Távközlő hálózatok tervezése DVB-T hálózat tervezése Takács György 1.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4. MARÓSZERSZÁMOK TERVEZÉSE
A marás célja sík vagy összetett felületekmegmunkálása az előírt felületi minőség, méret- ésalakpontosság betartása mellett.
4.1. A megmunkálás jellemzői
• az anyagleválasztás: változó keresztmetszetűforgács, szakaszos,
• a szerszám élei: forgásfelületen, szabályosanhelyezkednek el,
• a főmozgás: forgó, a szerszám végzi,• a mellékmozgás: haladó,
– párhuzamos a szerszám tengelyével,– merőleges a szerszám tengelyre,

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
• a megmunkált felület: – sík,– alakos,– összetett: – idommarás,
– vezérelt marás,• a marás eljárásai szerint: – palástmarás :
– egyenirányú,– ellenirányú,
– homlokmarás.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.1.1. A homlokmarás forgácsolási viszonyai
A homlokmarás forgácsolási viszonyait a 4.1. ábrán
szemléltetjük Ebből látható, hogy a forgácskeresztmetszet
a forgácsleválasztási ív mentén változó: legkisebb a
belépés vagy a kilépés helyén, legnagyobb a marótengely
irányába eső szimmetriasíkban. Itt jelentkezik az fz egy
fogra eső előtolás, ami a homlokmarásnak fontos
forgácsolási jellemzője.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés..
n
d
ab
h
p
rχ
f
f
t
v
x
r
z 1
2
f
ϕ ϕ
ϕ
a
i
p
a e
aae
2e1
Ax
f r
M 2:1
f z
A
4.1. ábraHomlokmarás forgácsolási viszonyai

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.1.2. A palástmarás forgácsolási viszonyai
A palástmarásnak két fajtája van: ellenirányú marás és
egyenirányú marás (4.2. ábra).
Egyenirányú marásnál az Ff -komponens megegyező
értelmű vw-vel, s a munkadarabot az asztalmozgatás
játékának megfelelően előretolja. Az Ff⊥-komponens a
darabot az asztalra szorítja (4.2.a. ábra).
Ellenirányú marásnál az Ff -komponens ellentétes
értelmű vw-vel, ezért az asztalmozgás játéka szempontjából
nincs káros hatás. Az Ff⊥-komponens viszont a
munkadarabot felemelni igyekszik (a darab rezgésbe jöhet),
(4.2.b. ábra).

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
v
F
F
F
F
F
F
n
w
fr c
f
n
wv
FfF
fFFr
cF F
a) b)
4.2. ábra A palástmarás fajtáia) egyenirányú b)ellenirányú palástmarás

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.1.3. A marók alak szerinti csoportosítása
• palástmarók,• homlokmarók,• ujjmarók,• hosszlyukmarók,• tárcsamarók,
• fűrésztárcsák,• idommarók,• menetmarók,• lefejtőmarók.
4.1.4. A marók forgácsolóél kivitele szerinti csoportosítása
• mart fogazású,• hátraesztergált fogazású,• lapkás és betétkéses.
4.1.5. A marók szerszámél anyaga szerinti csoportosítása
• ötvözött szerszámacél,• gyorsacél,• keményfém,
• kerámia,• szuperkemény anyagú.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.2. Geometriai jellemzők, a maró részei
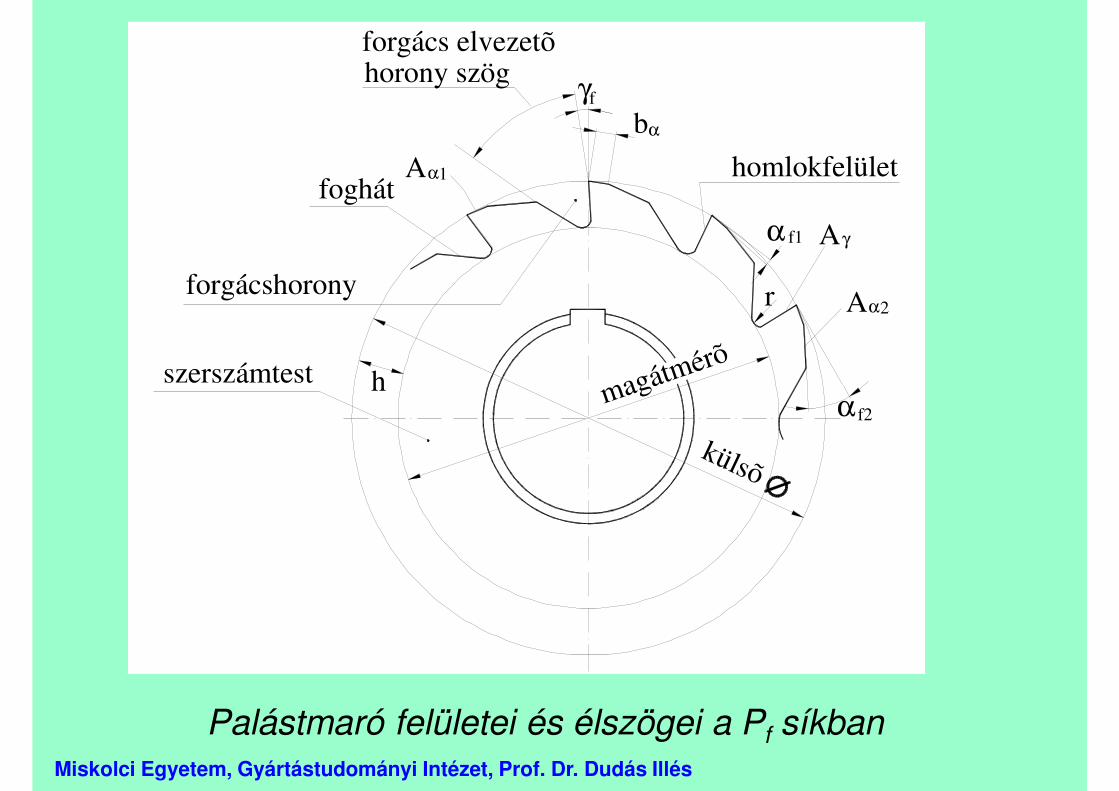
4.2.1. Élszögek értelmezése a palástmarókon
• élre merőleges metszetben (normál γn, αn),• a szerszám tengelyére merőleges metszetben
(sugárirányú szögek),• a szerszám tengelyével párhuzamos metszetben.
Sugárirányú szögek a szerszám tengelyére merőlegesmetszetben (Pf sík) αf ; βf ; γf
Tengelyirányú szögek (Pp síkban): αp ; βp ; γp
Csavart élű szerszámnál az emelkedési szög λs γp
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
α
γ
α
A
A
A
b
homlokfelület
forgácshorony
szerszámtest
külsõ
magátmérõ
forgács elvezetõhorony szög
foghát
f2
2
f1
f
1
α
γ
α
α
h
r
Palástmaró felületei és élszögei a Pf síkban
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
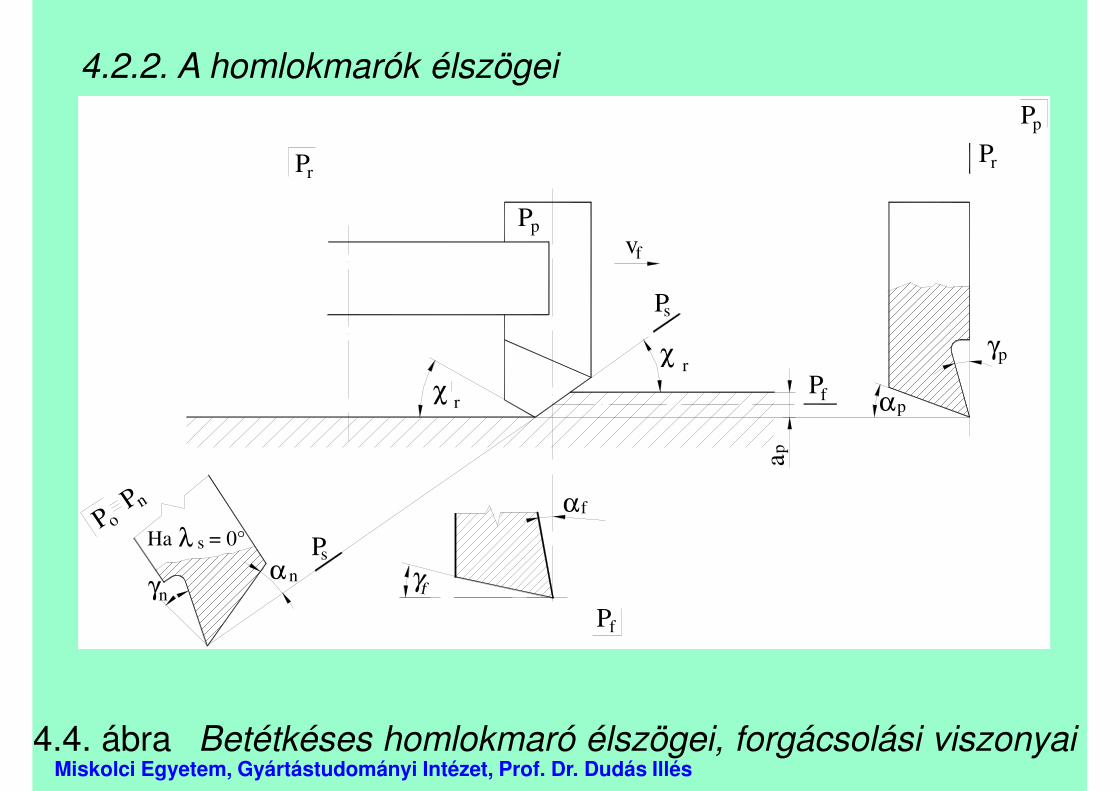
4.2.2. A homlokmarók élszögei
Pχ
γα γ
α
χ
P
nn
f
f
f
r
Ps
r
r
a p
Pp
rP
Ps
P
Ha = 0°λ soP
nP
f
pα
γp
pPfv
4.4. ábra Betétkéses homlokmaró élszögei, forgácsolási viszonyai

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
• a homlokmarók jellemzői:
.
Átmeneti él Simító él
Palástél Homlokél
egyenesorr
betétkéshajlásszöge
betétkéscsúcsszöge
κr3
r1r
ε
fogá
smél
ység
palá
stél
κ
κκr2
4.5. ábra Betétkés dolgozórészének kialakítása

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A különböző síkmetszetekben mért élszögek egymássalösszefüggnek (trigonometrikus összefüggésekkelmeghatározhatóak).
4.2.3. Működésre jellemző irányokMeghajtás felől nézve:
• jobbosforgásirány
• balos
Fogemelkedésre nézve:
• jobbosfogferdeség
• balos
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Axiális erõ
Hajtás Hajtás
Forgásirány
Csavarvonal
bal jobb
jobb balemelkedés
jobbbal
Hajtás
bal
Csavarvonal
jobb
emelkedés
Forgásirány
Axiális erõ
Hajtás
a) b)
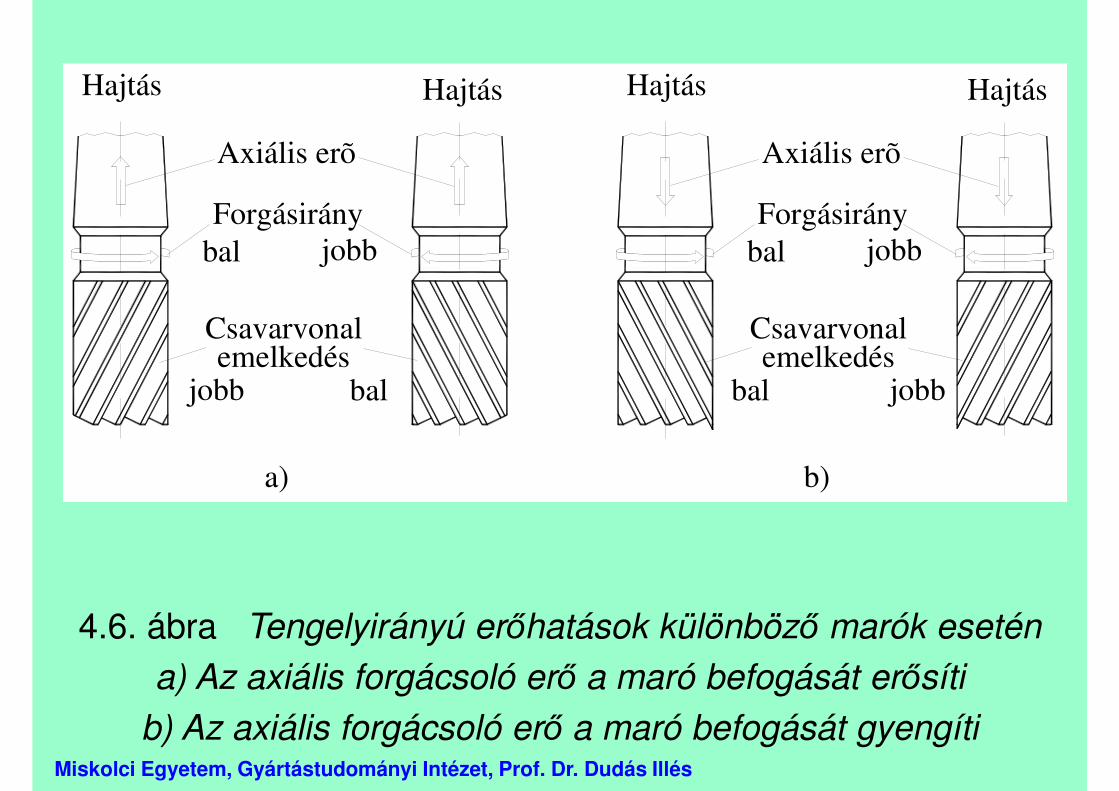
4.6. ábra Tengelyirányú erőhatások különböző marók eseténa) Az axiális forgácsoló erő a maró befogását erősíti
b) Az axiális forgácsoló erő a maró befogását gyengíti

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Axiális erõ
Axiális erõ
Hajtás
Hajtás
d)c)
4.6. ábra Tengelyirányú erőhatások különböző marók eseténa) Az axiális forgácsoló erő váltakozó irányú
b) Az axiális forgácsoló erő kiegyenlített

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.3. Maró tervezésénél, megválasztásánál figyelembe
veendő irányelvek
4.3.1. A marószerszámok tervezésének szempontjai
• anyagának, alakjának, méretének megválasztása
gazdaságos legyen,
• éltartam-optimumra kell törekedni,
• max. forgácsteljesítménnyel dolgozzon a szerszám,
• biztosítsa az előírt Ra-t és IT-t a szerszám.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Fogszám és átmérő megválasztása:
• kapcsolódási számból 2,
• táblázatból,
• empirikus összefüggéssel,
• forgácsolási teljesítményből.
Sűrű fogazat esetén:
• nehezebb a marót elkészíteni,
• csökken a forgácstér,
• csökken a forgácstő szilárdsága.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Megoldás az előzőekre:
• a kapcsolószám nő,
• nagyobb lesz a forgácstér,
• forgácstő szilárdsága javul,
• csökkenthető a maró átmérője,
• a gyártási költségek csökkennek,
• egyenletesebb a maró terhelése.
Az átmérő az adott körülmények között a lehető legkisebb
legyen:
• csökken a nyomaték,
• a fog geometriai méreteinek kialakítása határt szab,
• alakos maróknál az átmérőt a profil is befolyásolja.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Maró befogó elemek:
• külső forgásfelületen,
• belső forgásfelületen,
• hengeres forgásfelületen,
• kúpos forgásfelületen,
• súrlódás révén,
• ékkötés, reteszkötés révén lehet a marót befogni.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
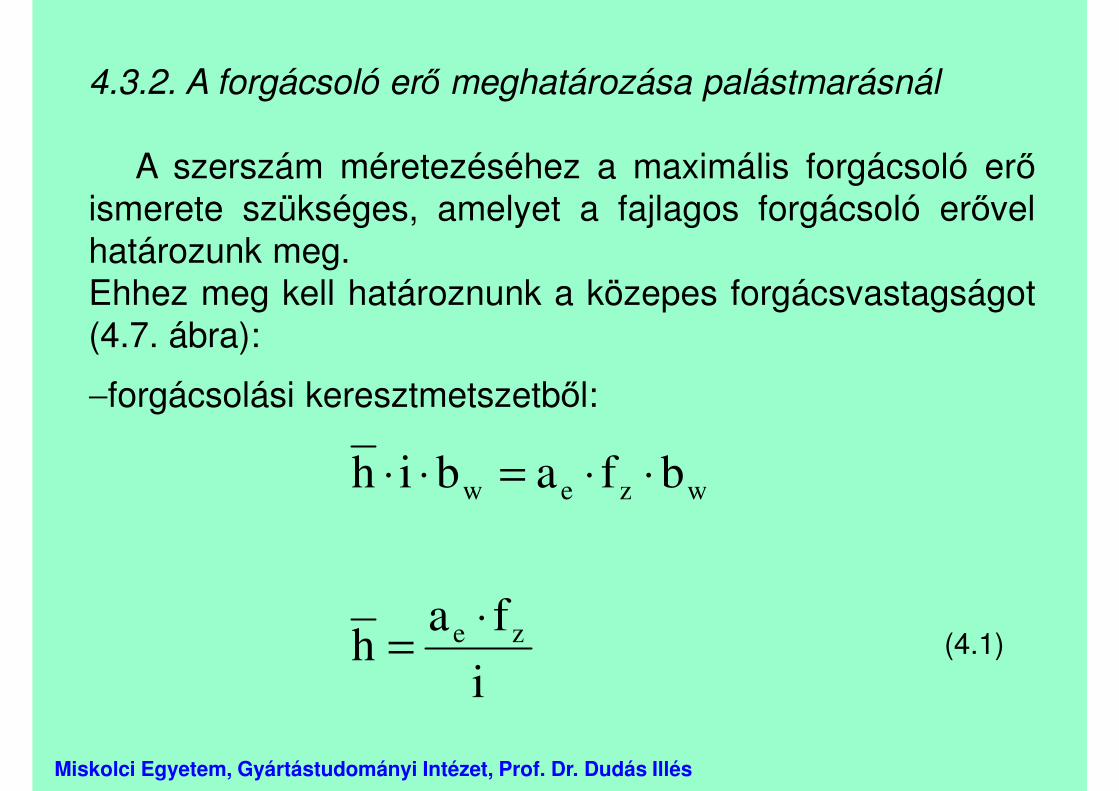
4.3.2. A forgácsoló erő meghatározása palástmarásnál
A szerszám méretezéséhez a maximális forgácsoló erőismerete szükséges, amelyet a fajlagos forgácsoló erővelhatározunk meg.Ehhez meg kell határoznunk a közepes forgácsvastagságot(4.7. ábra):
−forgácsolási keresztmetszetből:
i
fah
bfabih
ze
wzew
⋅=
⋅⋅=⋅⋅
(4.1)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
ϕ
h
f
a
b
z
i
e
w
d
p
4.7. ábraKözepes forgácsvastagság értelmezése
h

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
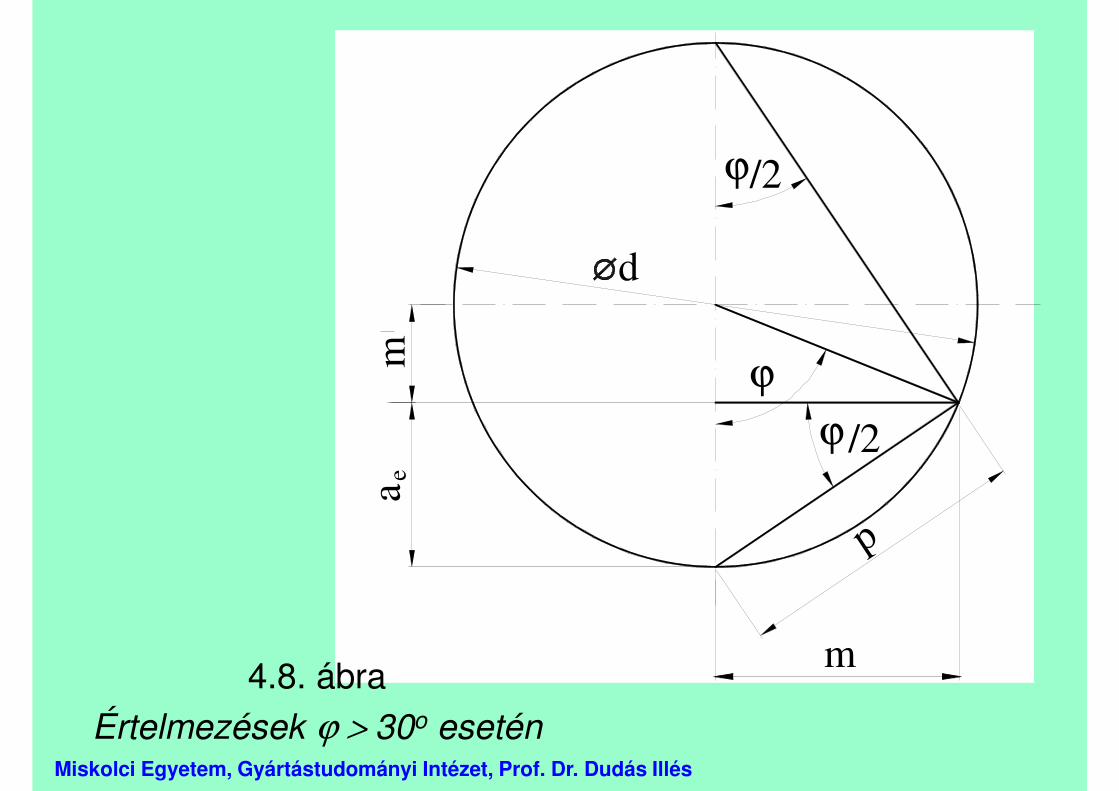
Ha ϕ < 30o kis fogásmélységnél
)3.4(d
afh
)2.4(dap
ip
ez
e
=
⋅=
≈
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
ϕ
ϕ
ϕ
/2
/2
m
ma
p
e
d
4.8. ábraÉrtelmezések ϕ > 30o esetén
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
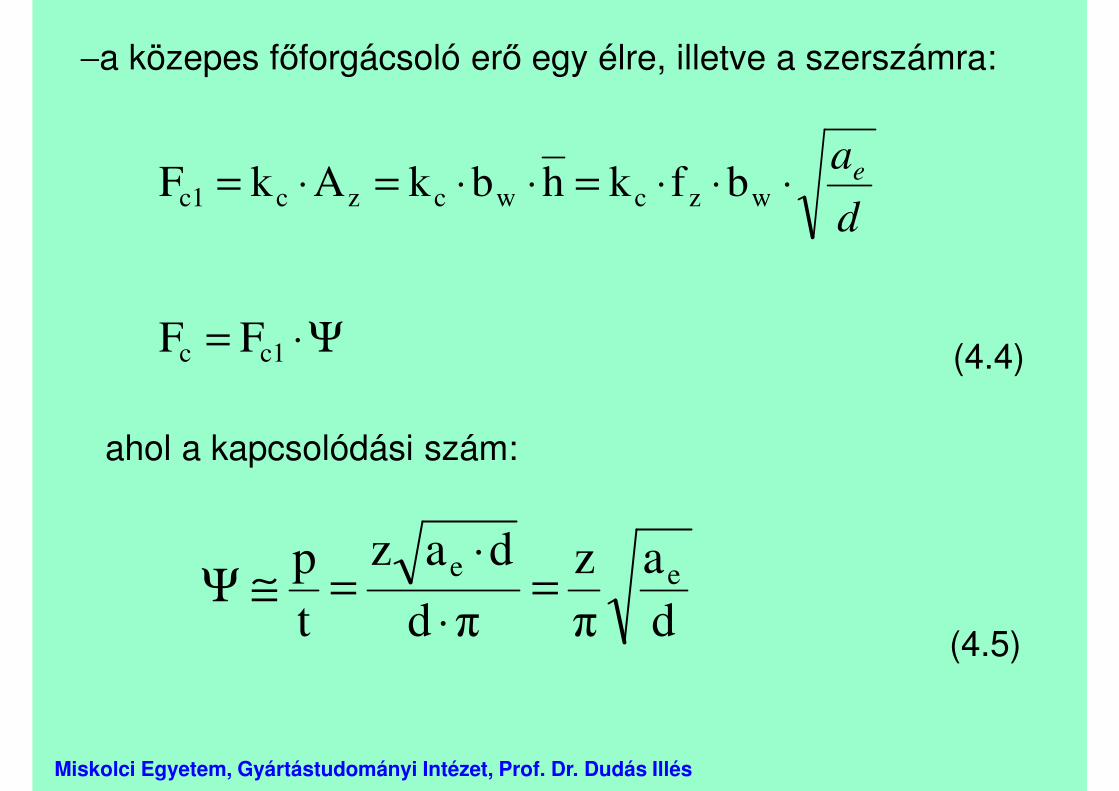
−a közepes főforgácsoló erő egy élre, illetve a szerszámra:
Ψ⋅=
⋅⋅⋅=⋅⋅=⋅=
c1c
wzcwczcc1
FF
bfkhbkAkFd
ae
ahol a kapcsolódási szám:
da
π
zπd
daz
tp ee
=⋅
⋅=≅Ψ
(4.5)
(4.4)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
így:
dπ
zbfakF wzecc ⋅⋅⋅⋅= (4.6)
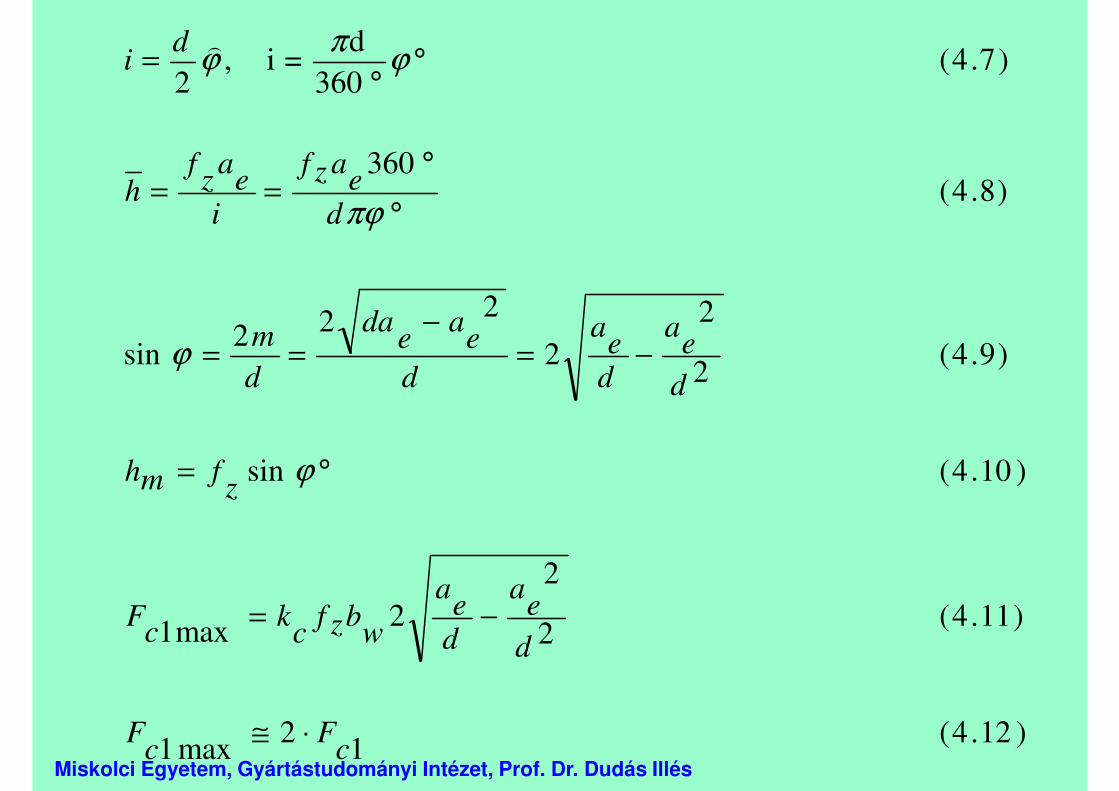
Nagy fogásmélység esetén (4.8. ábra) p ≠ i. Ilyenkor aszámítást a forgácshosszal (i) kell elvégezni.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
)12.4(12max1
)11.4(2
22max1
)10.4(sin
)9.4(2
22
222sin
)8.4(360
)7.4(360
d=i ,
2
cF
cF
d
ea
de
a
wbzf
ck
cF
zfmh
d
ea
de
a
d
ea
eda
d
m
de
azf
ie
az
fh
di
⋅≅
−=
°=
−=−
==
°
°==
°°
=
ϕ
ϕ
πϕ
ϕπ
ϕ)
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
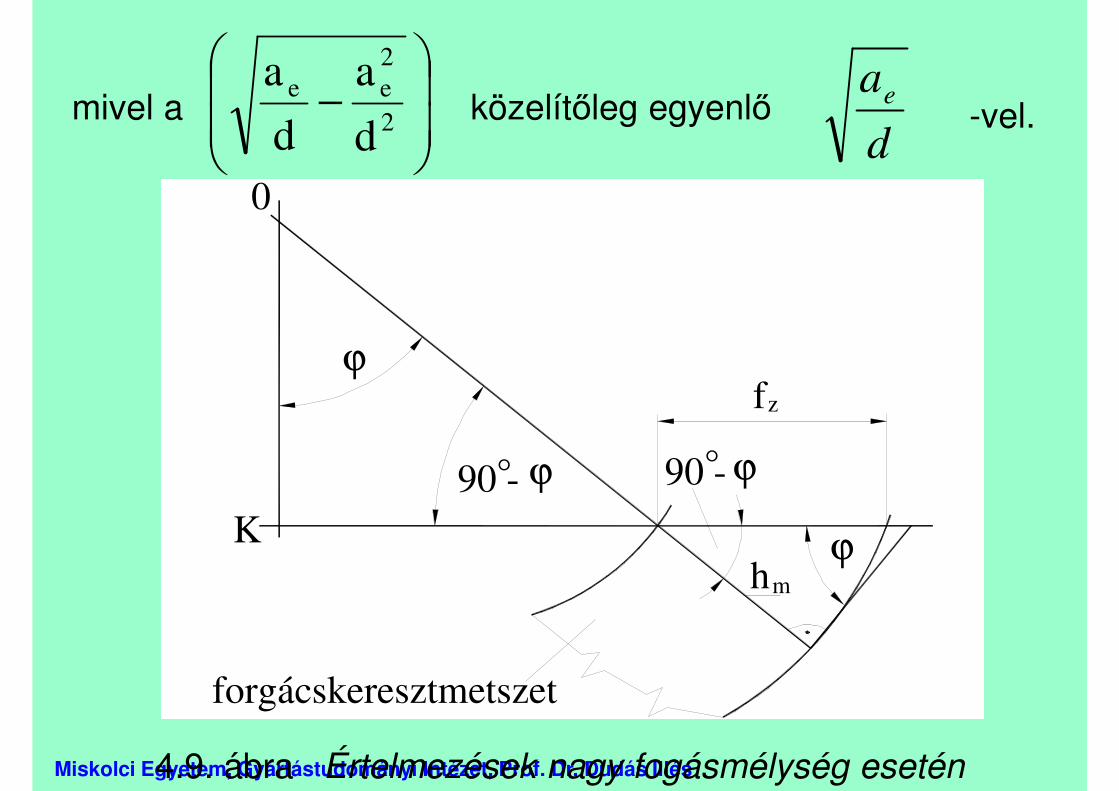
mivel a
−
2
2ee
d
a
d
aközelítőleg egyenlő
d
ae-vel.
K
0
90 - 90 -
f
h
z
m
ϕ° ° ϕ
ϕ
ϕ
forgácskeresztmetszet
4.9. ábra Értelmezések nagy fogásmélység esetén

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az erőingadozást jól mutatja a kapcsolószám (ψ)függvényében a 4. 10. ábra. Az erőkiegyenlítés célja, hogy amaró egyenletesebb terhelésével jobb felületminőségetkapjunk.
A forgácsleválasztáshoz szükséges teljesítmény:
3cc
c 1060
vFP
⋅
⋅= (4.13)(kW)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Erőingadozás :
F
F Fellenirányú marás
egyenirányú marás
eredõ
c
c cψ ψ
ψ
< 1 = 1
> 1
t
t
t
4.10. ábra Erőingadozás palástmarásnál a ψ függvényében

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.3.3. Szabványos palástmarók
• Egyenes élű,• csavarvonal élű.
A 4.11. ábrán egy ferdeélű (csavarvonal élű) palástmarólátható.
λ s = 20°, 45°d = 40 ÷ 100 [mm]L = 25 ÷ 160 [mm]d1 = 22 ÷ 60 [mm]z = 10 ÷ 20

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
L
A
A
d d
0'...30'
1
λ
4.11. ábraFerdeélű palástmaró

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
ω
γ
α
α
ar
b
25
n
11
n
°
A - A
1
4.12. ábraA marófog geometriája
a1 = 6 ÷ 12.5[mm]bα= 0.8 ÷ 1.2 [mm]r1 = 2 ÷ 3 [mm]ω1 = 45°, 50°

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Anyag-csoport
Megmunkálandó anyag
n
d
50÷63 80÷100 125÷160
n
H
Acél; 700 N/mmszakítószilárdság felettÖv; HB > 210 felett
10o 8o 6o 4o
NAcél; Rm < 700 N/mmÖv; HB < 210
15o 10o 8o 6o
WKülönösen lágy és szívós anyagok
25o 12o 10o 6o
Ferdeélű palástmarók élszögei
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4. Fogak hát-, és homlokfelületének kialakítása
A palástmaró fogalakját a fellépő erőhatások és a
konstrukciós lehetőségek befolyásolják. A fogak hát- és
homlokfelületeit általában marással állítjuk elő. Az így
előállított marókat martfogú maróknak nevezzük.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.1. Martfogú marók
Előnyei:• az egyszerű előállítás, újraélezés, beállítás, viszonylag
nagy forgácsteljesítmény, kedvező élkiképzés.Rendkívül nagy előnye a martfogú maróknaktovábbá, hogy készíthetők szerelt kivitelben isés így felhasználható a keményfém és kerámialapka is,
• ez utóbbi szerszámanyagok felhasználása nemcsak azélettartamot növeli meg, hanem nagyobb forgácsolásisebesség beállítását is lehetővé teszik, ezáltal afelületi érdesség csökken és növekszik aforgácsteljesítmény.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Hátrányai:
• méretüket, alakjukat csak az első élezésig tartják meg,
• újraélezés után változik a maró mérete és alakja,
amely korlátozza, sőt rendszerint kizárja a martfogú
marók használatát pontos alakos felületek
megmunkálása esetén.
Alakos felületek nagypontosságú megmunkálásához
csak olyan szerszámok használhatók, amelyeknek
szelvénye újraélezéskor nem változik. Erre a célra a
hátraesztergált fogú marók felelnek meg.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A hátraesztergált fogak mellett az alábbi I., II., III.,fogformákat szokásos kialakítani:
a) sűrű fogú palástmarók (I. Fogalak) 4.13. ábra,b) a ritka fogú palástmarók (II. Fogalak) 4.14. ábra,c) parabola alakú palástmarók (III. Fogalak) 4.15. ábra.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
a) Sűrű (fogazású) fogú palástmarók (I. Fogalak)
• általában egyenes éllel készülnek,• kis termelékenységű,• fogalak egyenes v. trapéz formájú,• szabványos maróval alakítják ki a forgácsteret,• szilárdsága nem a legjobb.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
- a profilmaró szöge a forgács-csatorna marásához,
z
o360
βα= 1 ÷ 2 [mm]
ω1 =δ+β
a maró fogosztás szögeδ=
β= 45o÷50o
γf =15o

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
δ
α
βω
γ
αb
= 0
a
f
1
f
1
4.13. ábraSűrű fogú palástmarók (I. Fogalak)
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ha a maró éle csavart, akkor a δ-t a z’-vel kell számítani:
sλcosz,z3
=
ahol:λs a palástél emelkedési szöge.
A λf, bα és ω1 ismeretében az a1 fogmélység
meghatározható a 4.13. ábra alapján.
(4.14)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
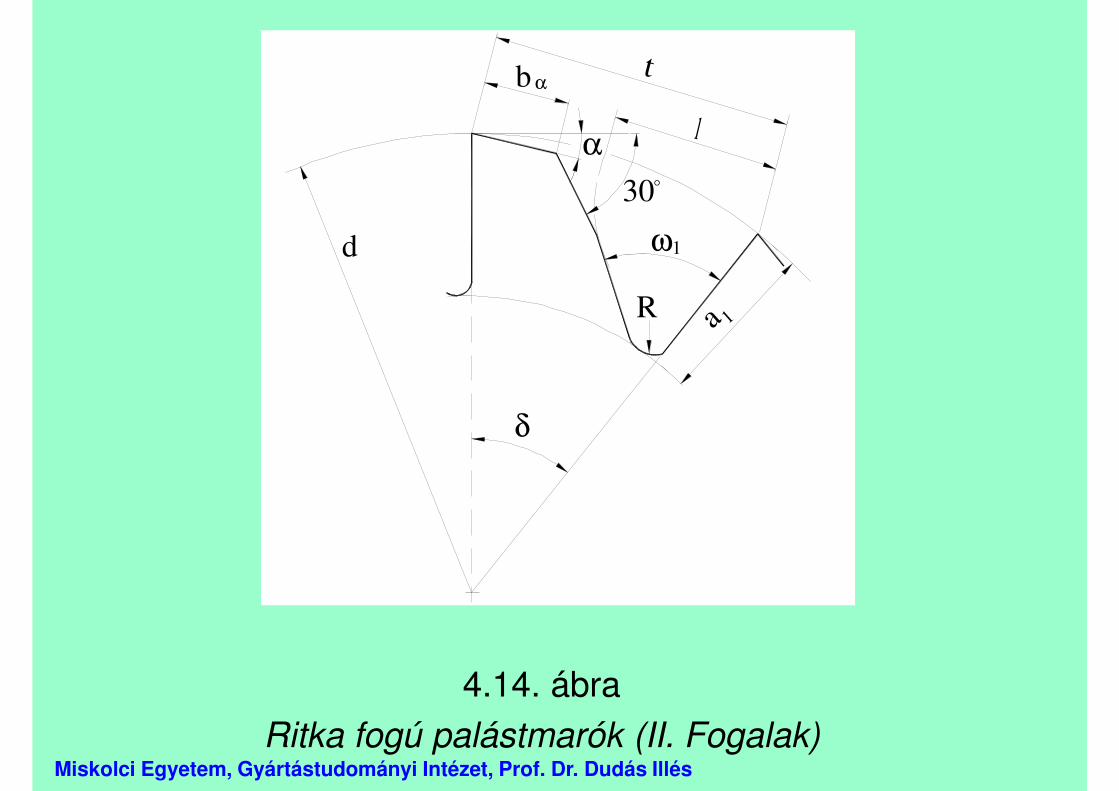
b) Ritka fogú palástmarók (II. Fogalak)
−nagyteljesítményű, kettős hátfelülettel kell kialakítani
z
dt
π= a1 – fogmélység
λ s ≤ 20 a1 = 0.4t R = 0.1t l = 0.6t
bα = 0.6 ÷ 1.6 [mm] ω1 = 45°, 55° d = (8 ÷12)a1
- fogosztás
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
α
ω
αb t
a
d
30
1
1
°
R
δ
4.14. ábraRitka fogú palástmarók (II. Fogalak)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
c) Parabola alakú (III. Fogalak)
• főleg könnyűfémek forgácsolására használjuk,• a kis fogszám miatt a fogosztás igen nagy,• a hátfelületet a 4.15. ábra szerint célszerű kialakítani,• a fogárok marásához különleges profilú idommarószükséges.
A működő szögek a csavarvonal λs emelkedésű szögfüggvényében:
sffe
s
f
fe
tgtg
tgtg
λαα
λ
γγ
cos
cos
=
=
(4.15)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
αγ
λ
α
α
b
R
RAA
B
B
A - A
0
ffe
efγf
B - B
4.15. ábraHátfelület kialakítása parabola alakú fogalak esetén (III. Fogalak)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
− Száras kivitelű palástmaró (keskeny felületekmegmunkálásához) a 4.16. ábrán látható.
°÷°°÷°
°
÷=
108= , 2015=
40=
mm, 6316
αγ
λs
D
Morse kúp
D
4.16. ábraSzáras kivitelű palástmaró

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Szerelt kivitelű
D≥75 mm takarék kivitel.
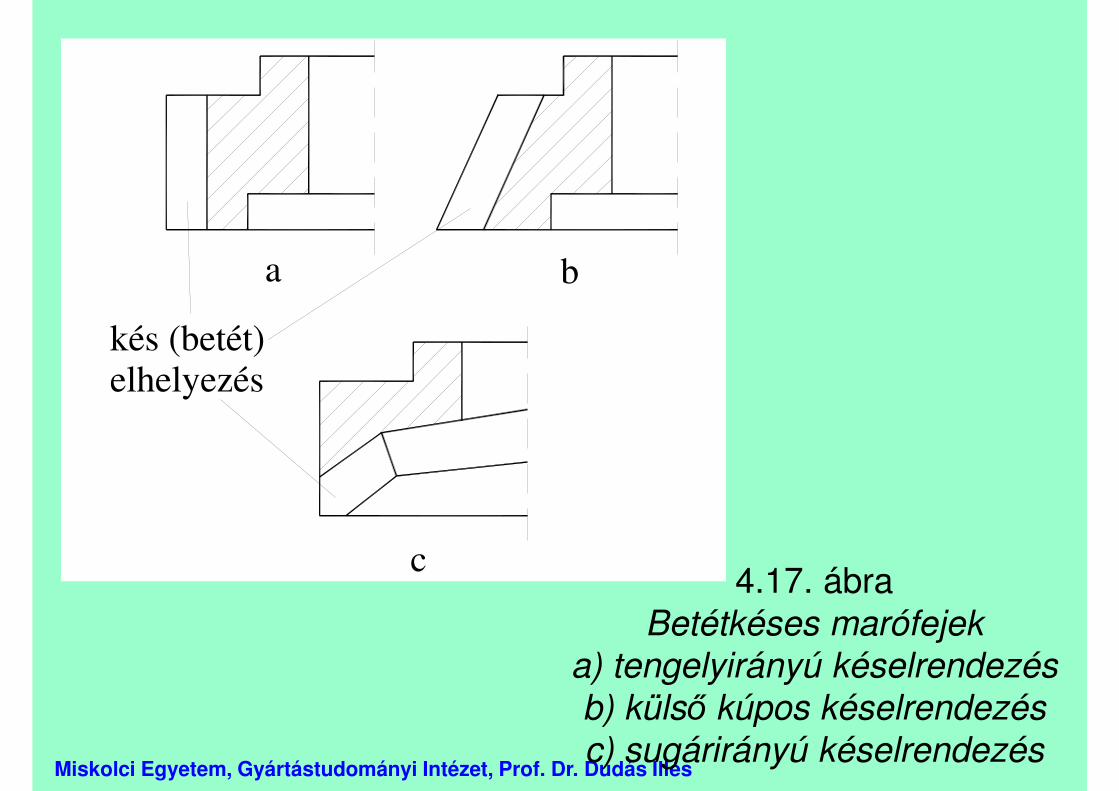
Marófejek: (homlokmarók) (4.17. ábra)• D = 80 ÷ 450 mm,• felfogó belső hengeres felület D = 80 ÷ 250 mm,
belső meredek kúp D = 125 - 450 mm,külső ill. peremen D≥160 mm,
• gyorsacél betéttel,különféle mechanikus rögzítéssel,különféle betétkés,
• kés elhelyezés szerint: (a, b, c,).
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
a b
c
kés (betét)elhelyezés
4.17. ábraBetétkéses marófejek
a) tengelyirányú késelrendezésb) külső kúpos késelrendezésc) sugárirányú késelrendezés

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az átmérőt a marási szélesség arányában választjuk meg:
wbD
A fogszámot több szempont alapján határozhatjuk meg:
ψ= 2....3 között legyen ( kapcsolási szám)
A maró fogszáma a kapcsolási szám alapján:
i
Dz
πψ ⋅⋅= (4.16)
- célszerű érték (általában > 1,1)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A maró fogszáma a forgácsoló teljesítmény alapján:
nfab
61060Pz
zpw
cö
⋅⋅⋅⋅
⋅⋅⋅=
ck
η
ahol:
n – a maró fordulatszáma
Pc – forgácsleválasztáshoz szükséges teljesítmény
fz – egy fogra eső előtolás
ap – fogásmélység
bw – a munkadarab szélessége
kc – fajlagos főforgácsolóerő
ηö – hatásfok
(4.17)
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A maró fogszáma tapasztalat alapján:z = 0.04D ha D < 200 [mm]z = 0.04D-2 ha D > 200 [mm]
Hasonlóképpen járunk el az:• ujjmaró,• hosszlyukmaró,• tárcsamaró ( homlokélük is lehet),• idommarók,
� hornyok, csatornák megmunkálásához,� mart vagy hátraesztergált hátfelülettel,
• szögmarók (4.18. ábra),• T-horonymarók,• íves reteszhoronymarók esetében is.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
ω
ω
ω
δR
1 1
1
a) egyoldalas b) kétoldalas c) kétoldalasasszimmetrikusszimmetrikus
4.18. ábraSzögmarók

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.2. A hátraesztergált marók tervezése
Alakos felületek nagypontosságú megmunkálásáhozcsak olyan szerszámok használhatók, amelyeknekszelvénye újraélezéskor nem változik. Erre a célra ahátraesztergáltfogú marók felelnek meg.
A hátraesztergált marók olyan forgácsoló szerszámok,amelyeknek fogai a paláston úgy vannak kiképezve, hogyegyrészt radiális irányban mindig a kívánt profilt adják,másrészt a maró fogainak hátfelülete a munkadarabonforgácsolás közben nem súrlódik.
Ezt a feltételt több geometriai görbe is kielégíti, de agörbék vizsgálata szükséges a gyárthatóság és aprofiltorzulás meghatározása szempontjából is.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A hátraesztergált marók tervezése drága, speciális
szerszámgép kell hozzá, ugyanakkor követelmény az,
hogy :
• csak homlokfelület mentén élezünk,
• profilállandóságot biztosítsuk,
• minimális hátszögváltozás legyen.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.2.1 A hátraesztergálási görbe megválasztása
Hátraesztergálási görbének nevezik a maró fogainakhátfelületét, amelyet az előbbi követelmény kielégítéseérdekében munkálnak a szerszámra. A hátraesztergálásigörbének biztosítani kell az alábbi feltételeket:
• a hátraesztergált fogak bármely helyén atengelymetszetben mindig torzítás nélküli profiladódjék,
• a profil magassága sugárirányban a hátraesztergálásigörbe mentén állandó maradjon,

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
• a maró fogainak α hátszöge ugyancsak állandó legyenvégig a hátraesztergálási görbe mentén,
• a hátraesztergálási görbét a maró tengelyére merőlegesmetszetben kell vizsgálni. A hátraesztergálás mértékeaz előbbi metszetben mérhető sugárirányúméretváltozás,
• a fentiek alapján a hátraesztergálást úgy kell végezni,hogy az α hátszög értéke állandó legyen ahátraesztergálási görbe mentén. A szerszám hátszögeállandó, ha a hátraesztergálás tetszésszerintipontjában a görbéhez rajzolt érintő és a sugár általbezárt β szög állandó (4.19. ábra),
• ezt a feltételt a logaritmikus spirális elégíti ki.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A logaritmikus spirális jellemzői:
rr1 2
0
4.19. ábraLogaritmikus spirális

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az előbb felsorolt követelmények kielégítése érdekében
megszabott feltételek mellett keressük azt a görbét, amelynél a
tetszőleges pontban húzott érintő állandó szöget zár be a
sugárral.
A hátraesztergáló gép szerkezetéből adódik, hogy a kívánt
alakot polárkoordináta rendszerben munkálja meg, azaz
bizonyos szögelforduláshoz bizonyos sugárirányú elmozdulás
tartozik, tehát a görbe egyenletét polárkoordinátás alakban
célszerű képezni. Vagyis a görbe polárkoordinátás általános
alakja )(ϕfr = függvényként van megadva, ahol az r a
függő változó, akkor az 4.20. ábra szerint a szükséges
egyenletek meghatározhatók.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ha a görbén kijelölünk egy tetszőleges M pontot és ehhez
a ponthoz megrajzoljuk az O pontból az r rádiuszvektort,
továbbá az M pontban a görbe érintőjét megszerkesztjük,
akkor a kapott két egyenes egymással β szöget zár be.
Ezután az M ponton át megszerkesztjük a polár normálist,
mely az M pont érintőjére merőleges. Az O pontban az r
rádiuszvektorra emelt merőleges a poláris szubnormális. A
polárnormális és a poláris szubnormális N pontban metszik
egymást és az általuk bezárt szög β-val egyenlő.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
O
N
M
r
= 0
.
.
polár normális
polár szubnormális
r'r( )
e - érintő
( - hátszög)
.
4.20. ábraLogaritmikus spirális geometriai kialakítása
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az OMN derékszögű háromszögből a β szög meghatározható:
ON
OM, ahol
OM = r rádiuszvektor (vezérsugár)
ON = r’ =ϕd
dr
tg β=
ϕd
dr
r
(4.18)
tg β=
a poláris szubnormális
visszahelyettesítve

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ha a 4.20. ábra szerint az O pontból OM = r
rádiuszvektorral, mint sugárral körívet rajzolunk és ehhez a
körívhez az M ponton át érintőt húzunk, úgy az r = f (φ) görbe
érintője és a kör érintője egymással α szöget zár be. A kör
érintő merőleges rádiuszvektorra és párhuzamos a poláris
szubnormálissal.
A 4.20. ábra szerint:
α
β = 90° - α; így felírható, hogy:
tg β =tg (90° - α)=ctg α=αtg
1(4.19)
+ β = 90°innen
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A (4.18) egyenletbe behelyettesítve az (4.19) egyenletet
=αtg
1
ϕd
dr
rés rendezve:
dφ⋅tg α=r
dr
Az előírt feltételek szerint a görbe valamennyi pontjánálaz α= állandónak kell lennie, így a tgα is állandó lesz. Habevezetjük egyszerűsítés végett atgα = m = állandót és a (4.20) egyenletbe behelyettesítünk,kapjuk:
dφ m =r
dr
(4.21)
(4.20)
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ezután mindkét oldalon integráljuk
m ∫ ∫=r
drdϕ
m φ + c=ln r
cmee ⋅ϕ
(4.22)
r-re rendezve
r =

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ha c = konstans, akkor ec is konstans. Így bevezetve azec = a = konstanst, tehát a végeredményben a keresettgörbe
ϕmear ⋅=
Ami nem más, mint a logaritmikus spirális poláris egyenleteahol:
r – a rádiuszvektora – konstans (ha φ = 0, akkor r = a)m – konstans kitevő (m = tg α)α – a görbén lévő egy tetszőleges ponton át húzottrádiuszvektor és a polártengely által bezárt szög, –a görbe érintője és a rádiuszvektorra merőlegesegyenes által bezárt konstans szög (hátszög).
(4.23)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Polárkoordináta rendszerben a (4.23) egyenlet alapjánmegszerkesztett görbét mutat az 4.21. ábra, amely alogaritmikus spirális görbéje.
= 0
r
a
r = aem
r1
2
A
B1
2
4.21. ábraLogaritmikus spirálishátszög értelmezése

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A 4.21. ábrán látható a görbén tetszés szerinti helyenfelvett A és B pontok és a pontokhoz tartozó középpontiszögek – az ábrán φ1 és φ2 –vel jelezve – valamint azezekhez tartozó r1 és r2 rádiuszvektorok. Az A és Bpontokban a görbéhez húzott érintő, valamint az ezekheztartozó r1 és r2 rádiuszvektorokra emelt merőlegesegyenesek α szöget zárnak be.
Tehát teljesítik az előírt feltételeket, amennyiben a görbementén az α hátszög állandó. A logaritmikus spirális bárelméletileg teljesíti a hátszög kialakításához szükségeskövetelményeket, gyakorlatilag mégsem használják, mertgyártása csak különleges másolási eljárással lehetséges ésez nagyon költségessé tenné a szerszámot.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Gyakorlatban a hátraesztergált marók hátlapját
archimédesi spirális szerint képezik ki, bár az archimédesi
görbe mentén az α hátszög matematikailag változik, de egy
marófog középponti szögének megfelelő ívdarabon az α
hátszög változása annyira kicsi, hogy gyakorlatilag
elhanyagolható.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az archimédesi spirális jellemzői
= 0
v = áll.
r
k
A
0
= áll.
k
v
4.22. ábraArchimédesi spirális származtatása

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az archimédesi spirális görbéje úgy származtatható,
hogy egy O pont körül ω = állandó szögsebességgel egy
olyan k félegyenes forog, amelyen egy A pont v =
állandóval halad, melyet a 4.22. ábrával szemléltetünk.
Ha az A pont haladási sebessége állandó, továbbá a
szögsebesség is állandó, akkor a hányadosuk is állandó,
amelyet a-val jelölünk.
av
=ω
(4.24)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
dtvdx ⋅=
Az előírt feltételek mellett mozgó A pont legyen a t0 = 0
idő pillanatban a polártengely O pólusában. Egy dt elemi idő
elteltével a v haladó mozgás következtében az A pont dx
elemi utat tesz meg, melynek egyenletben megadott alakja
(4.25)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ugyanezen dt elemi idő alatt az egyeletes ω szögsebesség a k félegyenesen dφ elemi középponti szögelfordulást eredményez, amelynek egyenlete:
dtd ⋅= ωϕ
Ha a (4.24) egyenlet szerint a ,av
=ω
akkor írható, hogy:
ϕω d
dxa
dt
dtv==
⋅
⋅
dx = a dφ (4.27)
(4.26)
rendezve és egyszerűsítve:

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A (4.27) egyenletet integrálva, továbbá a kikötés szerint t0 = 0 pillanatban x0 = 0 és φ0 = 0-val egyenlő helyettesítéssel:
∫ ∫= ϕdadx
x = a φ
Mivel a k félegyenesen a v sebesség hozza létre asugárirányú elmozdulást, x helyébe r írható. Ígyvégeredményben az archimédesi spirális polárkoordinátásegyenlete 4.23 ábra alapján felírható
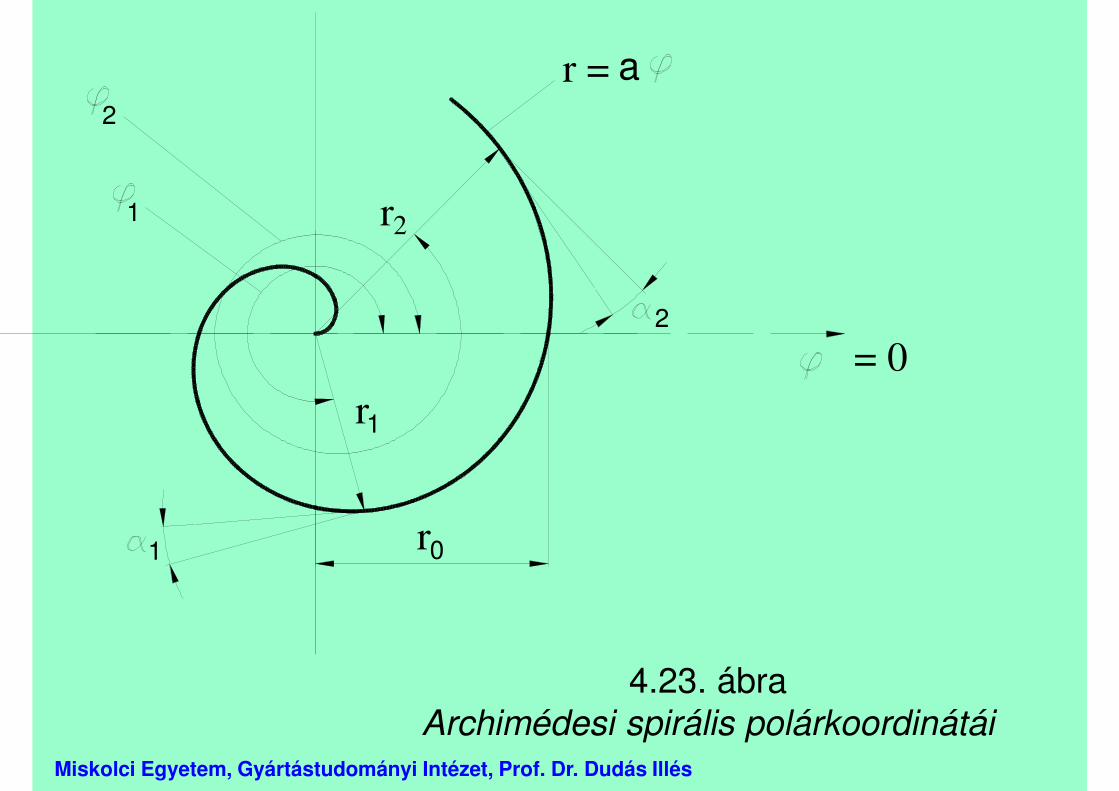
r = a⋅φ
(4.28)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
ahol:
r1 és r2 – rádiuszvektorok
φ1; φ2 – a középponti szög radiánokban
a – együttható, mely az r0-tól függ és a=π20r
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
= 0
ar =
r
r
2
1
0r
2
1
1
2
4.23. ábraArchimédesi spirális polárkoordinátái

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Az α hátszög az 4.20. ábrából meghatározható.
Az OMN derékszögű háromszögre felírható:
OM
ONtg =α
ahol: OM
viszont az r = a⋅φ.
Az 'rd
drON ==
ϕpolár szubnormálissal.
(4.29)
= r rádiuszvektorral
Visszahelyettesítve a (4.29) egyenletbe:
.1)'('
ϕϕ
ϕα ===
a
a
r
rtg (4.30)
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
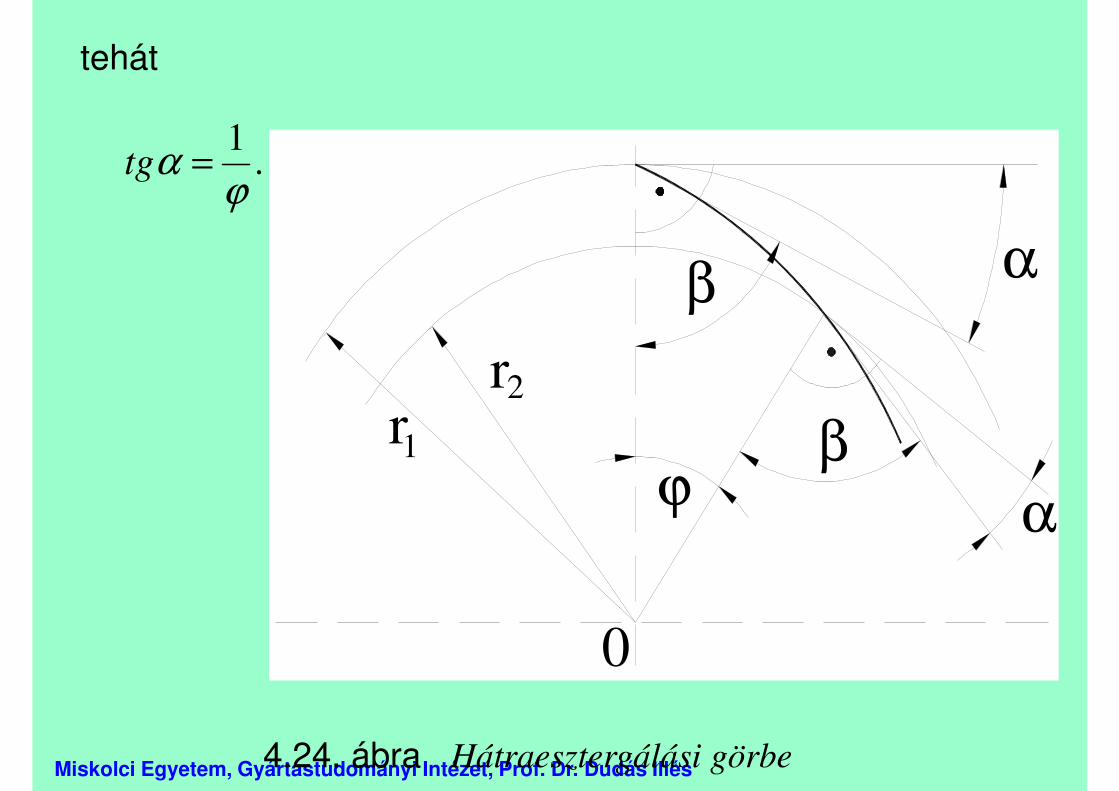
tehát
.1
ϕα =tg
α
β
α
β
ϕ
rr1
2
0
4.24. ábra Hátraesztergálási görbe
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.2.2. A hátraesztergálás mértékének meghatározása
Az archimedesi spirális esetében a hátraesztergálásmértékét úgy kell megválasztani, hogy a munkadarab és aszerszám anyagminőségéhez szükséges hátszögforgácsolás szempontjából megfelelő értékű legyen.
A 4.25. ábra szerint írható a következő összefüggés:
t
htg =α ⇒ h = t⋅tgα , (4.31)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
visszahelyettesítve:
απ
tgz
Dh = (4.33)
a t – fogosztás:
tD
z=
π(4.32)

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
D
t
h
α
4.25. ábraA hátramunkálás értelmezése

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.2.3. A hátraesztergálás további jellemzői
A hátraesztergált marók hátfelületeit ún. hátraesztergánlehet elkészíteni. A hátraeszterga a nem körkeresztmetszetűmunkarabok megmunkálására készített szerszámgép.
A munkadarab szögelfordulása egyenletes, míg asugárirányú szerszámmozgás a vezérlőtárcsa alakjánakfüggvénye.
A 4.26. ábra a hátraesztergálás elvi vázlatát mutatja, ahola főmozgást a munkadarab, a mellékmozgásokat aszerszám végzi. A befogott munkadarab n fordulata és aszánt keresztirányba mozgató vezértárcsa n’ fordulat közöttkényszerkapcsolat van.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A hátraesztergálással beszúró jellegű előtolással tárcsa
alakú marók, vagy fogásonként tengelyirányú előtolással
hátraesztergált alakos palástmarók készíthetők. Ez
utóbbiaknál készülhet egyenes, vagy ferdefogú kivitelben.
A hátraesztergáláskor a főorsó egy fordulata alattannyiszor kell a szánnak kettős mozgást végeznie, ahányfogszáma van a készítendő munkadarabnak. A szán és azabba befogott kés kettős mozgása miatt a fordulatszámotfelemelni csak korlátozottan lehet (tehetetlenségi erők). Ez azoka annak, hogy a hátraesztergálást kis fordulattal végzik. Akis fordulat kis forgácsolási sebességet és egyúttal kisebbforgácsteljesítményt is eredményez.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A hátraesztergakéstől elsősorban jó alak- és
éltartósságot, nagy hőállóságot követelünk meg.
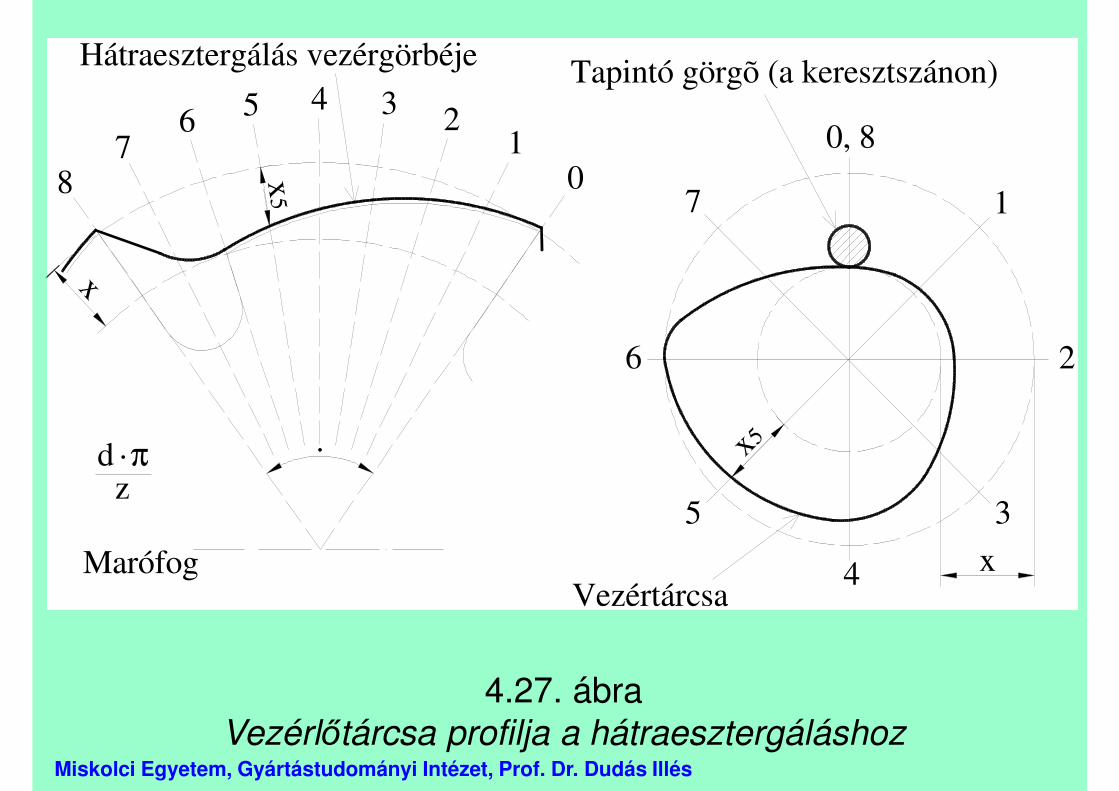
A hátraesztergáláshoz használt vezérlőtárcsát úgy
szokták elkészíteni, hogy a vezérlőtárcsa egy fordulat alatt a
munkadarab egy fogához szükséges késmozgásokat
vezérelje. Ez azt jelenti, hogy az egy foghoz szükséges
hátraesztergálási görbe a vezértárcsa teljes kerületét
elfoglalja (4.27. ábra).
A vezérlőtárcsa elkészítése szempontjából ez előnyös,
mert elkészítése könnyebbé és egyszerűbbé válik. A
hátraesztergakés mozgatásánál az egyes mozgás, illetve
sebességváltozások helyei pontosabban betarthatók a
vezérlőtárcsa kerületén.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A vezérlőtárcsa a hátraesztergálást szabályozó vezérgörbe
szakasz kezdő és végpontja között átmeneti görbét készít.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
i Hátraesztergálás i Vezérorsó
Munkadarab
Hátraeszterga-orsó
Szerszám
Fogásvétel
Keresztmozgatás
x hossz irányú mozgás
Vezérorsó
Gép állványa
Vezértárcsa
n
Fõorsó
vezeték
4.26. ábra Hátraesztergálás elvi vázlata
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
.
Hátraesztergálás vezérgörbéje Tapintó görgõ (a keresztszánon)
VezértárcsaMarófog
x5 0
123456
78
x
x
x5
7
6
5
4
3
2
1
0, 8
d πz.
4.27. ábraVezérlőtárcsa profilja a hátraesztergáláshoz
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
4.4.2.4. A hátraesztergált marók profiltorzulása
A hátraesztergált maróknál is az optimális teljesítmény,élettartam és a kívánt felületi érdesség elérése miatt ahomlokszöget 0°-nál nagyobbra célszerű kiképezni.
A γ= 0° homlokszögű hátraesztergált maró szelvényemegegyezik a készítendő munkadarab szelvényével. Ha ahátraesztergált maró homlokszöge γ>0°,akkor a megmunkálandó munkadarab szelvénye a marószelvényéhez képest torzul.
A maró üzemeltetése során a munkadarab és a szerszámszelvényei közötti eltérést azáltal lehet kiküszöbölni, hogy azalakmarót már eleve torzult profillal készítik el.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
A torzult profillal elkészített szerszám helyes szelvényű
munkadarabot készít, ha a szerszám homlokszögének
függvényében történik a hátraesztergálás körülményeinek
meghatározása.
A hátraesztergált marók helyesbítésénél a következő
szelvényféleségeket kell egymástól megkülönböztetni.
a) a munkadarabon megadott szelvény, vagy profil,
b) a hátraesztergált maró szelvénye (ezen mindig a
tengelysíkba eső szelvényt kell érteni),
c) a marót hátraesztergáló kés homloklap szelvénye,
d) a marót hátraesztergáló kés tengelyirányú
szelvénye.

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Ezen a kés felfekvő síkjával párhuzamos síkban lévő, a
tengelyén átmenő szelvény értendő. Ha tehát a
hátraesztergáló késnél = 0°, akkor a hátraesztergáló kés
tengelyirányú szelvénye azonos a homloklap szelvénnyel.
Terjedelmi okokból itt ezzel részletesen nem foglalkozunk,
de a [2] irodalom szerint tanulmányozható.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
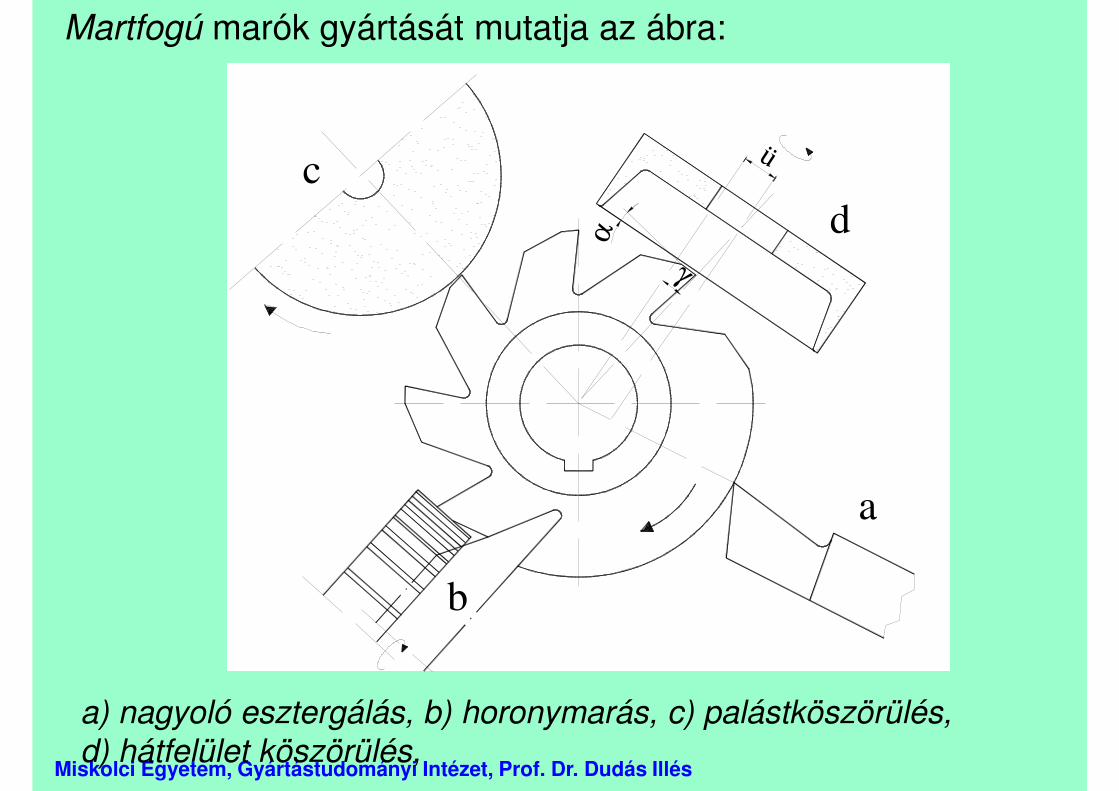
Martfogú marók gyártását mutatja az ábra:
a
dc
b
ü
γ
α
a) nagyoló esztergálás, b) horonymarás, c) palástköszörülés,d) hátfelület köszörülés,

Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
Logaritmikusspirál
b a
d
e
α
Szerszám homlokfelületköszörülése
a) nagyoló esztergálás, b) horonymarás, c)palástköszörülés,d) hátfelület köszörülés, e) hátraesztergálás
Hátraesztergált marók gyártását mutatja az ábra: