
7.7 Parte Intermedio de La Empaquetadura
21
7.7 PARTE INTERMEDIO DE LA EMPAQUETADURA 7.7.1 INFORMACIÓN GENERAL Para requisitos Especiales , una cámara de separación adicional puede estar interpuesto entre el cilindro y la caja de sello. Esta pieza de separación está equipado con la empaquetadura que impide que el gas que puede filtrarse a través de la caja de relleno llegue a la caja del sello. El conjunto de dibujos de la parte intermedia de la empaquetadura , si está instalado en el compresor , está incluido en la lista de piezas en el volumen de este manual. 7.7.2 MANTENIMIENTO Cualquier fuga de gas anormal a través de la empaquetadura se debe atribuir a un desgaste excesivo de los anillos de estanqueidad o condiciones de la superficie pobre del vástago del pistón. En el primer caso , es necesario instalar nuevos anillos . En el segundo caso , que es mucho menos frecuente , es necesario pulir el vástago del pistón (si lo permite su condición) y para utilizar anillos del tamaño insuficiente, si es necesario. Tenga en cuenta que nunca será posible obtener un sello adecuado del empaque si el vástago del pistón no es perfectamente terminado o si presenta defectos de redondez o cónico ( ver la sección de ensamblajes de cilindros pistones y el párrafo de barra de pistones) 7.7.2.1 DESMONTAJE Los procedimientos de desmontaje se llevan a cabo a través de las aberturas de la pieza de separación, sin desconectar el vástago de pistón de la cruceta. Desenroscar las tuercas de los espárragos que sujetan la brida del empaque.
-
Upload
jonathan-briggs -
Category
Documents
-
view
15 -
download
0
Transcript of 7.7 Parte Intermedio de La Empaquetadura

7.7 PARTE INTERMEDIO DE LA EMPAQUETADURA
7.7.1 INFORMACIÓN GENERAL
Para requisitos Especiales , una cámara de separación adicional puede estar interpuesto entre el cilindro y la caja de sello.
Esta pieza de separación está equipado con la empaquetadura que impide que el gas que puede filtrarse a través de la caja de relleno llegue a la caja del sello.
El conjunto de dibujos de la parte intermedia de la empaquetadura , si está instalado en el compresor , está incluido en la lista de piezas en el volumen de este manual.
7.7.2 MANTENIMIENTO
Cualquier fuga de gas anormal a través de la empaquetadura se debe atribuir a un desgaste excesivo de los anillos de estanqueidad o condiciones de la superficie pobre del vástago del pistón.
En el primer caso , es necesario instalar nuevos anillos . En el segundo caso , que es mucho menos frecuente , es necesario pulir el vástago del pistón (si lo permite su condición) y para utilizar anillos del tamaño insuficiente, si es necesario.
Tenga en cuenta que nunca será posible obtener un sello adecuado del empaque si el vástago del pistón no es perfectamente terminado o si presenta defectos de redondez o cónico ( ver la sección de ensamblajes de cilindros pistones y el párrafo de barra de pistones)
7.7.2.1 DESMONTAJE
Los procedimientos de desmontaje se llevan a cabo a través de las aberturas de la pieza de separación, sin desconectar el vástago de pistón de la cruceta.
Desenroscar las tuercas de los espárragos que sujetan la brida del empaque.
Quitar la empaquetadura dentro de su caja de la barra del piston hasta que quede deslizándolo al frente del registro.
Desenroscar las tuercas de los tirantes de la empaquetadura.
Mover la brida de la empaquetadura a lo largo del vástago del piston.
Extraer el resorte de la copa del primer empaque y desensamble los anillos del empaque. Desmonte la liga del resorte que los mantiene unidos.
Mover la copa lo mas lejos posibles y repetir para las otras copas de la empaquetadura.

7.7.2.2 ENSAMBLAR
Para ensamblar la empaquetadura , llevar a cabo los pasos descritos para el desmontaje en orden inverso.
ADVERTENCIA
Mirar cuidadosamente los dibujos de ensamblaje de la empaquetadura, recordando la posición de los anillos dentro de la copa y recordar la posición de la copa en la empaquetadura.
Antes de volver a montar, compruebe que las holguras entre las distintas partes del conjunto se encuentran los límites especificados en el plano de montaje.
Apretar las tuercas con una llave de torsión, al valor necesario de par (véase la Sección MANTENIMIENTO).
7.8 ENGRANE DE RESTRICCION
Un compresor puede estar equipado con un dispositivo especial, llamado ENGRANAJE bloqueo para ser utilizado para accionar rotaciones lentas del eje.
Si el compresor objeto de este Manual está equipado con este dispositivo, el relevante FUNCIONAL P & I
ESQUEMA se encontrará en el volumen de referencia dibujos del manual.
El engranaje de restricciones (básicamente un mecanismo de pistón) puede ser accionado por aire o por el petróleo. En el primer caso, el boceto de engranajes de restricción se muestra en la Figura 26.
Diseño estándar prevé una restricción con cilindros del compresor a la presión atmosférica;
en consecuencia, antes de comenzar la restricción de garantizar que el compresor está totalmente despresurizado.
Salvo de la unidad cuando los cilindros están presurizados se permite sólo si se indica claramente en la correspondiente
FUNCIONAL P & I ESQUEMA En este caso preste atención a la indicación de precaución.
ADVERTENCIA
Cuando se restringe el compresor a presión compruebe la auto calificación de rotación del compresor, cada medio eje de revolución.
Para girar el eje del compresor, haga lo siguiente:
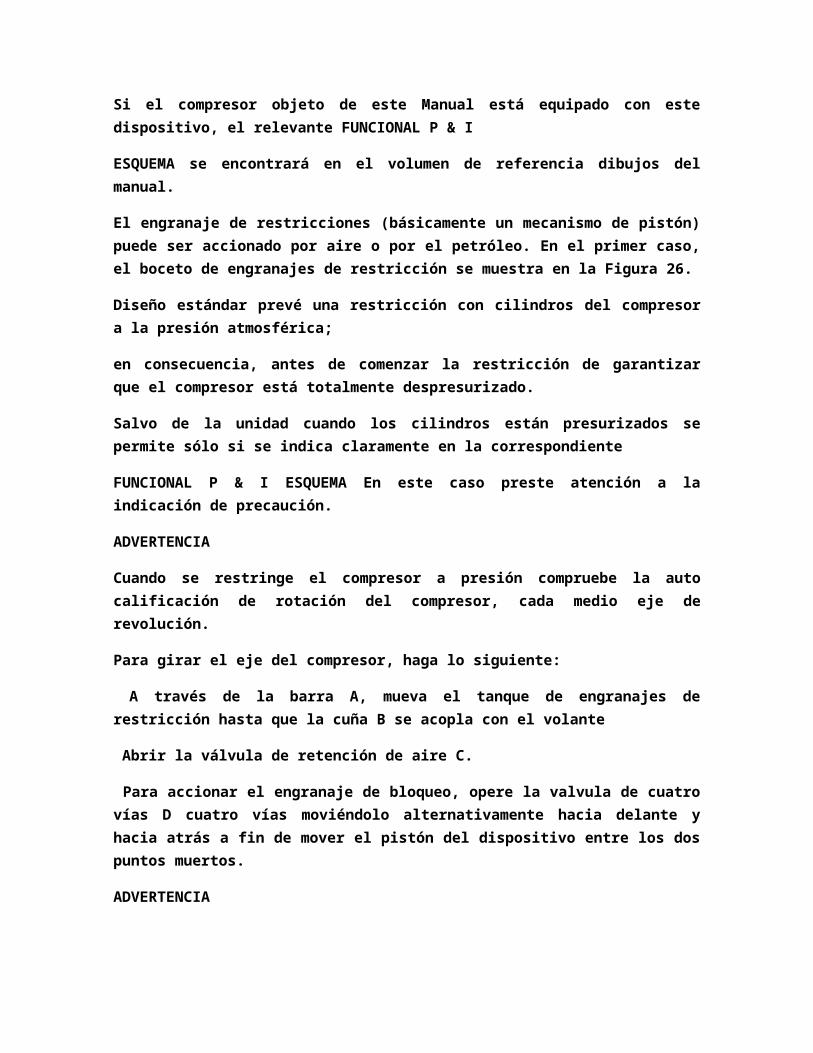
A través de la barra A, mueva el tanque de engranajes de restricción hasta que la cuña B se acopla con el volante
Abrir la válvula de retención de aire C.
Para accionar el engranaje de bloqueo, opere la valvula de cuatro vías D cuatro vías moviéndolo alternativamente hacia delante y hacia atrás a fin de mover el pistón del dispositivo entre los dos puntos muertos.
ADVERTENCIA
El sistema está equipado con un lubricador. El aceite le llega al cilindro presurizado por el aire antes de operar el equipo bloque la válvula de restricción, asegúrese de que el aceite este lubricando y que su viscosidad es dentro de 30 a 60 ISO VG.
En el caso de accionamiento por el aceite, inicie primero la bomba de aceite, y luego proceder como se explicó anteriormente.
Figura 26
LEYENDA
A BARRA B CUÑA C VALVULA DE RETENCION DE AIRE D VALVULA DE 4 VIAS E ENTRADA DE AIRE F SALIDA DE AIRE

7.9 VOLANTE
7.9.1 INFORMACIÓN GENERAL
En la mayoría de máquinas, un volante de inercia está montado en el cigüeñal. La manera para la fijación del volante de inercia al eje depende del diseño de eje en el extremo de acoplamiento. Entre las alternativas se indican a continuación, el usuario tendrá en cuenta el que se refiere al compresor objeto de este Manual. Para una comprensión más clara de este tema, consulte el plano de conjunto del sistema de eje del volante, o el plano de montaje correspondiente a la estructura, incluido en las listas de piezas del volumen de este Manual.
7.9.2 BRIDA EJE FINAL, la conexión combinada
7.9.2.1 DESMONTAJE
- Atornillar y apretar los dos tornillos temporales.
- Retire el dispositivo de bloqueo y los tornillos calibrados.
- Sling y apoyar el volante.
- Quitar los tornillos temporales y suelte el volante. Si se ve obligado a la espita, empújelo
Por tornillos temporales que se encuentran en los orificios roscados previstos para ello en la brida.
7.9.2.2 MONTAJE
- Levantar la rueda volante y llevarlo a el grifo de la brida del eje, de manera que los dos orificios roscados de el volante coincide con los orificios correspondientes de la brida.
- Con los dos tornillos temporales, sujete el volante a la brida.
- Introducir los tornillos calibrados y apretarlos, en cruz de dos en dos. Apretar al par de apriete especificado en la tabla de datos del ensamblaje de la estructura, incluido en las listas de piezas de volumen del manual. Después de haber apretado los tornillos, instale los dispositivos de bloqueo previstas (las tuercas de seguridad, dividida pins, etc.)
- Quitar los tornillos temporales.
7.9.3 BRIDA DE LADO DEL EJE, ACOPLAMIENTO CON MUÑON CONTROLADOR
Para este tipo de acoplamiento, la instalación del volante es una parte del eje de eje / impulsor del compresor alineación y procedimientos de acoplamiento. Por esta razón, el procedimiento se ha incluido en la sección de instalación. Después de haber apretado los tornillos calibrados, instale los dispositivos de bloqueo previstas
(Tuercas de seguridad, pasadores, etc.)

7.9.4 LADO EJE PARALELO
7.9.4.1 DESMONTAJE
- Apoyar el volante / adaptador.
- Aflojar por unos pocos hilos de todo el tornillo en el dispositivo RINGFEDER.
- Quite los tornillos cerca de la parte orificios roscados del anillo de empuje frontal, y el tornillo de ellos en estos agujeros (véase la figura 28). Por medio de estos tornillos, los anillos de empuje delantero y trasero son empujados de tal manera que la unidad de bloqueo se afloja y se puede quitar.
- Desmontar el volante / adaptador del eje del compresor.
7.9.4.2 MONTAJE
- Limpiar las superficies del eje y de la brida.
- Limpie y lubrique todas las superficies de contacto de la unidad de apriete, incluyendo las roscas de los tornillos y la cara de contacto de las cabezas de los tornillos.
ADVERTENCIA
Propiedades LUBRICANTES. NO UTILICE ACEITES particulares tales como, por ejemplo,
Lubricantes que contienen di sulfuro de molibdeno.
- Istale la sling correctamente por los orificios, levantar y colocar el volante / adaptador en el eje del compresor.
- Instalar el dispositivo de bloqueo RINGFEDER, después de haber quitado las pequeñas hojas de protección situado en ranuras de los anillos interior y exterior (véase la Figura 27).
- Apriete el tornillo de bloqueo con la mano, de manera uniforme y en secuencia diametralmente opuesta.
- Mientras gira el volante / adaptador con el eje, consulte con el indicador su rectificación y axial
(Ver figura 29) .
Valores máximos admisibles (del indicador):
RADIAL = 3.937 mil AXIAL = 7.874 mil
- Apretar los tornillos de bloqueo para el valor de par especificado en la tabla de datos montaje estructura.

Apretar al par de apriete requerido en tres o más etapas, siempre apretando uniformemente en
Secuencia diametralmente opuesta.
- Compruebe de nuevo la posición del volante / adaptador. Si es necesaria hacer correcciones mediante los tornillos del dispositivo de RINGFEDER.
- Comprobar que todos los tornillos se han apretado al valor par requerido.
Figura 27
LEYENDA
A ANILLO DE EMPUJE TRASERO
B ANILLO EXTERIOR
C TORNILLO DE BLOQUEO
D ANILLO DE EMPUJE FRONTAL

E ANILLO INTERIOR
Figura 28

Figura 29
LEYENDA
A ESTRUCTURA
B / D RELOJ DE COMPARACION
C VOLANTE / ADAPTADOR
E RINGFEDER ENSAMBLE DE BLOQUEO

8.1 PRECAUCIONES DE SEGURIDAD
- LA INFORMACIÓN GENERAL Esta Sección del Manual es requerida para el personal responsable de mantenimiento y trabajo de reparación sobre la máquina. Para la referencia más fácil, el material ha sido dividido en dos Secciones. Esta Sección considera ensambles de cilindros y contiene una breve descripción de los cilindros, los procedimientos recomendados para el desmontaje, la comprobación, el reparar o el substituir y la montadura varias partes. Otra Sección del Manual es dedicada al ENGRANAJE DE MANIVELA Y EL MARCO.
NOTA
Para el desmontaje y la nueva sesión de varios componentes del marco, pueden requerir el equipo especial, además de los instrumentos habituales. Refiérase a la Sección apropiada en la PARTE CATALOGA el Volumen del Manual. Tanto el empleo de tal equipo como su identificación como lista de partes, código dibujos de asamblea posibles, en esta Sección.
A menudo requieren que el personal trabaje de formas diferentes por las condiciones del sitio de trabajo. También por esta razón, los procedimientos recomendados normalmente indican la descripción general del trabajo para ser realizado, sin entrar en más detalles que podrían ser inútiles y esto, en cualquier caso, haría el Manual menos conciso.
NOTA
Un plato de datos que contiene la información de identificación así como algunos datos pertinentes técnicos son sujetados a cada cilindro.
PRECAUCION
Realizando el trabajo de mantenimiento sobre la máquina, cumpla con las advertencias especiales destacadas en varios párrafos de esta Sección, aquellos mostradas en el párrafo PRECAUCIONES tituladas DE SEGURIDAD - EL PROGRAMA DE MANTENIMIENTO en la Sección de MANTENIMIENTO, y las reglas mostradas en la Sección GENERAL DE LA INFORMACIÓN, relevante a las PRECAUCIONES GENERALES DE SEGURIDAD.
Desmontando cualquier parte de un cilindro, compruebe su estado con cuidado. Si los defectos son descubiertos, reparan o sustituyen aquellas partes. Cualquier rasguñar, notación, etc. sobre superficies de acoplamiento será eliminado con el paño de esmeril fino, la piedra fina, etc. Proteja sin pintar desmontado se separa de una película ligera de aceite de lubricante, excepto donde no conveniente (p.ej. en no cilindros engrasados).
PRECAUCIÓN
Durante los trabajos de mantenimiento, antes de realizar el montaje, verificar las condiciones de todas las juntas y sustituya los que no están en perfecto estado. Si alguna de las partes de las juntas de las superficies de acoplamiento, no utilice un cincel para eliminarlos, ya que esto podría

dañar el metal. Funciona mediante la inserción de una cuña ancho y plano y, a partir de este punto, deslice con cuidado la hoja entre la junta y la superficie.
PRECAUCIÓN
Deformación causada por apretar o por la expansión térmica puede resultar en una junta defectuosa entre las superficies metálicas sin interpuesta juntas. Para compensar estos defectos, pastas especiales del sellante se puede utilizar con éxito. Por esta razón, al llevar a cabo el desmontaje trabajos en las diversas partes de los cilindros, verificar la presencia de la película realizada por estas pastas, sacar el disco y, a continuación, restaurar, durante el montaje.
Ge Oil & Gas NUOVO PIGNONE ha tenido buenos resultados con el sellador "MOTORSIL - D" producida por AREXONS Empresa. Para aplicar esta pasta, proceda de la siguiente manera:
- Limpiar y desengrasar las superficies a ser sellados. –
Con una espátula, aplicar una capa delgada y uniforme de pasta en una de las superficies.
- Una vez transcurrido el tiempo especificado en las instrucciones de la pasta contenedor ha transcurrido (a título de ejemplo, alrededor de 10 minutos), siga con el montaje y el apriete de las piezas.
Debe ser difícil de encontrar esta pasta (o equivalentes) en el mercado, juntas de papel realizado en la obra puede ser utilizado como un sustituto; sin embargo, tenga en cuenta que su uso no está recomendado para las siguientes tareas:
- En el interior de las culatas con control de capacidad dispositivo;
- Entre la cabeza y el cilindro;
- Entre el cilindro y el relleno.
PRECAUCIÓN
En caso de que las partículas sólidas abrasivas debe introducir un cilindro (por ejemplo, la rotura de los componentes de la válvula ), una vez que el daño y sus causas han sido rectificados y antes de volver a arrancar la máquina , realice una buena limpieza del cilindro para evitar daños mayores.
TENGA CUIDADO
Cuando los cilindros estén abiertos, tomar todas las precauciones para evitar la entrada de cuerpos extraños. Todas las aberturas deben estar adecuadamente protegidas (las cubiertas de madera, cartón, tela, etc.). En cualquier caso, limpie a fondo a menos que sea absolutamente seguro de que no ha penetrado suciedad.
8.2 CUERPOS DEL CILINDRO
8.2.1 DATOS COMPONENTES
Consulte las Hojas de Datos del compresor se encuentra en los planos DE REFERENCIA Volumen de este Manual.

8.2.2 DESMONTAJE Y MONTAJE DEL CILINDRO
Para desmontar el cilindro del bastidor, proceda de la siguiente manera:
- Retirar las tuberías conectadas al cilindro.
- Desconectar el vástago del émbolo de la cruceta (ver apartado DE ESTRELLA en el BASTIDOR Y ENGRANAJE DEL CIGÜEÑAL).
- Con la finalidad de protección, la protección del extremo roscado del vástago con la vaina de los rectos o envolver con cinta de PTFE, a continuación, desmontar la empaquetadura intermedio, si los hubiere.
- Después de haber lanzado el cilindro y tensa el dispositivo de elevación, extraer el cilindro sistema de apoyo.
- Desenroscar las tuercas de fijación en la extensión de estrella o de la distancia. Mueva el cilindro.
Para volver a montar el cilindro, llevar a cabo el procedimiento anterior en el orden inverso. Si un cilindro montado completamente es que se va a instalar, se aconseja llevar a cabo el procedimiento después de haber desmontado la partición. Esto se asegurará de que no hay impactos entre el vástago del émbolo y la cubierta si el cilindro de elevación y posicionamiento debe realizarse sin contar con la experiencia necesaria o utilizando medios inadecuados.
Consulte el apartado CONECTAR LOS CILINDROS DEL BASTIDOR (sección de instalación). En concreto, antes de apretar las tuercas de los espárragos conecta el cilindro al bastidor, comprobar que la zona de contacto planos (del cilindro) son paralelos. Si es necesario, actuar sobre los calzos insertados bajo el soporte del cilindro.
8.2.3 MANTENIMIENTO DE LAS CAMISAS DE REFRIGERACIÓN
Mantenimiento del funcionamiento del compresor, la presencia de cualquier fuga de gas para el medio ambiente.
Cualquier fuga de gas en el refrigerante se verificó al observar el líquido a través de la mirilla de gafas. Es aconsejable empezar la circulación del líquido de refrigeración antes de iniciar el funcionamiento de la máquina, ya que es altamente peligroso para empezar a refrigerar después de que la máquina se puso en marcha y habían tenido tiempo de calentamiento. En contacto con líquido frío, el calor los cilindros pueden fácilmente crack, en especial los de hierro fundido.
Durante el invierno, se debe tener en cuenta que la congelación del agua en las chaquetas pueden ser un riesgo grave para los cilindros. En consecuencia, durante la pereza, cuando la temperatura ambiente es lo suficientemente baja como para temer que lo que puede suceder, proceder a vaciar el interior de los cilindros. Para la refrigeración con agua (dependiendo de su naturaleza y, sobre todo en circuitos abiertos) debe considerarse que barro o depósitos sólidos siempre se dejan en las camisas de refrigeración y en los refrigeradores. Estos depósitos pueden afectar gravemente la eficacia del sistema. Por esta razón, el interior de los cilindros deben ser inspeccionados a intervalos apropiados, y limpieza y eliminación de depósitos de cal se debe realizar según se requiera.

Los depósitos de lodo, el procedimiento a seguir es muy simple, y puede llevarse a cabo con un chorro de agua a presión hacia las zonas donde el barro ha recogido. En general, el lodo tiende a depositar en áreas hundidas y en la parte inferior del sistema. En el caso de incrustaciones de carbonatos o sulfatos, los depósitos no se deben eliminar por acción mecánica, como, por ejemplo, utilizando cinceles herramientas u otras percusiones. Estos procedimientos no sólo serían insuficientes en muchos casos, pero podría dañar irreparablemente las paredes del cilindro, especialmente si se realizan en hierro fundido.
Los depósitos en las paredes en lugar de ser objeto de tratamiento químico con productos específicos, disponibles en el mercado. Un tratamiento típico consta de los siguientes:
- Desengrasado con disolventes
- Descalcificación y deoxidizing, si es necesario,
-Lavar con agua residual
-Lo que causó la muerte del agente ácidos de pasivación
- Pasivado de anti-óxido.
Para obtener más información sobre los procedimientos enumerados más arriba, diríjase a las prescripciones detalladas proporcionadas por los distintos proveedores de los productos específicos. Si el agua es monoetilenglicol solución utilizada para el enfriamiento, consulte la Tabla 15 al añadir refrigerante o la sustitución del mismo.
ADVERTENCIA
NO UTILICE LÍQUIDOS DE ENFRIAMIENTO QUE SEAN CORROSIVOS PARA LOS COMPONENTES DEL SISTEMA. POR EJEMPLO, evite usar NO INHIBIDOS monoetilenglicol.
8,4 EMPAQUETADURA VASTAGO DEL PISTON
8.4.1 INFORMACIÓN GENERAL
El sellado de gas comprimido, entre el vástago del piston y el cilindro, se realiza por el vástago del piston .
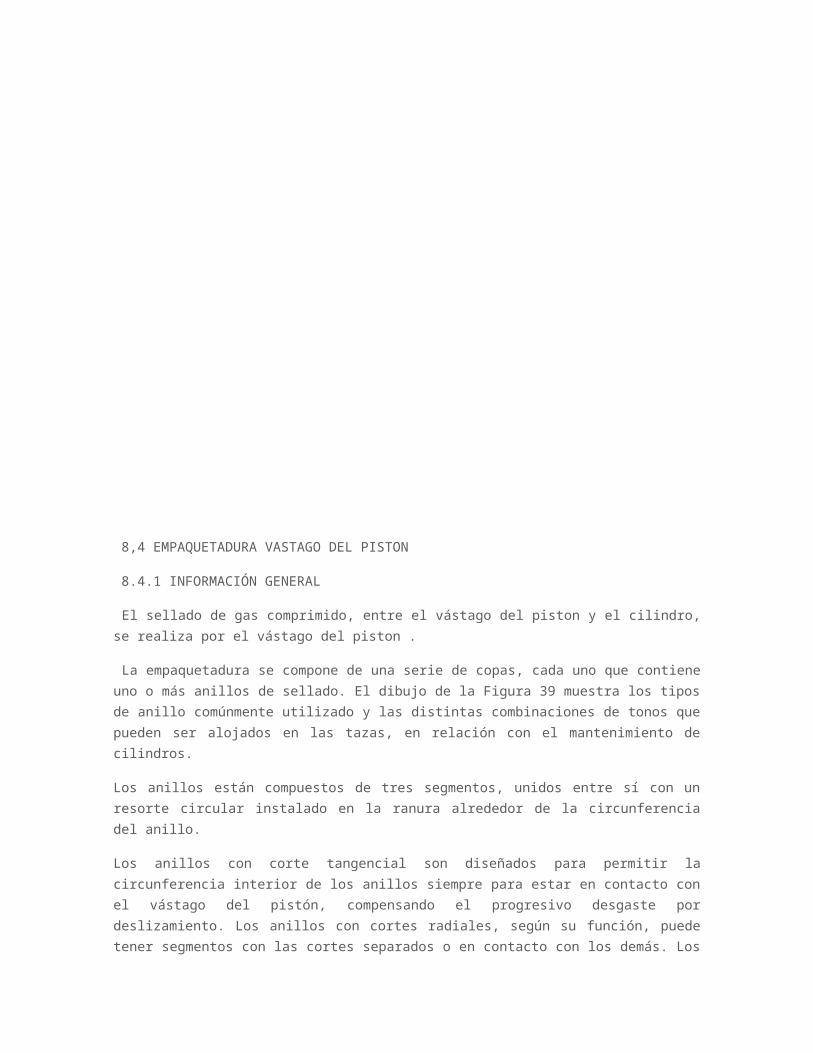
La empaquetadura se compone de una serie de copas, cada uno que contiene uno o más anillos de sellado. El dibujo de la Figura 39 muestra los tipos de anillo comúnmente utilizado y las distintas combinaciones de tonos que pueden ser alojados en las tazas, en relación con el mantenimiento de cilindros.
Los anillos están compuestos de tres segmentos, unidos entre sí con un resorte circular instalado en la ranura alrededor de la circunferencia del anillo.
Los anillos con corte tangencial son diseñados para permitir la circunferencia interior de los anillos siempre para estar en contacto con el vástago del pistón, compensando el progresivo desgaste por deslizamiento. Los anillos con cortes radiales, según su función, puede tener segmentos con las cortes separados o en contacto con los demás. Los anillos de la RT y TT pares deben mantener una posición clara y decidida mutua; esto está asegurado por una espiga.
UN número progresivo que sirve para dar el orden exacto de la empaquetadura para las distintas copas está troquelado en cada uno de las copas de empaquetadura. La progresión numérica se inicia desde la copa más profunda, es decir, el uno en el lado de presión.
El ensamble de la empaquetadura está incluido en la LISTA DE PIEZAS Volumen de este Manual. Los tipos y las posiciones mutuas de los anillos en cada copa y las posiciones de los distintos vasos se muestran con claridad en el dibujo.
Todo el conjunto de copas se mantiene montado por los espárragos pasan a través de la empaquetadura y apretar con las tuercas. Apretar las tuercas del otro extremo de la brida en el mismo empaque de espárragos. Los canales de la brida final, en el interior de las copas, y entre una copa y otra, puede ser hecho de recuperación de gas, refrigeración, lubricación y la medición de la temperatura.
8.4.2 MANTENIMIENTO
Excesivo fuga de gas después de un cierto período de funcionamiento es por lo general debido a los anillos de guarnición desgaste o a malas condiciones de la biela del pistón, o a una combinación de los dos. Si los anillos están desgastados, es necesaria la sustitución. Si el vástago está en mal estado (que es mucho menos frecuente) es necesario rectificar. Tener en cuenta que nunca será posible lograr una buena estanqueidad si el vástago del pistón no está perfectamente liso o si presenta deformaciones o picudos.
8.4.2.1 DESMONTAJE
Dada la particular forma de los anillos, se pueden desmontar por la abertura de la pieza de separación sin retirar las copas y del vástago. En realidad, la reparación puede llevarse a cabo más fácilmente en el banco de trabajo.

Por lo tanto, recomendamos el siguiente procedimiento, que es necesario que previamente separación del vástago del émbolo de la cruceta y la eliminación de la partición junta de la tapa.
- Separar las tuberías conectadas a la guarnición (aceite, rejillas, refrigeración).
- Desenroscar las tuercas de los espárragos de fijación de la brida guarnición.
- Mover la cruceta en el interior y punto muerto del pistón al punto muerto exterior. Para algunos tipos de compresor, puede que sea necesario mover el tabique completo tapa hacia el bastidor, desconectar los tubos en el interior de la pieza de separación que podría obstruir la circulación.
- Retirar la empaquetadura a lo largo de la barra, en la medida de lo posible, ya sea tirando de él por medio de la brida, o utilizar el tirador, si las hubiere.
- Desenroscar las tuercas de las bielas montaje de la empaquetadura
. - Después de haber colocado la funda de protección en el extremo roscado del vástago o, en ausencia de este, después de haber aplicado cinta adhesiva, tire de la brida y el embalaje de la barra, pasando por el agujero de la partición (si la brida no pasa, desmontar la tapa).
- Tirar, uno a la vez, las diversas copas, extrayendo a través de la abertura de la pieza de distancia
8.4.2.2 ENSAMBLAR
Para montar el vástago del émbolo embalaje, llevar a cabo el procedimiento de desmontaje en orden inverso. En general, al desmontar el émbolo del vástago empaque, es preferible sustituir los anillos de guarnición en cualquier caso. Sin embargo, si se considera apropiado para volver a montar los anillos antiguos, deben estar bien limpia utilizando métodos adecuados, las rebabas causadas por el desgaste se debe quitar, y su estado de desgaste se debe verificar, con el fin de determinar si pueden utilizarse aún, o si deben ser reemplazados (véase también el párrafo el vástago del pistón, el desgaste del vástago del pistón - RECTIFICACIÓN). Tenga en cuenta que el axial ,separación entre los anillos y las pistas deben estar dentro de los límites especificados en el esquema de montaje de la empaquetadura.
PRECAUCIÓN
Examinar cuidadosamente la empaquetadura en el plano del montaje, tanto en lo que se refiere a la posición de los anillos dentro de la copa y en lo que se refiere a la posición de las copas en el empaquetadura.
Empaquetadura de enfriado, comprobar y cuidadosamente vuelva a montar la empaquetadura Usando una llave de torque dinamométrica, apretar al valor de par especificado en el MONTAJE DEL CILINDRO Tabla de datos , incluido en la LISTA DE PIEZAS Volumen del Manual.
La brida se debe apretar gradualmente por el funcionamiento de los pernos. Defectos de paralelismo en el conjunto de la brida son algunas de las posibles causas de rozamiento entre la varilla y tazas y de fuga.
Después del montaje, comprobar con aire que varios pasajes (aceite, agua, ventilación) estén limpias. Después de algunas horas de funcionamiento, comprobar la estanqueidad de la empaquetadura, verificación de cualquier rendimiento de las juntas.

LEYENDA
A TIPO "P"
B TIPO "TR"
C TIPO "RT"
D TIPO "TT"
E TIPO "RTP"
F LADO DEL CILINDRO
G LADO DEL BASTIDOR
8.5 VÁLVULAS
8.5.1 DESCRIPCION
8.5.1.1 OPERACIÓN
Las válvulas son de tipo automático. Se abren debido a la diferencia de presión entre el cilindro y el de succión y descarga de la camara, y debido a que la carga de los resortes que actúan en la contraventana, se opone a la idea del gas que mantiene la válvula abierta.
Los gráficos que se muestra en la Figura 40 representa el ciclo de compresión teórica de un cilindro y la elevación de la succión y la válvula de descarga. En las siguientes fases se muestran:
1-2: compresión
2-3: descarga
3-4: re-expansión
4-1, succión,
Así como los puntos siguientes:
- (1) El pistón se encuentra en el interior de punto muerto y la válvula de succión acaba de cerrar.
- (2) La válvula de descarga se abre, la presión dentro del cilindro ha alcanzado la presión de descarga).
- (3) El pistón se encuentra en el exterior de punto muerto y la válvula de descarga acaba de cerrar.
- (4) se abre la válvula de succión (la presión en el interior del cilindro ha alcanzado el valor de la presión de succión).
ADVERTENCIA
EL FUNCIONAMIENTO DE LAS VÁLVULAS, Y POR LO TANTO EL CICLO DE COMPRESIÓN, SE VE AFECTADA POR UN GRAN NÚMERO DE PARÁMETROS QUE SE TOMAN EN CONSIDERACIÓN PARA DISEÑO DEL COMPRESOR, CON EL OBJETIVO DE OPTIMIZAR FUNCIONAMIENTO DE LA VÁLVULA, OBTENER EL MEJOR RENDIMIENTO EN TÉRMINOS DE CAUDAL Y CONSUMO DE ENERGÍA, ASÍ COMO UN ALTO GRADO DE CONFIABILIDAD DEL COMPRESOR. POR LO TANTO, PARA UN ÓPTIMO SERVICIO DEL COMPRESOR, DEBE TENER LUGAR EN UN ESTRICTO CUMPLIMIENTO DE LAS CONDICIONES DE DISEÑO.



















