1. Introduction Two-phase composites consist of a reinforcement ...

3D-woven Reinforcement in Composites
FREDRIK STIG
Doctoral ThesisStockholm, Sweden 2012

TRITA AVE 2012:01ISSN 1651-7660ISBN 978-91-7501-245-2
KTH School of Engineering SciencesSE-100 44 Stockholm
SWEDEN
Akademisk avhandling som med tillstånd av Kungl Tekniska högskolan framläggestill offentlig granskning för avläggande av teknologie doktorsxamen i lättkonstruk-tioner fredagen den 17 februari 2012 klockan 10.15 i sal D3, Lindstedtsvägen 5,Kungliga Tekniska Högskolan, Stockholm.
© Fredrik Stig, 2012
Tryck: E-print

Abstract
Composites made from three-dimensional (3D) textile preforms can reduceboth the weight and manufacturing cost of advanced composite structureswithin e.g. aircraft, naval vessels and blades of wind turbines. In this thesiscomposite beams reinforced with 3D weave are studied, which are intendedfor use as joining elements in a boltless modular design.
In practice, there are a few obstacles on the way to realise the modularboltless design. There is lack of experimental data and more importantly, lackof experience and tools to predict the properties of composites reinforced with3D-weaves. The novel material will not be accepted and used in engineeringapplications unless proper design methods are available.
The overall aim of this thesis is to remedy these deficiencies by generatingdata, experience and a foundation for the development of adequate designmethods.
In Paper A, an initial experimental study is presented where the mechanicalproperties of 3D-weave reinforced composites are compared with correspond-ing properties of 2D-laminates. The conclusion from Paper A is that the out-of-plane properties are enhanced, while the in-plane stiffness and strength isreduced.
In Paper B the influential crimp parameter is investigated and three an-alytical models are proposed. The warp yarns exhibit 3D crimp which hada large effect the predicted Young’s modulus as expected. The three modelshave different levels of detail, and the more sophisticated models generatemore reliable predictions. However, the overall trends are consistent for allmodels.
A novel framework for constitutive modelling of composites reinforced with3D-woven preforms is presented in Papers C and D. The framework enablespredictive modelling of both internal architecture and mechanical propertiesof composites containing 3D textiles using a minimum of input parameters.The result is geometry models which are near authentic with a high level ofdetail in features compared with real composite specimens. The proposedmethodology is therefore the main contribution of this thesis to the field ofcomposite material simulation.
Paper E addresses the effect of crimp and different textile architectures onthe mechanical properties of the final composite material. Both stiffness andstrength decreases non-linearly with increasing crimp. Furthermore specimenscontaining 3D-woven reinforcement exhibit non-linear stress-strain behaviourin tension, believed to be associated with relatively early onset of matrix shearcracks.
iii


Preface
The work presented in this thesis was carried out at the Department of Aeronau-tical and Vehicle Engineering, School of Engineering Sciences, Kungliga TekniskaHögskolan (KTH). Funding was provided by the European Commission throughthe research programs MOJO (AST5-CT-2006-030871) and CERFAC (ACPO-GA-2010-266026). The financial support is gratefully acknowledged.I would like to express my deepest gratitude to my supervisor Dr. Stefan Hall-
ström for his excellent guidance, tireless support and positive aura. The beauty ofour relation is that we both learn from each other. I learn the art of science, andStefan the art of how to hit the perfect one handed straight backhand. I am grate-ful for the opportunity to work with the new and exciting 3D-woven material, andwho would have thought that I could put loom builder on my resumé. Dr NandanKhokar, the inventor of 3D-weaving, is gratefully acknowledged for introducing meto the world of weaving.
Furthermore, many thanks to my friends and colleagues, past and present, at theDivision of Lightweight Structures for your encouragement, support and lively lunchdiscussions. I would especially like to thank my office room mate and good friendChristopher Cameron for being my partner in our ski-building project, that startedas an after-hours hobby project and ended as a course for the fourth year students.Thanks also to Anders Lindström for all the good times, Marianne Jacobsen formorale-boosting and Ylva Larberg without whom I would have no clue of what’sreally going on at the department.
Finally, I would like to thank my beloved parents and sister for your endless sup-port. Julia, my friend inspiration and love who can relate to the ups and downs ofresearch, and my daughter Emelie for setting all the ups and downs in perspectivewith a giggle.
Fredrik Stig
Stockholm, November 2011
v


Dissertation
This doctoral thesis consists of an introduction to the area of research and thefollowing appended papers:
Paper A
Fredrik Stig and Stefan Hallström, Assessment of the Mechanical Properties ofa new 3D woven Fibre Composite Material, Composites Science and Technology,69(11-12):1686–1692, 2009.
Paper B
Fredrik Stig and Stefan Hallström, Influence of Crimp on 3D-woven Fibre Rein-forced Composites, submitted for publication.
Paper C
Fredrik Stig and Stefan Hallström, Spatial Modelling of 3D-woven Textiles, Com-posite Structures, DOI:10.1016/j.compstruct.2011.12.003, 2011.
Paper D
Fredrik Stig and Stefan Hallström, A Modelling Framework for Composites con-taining 3D Reinforcement, submitted for publication.
Paper E
Fredrik Stig and Stefan Hallström, Effects of Crimp and Textile Architecture onthe Tensile Response of Composites with 3D Reinforcement, manuscript.
vii

Parts of this thesis have also been presented as follows:
F. Stig, S. Hallström. An Assessment of the Mechanical Properties of 3D WovenFibre Composite. Book of abstracts of the 8th Seminar on Experimental Techniquesand Design in Composite Materials (ETDCM-8), 3-6 October 2007: Sardinia, Italy.
F. Stig, An Introduction to the Mechanics of 3D-Woven Fibre Reinforced Com-posites, 2009, Licentiate thesis, ISBN 978-91-7415-295-1.
F. Stig, S. Hallström. Constitutive Modelling of Composite Materials with Full3D orientation of Reinforcement. Proceedings of the 14th European Conference onComposite Materials (ECCM-14), 7-10 June 2010: Budapest, Hungary.
F. Stig, S. Hallström. Modelling of Composites containing 3D-woven Reinforce-ment. Proceedings of the 3rd World Conference on 3D Fabrics and Their Applica-tions, 20-21 April 2011,Wuhan, P. R. China.
Additional work to be submitted for publication:
M.W. Tahir, F. Stig, M. Åkermo, S. Hallström, Influence of Fibrous Architectureon the Permeability of 3D-woven Textiles - Experimental and Numerical Study, tobe submitted for publication.
viii

Contents
Preface v
Dissertation vii
I Introduction 1
1 Background 31.1 3D reinforcement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.2 Potential applications . . . . . . . . . . . . . . . . . . . . . . . . . . 51.3 Benefits of 3D-fabrics . . . . . . . . . . . . . . . . . . . . . . . . . . 71.4 Objective . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 Weaving 102.1 2D-Weaving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.2 3D-Weaving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132.3 Noobing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3 Loom development 18
4 Crimp 19
5 Modelling 235.1 Internal geometry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.2 Mechanical properties . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6 Contribution to the field & summary of appended papers 30
7 Future work 31
Bibliography 32
ix


Part I
Introduction
1


Introduction 3
1 Background
Three-dimensionally woven textiles are not only beautiful, they also have the po-tential to change the way aircraft and other complex and weight critical structuresare built.
New challenges emerges with the increasing concern for the human foot-printon the environment. How to facilitate future demand for safe, fast, economicaland yet less environmentally harmful transportation is such a challenge. In thisquest, weight plays a paramount role since the energy required to move an object islargely dependant on its mass. The trend in the aerospace industry, and elsewhere,is therefore to design for both lightweight and low cost. The leading aircraft man-ufacturers have, in their strive to reduce structural weight, dramatically increasedthe use of fibre reinforced composite materials in their new aircraft, much due tothe high stiffness and strength to weight ratio of the material. The developmentcan be exemplified by the new Boeing 787 Dreamliner which is the first commercialaircraft with both composite wings and fuselage1, for which the combined weightof the composite parts account for 50% of the structural weight [1]. This marksa shift from using composite materials mainly in secondary structures (i.e. radardomes and control surfaces etc.) to also using composites in load bearing primarystructures. However, the increased use of composite materials is currently associ-ated with increased manufacturing costs [2]. Today the industry estimates that themarket for carbon fibre reinforced plastics (CFRP) is worth about $16 billion, andis expected to triple within 10 years [3].
The most common manufacturing method for primary aircraft structures madeof CFRP, is pre-preg layup2. The mechanical properties of composites made frompre-pregs are characterised by high in-plane stiffness and strength and lower out-of-plane stiffness and strength. According to Naik and Ganesh [4] the majorityof primary loads in aircraft structures are in-plane, and hence motivate the useof pre-preg laminates. The fuselage is one example where this is true. However,in parts such as stiffeners3 and stringers4 not all loads are in-plane, making thepre-preg laminate less suitable. Composite materials with better through-thicknessmechanical properties are thus desired to substitute today’s metal parts where suchloads occur. The subject of composite stiffeners and stringers is further discussedin section 1.2.
1The main body of an aircraft2Pre-preg is short for pre-impregnated and indicate that the fibres are impregnated with partly
hardened resin. After the pre-preg is laid up, the composite part is cured using heat and elevatedpressure.
3Beams for stiffening plates to prevent buckling.4Beams in the length wise direction of the aircraft connecting the main frames, together they
make up the skeleton on on which plates are mounted to complete the fuselage.

4 Fredrik Stig
1.1 3D reinforcement
Three-dimensional (3D)-fabrics were developed in the 1970’s [5], and are char-acterised by yarns oriented not only in-plane, but also in the through-thicknessdirection resulting in higher through-thickness strength and stiffness of the finalcomposite material. Net-shaped 3D-textile beams of various cross sections may bedirectly produced by weaving or noobing (see chapter 2). These 3D-fabrics may besubsequently used as pre-forms5 for production of composite beams, that could po-tentially be used as stiffeners or stringers. The fact that the 3D-fabric is a pre-formby itself is a major advantage compared to producing a beam with the same shapeusing two-dimensional (2D)-mats, which is a time-consuming and expensive multi-step process (cutting mats, shaping profile and bonding it together). Prichard [6]states that the aerospace industry needs bending and twisting stringer-like beamswith variable cross section shape along the length, and if needed, the possibility todirectly tailor the ends of the beam to facilitate the use of fasteners. This thesiswill discuss pros and cons with the novel 3D-woven 3D-reinforcement (see chapter2.2) which could potentially meet the requirements formulated by Prichard. The3D-woven 3D-fabric is currently being developed by the weaving innovation com-pany Biteam AB in collaboration with the division of Lightweight Structures atKTH.
Why then is the 3D-woven architecture so interesting apart from the obviousbenefit of increased stiffness and strength in the out-of-plane direction? The answerlies partly in the fabric’s inherent three dimensional structure creating integrityin three mutually perpendicular directions, partly in the fact that the pre-formsmay be produced to net shape reducing overall manufacturing cost, but also inthe versatility of the weaving process. The weaving process allows for (amongother things) the usage of different types of yarns and different weave patternsin various parts of the pre-form, making the design space enormous. It is evenpossible to vary the cross-section shape and size along the length of the pre-formby adding and removing yarns. The latter, together with the variable yarn andweave types, make the 3D-woven profile more like a structure than homogeneousmaterial. It also implies that the mechanical properties may vary in different partsof the profile. This of course adds to the complexity but it also opens up fornew design opportunities. The 3D-woven architecture could also be interesting asreinforcement in an anisotropic composite bulk material from which a part may bemachined. The 3D-weaving process is explained and further discussed in chapter2.2.
5A pre-shaped fibre structure prior to infusion. The pre-form is usually made in a separatetool. For dry 2D fabrics: a stack of pre shaped fibre mats held together by either adhesives,stitches or staples.

Introduction 5
1.2 Potential applications
There are potentially many applications for these novel composite beams containing3D-textiles. The aerospace industry has shown an early interest and is currentlyresearching the potential use of these beams as joining elements, stiffeners andstringers.The work described in this thesis is a part of two such EU-funded aerospace
projects: Modular joints for composite aircraft components (MOJO) [7] and CostEffective Reinforcement of Fastener Areas in Composites (CERFAC)6. The overallaim of the two projects is to promote the use of composite materials in primaryload bearing aircraft structures, and thereby reduce weight and ideally also assemblycost. Both projects target challenges when joining composite parts in load bearingstructures.Joints in composite aircraft structures is a subject of its own and will be only
briefly discussed here. The motivation for the aerospace industry to pursue a bolt-less design using composite beams as joining elements is associated with the currentproblems with traditional joining methods such as using bolts and rivets. Theseproblems effectively prevent the use of composite materials to their full potentialin aircraft design.
The problem with using bolts for joining composite plates lies in the mechanicalproperties of the composite material. Unlike metals, composites are anisotropicand have a limited ability of yielding. The latter gives rise to high stress concentra-tions which would otherwise be relieved by plastic deformation [8]. The problemis exemplified by McCarthy in Fig. 1, where a maximum joint efficiency for boltedjoints of composite plates (depending on joint design) are at most 40-50% (oftenless), compared to 70-80% for metal joints [9].
baseline
composite
metal
Strength
100 %
70-80 %
40-50 %
Figure 1: General joint efficiencies when joining metal and composite plates (hereillustrated schematically).
The stress concentrations around the bolts in composite plates have great im-plications on the design and are often the active design constraint governing the
6http://research.cenaero.be/∼cerfac

6 Fredrik Stig
minimum plate thickness [7]. It is therefore difficult to achieve more weight savingswith the presence of bolts. This implies that the plate is over-dimensioned (andoverly heavy) around the bolted areas.A possible solution in line with the vision of a boltless design was investigated
successfully within the MOJO project. Instead of bolts, beams made from 3D tex-tile pre-forms with different cross sections, e.g. T, Π and H, were used as joiningelements to assemble plates using adhesives, see Fig. 2. An alternative to usingadhesives would be to co-cure the entire part. The results of the MOJO project
Figure 2: The MOJO joint design using to the left a Π profile and to the right anH profile.
indicate that a reduction in component assembly cost of 17% compared to a rivitedstructure and a weight reduction by around 50% compared to a riveted metallicstructure may be achieved [10]. The weight reduction was achieved by the elimina-tion of fasteners and the reduction of plate thickness, previously governed by therequirements set by the use of bolts. Cost reduction was mainly achieved by theintroduction of beams as joining elements which eliminates the use of bolts, andthereby reduces the cost of assembly. The manufacturing cost of the joining ele-ments depends on the manufacturing method. The use of dry textile pre-forms inan out-of-autoclave vacuum assisted impregnation process is less expensive than us-ing pre-preg in an autoclave7. The weight saved will decrease the fuel consumptionand hence the operating cost for the airline operators [7].Another possible application is stiffeners and stringers. As can be seen in Fig.
3, a commercial aircraft contains a vast number of stiffeners, stringers and frames.According to Prichard [6] the aircraft manufacturers use metallic stiffeners andstringers by the kilometre every day. If composites are to be a viable option toreplace metal parts, then the reinforcement pre-forms have to be produced directlyto net shape, as in the case with the 3D woven profiles.
7High temperature and high pressure chamber for curing composites, commonly used forcuring pre-preg laminates.

Introduction 7
Figure 3: Fuselage barrel of Airbus long range aircraft with visible stringers andframes. Reprinted with permission from P. Linde, Airbus (Hamburg) [11].
1.3 Benefits of 3D-fabrics
As discussed, composites reinforced with net-shaped three dimensional (3D)-fabricpre-forms have emerged as a viable solution for parts like stiffeners and stringers.That 3D-fabric reinforcement can overcome the problems of low inter-laminar andthrough-thickness strength typical for traditional 2D-laminates has been knownfor many years, and was pointed out by Kregers and Melbardis [12] already in1978. Today, the motivation for introducing 3D-textiles in composites is not onlyto increase the out-of-plane properites, but also to reduce the labour cost duringmanufacturing and to integrate more functionality into the component [13]. Thelatter may be achieved by for instance incorporating optical fibres or various typesof wiring.
The composite beams used in the aerospace industry today are often produced bycutting, stacking and draping 2D pre-preg laminas, see Fig. 4. There are problemsassociated with this methodology, the main ones being difficulty to fixate the lay-ers to the desired shape before curing, and to achieve sufficient through-thicknessmechanical properties of the cured parts. For instance, when manufacturing T-profiles as illustrated in Fig. 4, limitations in curvature of the layers generate aregion at the junction that needs certain attention. The current approach is tofill this pocket with a noodle (or gusset filler) to avoid problems associated withresin rich areas. Nevertheless, failure in such beams usually initiates in or nearthe noodle due to strong multi-axial stress fields (including peel stresses) causedby the transfer of loads in the curved areas [7]. To improve the through-thickness

8 Fredrik Stig
properties, various forms of stitching, bonding or z-pinning8 have been developed,each technique having different benefits and drawbacks [14]. One of the remediesproposed in the MOJO project is to use 3D-woven preforms, which offer structuralintegrity at handling before and during composite manufacturing. Another optionis to use e.g. 3D textile braids.
NoodleCrack
!
Laminas
Figure 4: A conventional T-beam built up from 2D pre-preg laminas, loaded untilfailure. Redrawn from [7].
There is however a price to be paid for higher out-of-plane properties and thatis a degradation of in-plane properties. The presence of fibres in the out-of-planedirection not only decreases the in-plane fibre volume fraction, it also induces crimpin the in-plane yarns. The stiffness, and more importantly also the load carryingcapacity, of yarns are significantly reduced by crimp, see chapter 4. How to findthe balance between desired improvement of the out-of-plane properties and corre-sponding unwanted decrease in in-plane properties is an interesting topic for futureanalysis and optimisation. New and reliable modelling methods are needed to guideengineers in this compromise.
According to McHugh [13] the future for 3D-textiles is bright. However, new andbetter tools for predicting their properties are needed for these novel materials tobe accepted and used in engineering applications [13,15].
The reinforcement architecture of a composite material plays a paramount rolefor its mechanical properties [16, 17]. The properties of various other 3D-textilereinforced composites have been extensively studied e.g. [18–29]. However, theproperties of true 3D-woven reinforced composite materials are still uncharted.Furthermore, many of the modelling methods used for the other 3D-fabric reinforcedcomposites are either not applicable or available for the 3D-weaves addressed in thisthesis.
8A form a stapling with small carbon rods

Introduction 9
1.4 Objective
The objective of this thesis is to characterise the material and to develop the nec-essary modelling tools to predict and tailor the mechanical properties, and therebyfacilitate the material’s future use. The thesis consists of five appended papers withthe following objectives:
• Paper A To perform an initial experimental study on the mechanical proper-ties of 3D-reinforced composites and compare them with corresponding prop-erties of 2D-laminates.
• Paper B To explore and model how three dimensional yarn crimp influencesthe longitudinal Young’s modulus. New analytical models are developed.
• Paper C To address the important issue of creating geometrically represen-tative models of the 3D-textiles’ internal structure.
• Paper D To create a framework for finite element (FE) analyses of 3D-textilereinforced composites using geometries generated by the scheme developedand presented in Paper C.
• Paper E To experimentally determine the effects of weave architecture andcrimp on both stiffness and strength of 3D-weave reinforced composites.

10 Fredrik Stig
2 Weaving
Textile manufacturing processes are broadly grouped into four types - weaving,braiding, knitting and non-wovens [30]. Each of these processes is further sub-divided according to certain processing characteristics. It is possible to manufacture3D-fabrics using all of these techniques. However, this chapter focuses on weaving,and the aim is to give a brief overview of the two fundamentally different weav-ing methods (2D and 3D weaving) employed to produce woven 3D-fabrics. In thecomposite materials’ industry today several types of weave structures are labelled3D-woven. Khokar [31–33] suggests a more distinct definition of 3D textiles distin-guishing between 2D-woven 3D-fabrics (i.e. produced by conventional 2D-weavingprocess), and 3D-woven 3D-fabrics (i.e. produced by 3D-weaving process) and anew class of non-woven fabrics named noobed fabrics (produced by the non-wovennoobing process). These three processes and their products are categorised in Fig.5 and further discussed in the following sections.
2D-fabrics
fabrics3D-
2D-weaving
Non-woven
Noobedfabrics
3D-weaving
3D-fabrics
Figure 5: Categorisation of 3D-fabrics and their manufacturing processes.
The fundamental operations constituting the weaving process are, in their sequen-tial order, shedding, picking, beating up and taking up. The shedding operationdisplaces the warp yarns using healds9 to create a shed10. The various shedding11
methods available have been described by Khokar [34]. The shedding operation isfollowed by the picking operation whereby the weft yarns are inserted in the createdshed. The weft that is laid in the shed is beaten-up by the reed12 to the fabric-fellposition, and thereby completing the fabric formation. To achieve continuity in theprocess, the produced fabric is advanced forward by the take-up operation. Thiscycle of operations are continued repeatedly to obtain the woven fabric.In a 2D-weaving process, two mutually perpendicular sets of yarns, the warps
and the wefts, are used. The warp yarns run in the length-wise direction of the9A heald is a flat steel strip or a wire, with one or more eyes in which warp yarns are threaded.
10A gap between the two lines of warp threads caused by raising one portion and lowering theother using healds.
11Operation to crate a shed.12A metal comb fixed in the loom used for beating-up. The closeness of its teeth determines
the fineness of a cloth.

Introduction 11
fabric, and the weft yarns in the transverse direction. This arrangement remainsunchanged whether a single warp sheet is used (to produce sheet-like 2D-fabrics) ormultiple warp sheets are used (to produce 3D-fabrics). This is because the weavingprocess continues to be identical in the production of both these fabric types.In a 3D-weaving process, a grid-like set of warp yarns and two mutually per-
pendicular sets of weft yarns are used. These two sets of weft yarns are denotedhorizontal wefts and vertical wefts.
In both 2D- and 3D-weaving processes, additional non-interlacing stuffer warpyarns can be included. These stuffer warp yarns do not interlace with the weftsand hence occur linearly in the woven fabric.
A variety of basic 3D-fabric architectures are produceable employing the 2D- and3D-weaving processes, depending on how the warp is set up and how the sheds areformed. According to Whitney and Chou [35] the exact geometry of each of thebasic woven architectures is influenced by several weaving parameters such as:
• Fibre or tow size
• Number of warp and weft yarns per unit width and length
• Number of warp layers interlacing with each weft yarn (weave pattern)
• Tension in the warp and weft yarns
• Tightness of the tows (resistance of deforming from its original cross-sectionalshape).
2.1 2D-Weaving
Two-dimensional weaving may be utilised to produce both conventional sheet-like2D-fabrics and some 3D-fabrics. Two-dimensional weaving is characterised bymono-directional shedding, and the interlacing of two orthogonal sets of yarns.Khokar [31] defines the 2D-weaving process as
the action of interlacing either a single- or a multiple-layer warp with aset of weft.
The manner in which the 2D-weaving process is employed for producing both 2D-fabrics and 3D-fabrics is illustrated in Fig. 6.The two most common 2D-woven 3D-fabrics are the layer-to-layer angle interlock
weave and through-the-thickness angle interlock weave (also known as 3-X weave),see Fig. 7. The 2D-woven 3D-frabrics are usually produced as wide sheets foruse in manufacturing conveyor belts, paper clothing, double cloth13 etc. The 2D-weaving technique also allows indirect production of a few, relatively simple, shell
13Double cloth contain two or more sets of warps and one or more sets of horizontal wefts thatinterlace in two-layers, allowing complex patterns and surface textures to be created.

12 Fredrik Stig
type profiled 3D-fabrics. Using multi-eyed healds in a conventional 2D-weavingequipment, Chiu and Cheng [16] developed a method for weaving profiled materialshaving double cross- (++) and I-shaped cross-sections. Such pre-forms are woven ina flat condition and the flanges are subsequently unfolded to form a near-net-shapedpre-form.
weftwarp
warpHealds
Picking
Sheddingwarp
weft
(a) (b)
Figure 6: Illustration of the 2D-weaving principle for a) 2D-fabrics and b) 3D-fabrics, redrawn from [31].
x y
z
x
y
WeftWarpStuffer
yz
xz
Figure 7: A Through-the-thickness angle interlock weave with stuffer yarns (blue)seen from its three principle planes and from an isometric view. Warp yarns aregreen and weft yarns red in the illustrations.

Introduction 13
2.2 3D-Weaving
While 2D-weaving has existed for at least five millennia, 3D-weaving is a relativelynew weaving development, invented by Khokar in 1997 [32]. The 3D-weaving pro-cess is characterised by the incorporation of the dual directional shedding operation.Such a shedding system enables the warp yarns to interlace with both horizontaland vertical sets of weft yarns. Khokar [31] defines the 3D-weaving process as
the action of interlacing a grid-like multiple-layer warp with the sets ofvertical and horizontal wefts.
Accordingly, the warp yarns, the horizontal and vertical sets of weft yarns occurmutually perpendicular to each other. The schematic of the 3D-weaving process isillustrated in Fig. 8(a-h) for a plain 3D-weave, and the sub steps are explained asfollows:
(a) The warp yarns are arranged and supplied in a grid-like arrangement.
(b) Warps are displaced in the vertical direction to create multiple horizontalsheds.
(c) Corresponding number of horizontal wefts are inserted into the created sheds.
(d) The multiple horizontal sheds are then closed, whereby the warp yarns becomeinterlaced with the horizontal weft yarns.
(e) The warps are at their level positions in the weaving cycle.
(f) Next, the warp yarns are displaced in the horizontal direction to create mul-tiple vertical sheds.
(g) Corresponding number of vertical wefts are inserted into the created sheds.
(h) The multiple vertical sheds are then closed, whereby the warp yarns becomeinterlaced with the vertical weft yarns.
These sequences of operations are repeated once more to insert the wefts in therespective opposite directions to complete one cycle of the 3D-weaving process toobtain the woven structure in Fig. 8i.An important feature of such a woven structure is the occurrence of pockets
between any four adjacent warp yarns. These pockets can be directly filled withstuffer warp yarns (Fig. 8j) during the weaving process, although they do notinterlace with the wefts. It is not necessary to fill all the pockets; select pockets canbe filled with stuffer warp yarns according to needs. Furthermore, these pocketscould as well incorporate e.g. electrical wires, tubes, optical fibres etc.
To complement the weave illustration given in Fig. 8i, the views from the threeprinciple planes and from an isometric view are shown in Fig. 9. If the textile

14 Fredrik Stig
Stuffer yarns
Vertical SheddingWarp
Interlacing
InterlacingHorizontal Picking
Vertical PickingHorizontal Shedding
(a) (b) (c) (d)
(e) (f) (g) (h)
(i) (j)
x yz
Figure 8: Illustrations of the 3D-weaving principle, seen from the warp directionhere denoted x-direction.
architecture of such a 3D-woven 3D-fabric is compared with that of the 2D-woven3D-fabrics illustrated in Fig. 7, a significant difference can be observed. The warpyarns in a plain 3D-weave are fully interlaced with both the horizontal- and vertical-weft yarns. In the interlock weave there is no interlacing in the y-direction, whichis a direct consequence of the fact that no horizontal shedding occurs. This ishighlighted in the x-y plane illustrations in Figs. 7 and 9. Furthermore, the warpyarns in the 3D-woven 3D-fabric do not traverse neither between ‘layers’ of thefabric nor from one surface of the fabric to the opposite, but remain in their assignedplanes. In the 2D-woven 3D-fabrics the warp yarns traverse between ‘layers’ of thefabric (layer-to-layer angle interlock weave) and from top and bottom surfaces, ascan be observed in Fig. 7.
The 3D-weaving process allows direct production of woven profiled materials.Such profiled materials can be produced in solid, shell, tubular and their combina-tion types directly. Fig. 10 exemplifies cross-sections of different profiled materialsobtained directly by the 3D-weaving process. It also allows flanges with taperedsurfaces. The 3D-weaving process also offers great flexibility in creating differentweave patterns, such as plain, twill and satin, in different locations of the cross-section and along the length of the profiled pre-form. Yet another possibility is theproduction of curved profiled pre-forms.

Introduction 15
H-weftV-weft
Warp
yz
xz
x
y
x y
z
Figure 9: A plain 3D-weave without stuffer yarns seen from its three principleplanes and from an isometric view. Warp yarns are blue, horizontal weft yarns redand vertical weft yarns green in the illustrations.
2.3 Noobing
Noobing is a non-woven 3D fabric-forming process that essentially assembles threemutually perpendicular sets of yarns. Its principle fabric structure is illustrated inFig. 11. There is no interlacing (as with weaving), interlooping (as with knitting)or intertwining (as with braiding) of the involved yarns. This process was definedby Khokar [31] as
the action of producing a non-woven 3D-fabric by orientating orthogo-nally and binding the employed essentially three sets of yarns.
The term noobing is an acronym for Non-interlacing, Orientating Orthogonally andBinding, the main characteristics of the process and the fabric, which is called thenoobed fabric. The fabric structure is also known under a variety of different othernames. The most commonly used name is 3D orthogonal weave [23, 36–39], butthere are also other names for example: XYZ fabric, zero-crimp fabric, Cartesianfabric, DOS (directionally oriented structures) and polar fabric [31].

16 Fredrik Stig!"#$%&'()*+,%-%.'/)0.)1*2)3445)
!"#$%"$#&' ()&*+ , !-'./
0 , ()&* 1 , ()&* 2 , ()&* 3 , ()&*4 , ()&*5. 6$&/#- 72 78 2#.-09,1.9):-#9)#
;-/$'&# <-.9"+
2#. ;$'".
1)&=> <-.9.9? !>+")*
49. , 2$@) A , .9 , B C , .9 , B :-9%)9"#.%
!"#$%"$#&' ()&*+ , 2$@$'&#
:-9D-.9)/
!"#$%"$#&' ()&*+ , !E)''
7 , ()&* F-$@') G'&9?)(-H ()&*
!"#$%&'(%)*+& $", $&)-'./&("/-'
-)0&'1*2"'3"-."412& -)2&/1)%'$5'
6789':;&0&*!""#$%&#' #( )*+,-%$!". &-/0"#1#.!-2
Figure 10: Examples of possible cross-sections (in the y-z plane) of dry 3D-wovenpre-forms. Courtesy of Biteam AB, Sweden, www.biteam.com.
In absence of interlacing, interlooping and intertwining of the involved yarns, theconstituent yarns occur linearly (without crimp) in their respective directions. Asa consequence, the fabric’s structural integrity is achieved through bindings thatoccur on the fabric’s surfaces (excluding the end surfaces).
The noobing process is of two types: uniaxial and multiaxial. In the formerprocess a set of grid-like arranged axial yarns are bound in the fabric-width andfabric–thickness directions. In the latter process four sets of yarns are arranged infabric-length, fabric-width and +/- bias directions and then stitched in the fabric-thickness direction. The respective 3D-fabrics are thus denoted uniaxial noobedfabrics and multiaxial noobed fabrics.
The uniaxial noobing process has limited profiling capability – only a few solidtypes can be obtained (I, T, L etc. [38,40,41]). Mohamed et al. [40] state that sincethere is no interlacing between the axial yarns and the binder yarns, the yarn layersare free to shear with respect to one another and also bend making the drapabilitygood. The multiaxial noobing process has been successfully commercially employedto produce sheet-like multiaxial non-crimp fabrics.

Introduction 17
xz
yz
x
y
Filler
BinderStuffer
x y
z
Figure 11: A noobed fabric seen from its three principle planes and from an iso-metric view. Warp (or binder) yarns are green, stuffer yarns blue and filler yarnsred in the illustrations.

18 Fredrik Stig
3 Loom development
A substantial part of the first two years of working on this thesis was utilised tovalidate, assemble and make operational the world’s first large scale automated 3D-weaving loom, see Fig. 12. The loom has since then been used to weave net-shapedpre-forms for the MOJO and CERFAC projects, as well as all woven pre-formsutilised in papers B-E.
Figure 12: The MOJO consortium members in front of the 3D-weaving loom atKTH.

Introduction 19
4 Crimp
Yarn undulation, or crimp, is one of the most important properties of textiles usedas reinforcement in composite materials since it has a strong influence on the finalmechanical properties. Crimp is the topic of both Paper B and E, and therefore ashort background to the subject is given here.There is no unified definition of crimp. Historically, crimp has had many defini-
tions in the textile industry, and the interested reader is referred to Alexander etal. [42] for a good summary. A common definition of crimp in the textile industryis
crimp = yarn lengthwave length . (1)
Pierce [43] used this definition in one of the pioneering works from the 1930’s ontextile geometry. There are also a variety of crimp definitions within the textilecomposite community. The composite industry has traditionally only focused on2D crimp, and the most common definition is the crimp ratio (CR) defined as
CR = yarn path amplitudewave length . (2)
One problem with using the CR for 3D crimp is that it yields two different ratios.One in the x-y and one in the x-z plane according to the axis definition in Fig. 9.Other definitions are also found in the literature, such as crimp angle [44] and analternative definition of the CR [45]. However, in this thesis Pierce’s [43] definitionof three dimensional crimp is used, since it is on a more general form and resultsin only one crimp measure. Both Pierce’s definition of crimp and the CR areillustrated in Fig. 13.
Wave length
Y a rn
L e ng t h
Amplitude
Wave length(a) (b)
Figure 13: The difference between the two crimp definitions. a) Illustration of thevariables in a) Eq. (1), and b) the variables in Eq. (2).
The stiffness of a composite is reduced with increasing crimp [46, 47]. This istrue also for 3D crimp and further discussed in Paper B and E. The reason is

20 Fredrik Stig
that the crimped strands14 tend to straighten out instead of stretch when loadedin tension. To quantify the stiffness reduction, a unidirectional (UD) composite isused as an example. Two simple models are used, both based on classical laminatetheory (CLT) [48], but with different strand path idealisations; a sine function anda zig-zag pattern (∧∧∧). Two dimensional crimp is assumed and the normalisedlongitudinal stiffness as function of crimp for the two models are seen in Fig. 14atogether with results from FE calculations by Garnich and Karami [47]. The figureshows that only half of the stiffness remains when the yarns exhibit crimp of about1.03 (illustrated for a sinusoidal yarn path in Fig. 14b).
1 1.01 1.02 1.03 1.04 1.05 1.060
0.2
0.4
0.6
0.8
1
Crimp [!]
No
rma
lise
d E
[!
]
Sine shape
Zig!Zag shape
Garnich and Karami
0 0.2 0.4 0.6 0.8 1
!0.3
!0.2
!0.1
0
0.1
0.2
0.3
x!axel
y!axel
Crimp = 1.0
Crimp = 1.01
Crimp = 1.03
(a) (b)
Figure 14: a) The normalised longitudinal Young’s modulus as function of crimpfor UD-composites and b) the sinusoidal yarn path idealisation for three differentcrimp levels.
Crimp also affects the strength of a composite material [29,46]. Gu and Zhili [17]argue that if all strands in a fibre reinforced composite are straight, then theywill react simultaneously to an external load and the full strength is achieved.However, if the strands are bent, and bent with different angles, then a portionof the strands will take up higher load and subsequently fail earlier, leading tolower material strength. The strength as function of warp yarn crimp is studied inPaper E, and the result can be seen in Fig. 15. West and Adams [44] quantifiedthe strength reduction of a 2D triaxially braided composite. Two different typesof samples were manufactured, one where the axial yarns were allowed to crimp
14In this thesis a distinction is made between yarn and strand. A yarn is defined as a bundle ofdry fibres, while a strand is considered as an impregnated composite yarn; hence a strand consistsof both matrix and a large number of fibres.

Introduction 21
1 1.01 1.02 1.03 1.04 1.05 1.060
200
400
600
800
1000
1200
1400
1600
Warp strand crimp
!ul
t [MPa
]Noobed
Figure 15: The ultimate stress of 3D-weave reinforced composites with varying warpstrand crimp. Results from a noobed fabric reinforced composite with nominallystraight stuffer yarns is added for reference.
and one where the axial yarns were kept under tension during consolidation. Axialcompression tests showed that crimp reduced the axial compression strength by30%. DeCarvalho et al. [49] performed an experimental study on compression failureof 2D-woven composites. They argue that the strands behave as structural elementsat meso-scale15 and that the damage behaviour in compression is dependent on thereinforcement architecture. DeCarvalho et al. also conclude that the strands mainlyfail where the strands are crimped, and that the failure mode is predominantlykinking16. Budiansky and Fleck [50] presented a theoretical background of kinkingand concluded that local fibre misalignment plays an important role in the kinkband formation process.Crimp also introduces shear stresses in the matrix [47]. Bogetti et al. [46] devel-
oped a model for predicting stiffnesses and strengths in composite laminates withply waviness under compressive loading. They concluded that the failure mode forsmall crimp values is fibre fracture, but at a critical yarn path amplitude, interlam-inar shear failure becomes the dominant failure mechanism. Cox et al. [22] studiedthe strength of 2D-woven 3D-textile reinforced composites. They state that shearstresses within crimped strands cause micro cracks. These cracks are then associ-
15Three scales are used in composite mechanics: Macro, meso and micro. A composite part ison the macro scale. The meso scale is an intermediate scale where the internal structure of thereinforcement is described using tows or strands in a unit cell. The micro-scale is the most detailedscale, where the interaction between matrix and individual fibres in a strand may be investigated.
16Kinking is a micro buckling process where aligned fibres fail in band-like formation undercompressive loading.

22 Fredrik Stig
ated with a non-linearity in the stress strain curve denoted the onset of plastic towdeformation. This non-linearity is also seen for 3D-weave reinforced composites andfurther discussed in Paper E.The crimp is dependent on yarn type, weave type and various weaving parameters
such as yarn tension in the loom. Crimp ranging between 1.01 -1.06 was measuredfor the 3D weaves in Paper B. Stuffer and filler17 yarns are not part of the weaveand occur relatively straight in the preform. Lomov et al. [51] reported that stufferand filler crimp was below 1.001 for a noobed fabric.To conclude, crimp is not favourable in a composite, since it degrades both stiff-
ness and strength. On the other hand it is not possible to weave without crimp,and crimp is associated with yarn interlacing which may be favourable for theout-of-plane properties, for instance at composite joints.
17Filler yarns are straight yarns perpendicular to the weaving direction but are not a part ofthe weaving process, hence their relative straightness. They occur for instance in noobed fabrics.

Introduction 23
5 Modelling
A fibre reinforced composite is by nature heterogeneous on a micro scale and themechanical properties of the material are governed by its microstructure. It is,however, impractical to also model the microstructure in structural engineeringmodels. Instead, homogenised anisotropic material properties are used. The chal-lenge is to determine these properties, which usually is done on a meso-scale. Themore complex the internal geometry is, the more difficult the task will be. For asimple cross-ply laminate CLT yields sufficiently accurate results, but as soon aswoven fabrics are considered, other more sophisticated models are needed.
5.1 Internal geometry
When the reinforcement is woven, the actual internal geometry of the compositematerial is almost always complex, even if the weave pattern is simple. The strandpaths are irregular and the strand cross sections vary in both shape and size alongtheir trajectories. Furthermore, two strands never look exactly the same, it istherefore necessary to generalise and introduce simplifications when describing theinternal geometry.
In spite of the difficulty, a detailed and accurate geometrical description of theinternal geometry of a textile reinforced composite is of great importance whenmodelling, regardless of subsequent model strategy [52]. This is especially true ifthe local stress and strain fields are of interest [53].
A model of the internal architecture may be constructed in different ways, forinstance as a computer aided design (CAD)-model, a FE mesh or by using param-eters in an analytical model [54] or in a geometry pre-processor (e.g. TexGen [55]or WiseTex [52,56,57]).
The model may be created in two principally different ways; experimentally orusing a modelling approach. In the former, a composite sample is first scanned andthen key textile geometry parameters are extracted and used as input in a geometrypre-prosessor or CAD software. Alternatively, if an analytical geometry model isused, as in Paper B or in e.g. [53, 58–62], the known geometry may be translatedinto various model parameters. In the modelling approach, either an analytical ora numerical model is used to calculate the geometry. The advantages are e.g. thatthe time consuming manufacturing step and the cumbersome scanning process canbe eliminated. The predictive capabilities are also increased.
There are a number of questions and difficulties to address regardless of howthe geometry is to be modelled, such as the level of detail needed and how (ifrequired) to avoid volume overlap in the model. The level of detail is associatedwith how coarse simplifications are made. The strand path is often restricted to bedescribed by sine functions or by coupled polynomials (splines). The strand cross

24 Fredrik Stig
section is frequently assumed to have a circular, elliptic or lenticular18 shape andoften the shape or size is not allowed to vary over the strand length. One of themost difficult issues when creating a solid model is to avoid volume overlap e.g.parts of two strands occupying the same space. It originates from the fact thatthe simplifications described above are too coarse, and are not able to representthe changing strand geometries when two strands interlace. There are a number ofproposed solutions to this problem in the literature, and a new one is proposed inPaper C.
Experimental approach to determine the internal architecture
When a composite sample is available, the internal architecture may be determinedusing either a scanning electron microscope (SEM), an optical microscope, or amicro computer tomography (CT) system [63].
The first step when using either an optical or a scanning electron microscope isto polish the surface of the composite sample to a very fine surface finish. Thenthe surface is photographed through the used microscope. To generate a 3D model,a sequence of photographs through the depth are needed. Therefore the surfaceis stepwise ground off between each consecutive photograph and a new surface ispolished and photographed, see Fig. 16. The strands’ cross-section shapes are founddirectly from the photographs, while the strand trajectories may be approximatedby splines through their respective cross section centroids.
Figure 16: Example of how the internal geometry may be extracted by using anoptical microscope. The photographed surfaces shown are from a composite samplereinforced with a 3D-woven preform used in Paper A.
18shaped like a lentil or biconvex lens

Introduction 25
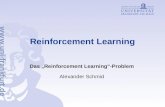
With the micro CT-scan technique, a large number of two-dimensional X-rayimages are taken around a single axis of rotation. The images are then used tocreate a 3D-image of the material sample, see Fig. 17a which may be sliced fictivelyin any plane creating view cuts as exemplified in Fig. 17b. The benefits with theCT-scan method over the microscope method is that it is non-destructive, and notime consuming sectioning and polishing have to be done. The contrast in an X-ray image is generated by the differences in density between the matrix and thefibres. The density difference between glass fibres and a polymer matrix is greaterthan for carbon fibres and a polymer matrix, and therefor a higher contrast in theimages is achieved. The use of micro CT-scan to extract the textile architectureof 3D-fabric reinforced composites was validated by Desplentere et al. [64], and itis used in Paper C to validate the geometry modelling. The dry reference weaveused for validation consisted of mainly carbon yarns and in addition a few glassfibre tracer yarns with higher density, visible in blue in Fig. 17a and in white inFig. 17b. Properties such as the yarn crimp and the cross section area of the fibrebundles, could then be extracted using image processing of the view cuts.
(a) (b)
Figure 17: (a) A 3D-image of the dry weave used as reference in Paper C, and (b)a view of the same weave cut perpendicular to the warp yarn direction. Visibleare also the glass fibre tracer yarns used facilitate to image post processing. Bothimages are presented by courtesy of the German Aerospace Centre (DLR).
After the textile geometry is characterised by scanning, the geometry may be im-plemented in a geometry pre-processor or as parameters in an analytical model. ForPapers B-E, the textile geometry of the 3D-woven preforms were obtained by usingthe micro CT-scan technique complemented by optical microscope measurements.

26 Fredrik Stig
Modelling approach to determine the internal architectureA perhaps more cost-effective way to obtain the internal geometry, compared tothe experimental approach, is to use analytical or numerical modelling methods.There are a number of such schemes proposed in the literature (e.g. [52,58,65–67]).The principle of minimum energy can be used in analytical models to calculate
the fabric geometry, as done e.g. by Sagar et al. [66] and in the textile pre-processorWiseTex [52]. The fabric is first described using idealised shapes. Loads are thenapplied and the final geometry is obtained from the state when the strain energyin the system has a global minimum.
WiseTex allows for export of the geometry as a FE-model, but penetrating vol-umes are not automatically avoided. Lomov et al. [56] have therefore presenteda scheme to adjust the FE-mesh by performing an intermediate FE-calculation.The overlapping strands are locally separated and beam elements added to providea small clearance between the strands, after which they are compressed togetheragain. The beam elements then prevent the strand volumes to penetrate each other.
Durville [68] utilised an FE-approach and modelled the filaments in each yarnusing up to 400 higher order beam elements per yarn. In the starting conditionall filaments are arranged in the same plane, and with an obvious filament volumeoverlap. In the analysis step, the filaments are moved by cleaver boundary condi-tions and a predefined weave pattern until the volume overlaps disappear in thedry weave.
Sherburn et. al [65] proposed an FE-based method where the yarns are repre-sented as plates derived from the yarn mid-surfaces in a TexGen-model. The finalfabric geometry is calculated using the minimum strain energy of the plates. Thismethod is more suitable for 2D-textiles due to the meshing procedure where thestrands are projected onto a single plane.
Mahadik and Hallett [67] developed an algorithm for generating the internalgeometry of a layer-to-layer angle interlock weave after compaction in a mould.The wavelength of the weave is first reduced to create a "looser" weave, and in asecond step the a tensile force was applied to the weave using a temperature dropin an explicit FE simulation using general contact. A rigid plate was finally usedto compact the weave further.
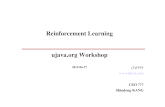
To the author’s knowledge, only Durville’s method may be applicable to modela 3D-woven textile. This was the motivation to develop a new geometry modellingapproach presented in Paper C. In the proposed method the volumetric packingproblem is solved by modelling the strands as inflatable tubes. In the initial statethe tubes’ cross section areas (and thus their volumes) are made small enoughnot to cause any volume interpenetrations (time T0 in Figs. 18 and 19). In thesubsequent analysis steps, the tubes are inflated under general contact conditionsuntil the desired degree of packing is achieved (times T1-T3 in Figs. 18 and 19).The tubes may be expanded further until near full packing is reached (see time T4in Fig. 19).

Introduction 27
T0 T1
T2 T3
Figure 18: The geometry simulation at four different times T0-T3. The simulationstarts at T0 and stops at T3 when the desired volume fraction of strand is reached.The times T0-T3 are also illustrated in Fig. 19.
Simulation time
Degree of packing
Corresponding to specimens used in papers C-E
"Fully packed"
Start of spatial simulation
CT-scan image
Modelling results
T1 T2 T3T0 T4
Figure 19: The degree of packing of the strands/tubes as function of simulationtime. Also visible are view cuts from the model at three time-steps and a corre-sponding CT-scan image. All view cuts are perpendicular to the warp strands

28 Fredrik Stig
5.2 Mechanical properties
Once the internal geometry has been established and a good geometry model iscreated, the mechanical properties of the composite material can be derived. Ac-cording to Tong et al. [5] and Lomov et al. [56] different modelling strategies maybe employed.
• Orienting Averaging models: The material is divided into small sub-volumeswhich are usually treated as UD-laminas. The homogenised properties arecomputed by averaging the sub-volumes’ stiffness matrices using iso-strainand/or iso-stress assumptions. For the iso-strain assumption, a prescribedhomogeneous displacement boundary condition is used implying equal strainin all building blocks. A perfect block interfacial bond is also assumed [5].The homogenised elastic stiffness matrix C may then be computed as
C =∑
i
vi Ci (3)
where vi is the volume fraction and Ci the stiffness matrix of block i. Forthe iso-stress assumption, the traction (applied force) is prescribed, implyingconstant stress in the assembled building blocks. The homogenised elasticstiffness matrix is subsequently computed as
1C =
∑i
vi
Ci. (4)
Cox et al. [20] used the orienting averaging strategy to model a compositereinforced with a 2D-woven 3D-fabric. Tan et al. [62] presented three mixediso-strain and iso-stress models for noobed fabric reinforced materials. Theanalytical models developed in Paper B are also of mixed iso-strain and iso-stress type.
• Inclusion models: The inclusion models are based on randomly dispersedinclusions in a matrix based upon Eshelby’s equivalent inclusion theory. Agood derivation of Eshelby’s formula may be found in [69]. Lomov et al. [56]point out that it is a more generalised form of an Orienting Averaging model,but without the assumption of the same internal average stress in all phases(or blocks). Mori and Tanaka [70] developed the theory on how to calculatethe average stresses in each phase. Gommers et al. [71] used the Mori Tanakatheory and applied it to textile composites. One of the models in Paper Butilises an inclusion model.
• Cell models: The cell model is a FE-type model, where the internal geometryis divided up into a regular grid of cells sometimes called voxels [72,73] .
• Finite element models: In a FE-model the material is divided into a largenumber of small elements (usually referred to as a mesh), and the governing

Introduction 29
force equilibrium equations for all elements are solved simultaneously usinge.g. the principle of virtual work. The FE-approach allows for an arbitrarydescription of the geometry, and if the geometry is accurate and the mesh isrefined sufficiently a detailed stress-strain state may be calculated.The problem lies in creating good FE-models of composites reinforced withcomplex textiles (e.g. 3D-weaves, 3D-braids or noobed fabrics) [73]. As previ-ously mentioned, the models in Paper C and D both utilise the FE-approachand address this issue.

30 Fredrik Stig
6 Contribution to the field & summary of appended papers
The concept of 3D-weaving is now over 15 years old, however the use of 3D-wovenpre-forms as reinforcements in composite materials is new. For the concept ofcomposites reinforced with 3D-woven preforms to gain acceptance as an engineeringmaterial two areas must be addressed: the lack of analysis tools and practicalknowledge and understanding of the novel material. This thesis contributes to bothof these areas facilitating further understanding of the possibilities and limitationsassociated with the textile architecture as reinforcement in composite materials.Paper AAn initial experimental study is presented where the mechanical properties of 3D-weave reinforced composites are compared with corresponding properties of 2D-laminates. The conclusion from Paper A is that the out-of-plane properties areenhanced, while the in-plane stiffness and strength is reduced. The difference instrength was not possible to quantify since the specimens with 3D woven materialexhibited other failure modes than those tested for.Paper BIn Paper B the influential crimp parameter is investigated and three analyticalmodels are proposed. The warp yarns exhibit 3D crimp, and the paper concludesthat the Young’s modulus decrease non-linearly with increasing crimp. The threemodels have different levels of detail, and the more sophisticated models generatemore reliable predictions. However, the overall trends are consistent for all models.Paper C and DA novel framework for constitutive modelling of composites reinforced with 3D-woven preforms is presented in Papers C and D. The framework enables predictivemodelling of both internal architecture and mechanical properties of 3D textile re-inforced composites using only a few input parameters. A methodology to generatenear authentic geometry models of 3D-textiles using the concept of inflatable tubesis presented in Paper C. The result is geometry models which are near authenticwith a high level of detail in features compared with real composite specimens.The proposed methodology is therefore the main contribution of this thesis to thefield of composite material simulation. In Paper D, the geometries are utilised tocreate meso-scale FE-models to calculate the homogenised elastic properties. Thegenerated FE-models could also be used for progressive damage or permeabilitysimulations.Paper EIn the final paper the effect of crimp and different internal weave architecturesis explored. The reinforcement architecture varies between the surfaces and theinterior of the reinforcement, which affects the local stiffness. Both stiffness andstrength decrease non-linearly with increasing crimp. However the strength measureshould be interpreted with care since the stress strain curve of 3D-weave reinforcedspecimens exhibit non-linearities believed to be associated with matrix shear cracks.

Introduction 31
7 Future work
Since the use of 3D-woven pre-forms in textile composites is new, there are manyopportunities for future work. In this thesis the focus has been on the propertieson a meso-scale. It would be interesting to implement the acquired knowledge anddeveloped tools from this work on full scale beams.Another area of future work is weave design. As previously discussed, the 3D-
weaving process is flexible both in terms of weave types (plain, twill and satin etcetera) and it is also possible to incorporate more functionality into the beams.Extra reinforcement (stuffer yarns) may be added where needed and also non-strucural fibres or cables may be incorporated such as optical fibres or electricalwiring.
The possible benefits of a fully interlaced yarn structure are not yet fully ex-plored. For instance the increase in out-of-plane strength together with the as-sumed increase in damage tolerance need to be quantified, and to do so new modelsand new experimental approaches are needed.

32 Fredrik Stig
Bibliography
[1] B. Griffiths. Boeing sets pace for composite usage in large civil aircraft. HighPerformance Composites, May 2005.
[2] P. Apostolopoulos and C. Kassapoglou. Recurring cost minimization of com-posite laminated structures - optimum part size as a function of learning curveeffects and assembly. Journal of Composite Materials, 36(4):501 – 518, 2002.
[3] T. Roberts. The Carbon Fibre industry Worldwide 2011-2020. Material Tech-nology Publications, 2011.
[4] N.K. Naik and V.K. Ganesh. Prediction of on-axes elastic properties of plainweave fabric composites. Composites Science and Technology, 45(2):135 – 152,1992.
[5] L. Tong, A.P. Mouritz, and M.K. Bannister. 3D Fibre Reinforced PolymerComposite. Elsevier, 2002.
[6] A. K. Prichard. Potential for 3D fabrics in aircraft composites. In Proceedingsof The 3rd World Conference on 3D Fabrics and Their Applications, 2011.
[7] MOJO. Modular joints for composite aircraft components contract no.:030871. Annex I - “Description of Work”.
[8] J. Ekh. Multi-Fastener Single-lap Joints in Composite Structures. PhD thesis,Royal Institute of Technology (KTH), 2006.
[9] M. McCarthy. Bojcas: bolted joints in composite aircraft structures. Air &Space Europe, 3(3-4):139 – 142, 2001.
[10] MOJO deliverable D6.2.1 - report of cost and weight assessment. Technicalreport, Eurocopter Deutschland, 2009.
[11] P. Linde. Virtual testing of stiffened composite aircraft panels at airbus. In Pro-ceedings of 20th SICOMP Conference on Manufacturing and Design of Com-posites, Piteå, Sweden, 2009.
[12] A. F. Kregers and Yu. G. Melbardis. Plasticity, creep, and rheology of solids.Mekhanika Polimerov (translated), (1):3–8, 1978.
[13] C. McHugh. Taking textiles to the next dimension. Aerospace Manufacturing,July 2011.
[14] N. Khokar. Second-generation woven profiled 3D fabrics from 3D-weaving. InFirst World Conference on 3D Fabrics, 2008.

Introduction 33
[15] M.A. Nicosia, F. Vineis, J. Lawrence, and S.T. Holmes. Microstructural mod-eling of three-dimensional woven fiber composites. In Proceedings of the 9thInternational Conference on Textile Composites - TEXCOMP9: Recent Ad-vances in Textile Composites, 2008.
[16] C.H. Chiu and C.C. Cheng. Weaving method of 3D woven preforms for ad-vanced composite materials. Textile Research Journal, 73(1):37–41, 2003. Wo-ven preforms;.
[17] H. Gu and Z. Zhili. Tensile behavior of 3D woven composites by using differentfabric structures. Materials and Design, 23(7):671 – 674, 2002.
[18] D.S. Ivanov, S.V. Lomov, A.E. Bogdanovich, M. Karahan, and I. Verpoest. Acomparative study of tensile properties of non-crimp 3D orthogonal weave andmulti-layer plain weave e-glass composites. part 2: Comprehensive experimen-tal results. Composites-Part A, 40(8):1144–1157, 2009.
[19] P.J. Callus, A.P. Mouritz, M.K. Bannister, and K.H. Leong. Tensile propertiesand failure mechanisms of 3D woven GRP composites. Composites - Part A,30(11):1277–1287, 1999.
[20] B.N. Cox and M.S. Dadkhah. Macroscopic elasticity of 3D woven composites.Journal of Composite Materials, 29(6):785 – 819, 1995.
[21] A.P. Mouritz and B.N. Cox. A mechanistic interpretation of the comparativein-plane mechanical properties of 3d woven, stitched and pinned composites.Composites-Part A, 41(6):709–728, 2010.
[22] B.N. Cox, M.S. Dadkhah, and W.L. Morris. On the tensile failure of 3D wovencomposites. Composites-Part A, 27(6):447–458, 1996.
[23] B.N. Cox, M.S. Dadkhah, W.L. Morris, and J.G. Flintoff. Failure mechanismsof 3D woven composites in tension, compression, and bending. Acta Metallur-gica et Materialia, 42(12):3967–3984, 1994.
[24] A.E. Bogdanovich. Multi-scale modeling, stress and failure analyses of 3-dwoven composites. Journal of Materials Science, 41(20):6547–6590, 2006.
[25] J. Brandt, K. Drechsler, and F.-J Arendts. Mechanical performance of com-posites based on various three-dimensional woven-fibre preforms. CompositeScience and Technology, 56(3):381–6, 1996.
[26] M.P. Rao, B.V. Sankar, and G. Subhash. Effect of Z-yarns on the stiff-ness and strength of three-dimensional woven composites. Composites-PartB, 40(6):540–551, 2009.

34 Fredrik Stig
[27] S. Lomov, A. E. Bogdanovich, D. S. Ivanov, D. Mungalov, M. Karahan, andI. Verpoest. A comparative study of tensile properties of non-crimp 3D orthog-onal weave and multi-layer plain weave e-glass composites. part 1: Materials,methods and principal results. Composites-Part A, 40(8):1134–1143, 2009.
[28] P. Tan, L. Tong, and G.P. Steven. Behavior of 3D orthogonal woven CFRPcomposites. Part II. FEA and analytical modeling approaches. Composites-Part A, 31(3):273–281, 2000.
[29] L. Tong, P. Tan, and G. P. Steven. Effect of yarn waviness on strength of 3Dorthogonal woven CFRP composite materials. Journal of Reinforced Plasticsand Composites, 21(2):153–173, 2002.
[30] N. Khokar. 3D-Weaving and noobing: Characterization of interlaced and non-interlaced 3D fabric forming principles. PhD thesis, Chalmers University ofTechnology, 1997.
[31] N. Khokar. 3D-weaving: Theory and practice. Journal of the Textile Institute,92(1):193–207, 2001.
[32] N. Khokar. 3D fabric-forming process: Distinguishing between 2D-weaving,3D-weaving and an unspecified non-interlacing process. Journal of the TextileInstitute, 87(1):97–106, 1996.
[33] N. Khokar. Noobing: A nonwoven 3D fabric-forming process explained. Jour-nal of the Textile Institute, 93(1):52–74, 2002.
[34] N. Khokar. A classification of shedding methods. Journal of the Textile Insti-tute, 90(4), 1999.
[35] T.J. Whitney and T.W. Chou. Modeling of 3-D angle-interlock textile struc-tural composites. Journal of Composite Materials, 23:890–911, 1989.
[36] J. J. Crookston, S. Kari, N. A. Warrior, I. A. Jones, and A. C. Long. 3D textilecomposite mechanical properties prediction using automated FEA of the unitcell. In Proceedings of The Sixteenth International Conference on CompositeMaterials, July 8-13, 2007: Kyoto, Japan, 2007.
[37] A. E. Bogdanovich. Advancements in manufacturing and applications of 3-Dwoven preforms and composites. In Proceedings of The Sixteenth InternationalConference on Composite Materials, July 8-13, 2007: Kyoto, Japan, 2007.
[38] A. Hao, B. Sun, Y. Qiu, and B. Gu. Dynamic properties of 3-D orthogo-nal woven composite T-beam under transverse impact. Composites-Part A,39(7):1073–1082, 2008.
[39] S. Rudov-Clark, A.P. Mouritz, L. Lee, and M.K. Bannister. Fibre dam-age in the manufacture of advanced three-dimensional woven composites.Composites-Part A, 34:963–970, May 2003.

Introduction 35
[40] M. H. Mohamed, A. E. Bogdanovich, L. C. Dickinson, J. N. Singletary, andR. Bradley Lienhart. A new generation of 3D woven fabric preform and com-posite. SAMPE Journal, 37(3):8–17, 2001.
[41] L.C. Dickinson, M.H. Mohamed, and A.E. Bogdanovich. 3D weaving: What,how, and where. In Proceedings of the 44th SAMPE Symposium, May 1999.
[42] E. Alexander, M. Lewin, H.V. Muhasm, and M. Shiloh. Definition and mea-surement of crimp of textile fibres. Textile Research Journal, 26(8):606–617,1956.
[43] F.T. Peirce. Geometry of cloth structure. Journal of the Textile Institute,28(3):45–96, 1937.
[44] A. C. West and D. O. Adams. Axial yarn crimping effects in braided compositematerials. Journal of Composite Materials, 33:402–419, 1999.
[45] M. Guagliano and E. Riva. Mechanical behaviour prediction on plane weavecomposites. Journal of Strain Analysis for Engineering Design, 36(2):153–162,2001.
[46] T.A. Bogetti, J.W. Gillespie JR, and M.A. Lamontia. Influence of ply wavinesson the stiffness and strength reduction on composite laminates. Journal ofThermoplastic Composite Materials, 5(4):344–369, 1992.
[47] M. R. Garnich and G. Karami. Finite element micromechanics for stiffness andstrength of wavy fiber composites. Journal of Composite Materials, 38(4):273–292, 2004.
[48] D. Zenkert and M. Battley. Foundations of Fibre Composites. KTH Aeronau-tical and Vehicle Engineering, 1996.
[49] N.V. De Carvalho, S.T. Pinho, and P. Robinson. An experimental study offailure initiation and propagation in 2d woven composites under compression.Composites Science and Technology, 71(10):1316 – 1325, 2011.
[50] B. Budiansky and N.A. Fleck. Compressive failure of fibre composites. Journalof the Mechanics and Physics of Solids, 41(1):183–211, 1993.
[51] S. Lomov, A. E. Bogdanovich, M. Karahan, D. Mungalov, and I. Verpoest.Internal structure, mechanical properties and damage behaviour of non-crimp3D orthogonal woven composites. In Proceedings of the 3rd World Conferenceon 3D Fabrics and Their Applications, 2011.
[52] S.V. Lomov, A.V. Gusakov, G. Huysmans, A. Prodromou, and I. Verpoest.Textile geometry preprocessor for meso-mechanical models of woven compos-ites. Composites Science and Technology, 60(11):2083 – 2095, 2000.

36 Fredrik Stig
[53] A. Adumitroaie and E. J. Barbero. Beyond plain weave fabrics - i. geometricalmodel. Composite Structures, 93(5):1424 – 1432, 2011.
[54] L.Y. Li, P.H. Wen, and M.H. Aliabadi. Meshfree modeling and homogeniza-tion of 3d orthogonal woven composites. Composites Science and Technology,71(15):1777 – 1788, 2011.
[55] M. Sherburn. Geometric and Mechanical Modelling of Textiles. PhD thesis,The University of Nottingham, July 2007.
[56] S.V. Lomov, D.S. Ivanov, I. Verpoest, M. Zako, T. Kurashiki, H. Nakai, andS. Hirosawa. Meso-FE modelling of textile composites: Road map, data flowand algorithms. Composites Science and Technology, 67(9):1870–1891, 2007.
[57] I. Verpoest and S. V. Lomov. Virtual textile composites software WiseTex: In-tegration with micro-mechanical, permeability and structural analysis. Com-posites Science and Technology, 65(15-16 SPEC ISS):2563–2574, 2005.
[58] G. Hivet and P. Boisse. Consistent 3D geometrical model of fabric elementarycell. application to a meshing preprocessor for 3D finite element analysis. Finiteelements in analysis and design, 42:25–49, 2005.
[59] F. Robitaille, A. C. Long, I. A. Jones, and C. D. Rudd. Automatically gen-erated geometric descriptions of textile and composite unit cells. Composites-Part A, 34(4):303–312, 2003.
[60] S. Z. Sheng and S.V. Hoa. Modeling of 3D angle interlock woven fabric com-posites. Journal of Thermoplastic Composite Materials, 16(1):45–58, 2003.
[61] Z. Wu. Three-dimensional exact modeling of geometric and mechanical proper-ties of woven composites. Acta Mechanica Solida Sinica, 22(5):479–486, 2009.
[62] P. Tan, L. Tong, and G.P. Steven. Modeling approaches for 3D orthogonalwoven composites. Journal of Reinforced Plastics and Composites, 17(6):545– 577, 1998.
[63] W.R. Walsh L.P. Djukic, I.Herszberg and G.A. Schoeppner. Fabric andresin additives for contrast enhancement in visualisation of woven com-posite tow architecture using a microCT scanner. Composites-Part A,10.1016/j.compositesa.2008.12.016, 2009.
[64] F. Desplentere, S.V. Lomov, D.L. Woerdeman, I. Verpoest, M. Wevers, andA. Bogdanovich. Micro-CT characterization of variability in 3D textile archi-tecture. Composites Science and Technology 65 (2005) 1920–1930, 65:1920–1930, 2005.
[65] M. Sherburn, A. Long, and A. Jones. Prediction of textile geometry usingstrain energy minimisation. In Proceedings of the 1st World Conference On3D Fabrics, 2008.

Introduction 37
[66] T.V. Sagar, P. Potluri, and J.W.S. Hearle. Mesoscale modelling of inter-laced fibre assemblies using energy method. Computational Material Science,28(1):49–62, 2003.
[67] Y. Mahadik and S.R. Hallett. Finite element modelling of tow geometry in 3Dwoven fabrics. Composites-Part A, 41(9):1192–1200, 2010.
[68] D. Durville. Simulation of the mechanical behaviour of woven fabrics at thescale of fibers. International Journal of Material Forming, 2010.
[69] R. M. Christensen. Mechanics of Composite Materials. Dover PublicationsInc, 2005.
[70] T. Mori and K. Tanaka. Average stress in matrix and average elastic energy ofmaterials with misfitting inclusions. Acta Metallurgica, 21(5):571 – 574, 1973.
[71] B. Gommers, I. Verpoest, and P. van Houtte. Mori-Tanaka method applied totextile composite materials. Acta Materialia, 46(6):2223 – 2235, 1998.
[72] Ph. Vandeurzen, J. Ivens, and I. Verpoest. Micro-stress analysis of woven fab-ric composites by multilevel decomposition. Journal of Composite Materials,32(7):623 – 651, 1998.
[73] A. G. Prodromou, S. V. Lomov, and I. Verpoest. The method of cells and themechanical properties of textile composites. Composite Structures, 93(4):1290– 1299, 2011.

38 Fredrik Stig
Division of work between authors
Paper A
Stig performed the weaving and testing and wrote the paper. Hallström initiatedand guided the work and contributed to the paper with valuable comments andrevisions.
Paper B
Stig developed the analytical models and wrote the paper. Hallström initiatedand guided the work and contributed to the paper with valuable comments andrevisions.
Paper C
Stig developed the geometry modelling principles, implemented analysis schemeand wrote the paper. Hallström initiated and guided the work and contributed tothe paper with valuable comments and revisions.
Paper D
Stig developed the modelling frame work and wrote the paper. Hallström initiatedand guided the work and contributed to the paper with valuable comments andrevisions.
Paper E
Stig performed the experiments, analysed the data and wrote the paper. Hallströminitiated and guided the work and contributed to the paper with valuable commentsand revisions.