94
8
METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic - 1 - TRANSFORMATION BEHAVIOUR AND MICROSTRUCTURE OF AN API X80 LINEPIPE STEEL SUBJECTED TO SIMULATED THERMOMECHANICAL PROCESSING P. Cizek UNIVERSITY OF OXFORD, Department of Materials, Parks Road, Oxford OX1 3PH, GB Abstract The transformation behaviour and microstructural characteristics of the transformation products were studied in an API X80 linepipe steel subjected to simulated controlled rolling followed by controlled cooling. Deformation dilatometry was employed to investigate the transformation characteristics of both recrystallised and heavily deformed austenite during cooling at rates from 0.1°C/s to about 100°C/s and the corresponding CCT diagrams were constructed. The transformation product microstructures were studied in detail using optical, scanning electron, and transmission electron microscopy, complemented by a quantitative image analysis. The detailed transformation and microstructural characteristics, obtained in the present work, could be used for the optimisation of thermomechanical processing schedules for API X80 and similar higher-grade linepipe steels. 1. INTRODUCTION The constantly increasing demands of the pipeline industry for a more cost-effective pipeline design has pushed the standard pipeline steel grade requirements up to API X80 and beyond. Critical to the design of these steels is a low carbon equivalent for good field weldability [1]. To compensate for the loss in strength, additions of microalloying elements such as niobium, titanium and molybdenum are used. These additions contribute to an increase in strength both directly, through microstructural refinement, solid solution strengthening and precipitation hardening, as well as indirectly, through enhanced hardenability and associated modification of the resultant transformation microstructures [1,2]. Optimum product microstructures, with a desired balance of mechanical properties at a given steel composition, are being achieved through suitably designed thermomechanical processing schedules [2], which commonly involve controlled rolling, followed by controlled accelerated cooling. The controlled rolling step usually includes heavy deformation of the austenite, carried out in the non- recrystallisation temperature region, which brings about significant refinement of the final transformation microstructures. The accelerated cooling step aims to suppress the formation of polygonal ferrite and, instead, encourage non-equilibrium, non-equiaxed ferrite microstructures to be formed. The latter transformation products are known to contribute to increasing strength, through both small effective grain sizes and increased dislocation densities, while maintaining a reasonable level of toughness [1-3]. The non-equilibrium ferrite microstructures do not contain cementite and possess some unique morphological features. A specific terminology [4] has been adopted in the present work in an attempt to describe all possible ferrite morphologies formed by the decomposition of austenite in these modern microalloyed steels with very low carbon contents. Apart from martensite (M), this terminology recognizes five separate forms of ferrite: (i) polygonal ferrite (PF), the equilibrium microstructural constituent characterized by roughly equiaxed grains with smooth boundaries, mostly containing a low dislocation density and no substructure; (ii)
-
Upload
barbara-ferreira-de-oliveira -
Category
Documents
-
view
215 -
download
2
Transcript of 94

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 1 -
TRANSFORMATION BEHAVIOUR AND MICROSTRUCTURE OF ANAPI X80 LINEPIPE STEEL SUBJECTED TO SIMULATEDTHERMOMECHANICAL PROCESSING
P. Cizek
UNIVERSITY OF OXFORD, Department of Materials, Parks Road, Oxford OX1 3PH, GB
Abstract
The transformation behaviour and microstructural characteristics of the transformationproducts were studied in an API X80 linepipe steel subjected to simulated controlled rollingfollowed by controlled cooling. Deformation dilatometry was employed to investigate thetransformation characteristics of both recrystallised and heavily deformed austenite duringcooling at rates from 0.1°C/s to about 100°C/s and the corresponding CCT diagrams wereconstructed. The transformation product microstructures were studied in detail using optical,scanning electron, and transmission electron microscopy, complemented by a quantitativeimage analysis. The detailed transformation and microstructural characteristics, obtained inthe present work, could be used for the optimisation of thermomechanical processingschedules for API X80 and similar higher-grade linepipe steels.
1. INTRODUCTION
The constantly increasing demands of the pipeline industry for a more cost-effective pipelinedesign has pushed the standard pipeline steel grade requirements up to API X80 and beyond.Critical to the design of these steels is a low carbon equivalent for good field weldability [1].To compensate for the loss in strength, additions of microalloying elements such as niobium,titanium and molybdenum are used. These additions contribute to an increase in strength bothdirectly, through microstructural refinement, solid solution strengthening and precipitationhardening, as well as indirectly, through enhanced hardenability and associated modificationof the resultant transformation microstructures [1,2]. Optimum product microstructures, witha desired balance of mechanical properties at a given steel composition, are being achievedthrough suitably designed thermomechanical processing schedules [2], which commonlyinvolve controlled rolling, followed by controlled accelerated cooling. The controlled rollingstep usually includes heavy deformation of the austenite, carried out in the non-recrystallisation temperature region, which brings about significant refinement of the finaltransformation microstructures. The accelerated cooling step aims to suppress the formationof polygonal ferrite and, instead, encourage non-equilibrium, non-equiaxed ferritemicrostructures to be formed. The latter transformation products are known to contribute toincreasing strength, through both small effective grain sizes and increased dislocationdensities, while maintaining a reasonable level of toughness [1-3]. The non-equilibrium ferritemicrostructures do not contain cementite and possess some unique morphological features.
A specific terminology [4] has been adopted in the present work in an attempt to describeall possible ferrite morphologies formed by the decomposition of austenite in these modernmicroalloyed steels with very low carbon contents. Apart from martensite (M), thisterminology recognizes five separate forms of ferrite: (i) polygonal ferrite (PF), theequilibrium microstructural constituent characterized by roughly equiaxed grains with smoothboundaries, mostly containing a low dislocation density and no substructure; (ii)

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 2 -
Widmanstätten ferrite (WF), defined by elongated crystals of ferrite with dislocationsubstructure; (iii) quasi-polygonal ferrite (QF), characterized by grains with undulatingboundaries containing dislocation substructure and occasional martensite-austenite (M/A)microconstituent; (iv) granular ferrite (GF), which consists of sheaves of elongated ferritecrystals with low misorientations and a high dislocation density, containing roughly equiaxedislands of M/A microconstituent; and (v) bainitic ferrite (BF), which consists of packets ofparallel ferrite laths (or plates) separated by low-angle boundaries and containing very highdislocation densities. In contrast to GF, the M/A microconstituent retained between the ferritecrystals in BF has an acicular morphology. The austenite decomposition products containingcementite are generally classified as pearlite (P), degenerate pearlite (P’) and “classical”bainite (B). In order to differentiate between conventional upper bainite (UB) and lowerbainite (LB), the classification scheme proposed by Ohmori et al. [5] has been adopted.
In order to obtain greater understanding of the processes that take place during industrialprocessing of a modern API X80 linepipe steel, the aim of the present work was tocharacterise the transformation behaviour and microstructures developed in this steel duringlaboratory simulation of controlled rolling in conjunction with controlled continuous cooling.
2. EXPERIMENTAL PROCEDURES
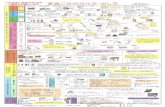
The chemical composition of the steel studied was 0.065 mass% C, 0.29% Si, 1.55% Mn,0.018% P, 0.003% S, 0.28% Mo, 0.076% Nb, 0.020% Ti, and the balance Fe. The steel wassupplied by BHP Integrated Steel, Port Kembla Works, Australia. Deformation dilatometrywas performed using a computerized high-speed quenching and deformation dilatometer. Thedilatometry specimens were solid cylinders with a diameter of 4 mm and a length of 8 mm.Each steel was subjected to the simulated recrystallisation and non-recrystallisation rollingschedules depicted schematically in Fig. 1, followed by controlled cooling at rates from0.1°C/s to approximately 100°C/s. Both rolling schedules included a simulated “roughing”step performed at a temperature of 1100°C using a strain of 0.30, followed by post-deformation holding on the above temperature for 120 s to ensure complete recrystallisation.The simulated non-recrystallisation rolling schedule contained an additional “finishing” stepperformed at a temperature of 875°C, which was situated in the non-recrystallisationtemperature region, using a strain of 0.47 in compression. The cooling rates were defined bythe time interval required for the specimens to cool from 800°C to 500°C. The mean graindiameter of the initial austenite was about 35 µm. All specimens were Vickers hardness testedusing a 5 kg load and examined by optical microscopy after being etched with 2% nital. Theinformation obtained was used to construct continuous cooling transformation (CCT)diagrams. A more detailed metallographic examination was performed on selected specimensusing both scanning electron microscopy and transmission electron microscopy (TEM).
3. RESULTS
3.1 Transformation Behaviour
The CCT diagrams obtained are presented in Fig. 2. In the case of the transformation from therecrystallised austenite (Fig. 2a), the presence of PF within the resulting transformationmicrostructure was restricted to the cooling rates below approximately 1°C/s. At a coolingrate of 0.3°C/s, PF formation was followed by the conversion of the remaining untransformed

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 3 -
0 200 400 600 800 1000 12000
200
400
600
800
1000
1200
(a)
Controlled cooling to 200°C
875°C
1100°C2°C/s
30% 120s2°C/s
TR: 1200°C 120s
10°C/s
Time (sec)
Tem
pera
ture
(°C)
0 200 400 600 800 1000 12000
200
400
600
800
1000
1200
(b)
2°C/s
Controlled Cooling
to 200oC
46.7%875°C
30% 120s1100°C2°C/s
TR: 1200°C 120s
10°C/s
Time (sec)
Tem
pera
ture
(°C)
Figure 1. Schematic of simulated rolling schedules: (a) recrystallisation schedule; (b) non-recrystallisation schedule involving a reduction of 46.7% at 875°C.
Figure 2. CCT diagrams obtained for the recrystallised (a) and deformed (b) austenite.
austenite into GF. The formation of a mix of QF and GF was observed to spread over a wideinterval of cooling rates ranging from 1°C/s up to 34°C/s. At a cooling rate of 95°C/s, thetransformation microstructure was dominated by BF accompanied by a small amount of M. Heavy deformation of the prior austenite brought about a significant expansion of the PFtransformation field in the CCT diagram at the expense of a mix of QF and GF (Fig. 2b). Thecorresponding transformation start temperatures underwent a noticeable increase, as illustratedby the deviations of the transformation points (marked by solid circles) from thesuperimposed open triangles. The transformation temperatures represented by the triangleswere derived from the CCT diagram of the recrystallised austenite at roughly comparablemicrostructures. Following the same way of comparison, the transformation start temperaturesof a mix of QF and GF were found to increase slightly, whereas the correspondingtransformation finish temperatures underwent a marginal decrease. This brought about slightwidening of the corresponding temperature interval of transformation. Also, as a result of theaustenite deformation, the formation of BF was noticeably suppressed and that of M entirelyeliminated within the studied range of cooling rates. Measurements of the bulk Vickers hardness of each of the dilatometer specimens weresuperimposed on the corresponding CCT diagrams in Fig.2. As expected, the lowest hardnessvalues observed corresponded to the microstructures dominated by PF, which formed at thehighest transformation start temperatures. Conversely, the highest hardness value was

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 4 -
displayed by the microstructure composed of BF and martensite, forming at the lowesttransformation start temperature from the recrystallised austenite. The hardness data obtainedfor QF and GF, characterised by intermediate formation temperatures, were situated betweenthe above limits. The transformation microstructures formed from the deformed parentaustenite were generally observed to display slightly increased hardness values compared tothe equivalent microstructures created from the recrystallised austenitic matrix.
3.2 Transformation Microstructures
In the following, the microstructural characteristics of the transformation products obtainedfrom the recrystallised austenite (see Fig. 2a) will be first discussed in detail and somecomments on the impact of the austenite deformation on these characteristics will besubsequently made. The microstructure of PF grains was observed to contain carbon-enrichedislands comprising a complex mixture of austenite decomposition products. At the lowestcooling rate of 0.1°C/s, the carbon-enriched regions largely displayed quite uniform dark-etching contrast in optical micrographs (Fig. 3a) and TEM showed that they werepredominantly composed of bainite, accompanied by a small amount of fine P or P`. Theobserved bainite morphology could be best classified as a mixture of BII and BIII upperbainite according to the scheme proposed by Ohmori et al. [5]. The BII sheaves werecomposed of highly-dislocated ferrite laths separated by continuous cementite layers, whilethe BIII sheaves, which were observed much more frequently than BII, contained discretecementite platelets aligned along a common direction within the ferrite matrix (Fig. 4a). Whenincreasing cooling rate to 0.3°C/s, PF volume fraction decreased and the rest of the
Figure 3. Optical micrographs of the microstructures transformed from the recrystallisedaustenite: (a) 0.1°C/s, PF+B; (b) 0.3°C/s, PF+GF; (c) 1°C/s, QF+GF; (d) 18°C/s, GF; (e)95°C/s, BF+M.

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 5 -
microstructure became characterized by dark-etching microregions scattered within whiteferritic areas (Fig. 3b). In the TEM, the microregions displaying the dark-etching response inoptical micrographs were composed predominantly of bainite, with only a small fraction offine P’. The ferrite matrix, in which the dark-etching particles were embedded, contained ahigh dislocation density and was subdivided into fragments separated by low-angleboundaries. Thus, such a microstructure appeared to be similar to that observed within the GFsheaves formed at higher cooling rate regimes (see below), apart from the second-phasemicroregions being coarser and composed largely of bainite rather than M/Amicroconstituents typical of GF.
Figure 4. TEM micrographs of the transformation products obtained from the recrystallisedaustenite: (a) 0.1°C/s, BII; (b) 1°C/s, QF; (c) 18°C/s, GF; (d) 95°C/s, BF.
When the cooling rate reached 1°C/s, PF ceased to be formed and the transformationmicrostructure became dominated by QF, accompanied by GF (Fig. 3c). For themicrostructures predominantly composed of QF, there was no clear indication of the locationsof prior austenite grain boundaries. The QF grains were characterised by undulatingboundaries and the presence of clearly etched sub-boundaries in their interiors. These grainsoccasionally contained second-phase microregions, composed of a mixture of dark-etchingbainite particles and grey M/A microconstituents. TEM analysis revealed that QF grains werecomposed of corse fragments, separated by low-angle boundaries and containing significantdislocation densities (Fig. 4b). A gradual increase in cooling rate was accompanied by aparallel increase in the volume fraction of GF in the microstructure, at the expense of QF, andthe distributed microregions became dominated by M/A microconstituents. When themicrostructure contained a significant volume fraction of GF, the locations of the prior

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 6 -
austenite grain boundaries remained largely preserved (Fig. 3d). Observed by TEM, the GFsheaves were composed of both elongated and roughly equiaxed fragments, separated by low-angle boundaries and having high internal dislocation densities, and contained approximatelyequiaxed regions of M/A microconstituent (Fig. 4c). The latter comprised a number ofvariants of highly-dislocated lath martensite, accompanied by barely detectable retainedaustenite. In contrast to the substructural characteristics of QF grains, the fragments presentwithin GF sheaves were generally finer and the corresponding dislocation densitiescomparatively higher. An increase in cooling rate to 95°C/s brougt about a transition from GFto BF, as well as the formation of a small volume fraction of lath martensite (see Fig. 2a). Inoptical micrographs, BF was characterised by packets of parallel laths (or plates), containingfine acicular M/A microregions along their boundaries, and the locations of the originalaustenite boundaries remained entirely retained (Fig. 3e). The substructure of BF packets wascharacterised by sympathetically nucleated, nearly parallel laths separated by low-angleboundaries and containing very high dislocation densities in their interior (Fig. 4d). The microstructures obtained after the transformation from the deformed, unrecrystallisedaustenite essentially remained similar in character to those originated from the recrystallisedaustenite matrix. However, as a result of austenite deformation, both PF and QF grainsbecame significantly refined and a similar trend was observed for both GF sheaves and BFpackets. The GF substructures were found to be slightly more fragmented, but there was noobvious incease in corresponding dislocation densities as a result of transformation from theheavily-deformed austenite. The BF laths generally became shorter, along with the decrease inthe corresponding packet dimensions.
4. DISCUSSION
4.1 Transformation Behaviour
Heavy deformation of austenite, carried out at a temperature (875°C) situated below the non-recrystallisation limit, resulted in a pronounced shift of the PF transformation field in the CCTdiagram towards higher cooling rates (see Fig. 2), which is in good correspondence with thepublished data [2,6]. The observed enhanced formation of PF may be attributed to both anincrease in the austenite stored energy due to deformation and a concomitant rise in thedensity of ferrite nucleation sites, as well as to the lowering of the amount of Nb in solidsolution due to strain-induced precipitation of Nb carbonitrides, which decreases austenitehardenability [6]. It is well known that the presence of PF in the microstructure of high-strength linepipe steels needs to be minimised [1]. From the inspection of the CCT diagramsin Fig. 2 it follows that, in the present case, the minimum cooling rate values required to avoidPF formation were around 1°C/s and 10°C/s for transformation from the recrystallised anddeformed austenite respectively. It is necessary to note that both the above values, the latterone in particular, might be slightly higher in the industrial processing of similar steels due toboth a finer prior austenite grain size and a larger amount of strain within the austenite, knownto decrease hardenability. Once the cooling rate exceeded the above limits, PF formation wasavoided and a variety of non-equilibrium ferrite microstructures was obtained. In contrast toPF, the transformation characteristics of these non-equilibrium transformation productsgenerally appeared rather insensitive to deformation of the parent austenite in the steelinvestigated (see Fig. 2), which is in agreement with findings presented in [7].

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 7 -
4.2 Transformation Microstructures
The formation of PF grains, characterised by rather low internal dislocation densities, wasaccompanied by the presence of carbon-enriched austenite regions, stabilized against furtherPF formation. This was a result of the carbon content of the steel that exceeded the solubilitylimit in PF. The carbon-enriched austenite was found to subsequently undergo complexdecomposition during further cooling, presumably due to variation in carbon enrichment.Small fractions of P or P’, observed within the carbon-enriched islands at the very low coolingrates, suggest that the pearlite transformation field was occasionally intersected in some localvolumes during cooling. The bulk of the carbon-rich austenite transformed into a mix of BIIand BIII types of classical bainite [5]. As already mentioned above, the presence of largeramounts of PF in the microstructure of the linepipe steels should be avoided [1]. This is forthe reason that PF is detrimental to strength, as documented by the hardness values presentedin Fig. 2, and also brings about discontinuous yielding that might cause some problems duringpipe forming due to the Bauschinger phenomenon [1,3]. Unlike the PF grains described above, the non-equilibrium ferrite microstructures weregenerally observed to contain significant internal dislocation densities, which is consistentwith continuous yielding displayed by these transformation products [1-3]. It seemsreasonable to suggest that the increased dislocation densities found within both QF grains andGF or BF sheaves/packets originated mainly from accommodation of the stresses, caused by avolume change accompanying the transformation at the relatively low temperatures involved.The frequently observed low-angle boundaries, subdividing the above grains orsheaves/packets into smaller fragments, appear to have largely resulted from mutualimpingement of several growing ferrite crystals, formed by separate nucleation events orsympathetically [8]. Consequently, it could be expected that some carbon-enriched austeniteregions, stabilized against further transformation to ferrite, might become entrapped locallybetween the growing non-equilibrium ferrite crystals. Indeed, such local volumes, transformedduring subsequent cooling to either bainite or M/A microconstituents, were frequentlyobserved in the present study. On the basis of careful comparisons of the ferritemicrostructures classified as QF or GF in the present work with those available in theliterature, it appears that these constituents might essentially be products of WFtransformation, undergoing some subsequent degeneration [8,9]. A possible reason why QFrequires relatively higher temperatures for its formation compared to GF has been suggestedin [9]. The results of the present investigation suggest that BF might perhaps represent agenuine “bainitic” microstructure, alternatively classified as BI carbide-free upper bainitehaving a different formation mechanism [5]. The transformation microstructures dominated by QF are known to have slightly lowerstrength, compared to those formed at comparatively higher cooling rates and composedpredominantly of GF, as also indicated by the corresponding hardness values presented in Fig.2. However, these microstructures possess superior toughness [2,3], thanks to the eliminationof the prior austenite grain boundaries, lower internal dislocation densities and fewer carbon-rich distributed microconstituents. Further increase in cooling rate brings about a progressiverise in GF volume fraction at the expense of QF, which gradually enhances strength (seehardness values in Fig. 2) whereas toughness is expected to decrease [2,3]. When the coolingrate is high enough for BF to be formed, the strength is further enhanced but the toughness isknown to deteriorate [3]. Thus, the results of the present study indicate that, through a carefulcontrol of continuous cooling, microstructures with a balance of properties potentially suitablefor higher-grade linepipe steel development can be obtained.

METAL 2001 15. - 17. 5. 2001, Ostrava, Czech Republic
- 8 -
5. CONCLUSIONS
The transformation behaviour and the transformation product microstructures have beenstudied in an API X80 linepipe steel during simulated recrystallisation and non-recrystallisation controlled rolling, followed by controlled cooling at rates from 0.1°C/s toabout 100°C/s. Deformation dilatometry in conjunction with advanced metallographictechniques were employed in the investigation and the corresponding CCT diagrams wereconstructed. It was observed that severe plastic deformation of the parent austenite (>0.45)markedly enhanced PF formation indicating a significant effective decrease in austenitehardenability. In contrast, the non-equilibrium ferrite microstructures, classified as QF, GFand BF, generally appeared rather insensitive to deformation of the parent austenite in thesteel investigated. The detailed transformation and microstructural characteristics, obtained inthe present work, could be used for the optimisation of thermomechanical processingschedules for API X80 and similar higher-grade linepipe steels.
REFERENCES
1. WILLIAMS, J.G., KILLMORE, C.R., BARBARO, F.J., META, A., FLETCHER, L. Modern technology for ERW linepipe steel production (X60 to X80 and beyond). In Proc. Int. Conf. Microalloying`95. Warrendale, USA: ISS, 1995, pp. 117-139.2. TAMURA, I., SEKINE, H., TANAKA, T., OUCHI, CH. Thermomechanical processing of high-strength low-alloy steels. London: Butterworths, 1988, 248pp. ISBN 0-408-11034-13. WYNNE, B.P., CIZEK, P., DAVIES, C.H.J., MUDDLE, B.C., HODGSON, P.D. Effects of processing parameters on the mechanical properties of low-carbon microalloyed steels. In Proc. Int. Conf. THERMEC`97. Warrendale, USA: TMS, 1997, vol. 1, pp. 837-843.4. ARAKI, T. Atlas for bainitic microstructures vol. 1. Continuous-cooled zw microstructures of low-carbon steels. Tokyo: Iron and Steel Institute of Japan, 1992, 165pp.5. OHMORI, Y., MAKI, T. Bainitic transformation in view of displacive mechanism. Materials Transactions JIM, 1991, vol. 32, no. 8, pp. 631-641.6. MANOHAR, P.A., CHANDRA, T., KILLMORE, C.R. Continuous cooling tranformation behaviour of microalloyed steels containing Ti, Nb, Mn and Mo. ISIJ International, 1996, vol. 36, no. 12, pp. 1486-1493.7. TAMEHIRO, H., MURATA, M., HABU, R. Effect of combined addition of niobium and boron on thermomechanically processed HSLA steel. In Proc. Int. Conf. HSLA Steels`85. Warrendale, USA: ASM International, 1986, pp. 325-333.8. SPANOS, G., HALL, M.G. The formation mechanism(s), morphology, and crystallography of ferrite sideplates. Metallurgical and Materials Transactions A, 1996, vol. 27A, no. 6, pp. 1519-1534.9. OKAGUCHI, S., OHTANI, H., OHMORI, Y. Morphology of Widmanstätten and bainitic ferrites. Materials Transactions JIM, 1991, vol. 32, no. 8, pp. 697-704.