บางเขน M.B.A. Master of Business fileผศ.ดร.รวิภา ลาภศิริ ผศ.ดร.วิชิต อู่อ้น ผศ.ดร.พรวรรณ

ผศ.ธรรมณชาต วนแตง
7. การลากขนรป (Deep Drawing)





• Drawing การลากขนรป
ตวอยางชนงาน
กอน
หลง
ขบวนการขนรป

• Redrawing การลากขนรปใหม
ตวอยางชนงาน
ขนตอน 1 2 3 4 5 6

• Reverse Redrawing การลากขนรปใหมกลบทาง
ตวอยางชนงาน

• Ironing การรด
กอน หลง

เครองปมระบบไฮดรอลค
ใชแรงดนของน ามนเปนตวสงก าลง
ลกสบ
น ามน

แผนเปลา (Blank) แมพมพตวผ (Punch)
ผานปากแมพมพตวเมย (Lip of Die) ซงจะท าใหมรปรางของผลตภณฑตามแมพมพ
Blank Holder Force

คณภาพของชนงานส าเรจ
ปจจยทตองค านงถง
ปองกนความเสยหาย
ตวแปรทมอทธพลตอความสามารถในการขนรป เราสามารถจดกลมตวแปรไดเปน 2 กลมดงน
1. Process Variables 2. Material Variables

2. Double Action เปนการลากขนรปโดยใชแผนกดในการสรางแรงกดโดยการใชแผนกด เพอลดการยน (Wrinkle) ทเกดทปกถวย
ลกษณะการลากขนรปม 2 ลกษณะคอ 1. Single Action เปนการลากขนรปโดยไมใชแผนกด

ความเคนดงตามแนวการกดของแมพมพตวผ
ทกนถวยเกดสภาวะความเคนดงทงสองแนวแกน
ความเคนอดตามแนวเสนรอบวง (Hoop compression stress)
ผนงถวยไดรบความเคนดง ตามแนวแกน (Axial tension)

ลกษณะรปรางท ปรากฎบนชนงาน
ความเสยหายทเกดขน
สาเหตทเกด ความเสยหาย
แนวทางการแกไข
ลกษณะการแตกขาดทบรเวณใกลกนถวย
ใชอตราการลากขนรปทสงเกนไปตอวสดชนงานและรปรางแมพมพ
ลดอตราการลากขน รปลง
ตารางแสดงความเสยหายทเกดในการลากขนรป

ลกษณะการฉกขาดออกบรเวณกนถวย
1. รศมดายนอยเกนไป 2. ชองวางระหวางแมพมพ นอยเกนไป 3. ความเรวพนชสงเกนไป 4. แรงทใชจบยดแผนชนงานเปลามากเกนไป
1. เพมรศมดายและพนช 2. เพมชองวางระหวางแมพมพ 3. ลดความเรวพนชลง 4. ปรบแรงจบยดแผนชนงานใหเหมาะสม
ลกษณะการเกดรอยยนบรเวณขอบชนงาน ( Wrinkle in the flange)
1. แรงทใชจบยดแผนชนงานเปลานอยเกนไป 2. ชองวางระหวางแมพมพนอยเกนไป 3. รศมดายมากเกนไป
1. เพมแรงจบยดแผนชนงาน 2. เพมระยะชองวางระหวางแมพมพ 3. ลดรศมดาย

ลกษณะการเกดรอยยนบรเวณผนงชนงาน (Wrinkle in the wall)
1. ชองวางระหวางแมพมพมากเกนไป 2. รศมดาย มากเกนไป 3. แรงทใชจบยดแผนชนงานเปลานอยเกนไป
1. ลดระยะชองวางระหวางแมพมพ 2. ลดรศมดาย 3.ปรบแรงจบยดแผนชนงานใหเหมาะสม
ลกษณะการเกดคลนทขอบชนงาน (Earing)
สมบตทางกลในแตละทศทางการรดมคาไมเหมอนกน
ใชวสดทมคาแอนไอโซโทรปต า

ความเสยหายทเกดขนในงานลากขนรป
แบงออกเปน 2 สวนคอ
1. ตวแปรทเกดจากขบวนการขนรป
2. ตวแปรทเกดจากแผนชนงาน

rD 4–8 เทาของความหนา
จะไมสงผลตอการเปลยนแปลงความหนาชนงาน
rD < 10 เทาของความหนา
จะท าใหอตราสวนในการลากขนรปมแนวโนมลดลง
rD 10 เทาของความหนา
จะมผลตอแรงในการลากขนรป (Drawing Force)
rD >> 10 เทาของความหนา
จะท าใหเกดรอยยน (Wrinkles)
rD เลกมาก ๆ
จะท าใหเกด Necking ทรศมแมพมพตวผ (Punch Radius)
1.1 Die radius
1. ตวแปรทเกดจากขบวนการขนรป

2. Punch radius
3. Blank Holder Force
4. Die clearance

5. Friction

6. Blank diameter
7. Blank thickness

2. ตวแปรทเกดจากแผนชนงาน
1. ความสามารถในการไหลตวภายใตสภาวะความเคนทปกถวย
2. ความสามารถของโลหะในการตานทานการเพมความหนาบรเวณผนงถวย
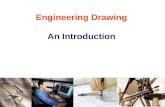
Ductility of Sheet Metal
Yield Strength
Strain Hardening Exponent, n

Ductility of Sheet Metal

Yield Strength
เซลามค
อลมเนยม
เหลกเหนยว
จดแตกหก จดแตกหก


Strain Hardening Exponent, n
Hท ชนดโลหะ n 1. 2. 3.
4.
5.
เหลกกลา 0.05%C (อบคนไฟ)
เหลกกลา SAE 4340 (อบคนไฟ)
เหลกกลา 0.6%C (ชบแขงและอบท540C)
เหลกกลา 0.6%C (ชบแขงและอบท705C)
ทองแดง (อบคนไฟ)
0.26 0.15 0.10
0.19
0.59
530 640
1570
1230
320

แรงทเครองปมโลหะตองใช
FZ1 = )(1
Cd
Dtyd sm
การค านวณแรงในการลากขนรป

แรงกดของแผนจบยดชนงาน (Blank Holding Force)
Fn = Pr A

แรงทใชในการลากขนรปกลองสเหลยม
FZ = ntRba
r me
2
)(42

เอกสารอางอง โครงการพฒนาอตสาหกรรมแมพมพ พ.ศ. 2550, ชดสอการสอน วชา การออกแบบแมพมพโลหะ, สถาบนไทย-เยอรมน ชานนท สขตาอย, รศ.ดร.พงศพนธ แกวตาทพย, รศ.ดร.วารณ เปรมานนท, แมพมพปมโลหะแผน, สมาคมอตสาหกรรมแมพมพไทย, 2547 ภาควชาวศวกรรมเครองมอและวสด, Sheet Metal And DIE Design, E-learning, มหาวทยาลยเทคโนโลยพระจอมเกลาธนบร, 2551 http://eu.lib.kmutt.ac.th/elearning/Courseware/TEN437/main.html