8장. 공정능력관리 Process...
38
8장. 공정능력관리 (Process Capacity)
Transcript of 8장. 공정능력관리 Process...
8장. 공정능력관리(Process Capacity)
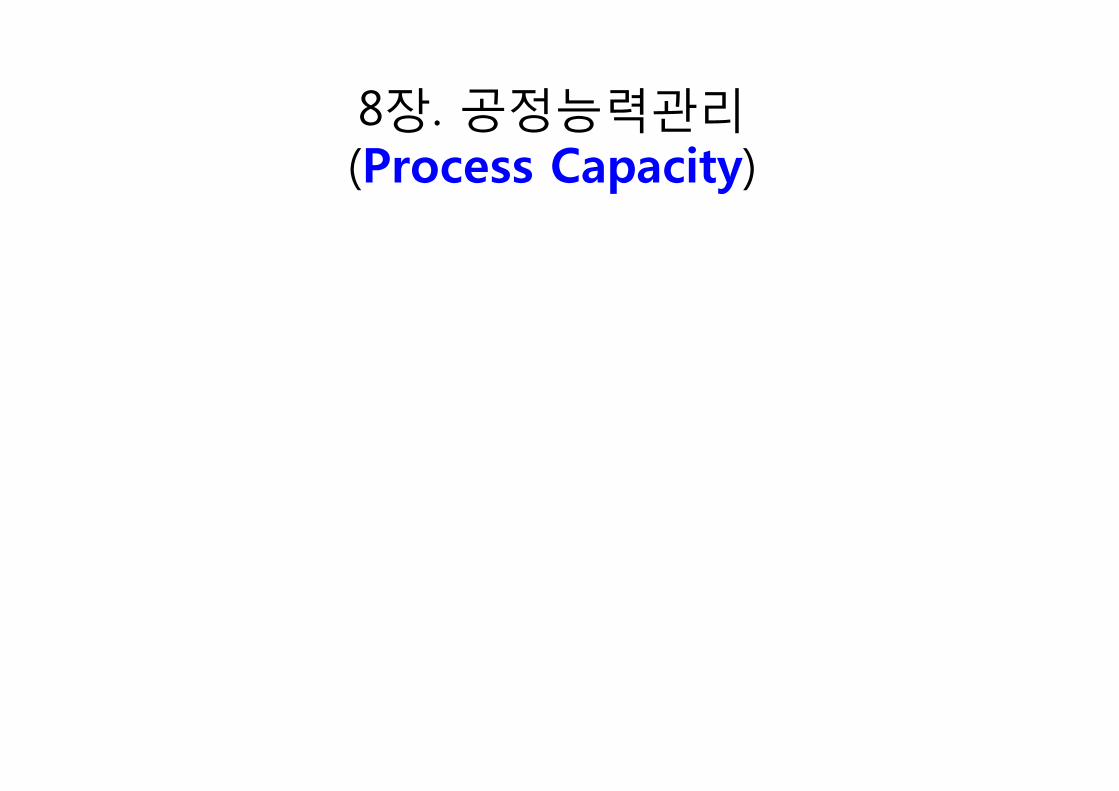
7.1.6 주요 관리도와 미니탭 메뉴 (복 습)
8.1. 공정능력 분석
8.1.1 공정능력의 개요
(1) 공정능력의 정의공정능력(process capability)
공정이 관리상태에 있을 때 그 공정에서 생산되는 제품의 품질변동
이 어느 정도인가를 나타내는 양
공정능력분석생산단계에서 생산 공정의 품질변동 정도를 측정하고 규격과 비교 및 분석
하여 변동의 폭을 감소시키기 위해 제반 통계적 방법들을 이용
공정능력지수(process capacity index)
공정능력을 정량화시키는 방법
(2) 공정에 영향을 주는 요인
4M => 사람(man), 기계(machine), 재료(materials) , 제조방법(method)

8.1.2 공정능력지수( process capacity index):(1) 공정능력지수(치우침이 없는 경우) Cp>>1 case ; Cp=1 case ; Cp << 1
6 LU
pSSC
폭산포의
규격의폭
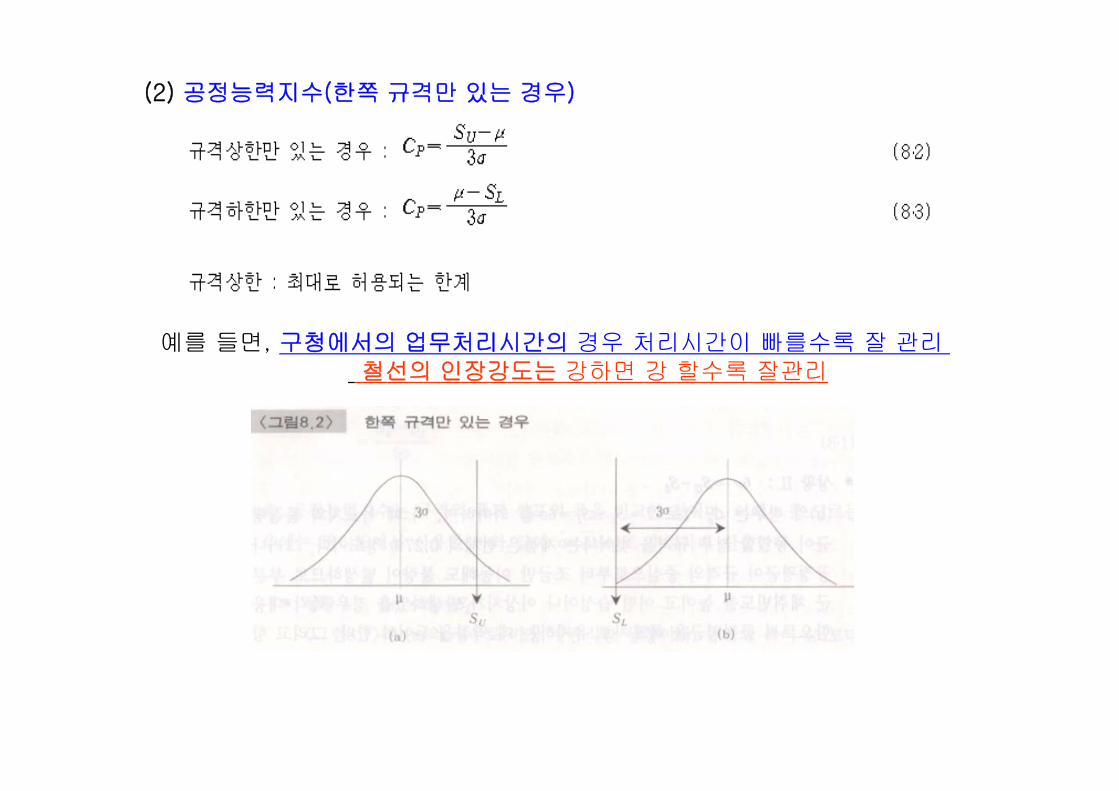
(2) 공정능력지수(한쪽 규격만 있는 경우)
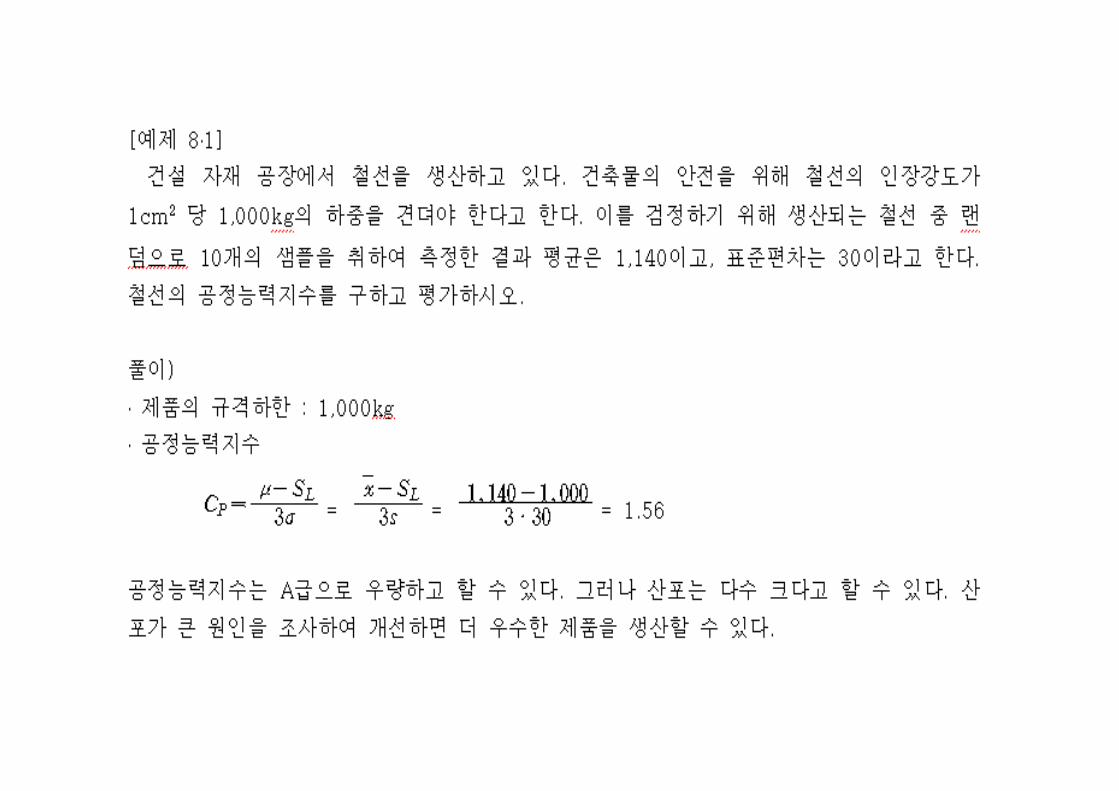
예를 들면, 구청에서의 업무처리시간의 경우 처리시간이 빠를수록 잘 관리철선의 인장강도는 강하면 강 할수록 잘관리
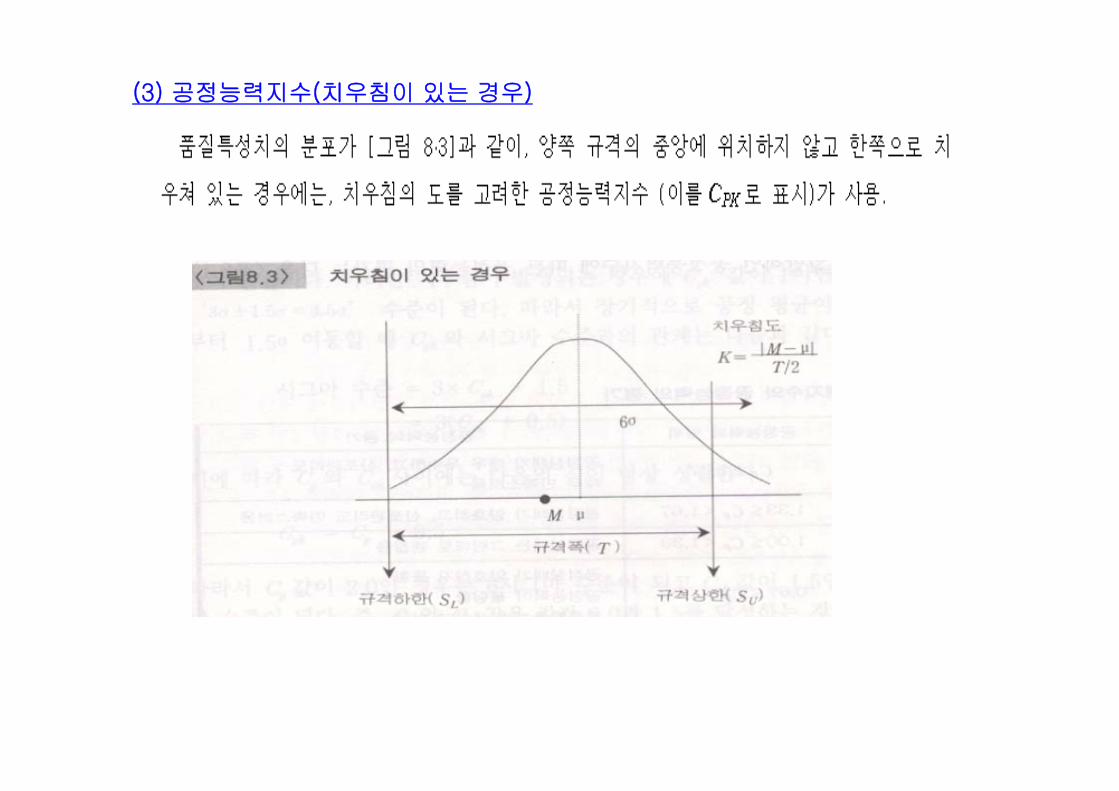
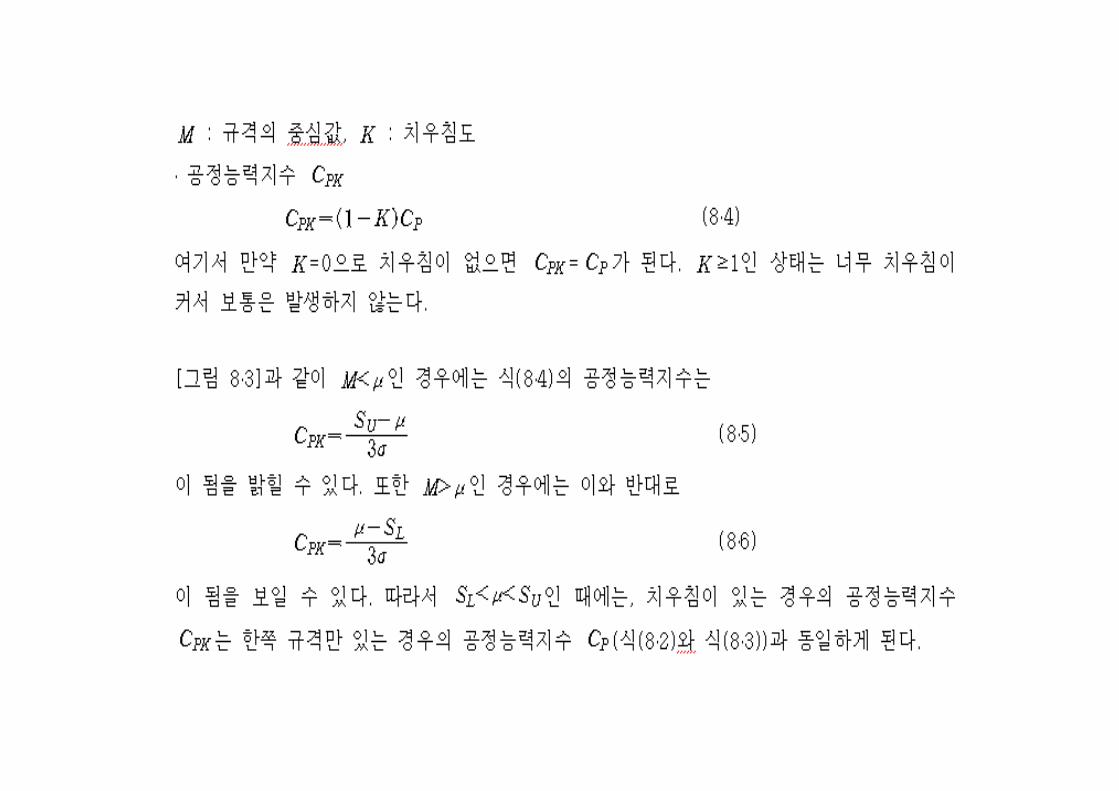
(3) 공정능력지수(치우침이 있는 경우)
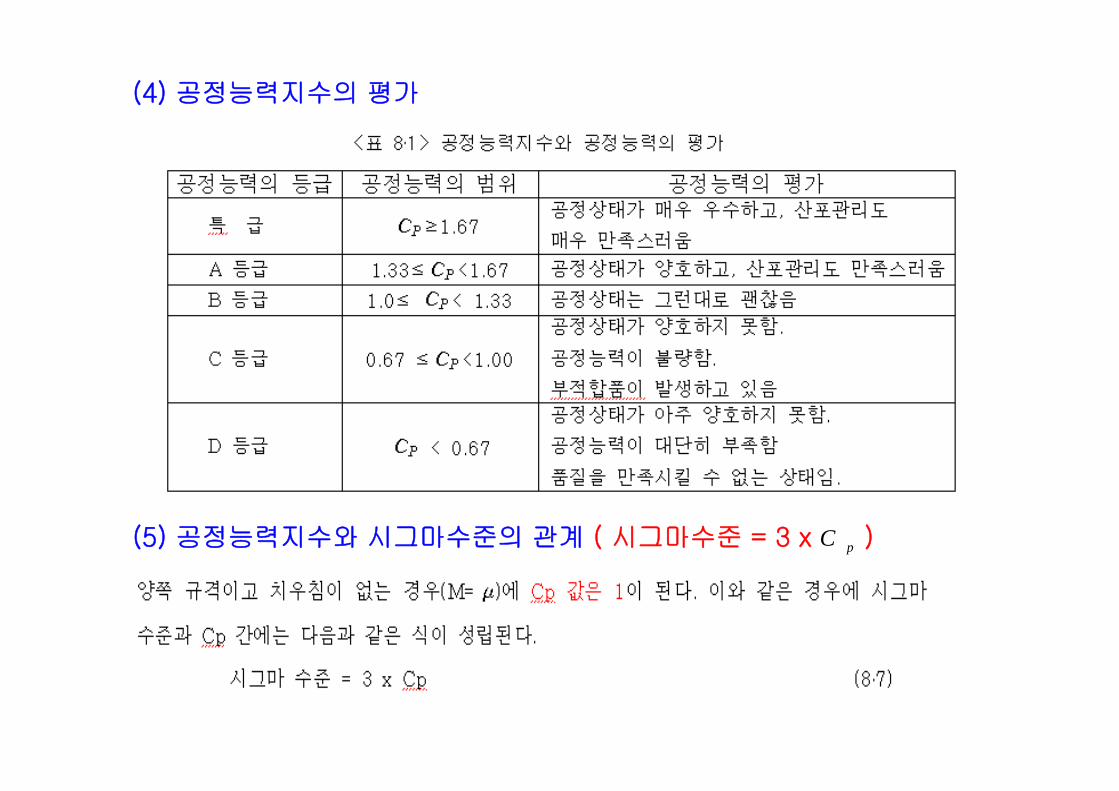
(4) 공정능력지수의 평가
(5) 공정능력지수와 시그마수준의 관계 ( 시그마수준 = 3 x ) pC
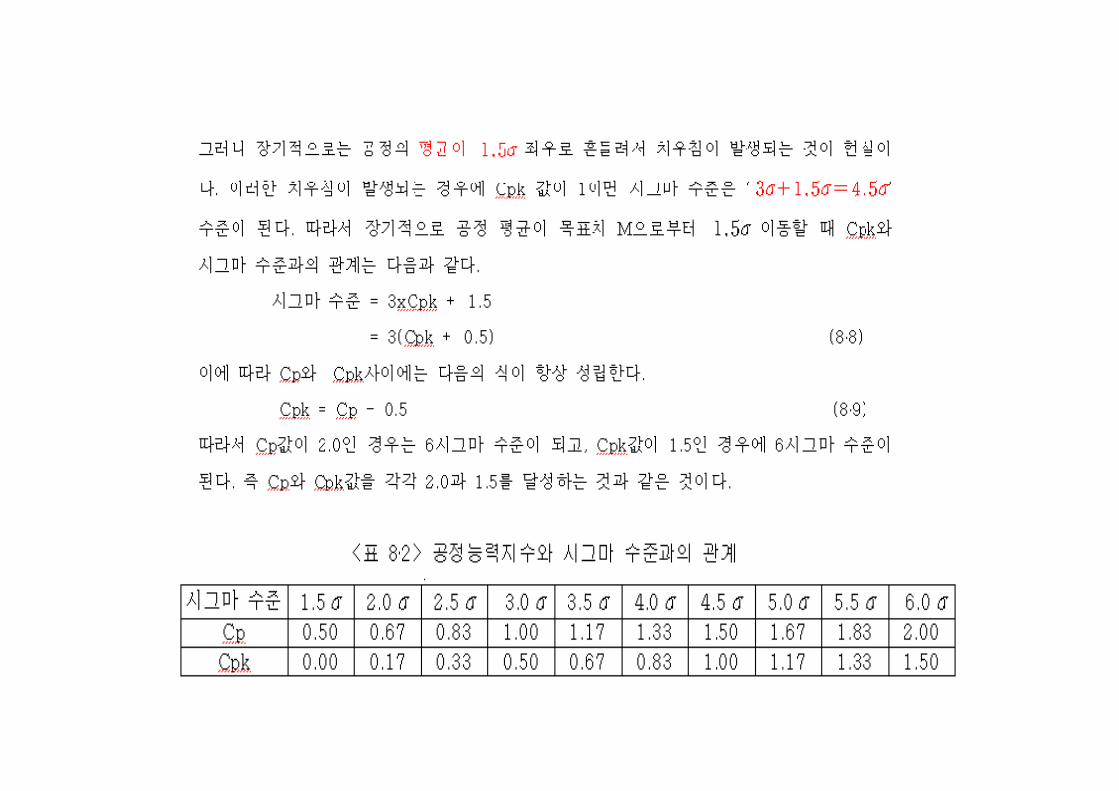

공정능력지수(Cp) 와 시그마수준( 시그마수준 = 3 x )
6 LU
pSSC
폭산포의
규격의폭
pC
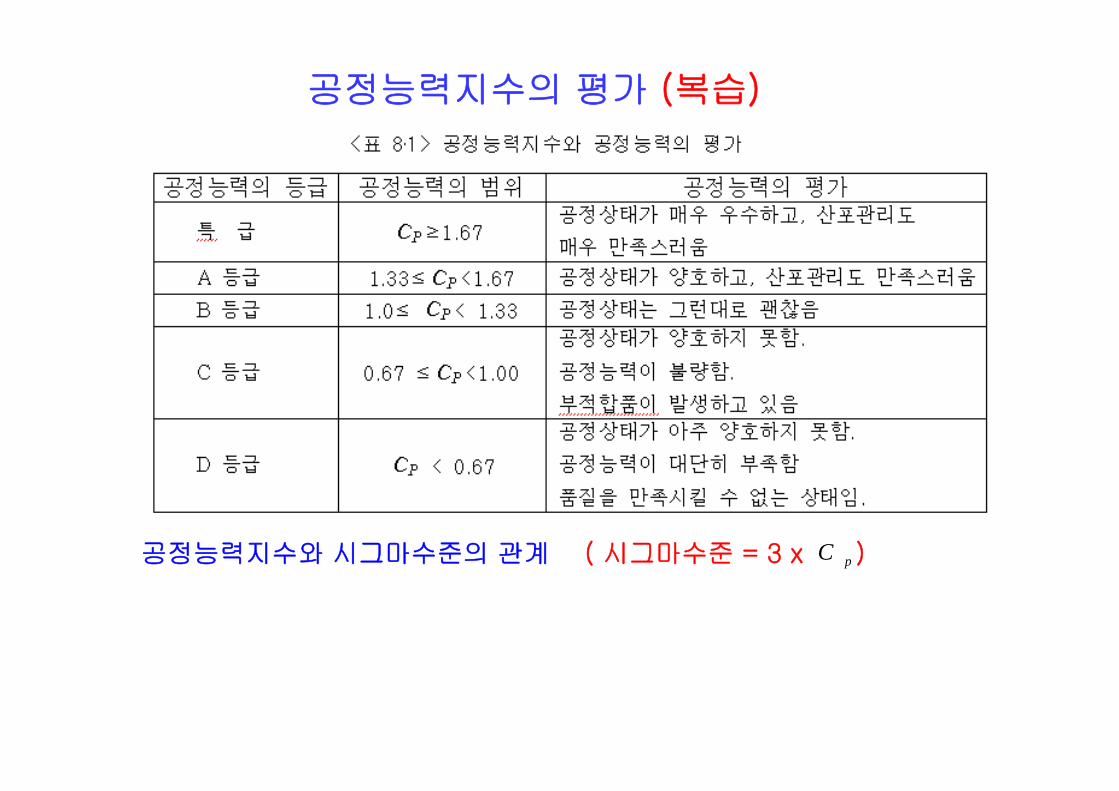
공정능력지수의 평가 (복습)
공정능력지수와 시그마수준의 관계 ( 시그마수준 = 3 x ) pC

8.1.3 공정성능지수(PPI=Process Performance Index)
T
LUp
SSP6
, 단
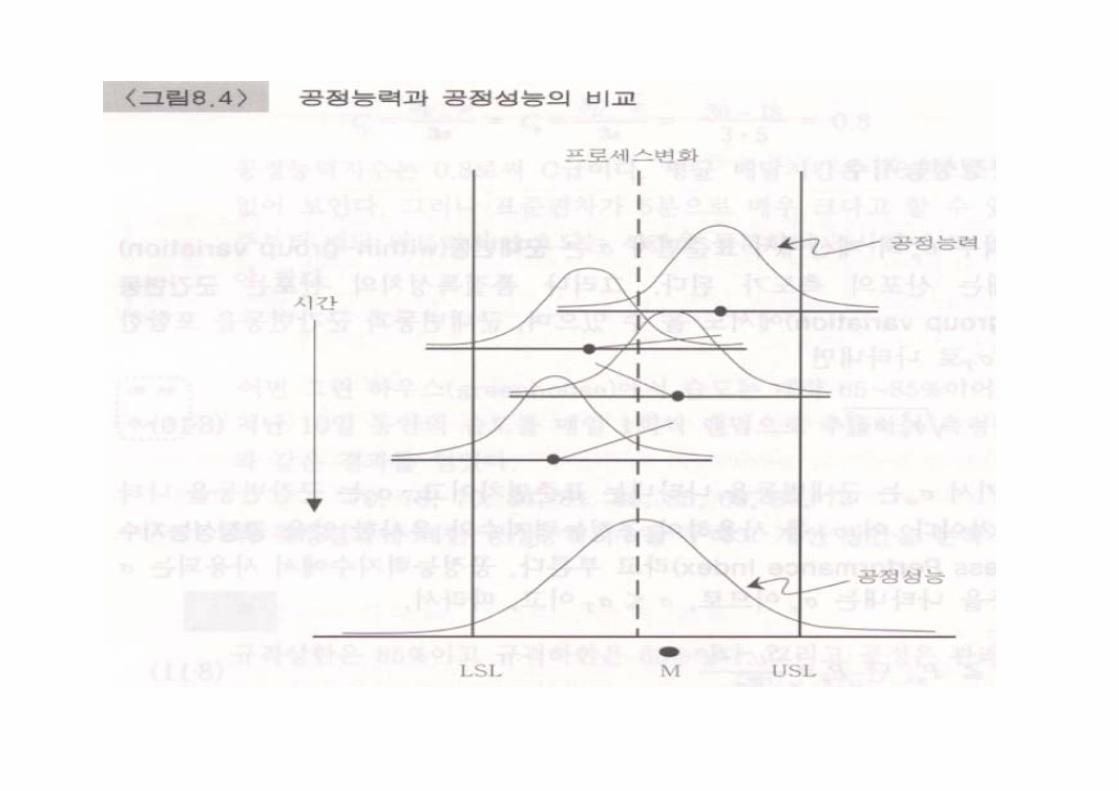
★ 공정이 안정된 경우
- Cp 와 Pp 가 비슷
★ 공정이 불안정 한 경우 – Cp > Pp
★ 공정능력지수(Cp)는 단기간의 공정이
어느정도 제품의 안정되게 생산하는가
조사
★ 공정성능지수(Pp)는 중장기 공정의 품질변동범위, 원인등 조사
2016 APEC 아시아태평양경제협력체 (페루)
0) 1960-1970 1) 1994 2) 1998 3) 20024) 2007 5) 2008 6) 2012 7) 2015- $27,000
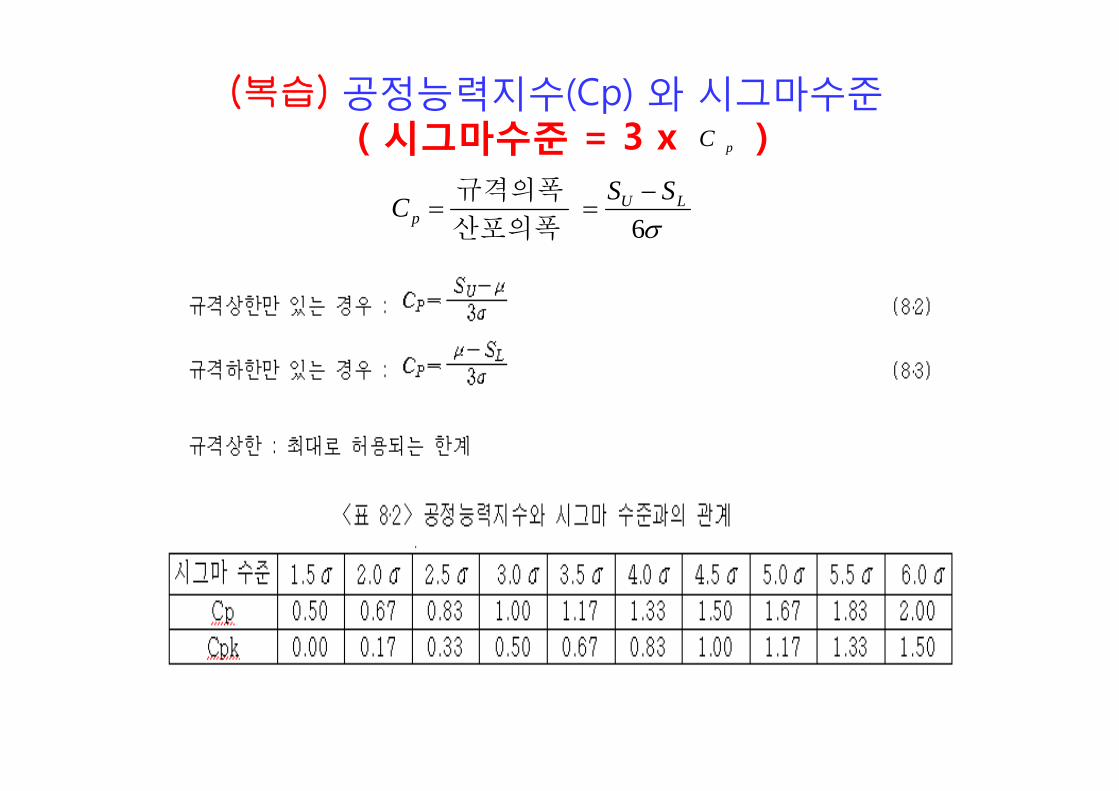
(복습) 공정능력지수(Cp) 와 시그마수준( 시그마수준 = 3 x )
6 LU
pSSC
폭산포의
규격의폭
pC
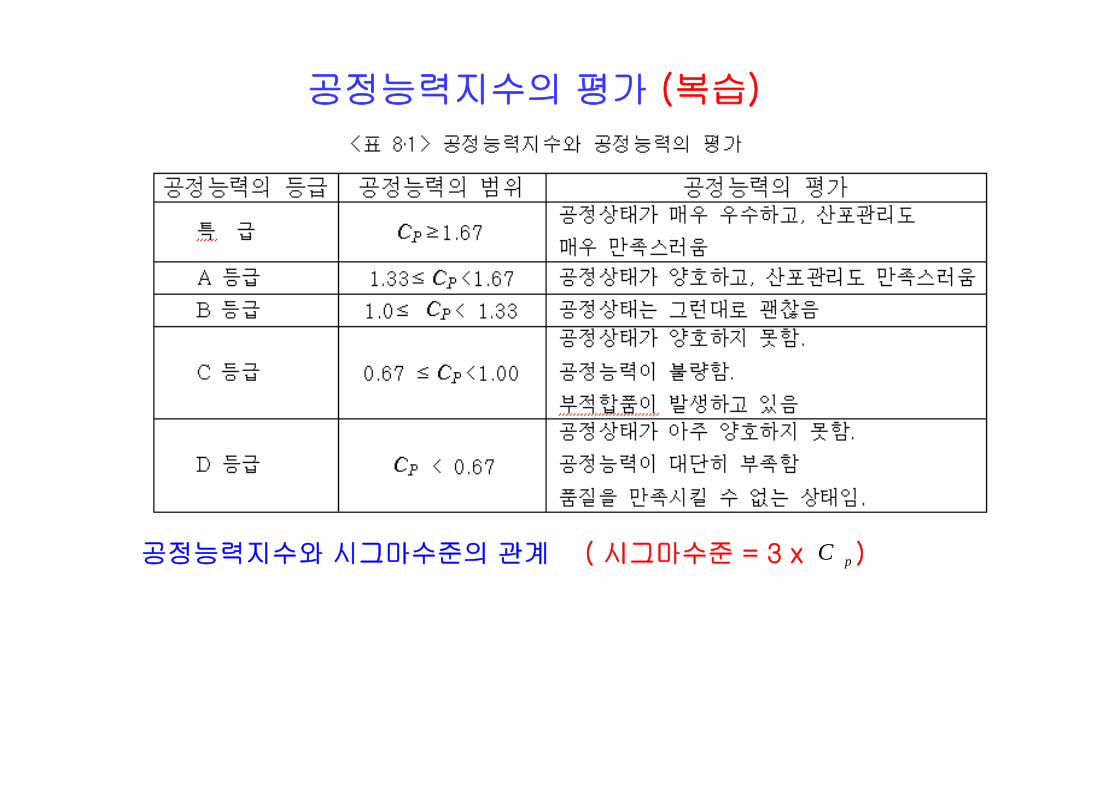
공정능력지수의 평가 (복습)
공정능력지수와 시그마수준의 관계 ( 시그마수준 = 3 x ) pC
(복습) 공정성능지수(PPI=Process Performance Index)
T
LUp
SSP6
, 단
(복습)★ 공정이 안정된 경우
- Cp 와 Pp 가 비슷
★ 공정이 불안정 한 경우 – Cp > Pp
★ 공정능력지수(Cp)는 단기간의 공정이
어느정도 제품의 안정되게 생산하는가
조사
★ 공정성능지수(Pp)는 중장기 공정의 품질변동범위, 원인등 조사
8.1.4 관리도를 활용한 공정관리
- 일반적인 관리도를 사용한 공정관리방법 순서

예제 8-4어떤 자동차 부품공장에서 제조되는 부품의 내경에 관한 것이다. 랜덤으로 한 회에5개의 샘플을 총 20회 추출하여 측정한 결과가 <표8.3>에 수록되어 있다. 내경의규격은 30±0.2 mm이다. 다음 질문에 답하시오• (1) 미니탭을 사용하여 관리도를 그리고 공정이 관리상태에 있는지 판정하시오
.• (2) 목표치가 30mm일 때 공정능력지수를 산출하고, 제품의 공정을 평가하시오.
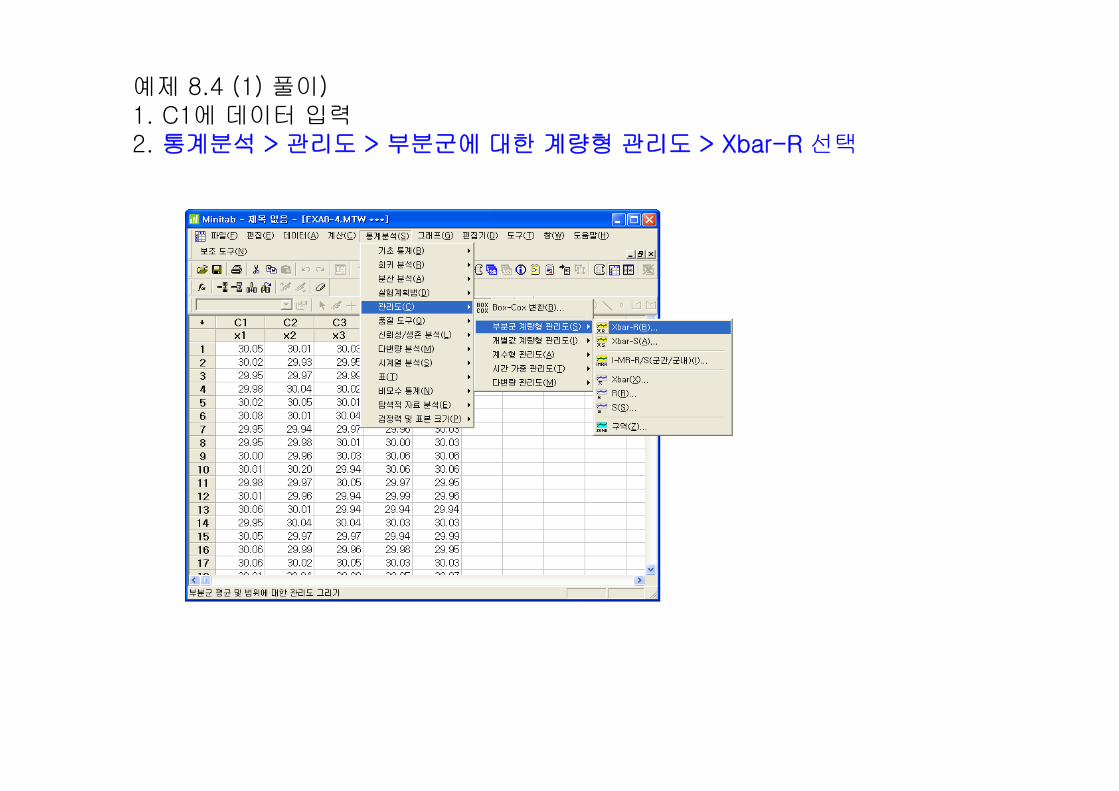
예제 8.4 (1) 풀이)1. C1에 데이터 입력2. 통계분석 > 관리도 > 부분군에 대한 계량형 관리도 > Xbar-R 선택
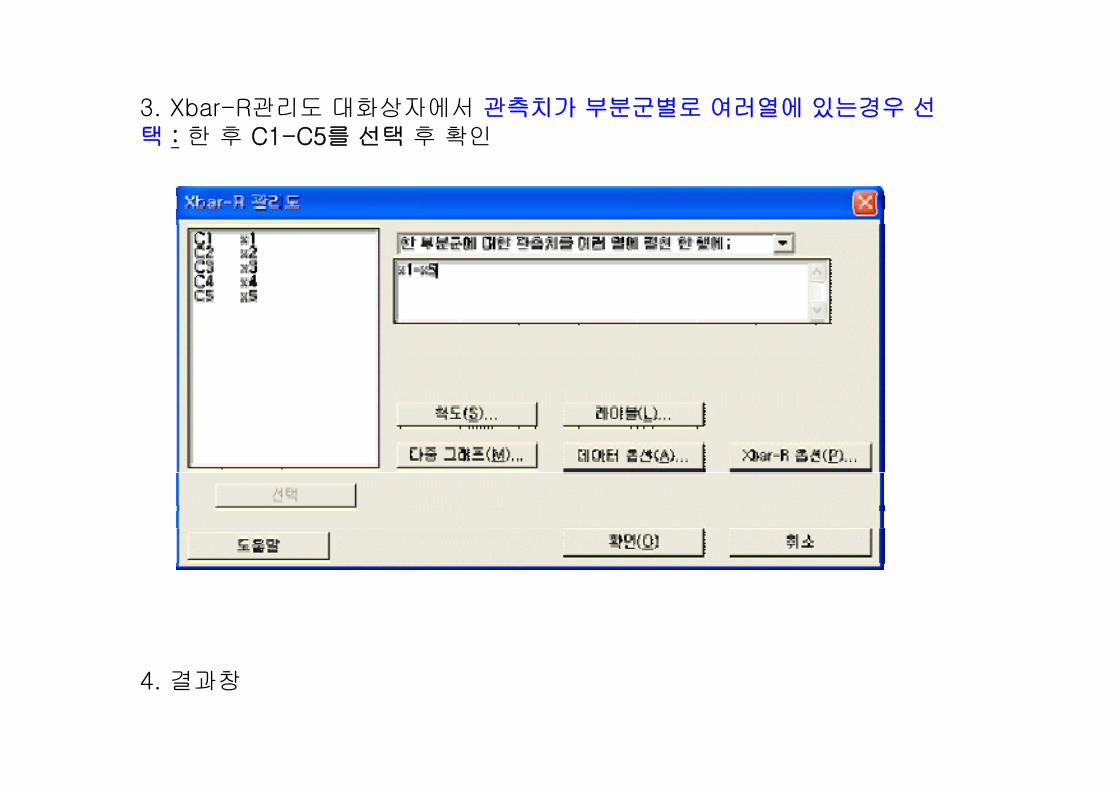
3. Xbar-R관리도 대화상자에서 관측치가 부분군별로 여러열에 있는경우 선택 : 한 후 C1-C5를 선택 후 확인
4. 결과창

• Xbar관리도에서는 대체적으로 이상요인이 발견되지 않고 R관리도에서는 10번째 표본이 UCL을 넘고, 최초 5점이 런의길이 5를 나타내므로 변동요인 주의.
4. 결과창
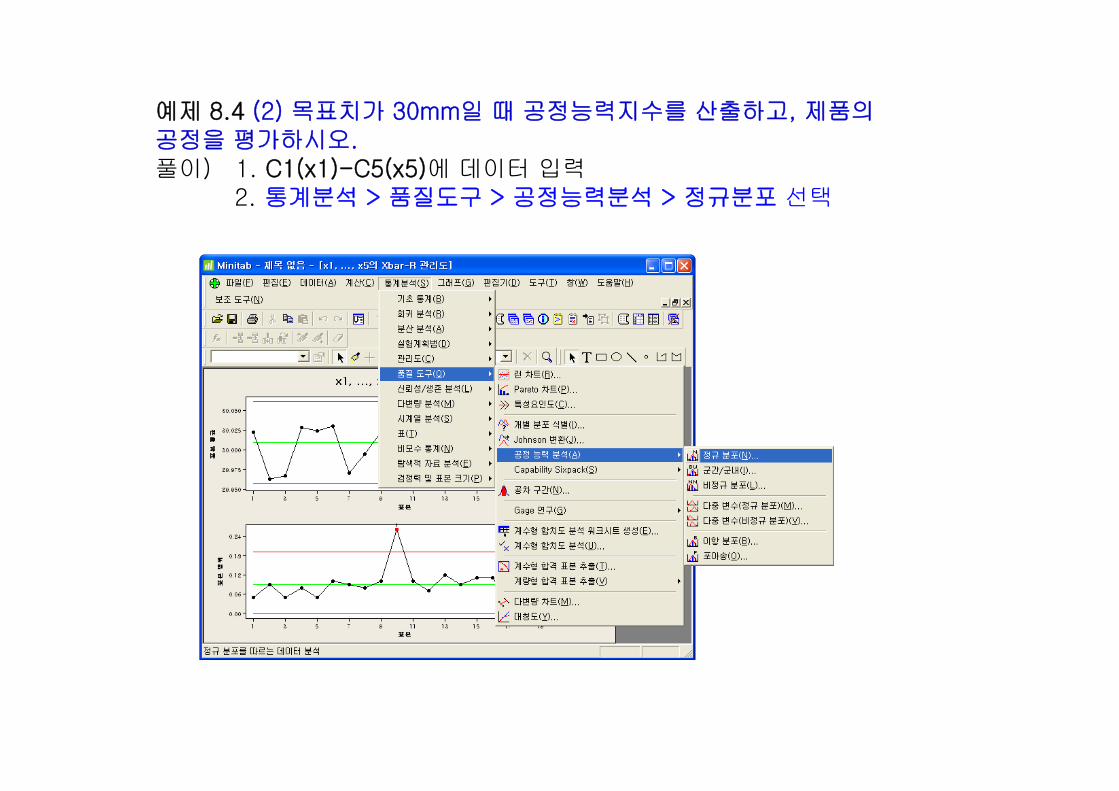
예제 8.4 (2) 목표치가 30mm일 때 공정능력지수를 산출하고, 제품의공정을 평가하시오.풀이) 1. C1(x1)-C5(x5)에 데이터 입력
2. 통계분석 > 품질도구 > 공정능력분석 > 정규분포 선택
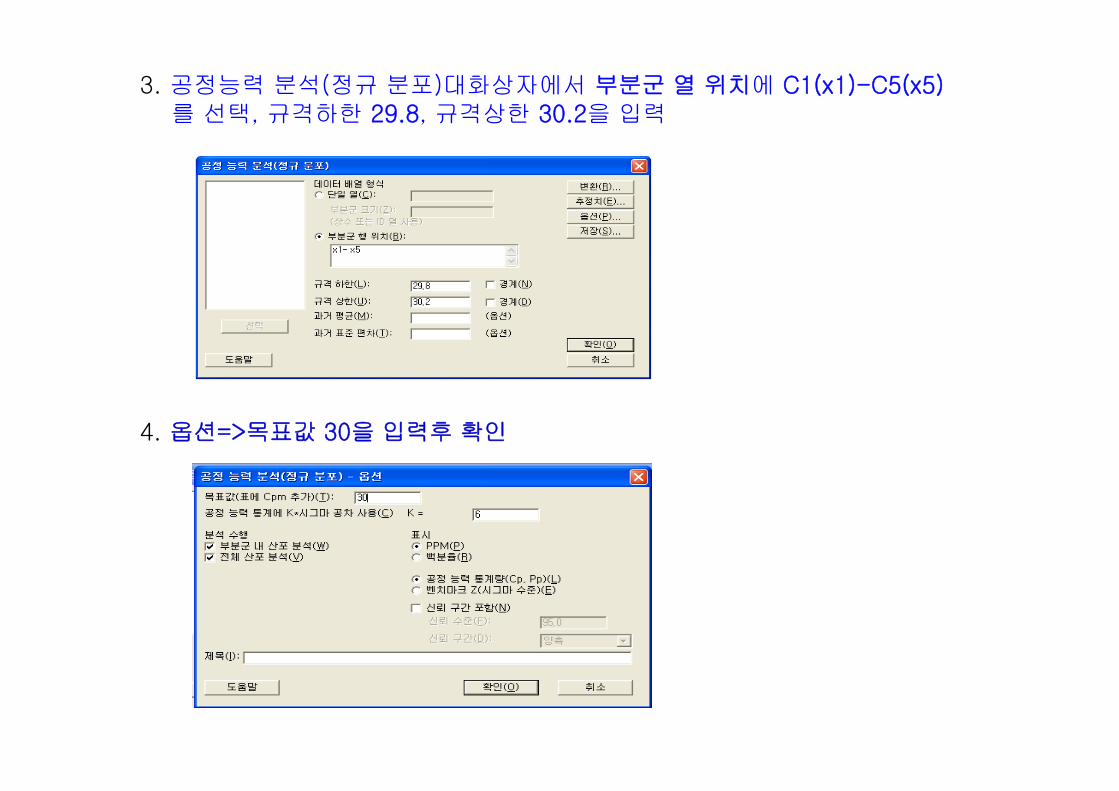
3. 공정능력 분석(정규 분포)대화상자에서 부분군 열 위치에 C1(x1)-C5(x5)를 선택, 규격하한 29.8, 규격상한 30.2을 입력
4. 옵션=>목표값 30을 입력후 확인
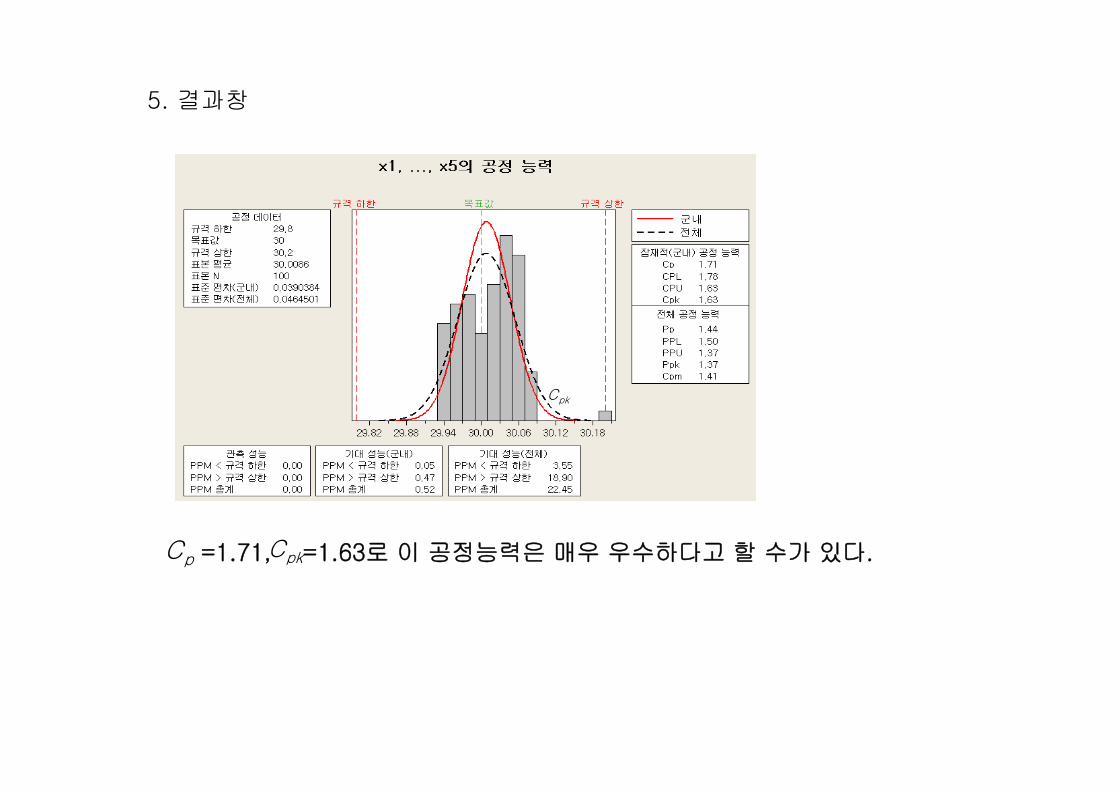
5. 결과창
=1.71, =1.63로 이 공정능력은 매우 우수하다고 할 수가 있다. pC
pkC
pkC
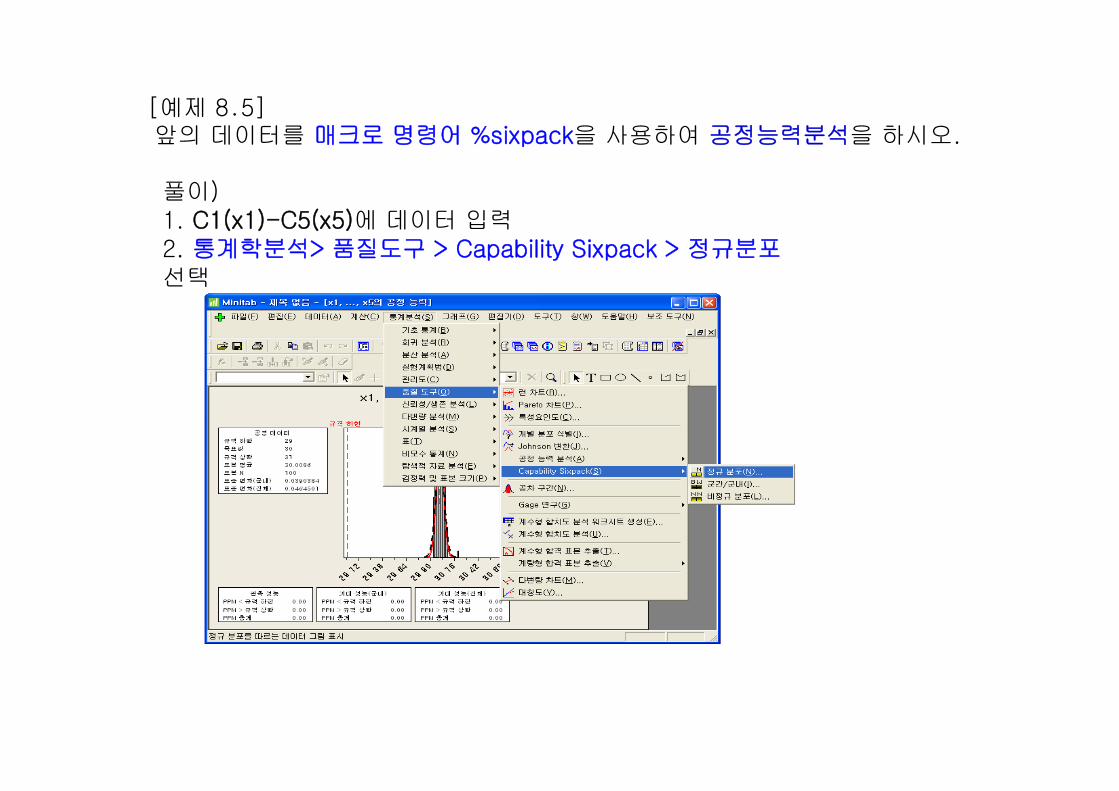
[예제 8․5] 앞의 데이터를 매크로 명령어 %sixpack을 사용하여 공정능력분석을 하시오.
풀이) 1. C1(x1)-C5(x5)에 데이터 입력2. 통계학분석> 품질도구 > Capability Sixpack > 정규분포선택
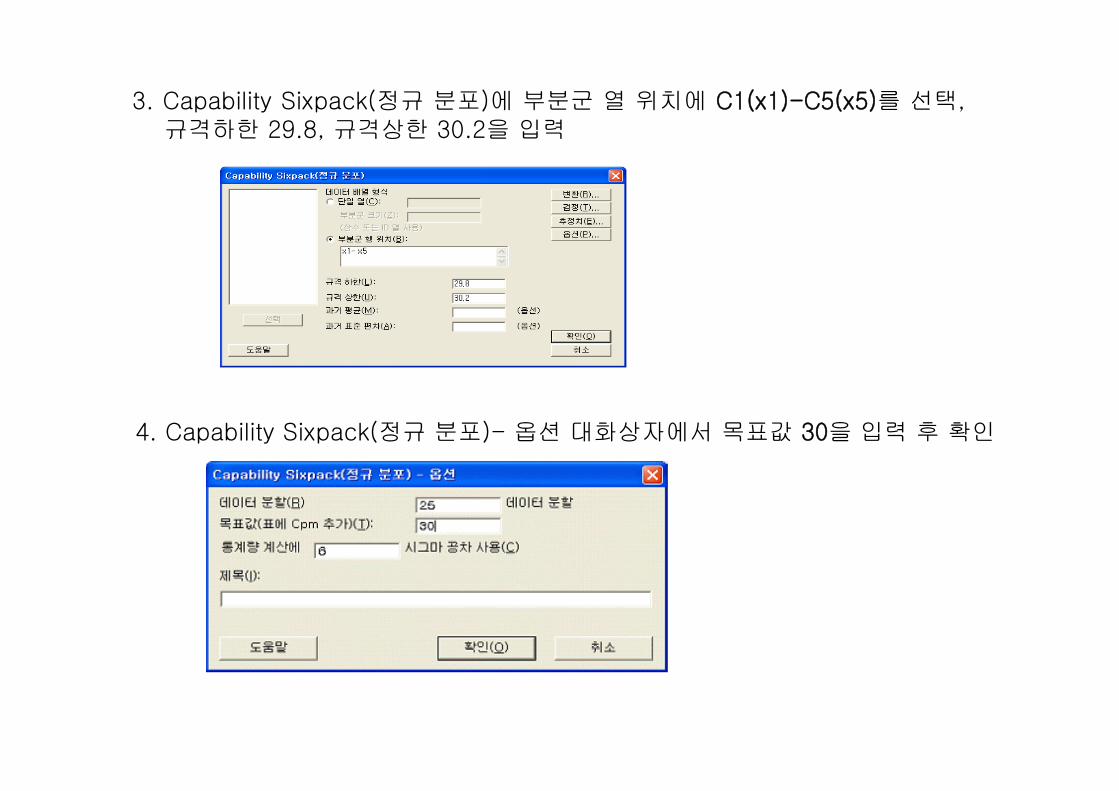
3. Capability Sixpack(정규 분포)에 부분군 열 위치에 C1(x1)-C5(x5)를 선택,규격하한 29.8, 규격상한 30.2을 입력
4. Capability Sixpack(정규 분포)- 옵션 대화상자에서 목표값 30을 입력 후 확인

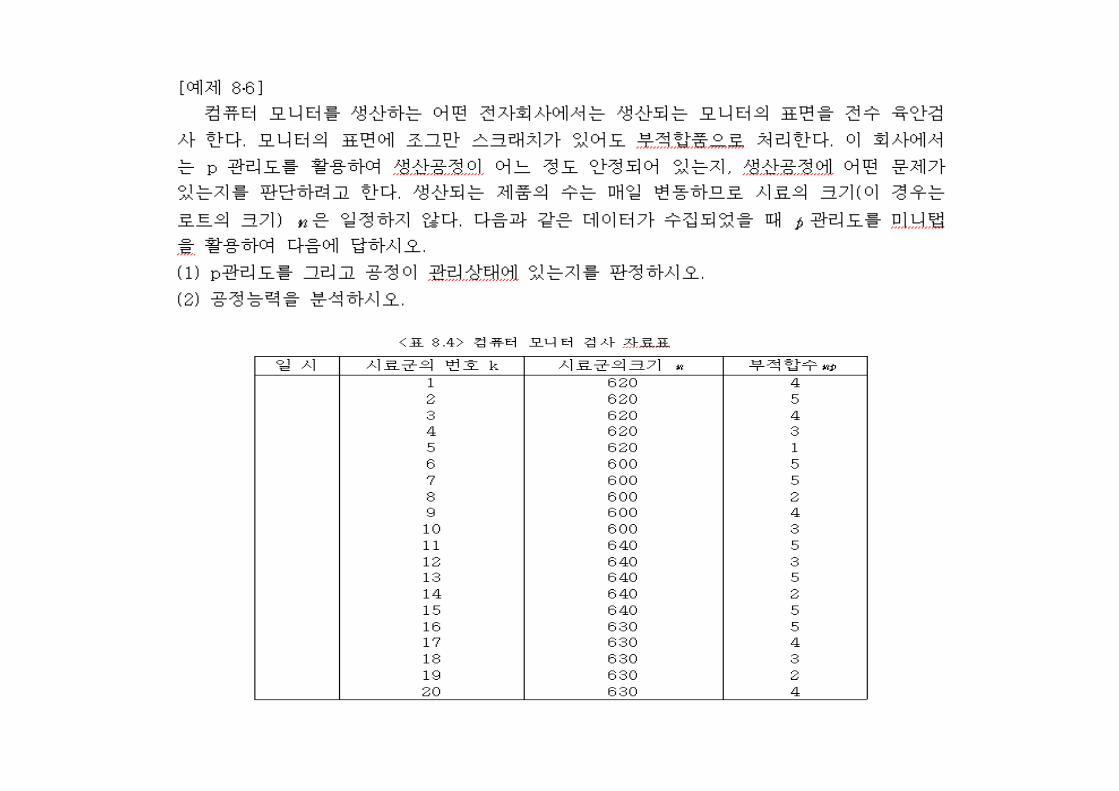
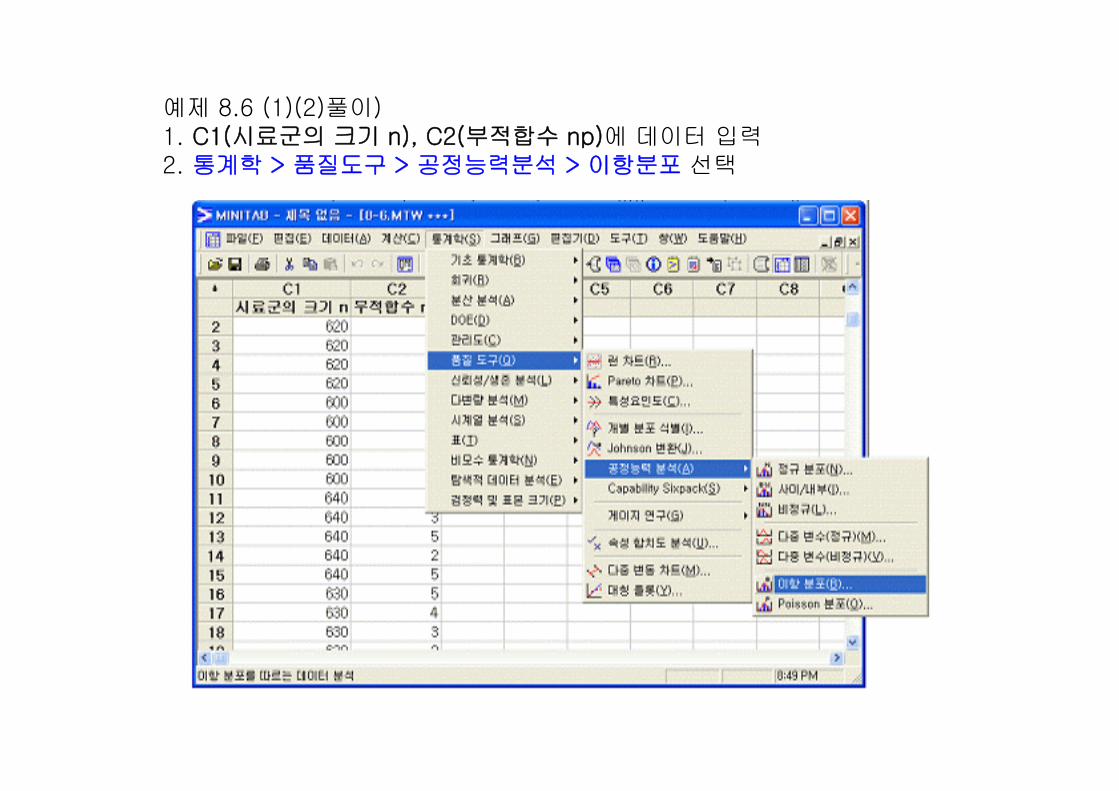
예제 8.6 (1)(2)풀이)1. C1(시료군의 크기 n), C2(부적합수 np)에 데이터 입력2. 통계학 > 품질도구 > 공정능력분석 > 이항분포 선택
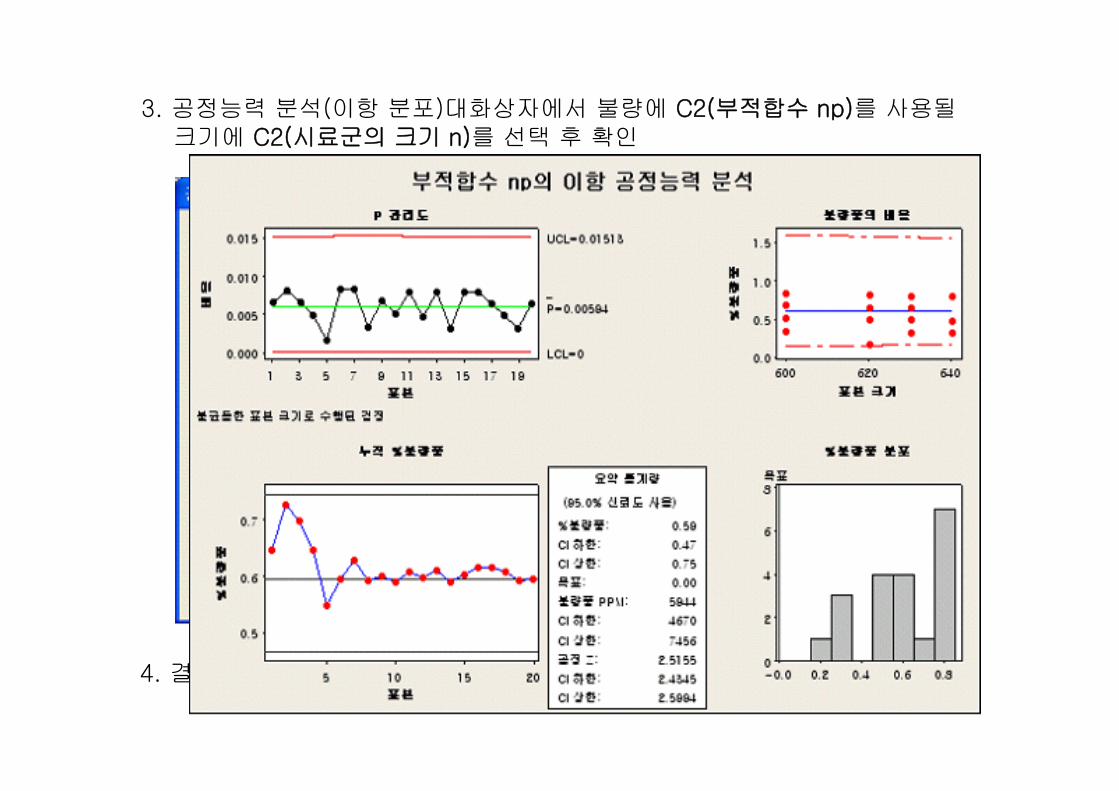
3. 공정능력 분석(이항 분포)대화상자에서 불량에 C2(부적합수 np)를 사용될크기에 C2(시료군의 크기 n)를 선택 후 확인
4. 결과창
P 관리도에서 관리한계선을 넘는것이 없으므로 공정은 관리상태에 있다고 할 수있다.
Z =2.52이므로 상당히 좋은공정이라할수있다. (약 98.8%)

![[8장] 형상 관리.ppt [호환 모드] - dslab.konkuk.ac.krdslab.konkuk.ac.kr/Class/2009/09SE-Edu/Lecture Note/[8장] 형상... · 목차 강의내용 팀프로젝트(15주차)](https://static.fdocument.pub/doc/165x107/5a7963537f8b9ad3658d554f/8-ppt-dslab-note8-.jpg)

![[필립 코틀러] 마케팅관리론 해설강의 8장](https://static.fdocument.pub/doc/165x107/5870d6e31a28ab64768b6c9d/-85870d6e31a28ab64768b6c9d.jpg)