. 2010, vol.35, n.4, pp. 45-54.
ISSN 0100-4670. http://dx.doi.org/10.1590/S0100-46702010000400006.
7 Ivanildo Luiz de Mattos, Karina Antonelli Shiraishi, Alexandre Delphini Braz e João
Roberto Fernandes. PERÓXIDO DE HIDROGÊNIO: IMPORTÂNCIA E DETERMINAÇÃO. Química
Nova. 03, 2003, Vol. 06.