
30 05 ks imalat-evraklari - guven-kutay.ch · malzemesi belirlenir. Mukavemet hesapları yapılarak...
48
30_05_ks_imalat-evraklari.doc 2009 Kasım www.guven-kutay.ch KONSTRÜKSİYON SİSTEMATİĞİ İMALAT EVRAKLARI 30-05 M. Güven KUTAY
Transcript of 30 05 ks imalat-evraklari - guven-kutay.ch · malzemesi belirlenir. Mukavemet hesapları yapılarak...

30_05_ks_imalat-evraklari.doc
2009 Kasım
www.guven-kutay.ch
KONSTRÜKSİYONSİSTEMATİĞİ
İMALAT EVRAKLARI30-05
M. Güven KUTAY

İ Ç İ N D E K İ L E R
5 . Basamak, Üretim evraklarının hazırlanması ............................................................................................................ 5.3 5.1 Genel................................................................................................................................................................ 5.3
5.1.1 Amaç ........................................................................................................................................................... 5.3 5.1.2 Hedef........................................................................................................................................................... 5.3 5.1.3 İşlem yolu.................................................................................................................................................... 5.3
5.2 Konstrüksiyon evrakları ................................................................................................................................... 5.3 5.2.1 Konstrüksiyon taslağının çizimini ............................................................................................................... 5.3
5.2.1.1 Fonksiyon analizi............................................................................................................................... 5.3 5.2.1.2 Mukavemet kontrolleri ...................................................................................................................... 5.5 5.2.1.3 Ekonomik düşünce ve kontroller ....................................................................................................... 5.5 5.2.1.4 Emniyetli konstrüksiyon.................................................................................................................... 5.6
5.2.1.4.1 Doğrudan emniyet tekniği............................................................................................................. 5.6 5.2.1.4.2 Dolaylı emniyet tekniği ................................................................................................................ 5.7 5.2.1.4.3 İkazlı emniyet tekniği ................................................................................................................... 5.7
5.2.1.5 Ergonomik düşünceler ....................................................................................................................... 5.7 5.2.1.6 Detay problemlerin bulunması ve çözülmesi..................................................................................... 5.8
5.2.2 Hataların ve bozuklukların bulunması ve tedbirlerin alınması .................................................................... 5.8 5.2.2.1 Hata ağacı analizi (Fehlerbaumanalyse) ............................................................................................ 5.8
5.2.2.1.1 Amaç............................................................................................................................................. 5.8 5.2.2.1.2 Gidiş yolu ..................................................................................................................................... 5.8
5.2.2.2 Genel hata arama sahaları .................................................................................................................. 5.9 5.2.2.3 Genel eksiklikler................................................................................................................................ 5.9
5.3 İmalat evrakları .............................................................................................................................................. 5.10 5.3.1 İmalat resimleri ......................................................................................................................................... 5.11 5.3.2 Yönergeler ve öneriler............................................................................................................................... 5.12
5.3.2.1 Amaç ............................................................................................................................................... 5.12 5.3.2.2 Gidiş yolu ........................................................................................................................................ 5.12 5.3.2.3 İmalat............................................................................................................................................... 5.12
5.4 Konstrüksiyon şekilleri .................................................................................................................................. 5.14 5.4.1 Bir kere yapılacak özel amaçlı iş veya tamirat işi konstrüksiyonu ............................................................ 5.14 5.4.2 Standart parçalar veya geometrik sıralı imalat konstrüksiyonu ................................................................. 5.14
5.4.2.1 Geometrik sıralı imalat konstrüksiyonunun tanımı .......................................................................... 5.14 5.4.2.2 Standart parçalar veya geometrik sıralı imalatın avantaj ve dezavantajları...................................... 5.14 5.4.2.3 Geometrik sıralı imalat konstrüksiyonunun hedefi .......................................................................... 5.15
5.4.2.3.1 Tiplerin adet analizi .................................................................................................................... 5.15 5.4.2.3.2 Önemli masrafların analizi.......................................................................................................... 5.16 5.4.2.3.3 Tiplerde maliyet yükselişinin analizi .......................................................................................... 5.16 5.4.2.3.4 Tiplerin seçiminin analizi ........................................................................................................... 5.17 5.4.2.3.5 İşlemlerin analizi ve karar........................................................................................................... 5.18
5.4.2.4 Ekonomik konstrüksiyon yapabilmek için temel düşünceler........................................................... 5.18 5.4.2.4.1 Teknik çözümler ......................................................................................................................... 5.18 5.4.2.4.2 İmalat evrakları ........................................................................................................................... 5.20 5.4.2.4.3 İmalat alet ve edevatı .................................................................................................................. 5.20
5.4.3 Parça grupları konstrüksiyonu................................................................................................................... 5.20 5.4.4 Örnek......................................................................................................................................................... 5.21
5.5 Yardımcı kaynaklar........................................................................................................................................ 5.22 5.5.1 5. Basamak için kontrol listeleri ................................................................................................................ 5.22
5.6 Ana örneğin çözümü, Kaldırma redüktörü ..................................................................................................... 5.26 5.6.1 Prototip'in seçimi....................................................................................................................................... 5.26 5.6.2 Klavuz şemanın yapılması......................................................................................................................... 5.26
5.6.2.1 Genel düşünceler ............................................................................................................................. 5.26 5.6.2.2 Klavuz şema .................................................................................................................................... 5.27
5.6.3 Konstrüksiyon büyüklüklerinin bulunması................................................................................................ 5.28 5.6.4 Üretim paletinin konstrüksiyon değerleri .................................................................................................. 5.29 5.6.5 Üretim paletinin moment bilançosu .......................................................................................................... 5.33 5.6.6 Taslağın çizimi .......................................................................................................................................... 5.35
5.7 Konstrüksiyonun tamamlanması .................................................................................................................... 5.36 5.7.1 Miller için istekler listesi........................................................................................................................... 5.36
6 Konu İndeksi............................................................................................................................................................ 6.48
K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.3
5 . Basamak, Üretim evraklarının hazırlanması
5.1 Genel
5.1.1 Amaç Bütün problemin çözümü için gerekli bilgileri, informasyonları, anlaşmaları teknik olarak kağıt (teknik resim, hesap raporları, v.s.) üzerine taşımaktır.
5.1.2 Hedef Fonksiyonunu en basit şekilde yerine getiren, göreceli olarak ucuz olan ve en az parçayla istekleri yerine getiren obje için konstrüksiyon donelerini bulmak.
5.1.3 İşlem yolu Üretim evraklarının hazırlanması iki kısımda toparlanır:
1. Konstrüksiyon evrakları 2. İmalat evrakları
5.2 Konstrüksiyon evrakları
Tecrübelere dayanarak şu bilgiler toplanmıştır. Üretilecek bir objenin fiyatı %50 istek ve şartlar kataloğunun yapılmasında, %30 u konstrüksiyonun taslağının yapılmasında ve %10 ile %15 arasında işletmede imalatı esnasında etkilenir ve kazanılır. İlk başta konstrüksiyon evraklarının temeli olan ana taslağın yapılmasını, inceliyelim. Ana taslağın büyük bir kağıda bir sürü detayla çizilmesi veya bir sürü küçük kağıtlara çizilmesi arasında bir fark yoktur. Bu günlerde taslak kağıt üzerine çizilmeyip, bilgisayarda resim programları ile yapılmaktadır. Ölçek olarakta 1:1 alınır. Gereken ölçekte çıkışlar alınarak ekip analizleri yapılır. İşin gidişi bir çok kontrolların yapılmasıyla olur. Taslak yapılırken yanında gereken bir sürü hesaplar, deneyler, ve benzeri işlemler yapılmalıdır. Literatürde konstrüksiyon evraklarının hazırlanması için gösterilen bir sürü sistem bulunur. Burada pratikte faydası görülmüş gidiş yolu anlatılacaktır.
5.2.1 Konstrüksiyon taslağının çizimini İmalat evraklarına temel olan konstrüksiyon taslağı varyantlarda kaba kroki olarak verilmiştir. Burada daha detaylı ve ölçekli olarak parçalara şekil vermeye başlanır. İşlemler sıra ile şöyle yapılır:
5.2.1.1 Fonksiyon analizi Konstrüksiyonu etkileyen istek ve şartların analizi ve incelenmesi yapılarak, parçanın şekli ve malzemesi belirlenir. Mukavemet hesapları yapılarak parçaya şekil vermeye başlanır. Konstrüksiyona devam edebilmek için burada şu sorulara müsbet cevapların verilmesi gerekir:
Parça istenilen fonksiyonunu yerine getirebilecek mi? Bu soru konstrüksiyonun ilk temel ilkesidir ve muhakkak yerine getrilmesi gereklidir. Bu ilke "Belli" veya "Belirli" konstrüksiyon yapma ile yerine getirilir. Konstrüksiyon isteklere göre belirli yapılmalıdır. Aşağıda Şekil 5.1 den Şekil 5.3 e kadar belli veya belirli konstrüksiyona basit ve izahatli örnekler verilmiştir.
Ana fonksiyondan başka tali fonksiyonlarda gerekli mi?

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.4
a
=
A B
Şekil 5.1, Klasik konstrüksiyon
Tam belli konstrüksiyondur. Burada eksenel kuvvetler daima "A" yatağı tarafından karşılanır.
Pinyonun orta noktasının yatağa veya kutunun duvarına olan uzaklığı "a" teorik olarak sabit kalır. Pinyonun teorik orta ekseninin uzaklığı "a" nın tole-ransı imalat ölçü toleranslarının verdiği sapmadan başka değer alamaz.
Eksenel boy değişmeleri daima "B" yatağı tarafında olur.
=
Aa ± S/2S
B
Şekil 5.2, Pratikte konstrüksiyon
Tam belli konstrüksiyon değildir. Fakat pratikte en çok kullanılan konstrüksiyondur, ekonomiktir. Burada eksenel kuvvetler momentin etki yönü, dişlilerin helis açıları yönü ve büyüklü-ğüne göre ya "A" yatağı veya "B" yatağı tarafından karşılanır.
Pinyon orta ekseninin uzaklığı "a" nın toleransı ayar folyeleri ile yapılan boşluk ayarı "S" e göre değişir ve "± S/2" değerini alır.
=
Aa ± ∆s/2∆s
B
Şekil 5.3, Özel konstrüksiyon
Özel hallerde yapılır. "A" yatağı yassı yaylar ile belli bir ön baskıya tabi tutulur. Eksenel kuvvet "B" yatağı tarafından karşılandığı veya işletme eksenel kuvveti "FA" sıkıştırılmış yay kuvveti "FYay" dan büyük olmadığı müddetçe belirli bir konstrüksiyon olarak kullanılır. Bu konstrüksiyon şekli işletme-deki ısı uzamalarını, boşluk olmadan ve belirli olarak kuvvet-Yol-Diyagramından değeri bulu-narak, karşılamaya yarar.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.5
Parça veya parçalar grubu istenilen randımanı verebilecek mi? Yapılan hesaplarla, konstrüksiyona ve çalışma şekline göre bu soruya cevap aranır.
Konstrüksiyona göre ne gibi hatalar olabilir? Yapılan incelemeler, kontroller ve hesaplarla bu soruya cevap aranır.
5.2.1.2 Mukavemet kontrolleri Seçilen şekil ve verilen ölçülendirmelere göre işletmedeki yükleme için şu kontroller yapılır ve yapılan hesaplarla, konstrüksiyona ve çalışma şekline göre bu soruya cevap aranır. Konstrüksiyona devam edebilmek için burada şu sorulara müsbet cevapların verilmesi gerekir:
Parça istenilen dayanma ömrüne ulaşacak mı? Parça yüklenme sonucu plastik deformasyona uğrayacak mı? Parça yeteri kadar satabil kalır mı? Parça korozyon ve aşınmaya dayanacak mı?
5.2.1.3 Ekonomik düşünce ve kontroller Ekonomik konstrüksiyon, basit konstrüksiyondur. "Basit" ile şunu anlatmak istiyoruz; "Kolay anlaşılan", "Az parçalı" veya "Kolay imal edilebilen". Bu ikinci temel şarttır. Parçanın veya parçaların ekonomik fonksiyonlarını (isteklerin veya şartların) yerine getirmesini sağlar ve objenin ekonomik olarak en iyi şekilde olmasını ortaya çıkarır. Genel olarak bu şartları şöyle sıralayabiliriz; Parça sayısının az olması, basit formlu ve şekilli parçalar ve kolay imalat imkanları yaratan parçalardır. Konstrüksiyona devam edebilmek için burada şu sorulara müsbet cevapların verilmesi gerekir:
Fonksiyon minimum parça adediyle mi yapılıyor? Parçanın formu basit ve fonksiyon bağlantıları anlaşılıyor mu? Parçalar hesapları basit ve çabuk yapılabilecek şekil demi? Parçayı kullanma kolay ve verdiği sinyaller ve görünen, anlaşılır sinyaller mi? İmalat için tezgaha kolay, kısa zamanda bailanıp kolay ayarlanabilir mi? Her montörün (alaylı dahi olsa) anlayıp montajını kolayca ve hatasız yapacağı şekilde mi? Her kişi tarafından bakımı yapılabilecek gibi mi?
A
Ø11
0 H
7Ø
160
60°
Ø 9
4 x 60°
50°
B4 x 60°
60°
50°
Ø 9
Ø11
0 H
7Ø
160
Şekil 5.4, Kapak A tarafı Şekil 5.5, Kapak B tarafı
Yukarıda Şekil 5.4 ve Şekil 5.5 de aynı boyuttaki kapaklar verilmiştir yalnız kapak derinlikleri değişiktir ve yanlış montaj büyük zararlara sebep olacaktır. Bunu önlemek için bağlantı deliklerinin taksimatı değişik yapılır. Bir montör bütün cıvataları yerleştirerek kapakları yanlış monte edemez.
Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.6
5.2.1.4 Emniyetli konstrüksiyon Bu üçüncü temel şart can emniyeti, çevre koruması fonksiyonlarının (isteklerin veya şartların) yerine getirilmesini sağlar. Genel olarak bu şartları şöyle sıralayabiliriz; Objenin ömrü, kazaya karşı emniyeti, v.s.
"Emniyet tekniği" DIN 31 000 e göre "Üç-Basamak-Metodu" olarak şu üç grupa ayrılmıştır:
a) Doğrudan emniyet tekniği,
b) Dolaylı emniyet tekniği,
c) İkazlı emniyet tekniği.
Bütün projenin yapımı ve ilerlemesi tehlikeye girmemesi için bütün istek ve şartlarda abartmasız emniyet tedbirleri olmalıdır.
Emniyet tekniğinin etki sahalarını şu şekilde sıralayabiliriz:
- Parçanın emniyeti.
- Fonksiyon emniyeti.
- İş emniyeti.
- Doğa ve çevre emniyeti.
Konstrüktör için bütün iş sahaları iç içe girmiş kabul edilir. Konstrüktör her kısım ve yönden gelen etki ve istekleri aynı derecede mühim kabul etmeli ve aynı hassaslıkla ele almalıdır.
5.2.1.4.1 Doğrudan emniyet tekniği Bu prensip üç şekilde kullanılır:
• "Garantili var olma" prensibi.
• "Sınırlı bozulma" prensibi.
• "Çok yönlü dizi" prensibi.
Bu üç prensip hiçbir zaman birbirlerinin yedeği olarak veya yerine kullanılmaları düşünülemez. Garantili var olma prensibi
Konstrüksiyondaki her parça ihtimal veya olabilecek bütün hatalara karşı fonksiyonlarını garanti yapacak şekilde yapılmalıdır. Bu hal şu şekilde garantilenir:
⇒ Açık ve belli etkenler ( kuvvet, zaman, çevre durumları, v.s.)
⇒ Hesaplama yolu ve metodunun doğru seçimi.
⇒ İmalat ve montajın sık sık kontrolü.
Bu prensip parça bozulduğunda insan hayatı veya çok büyük zarar olacaksa o parça için kullanılır. Örneğin; İnsan taşıyan makinalar, uçak, asansör, v.s.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.7
Sınırlı bozulma prensibi
Sınırlı bozulma prensibinde bir parça bozulsa bile sistem fonksiyonunu yerine getirmelidir.
Bu hal şu şekilde garantilenir:
⇒ En az başka bir parça fonksiyonu iletmelidir.
⇒ Tesisin çalışması tehlikesizce durdurulmalıdır.
⇒ Konstrüksiyon hata veya arızanın derhal görülür şekilde yapılmış olmalıdır.
Bu prensip parça bozulduğunda oluşacak zararın kabul edilen boyutta olması halinde kullanılır. Çok yönlü dizi prensibi
Bu prensipte emniyet elemanları ya seri, veya paralel veyahut karışık yani hem seri hem paralel olarak yerleştirilir. Çalışan emniyet elemanına "Aktif emniyet elemanı" eğer emniyet elemanı yedekte ise buna "Pasif emniyet elemanı" denir. Bu prensip bütün konstrüksiyon sistemlerinde (mekanik, hidrolik, v.s.) kullanılır.
5.2.1.4.2 Dolaylı emniyet tekniği Dolaylı emniyet tekniğine koruma eleman ve sistemleri girer. Koruma elemanları ya tehlike anında sistemi durdururlar veya sistemi işlemeye almazlar veya sorumlu kişiyi ikaz ederler. Örneğin: Krenlerde, kaldırma tahriğinde aşırı yük emniyeti, Tampon öncesi limit şalter gibi.
Emniyet elemanları çeşitli şekilde yapılabilir. Örneğin, mekanik, akustik veya optik olabilir.
5.2.1.4.3 İkazlı emniyet tekniği İkazlı emniyet tekniği talimatlar, tabelalar devamlı kontrollar, ikaz sinyalleri (akustik veya optik) kullanılarak yerine getirilir.
5.2.1.5 Ergonomik düşünceler Konstrüksiyondaki ergonomik bağlantılar aranır. Konstrüksiyona devam edebilmek için burada şu sorulara müsbet cevapların verilmesi gerekir:
İnsan ile makina arasındaki bağlantılar düşünülmüş mü? Parça veya sistem göze hoş gelecek şekilde dizayn edilmiş mi?
≈ 1'
000
Şekil 5.6, Elektrik santralı kumanda panosu Şekil 5.7, Kren veya makina kumanda panosu

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.8
5.2.1.6 Detay problemlerin bulunması ve çözülmesi Projeye ve yapılan konstrüksiyona göre küçük (detay) problemler kendiliğinden ortaya çıkacaktır. Bu problemler konstrüksiyona göre sıralanıp tek tek çözülecektir. Bu ana basamakların yanında Fehler! Verweisquelle konnte nicht gefunden werden. ve Kontrol listesi 5.2 yi ele alıp maddeler tek tek çek edilir.
5.2.2 Hataların ve bozuklukların bulunması ve tedbirlerin alınması
Hataların ve bozuklukların bulunması ve tedbirlerin alınması için sistemli inceleme ve analiz sistemlerine gerek vardır. Bu sistemleri şu şekilde sıralayabiliriz. "Riziko analizi" , "Hata ağacı analizi" veya " FEMA ". Burada "Hata ağacı analizi (Fehlerbaumanalyse)" ni kısaca anlatalım ve "FEMA" sistemini ileride teorisini ve ana örneğe tatbiki ile görelim.
5.2.2.1 Hata ağacı analizi (Fehlerbaumanalyse) Hata ağacı analizinin tanımlanması: Hata ağacı grafik olarak düzenlenmiş mantıki bir tablodur. Burada hata ağacının bir yerindeki fonksiyon rededilir ve bunun sonucu olarak olması istenmeyen bir hataya varılır.
5.2.2.1.1 Amaç Hata ağacı analizinin amacı, parçaların fonksiyonlarını yapmamasından ötürü olması istenmeyen hataların oluşmasını önlemektir.
Hata ağacı analizinin uygulanmasından sonra şu hedeflere varılır:
1. Sistematik olarak fonksiyon hatalarının sebeplerinin bulunması.
2. Güvenirlik büyüklüklerinin bulunması.
3. Olasılı fonksiyon kayıplarının önüne geçecek çözümlerin bulunması.
5.2.2.1.2 Gidiş yolu Hata ağacı analizi için DIN 25424 T1 de verilen standart grafik ve standart işaretler kullanılır. Analiz için aşağıda verilen yol tutulur.
1. Fonksiyonların tanımı. 2. Fonksiyonların reddi. 3. Hata sebeplerinin bulunması. 4. Hata sebeplerini düzeltme tedbirleri.
Fonksiyonların tanımı
Araştırma için objenin kara kutusu yeterli bilgi verir. Obje yapması istenilen her fonksiyonu yerine getirmek zorunundadır. Kara kutuya giriş ve çıkış ürünleri sayısal değerleri ile bilinmektedir. Bu ürün değerlerinin toleranslarını araştırmak ve belirlemek yeterlidir. Fonksiyonların reddi
Fonksiyonların reddini yani olmazlığını kabul ederek bu durumun doğuracağı sonuçları düşünerek istenmeyen hataların benzer modelini yapma. Bunların objenin çalışamayacağı sebebe kadar listesini yapma.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.9
Hata sebeplerinin bulunması
Hata sebeplerine etki eden büyüklükleri bir çok yardımcı sistemle bulmak mümkündür. Örneğin; Enerji temininin, malzeme teminin ve çevre etkilerinin incelenmesi oldukça verimli sonuçlar verir. Böylece hatalar ve bunların sebepleri bulunur. Hata sebeplerini düzeltme tedbirleri
Hata sebeplerinin bulunmasından sonra bunların nasıl düzeltileceklerini araştırmak ve hata sebeplerini ortadan kaldırmak gereklidir. Bunun içinde hata sebeplerini düzeltme tedbirleri incelenir en iyi çözüm seçilerek hata sebepleri ortadan kaldırılır.
5.2.2.2 Genel hata arama sahaları Genel olarak hatalar şu çalışma sahalarında oluşur; Kırtasiye, informasyon, personal ve ekip elemanları, konstrüksiyon, imalat, montaj, işletme, kontrol, v.s.
5.2.2.3 Genel eksiklikler Genel olarak eksiklikler şu sahalarında bulunur; personal, hesaplar (mukavemet, ölçülendirme, boşluk, v.s.), kalite, protokoller, talimatlar, yönergeler, v.s.
1. Ekipte çalışan kişiler bu iş için yeterince bilgili ve tecrübeli mi?
2. Mukavemet hesapları kritik parçalar için yapılmış mı?
3. Ölçülendirmede önce büyüklük ölçülerini ilgilendiren istekler ele alınmalı ve bunlar için gerekli işlemler yapılmalıdır. Örneğin; Amaca uygun bağlantı ölçüleri, güçler, v.s. belirlenmeli.
4. Konumu ilgilendiren istekler ele alınmalı ve bunlar işlenmelidir. Örneğin; Konum ve hareket yönünün belirlenmesi, v.s.
5. Malzemeyi ilgilendiren istekler işlenmelidir. Örneğin; Korosyon durumu, ısıl işlemler, v.s.
6. Kalite kontrol ekibi var mı? Eğer yoksa bu iş için sorumlu belirlenmiş mi? Örneğin; Tecrübeli bir konstrüktör bu işle görevlendirilir.
7. Kontrol, bakım ve deneme imkanlarını vermelidir.
8. Bakımın en az alet ve takımlarla yapılması sağlanmalıdır.
Böylece istenmeyen veya gereğinden büyük değerlerle hesabın ve konstrüksiyonun yapılması önlenir ve rasyonel bir konstrüksiyon yapılır.

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.10
5.3 İmalat evrakları
İmalat evrakları iki etapta hazırlanır.
1. İmalat parça listeleri ve resimleri. 2. Yönergeler, talimatlar ve öneriler.
Bu hazırlamalar çeşitli modern çalışma aparat ve sistemleriyle yapılır. Geçen yüzyılın 70li yıllarında hesap makinasının hesap cetvelinin yerine almasından bu yana bir sürü elektronik cıhaz teknik ha-yatta ve bilhasa konstrüksiyonda yer almıştır. Bu konstrüktöre yeni ve alışılmamış şartlar getirmiştir. Bu cıhazlar:
⇒ PC ler (Bilgisayarlar),
⇒ Çalışma istasyonları Workstation veya PC ler,
⇒ Telekominikasyon imkanları
konstrüktöre sınırsız imkanlar ve inanılmaz güç yaratmıştır. Bu cıhazlarla bir sürü modern yardımcı sistemlerde kendiliğinden gelmiştir:
⇒ CAD sistemleri,
⇒ Teknik resim yönetme sistemleri, programı
⇒ Standart parçalar, malzeme, v.s. için bilgi dosyaları,
⇒ İmalat, Planlama ve Kumanda programları,
⇒ Hesaplama programları - Makina elemanları hesap programları *)1, - Benzer model yapma (Simulation) programı*)2, - Finite-Element-Analiz programları *)3,
⇒ İmalata ve ürüne ait elektronik kataloglar,
⇒ Bir sürü teknik evrak yapma programları, v.s.
*)1 − Cıvata hesaplama yöntemi, "VDI 2230, hesaplama yolu" veya "Cıvatalar, M.Güven Kutay, Birsen yayınevi, ek CD de hesaplama programı. " − Elastik ve plastik sıkı geçmeler hesabı, "DIN 7190" veya "Makinacının Rehberi, M.Güven Kutay, Birsen yayınevi, hesaplama yolu " − Düz ve helis dişliler mukavemet hesapları, DIN/ISO 3990. veya "Dişli Çarklar, M.Güven Kutay, Birsen yayınevi, ek CD de hesaplama programı. " − Rulman yataklar için bazı rulman firmaları elektronik katalogları yanında hesaplama ve boyutlama programı içeren CD ler vermektedirler. Bu firmalardan CD istemekte yarar vardır.
*)2 Bu gün artık üç boyutlu teknik resim yapan bilgisayar programlarıyla parçaların
resimleri daha tasarım zamanında çizilip Finite-Elemanları programlarıyla hesapları yapılıp parçanın teknik olarak istenilen şartlara uyup uymadığına karar verilmektedir Hatta parçaların hareketleri modelde görülmektedir.
*)3 ABAKUS, I-DEAS, CATIA, EMRC-NISA, ANSYS, v.s.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.11
Bir taraftan konstrüktöre bu imkanlar sağlanırken, diğer taraftanda konstrüktörun bu cıhazları hızlı, yapıcı ve verimli kullanması istenmektedir. Buda konstrüktörün kendisini dahada etraflı eğitme mecburiyetini getirmiştir. Bugün eğer ben kostrüktörüm diyen kişi;
El ile serbest iki veya üç boyutlu taslak çizemiyorsa, herhangi bir CAD sistemiyle teknik resim çizemiyorsa, herhangi bir Finite-Elemanları programını hesaplamak için kullanamıyorsa,
maalesef o kişi konstrüktörlük yapamaz.
5.3.1 İmalat resimleri
Standartlara uygun olarak parçaların imalat resimlerinin çizilmesi için her firma kendine has organizasyon yapmıştır ve imalat resimleri yapılır. Bunun yanında imalat için gerekli olmayan, işletmeye alma el kitabı, genel ve ana ölçüleri gösteren katalog ve bakım talimatları içinde resimlerin çizilmesi gereklidir. Resimler eksiksiz ve anlaşılır olmalıdır. Konstrüktörün imalat ve diğer resimlerin çiziminde, büro, atölye ve montajdaki bir sürü tecrübeli ve bilgili kişilerle konuşup, resimleri hakikaten kullanabilir ve anlaşılır şekilde çizmesi veya çizdirmesi gerekir.
Aşağıda konstrüktörün imalat resimlerini yaparken dikkat etmesi gereken kaideler sıralanmıştır:
• Mümkün olduğu kadar en az malzeme ve imalat zamanı ile basit konstrüksiyon yapmak,
• En ucuz, en uygun ve en basit imalat şeklini seçmek,
• Her imalat şeklinin; döküm, kaynak, torna, kıvırma, presleme, v.s. kendine has şekil verme yöntemlerini bilip ona göre teknik resmi yapmak,
• Malzemeyi titizlikle seçmek,
• İşlem zamanlarını minimuma indirmek. El işi pahalıdır.
• Basit şekillerle konstrüksiyonu yapmak, Karışık şekiller pahalı takımlar şster.
• Toleransları ve yüzey işleme hassasiyetini çok küçük seçmeden normal imalat operasyonu ile parçanın üretilmesini sağlamak. Fakat parçanın ödevini (fonksiyonunu) yapmasını engellememek.
Bu çalışmaların sonunda hakikaten faydalı, kullanılır ve herkez tarafından anlaşılan, hatası hemen hemen olmayan parça listeleri ve teknik imalat resimleri ortaya çıkar.
Malzeme için gereğinden fazla kalite ve mukavemet şartı konulmamalıdır. Parçaların boyutları için gereğinden büyük ölçüler alınmamalıdır. Sipariş, kontrol ve depolama masraflarını azaltmak için malzemenin depoda olandan seçilmesine ve mümkünse birçok parçada aynı malzemenin kullanılmasına dikkat edilmelidir . Aynı malzemeyi kullanmanın bir avantajıda o malzemenin mekanik ve işlenme özelliklerinin detayına kadar bilinmesidir. Genel olarak parçalar için gereğinden daha fazla emniyetli şartlar koşulmamalıdır.
Keskin ve rijit geçişler ile gereksiz çentiklerin olmamasına dikkat edilmelidir. Kötü sonuç verecek konstrüksiyon şeklinin diğer operasyonlarla azaltılması oldukça imkansızdır ve büyük maliyet artışlarına sebep olur. Parçanın konstrüksiyonunda imalalat imkanları dikkate alınmalıdır.
Sık ve bilinçli yapılan detay kontrolleriyle hata nisbeti azaltılıp daha ekonomik çalışma oluşturulur. Daha önce hazırlanmış kontrol listeleriyle çabucak yapılan kontroller işi kolaylaştırır.

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.12
Parça veya parçalar grubunun teknik resim yapıldıktan sonra şu ön kontroller yapılmalıdır:
1. Fonksiyon ve malzeme, 2. Ölçülendirme, 3. İşlenebilecek biçimde şekillendirmek, 4. İmalat şekliyle uyuşma, 5. Montaj ve demontaj.
5.3.2 Yönergeler ve öneriler
Yönergeler ve öneriler "Talimatlar" adı altında toplanır. Talimatlar parça veya makinanın imalatı ve montajı için gereken ek bilgileri taşırlar. Böylece parça listelerinde ve imalat resimlerinde uzun uzun yazılara gerek kalmaz. Bu şekilde çalışma metodunu konstrüktör ve bütün ekip elamanlarının unutmamalıdır. Çok etraflı ve detaylı bilgi ve önerileri ihtiva eden bu talimatlar; geliştirme, hesaplama, danışma ve konstrüksiyon işlemleri yapılırken yazılırlar.
Yapılan konstrüksiyonun gereğine göre aşağıda verilen talimatlar yapılır:
• Konstrüksiyon için: Konstrüksiyon standart ve önerileri, Hesap esasları, Malzeme özellikleri, Sevk talimatları, ...
• İmalat için: İmalat standart ve önerileri, Toleranslar, Kontrol talimatı, Hesap esasları, • Montaj için: Montaj standart ve önerileri, Takım önerileri, Kontrol talimatı, ... • Sevk ve nakliye için: Sevk talimatı, nakliye talimatı, ihracat veya ithalat talimatı, • İşletmeye alma ve bakım için: Kabul ve işletmeye alma talimatı, Bakım talimatı,
Yedekparça talimatı, Garanti talimatı, ...
5.3.2.1 Amaç Talimatların amacı konstrüksiyon, imalat, montaj, nakliye ve işletmeye alma işlemlerini standart bir şekilde hep aynı yapmak ve kontrol imkanını satğlamaktır. Kısaca; firmada çalışan her kişiye, bir işi tek başına emin, bağımsız, hatasız yapma ve sorumluluğunu taşıma olanağını sağlamaktır. Diğer taraftan "üretim sorumluluğu" için istenilen şartların yerine getirilmesini sağlamaktır.
Üretim sorumluluğu; Bir firmada çalışan her kişi yaptığı işi öyle yapmalıdır ki; üretilen mal onun hatasından ötürü üçüncü şahıslara zarar vermesin. Bu da kalitenin iyi olmasıyla önlenir. Çalışan kişi firmadaki talimatları harfi harfine yerine getirmelidir.
5.3.2.2 Gidiş yolu Burada takip edilecek bir çok yol olduğundan, herhangi bir iş reçetesi vermek oldukça imkansız ve faydasızdır. Konstrüktör, yani işin sorumlusu kendi bilgi ve tecrübesine dayanarak özel bir tutum yolu çizmelidir. Kontrüktörün kendine has bir sistemi olsa bile, yinede ekte verilmiş olan kontrol listelerinden faydalanması önerilir.
5.3.2.3 İmalat İşletmedeki işlemler ve imalat tümüyle aktif üretim dediğimiz saha çok yanlı ve derin bir bilimdir. Bu sahada çalışmak ve bir şeyler söyleyebilmek için bu yönde kişinin eğitim görmüş olması gerekir. İşlerin ve problemin cinsine göre o yönde geniş bilgi ve tecrübesi olan kişiler bir araya getirilmeli, hiç olmassa böyle kişilere ciddi ve sistemli olarak danışılmalıdır.
İmalat daha doğrusu işletmedeki işleri sıralarsak bunun ne kadar karışık ve geniş olduğu görülür. Kitabın başındada belirtiğimiz gibi "Konstrüksiyon Sistematiği" ni imalat evraklarının hazırlayıp

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.13
konuyu noktalayacağız.
İşletmedeki işlemler:
• Malzeme girişi ve kontrolü, • Ambarlama, • İş hazırlama, • Takım tezgahlarının programlanması, • İşin takım tezgahlarına bağlama aparatları, • Yarı mamul veya parça imalatında kontrol, • İşletme içi malzeme veya parçaların zarar görmeden nakliyesi, • İlk astar boya veya koruyucu ek önlemler, • İşletme içi montaj, • Nakliye için ambalajlama, • Nakliye.

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.14
5.4 Konstrüksiyon şekilleri
Ödev veya problemin cinsine göre konstrüksiyon şekli seçilir:
1. Bir kere yapılacak özel amaçlı iş veya tamirat işi konstrüksiyonu. 2. Standart parçalar veya geometrik sıralı imalat konstrüksiyonu. 3. Parça grupları konstrüksiyonu.
5.4.1 Bir kere yapılacak özel amaçlı iş veya tamirat işi konstrüksiyonu İşin genel bilgi ve tecrübelere göre konstrüksiyonu yapılır. Burada hesaplar kabaca yapılıp, daha çok depoda hazır bulunan malzeme ve parçalar kullanılır. Böylece daha ekonomik hareket edilmiş olunur ve iş daha ucuza mal olur. Örneğin: Yapılan hesap M10x25 mm lik cıvatanın yeterli olduğunu vermiştir. Fakat depomuzda M10x30 mm veya M12x25 mm lik cıvata varsa bu iş için yeni cıvata ısmarlamadan depodaki cıvataya göre konstrüksiyon değiştirilerek depodaki cıvata kullanılır.
5.4.2 Standart parçalar veya geometrik sıralı imalat konstrüksiyonu
5.4.2.1 Geometrik sıralı imalat konstrüksiyonunun tanımı Geometrik sıralı imalat konstrüksiyonu aynı fonksiyonu yapan ürün, parça veya parçalar grubunun,
aynı teknik çözümle konstrüksiyonu yapılması için seçilen prototipten, standart sayı faktörleriyle çeşitli büyüklükler üretilerek geniş kullanma sahasına hitap edilmesidir.
5.4.2.2 Standart parçalar veya geometrik sıralı imalatın avantaj ve dezavantajları Tüketici yönünden :
Avantajlar : - Bakım ve yedek parça kolaylığı, - Ucuz satınalma imkanı, - Tecrübelerden dolayı kaliteli mal, - Kısa telim zamanı - Yeterince yedek kapasite (bazan dezavantaj) Dezavantajlar : - Fazla enerji sarfı ve masrafı, - Fazla takım ve yatırım masrafı, - Bazan gereğinden büyük mal,
Üretici yönünden :
Avantajlar : - Masraflarda azalma ve kar (İmalat, depolama, geliştirme, sipariş, v.s.) - Belirli konstrüksiyon - Kolayca yeni büyüklüklerin üretimi - Tekrar eden işlemler (hesaplar, imalat, sipariş, ...) - Hata hemen hemen yok gibi, - Garantili " Know How " (geliştirme, hesaplar, imalat,) - Yalnız prototip hesabı. Diğer büyüklüklere hesap yapılmaz. Dezavantajlar : - Geliştirme zamanı tek parça projesine göre daha uzun, - Bazan gereksiz büyük boyut ve doneler, gereksiz maliyet yüksekliği - Gereğinden fazla yatırım.
"Standart parçalar" da temelde "Geometrik sıralı imalat konstrüksiyonu" olduğundan burada Geometrik sıralı imalatı ele alıp tanımlayalım.
K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.15
5.4.2.3 Geometrik sıralı imalat konstrüksiyonunun hedefi Geometrik sıralı imalat konstrüksiyonunun hedefi; belirlenmiş pazar sınırları içinde tüketicinin, üreticinin ve yönetmenliklerin isteklerine en uygun teknik ve ekonomik çözümle (optimal tip sayısıyla) karşılamaktır.
Benzerlik sistemi ya tamamen benzerlik bağıntısıyla olur ve ya bütün makina veya bir parça protipten bir faktörle büyütülüp veya küçültülerek yeni tip bulunur. Bazı yerlerde bulunan ölçünün küçük değişikliğe tutulması gerekir (standart parçalar; rulman yataklar, civatalar, gibi) ve ölçü değiştirilir. Örneğin; 88,3 mm çıkan bir rulman geçeçek mil çapı 90 mm ye düzeltilir. Çünkü 88,3 mm lik rulman bulmak imkansızdır.
Geometrik sıralı imalat konstrüksiyonu serisinin belirlenmesi için şu işlemler yapılmalıdır:
1. Tiplerin adet analizi, 2. Önemli masrafların analizi, 3. Tiplerde maliyet yükselişinin analizi, 4. Tiplerin seçiminin analizi, 5. İşlemlerin analizi ve karar.
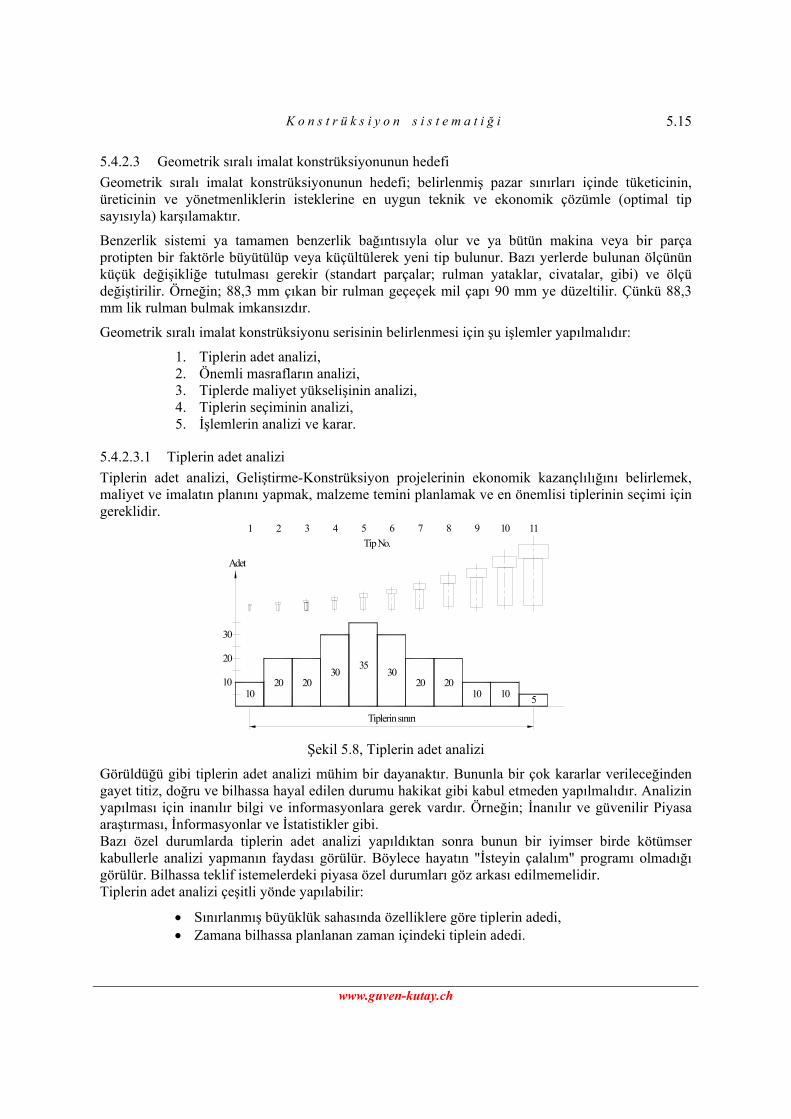
5.4.2.3.1 Tiplerin adet analizi Tiplerin adet analizi, Geliştirme-Konstrüksiyon projelerinin ekonomik kazançlılığını belirlemek, maliyet ve imalatın planını yapmak, malzeme temini planlamak ve en önemlisi tiplerinin seçimi için gereklidir.
20
1010
30
1
Adet
202030
Tiplerin sınırı
3530
20 20
32 4 65Tip No.
87
1010 5
109 11
Şekil 5.8, Tiplerin adet analizi
Görüldüğü gibi tiplerin adet analizi mühim bir dayanaktır. Bununla bir çok kararlar verileceğinden gayet titiz, doğru ve bilhassa hayal edilen durumu hakikat gibi kabul etmeden yapılmalıdır. Analizin yapılması için inanılır bilgi ve informasyonlara gerek vardır. Örneğin; İnanılır ve güvenilir Piyasa araştırması, İnformasyonlar ve İstatistikler gibi. Bazı özel durumlarda tiplerin adet analizi yapıldıktan sonra bunun bir iyimser birde kötümser kabullerle analizi yapmanın faydası görülür. Böylece hayatın "İsteyin çalalım" programı olmadığı görülür. Bilhassa teklif istemelerdeki piyasa özel durumları göz arkası edilmemelidir. Tiplerin adet analizi çeşitli yönde yapılabilir:
• Sınırlanmış büyüklük sahasında özelliklere göre tiplerin adedi, • Zamana bilhassa planlanan zaman içindeki tiplein adedi.
Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.16
Birinci halde özellik olarak ana fonksiyonun alınması bazı karar verme kolaylıklarını doğurur. Örneğin; bir projede tahrik gücünün üretilmesi gerekiyorsa sıra özelliği giç (W, kW) veya önemli bir özellik olan torsiyon momenti (Mt) alınmalıdır. Böylece maliyet bu ana fonksiyon özelliği ile ifade edilebilir. Örneğin; 1 kW ın maliyeti şu kadar YTL tutar, denilebilir.
Burada şunu açıkça söylemek gerekir: "Tiplerin adet analizi tiplerin seçimi için kullanılmaz."
5.4.2.3.2 Önemli masrafların analizi Burada tiplerin adedinin değişmesine bağlı bütün masraflar dikkate alınmalıdır. İlk önce akla malzeme ve zamana bağlı imalat masrafları gelir.
Bunun yanında küçük masraflarıda yabana atmamak gerekir. Hesaplama masrafları, teknik resim yapma masrafları gibi.
Burada dikkat edilecek husus yalnız tip adedinin etkilediği masraflar olmalıdır. Maalesef masrafların belirlenmesi burada söylenildiği kadar kolay değildir. Tereddütlü olan kısımlar İşlemlerin analizi ve kararı kısmında tekrar ele alınmalıdır.
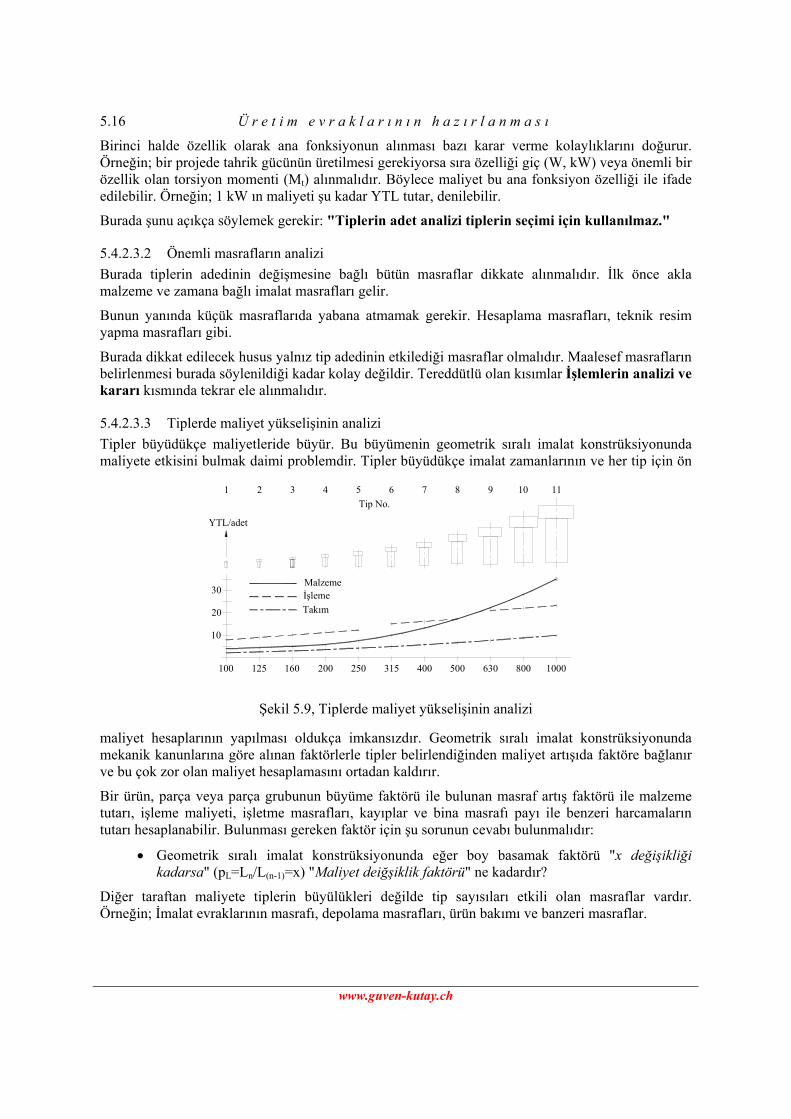
5.4.2.3.3 Tiplerde maliyet yükselişinin analizi Tipler büyüdükçe maliyetleride büyür. Bu büyümenin geometrik sıralı imalat konstrüksiyonunda maliyete etkisini bulmak daimi problemdir. Tipler büyüdükçe imalat zamanlarının ve her tip için ön
1 32 4 65Tip No.
87 109 11
10
20
30
YTL/adet
100 125 160 200 250 315 400 500 630 800 1000
MalzemeİşlemeTakım
Şekil 5.9, Tiplerde maliyet yükselişinin analizi maliyet hesaplarının yapılması oldukça imkansızdır. Geometrik sıralı imalat konstrüksiyonunda mekanik kanunlarına göre alınan faktörlerle tipler belirlendiğinden maliyet artışıda faktöre bağlanır ve bu çok zor olan maliyet hesaplamasını ortadan kaldırır.
Bir ürün, parça veya parça grubunun büyüme faktörü ile bulunan masraf artış faktörü ile malzeme tutarı, işleme maliyeti, işletme masrafları, kayıplar ve bina masrafı payı ile benzeri harcamaların tutarı hesaplanabilir. Bulunması gereken faktör için şu sorunun cevabı bulunmalıdır:
• Geometrik sıralı imalat konstrüksiyonunda eğer boy basamak faktörü "x değişikliği kadarsa" (pL=Ln/L(n-1)=x) "Maliyet deiğşiklik faktörü" ne kadardır?
Diğer taraftan maliyete tiplerin büyülükleri değilde tip sayısıları etkili olan masraflar vardır. Örneğin; İmalat evraklarının masrafı, depolama masrafları, ürün bakımı ve banzeri masraflar.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.17
Burada şu sorunun cevabı bulunmalıdır:
• Eğer geometrik sıralı imalat konstrüksiyonunda 1, 2, 3, ... , n tipleri imal edilecek ve aynı zamanda kontruksiyonu yapılacaksa, hangi masraflar bilinmelidir?
Eğer maliyet artışı matematiksel tam ve doğru hesaplamak istenirse, hele konstrüksiyonun başlangıcında bir sürü belirsiz durum varken, bu çok karışık ve hatta çözülmesi imkansız problem oluşturur. Bu durumda şu iki yol tutularak problem çözülür;
1. Tecrübelere dayanarak veya şu andaki benzer ürünlere bakarak geometrik sıralı imalat konstrüksiyonundaki tip büyüklüğünün maliyet tahminleri yapılır.
2. Uzunluk, imalat şekli ve benzeri etkilerin sistematik hesaplanması.
Tecrübelere dayanarak maliyet tahmini muhakkak ki en kestirme yoldur. Maliyet tahmininde bir sürü masrafı etkileyen faktörler görülmez ve hesaba katılamaz. Bu daha ziyade parçalar grubu için bazan kullanılır, fakat tek parça için sistemli maliyet hesabı daha inandırıcı ve doğru yoldur. Bu yol sihhatli sonuçlar vereceğinden her büyüklükdeki masrafların etkisini doğru olarak gösterir. Parçalar doğru hesaplanınca parçalar grubu ve sonunda komple ürünün hesabı doğru yapılır.
5.4.2.3.4 Tiplerin seçiminin analizi Cevap verşlmesş istenilen satış alanı çeşitli sayıda seçilen büyüklüklerle karşılanır. Buda büyüklük
1
1
1
Tip No.
2 3 4 5
2 3 4 5
6 7 8
6 7 8
2
3
4
YTL
5
İEM
TM
MİT
9 10 11
Tip adedi9 10
Şekil 5.10, Tiplerin seçiminin analizi
seçiminin bir sürü varyantı olduğunu gösterir. Şimdi bu varyantlar içinde piyasa talebini karşılayacak fakat firmaya en az masraflı olan varyantın seçimi yapılır.
Bilinçli ve ekonomik tip seçimi için akla ilk gelen seçim kriterleri teknik açıdan düşüncelerdir. Örneğin; Büyük boyutlamadan doğan kayıplar gibi. Diğer taraftan sayıca en fazla talebin olduğu alanlarda tip seçimi yapılmalıdır. Bu düşünce çoğu zaman doğru olur. Kati ve kaçınılmaz büyüklük üretim alanının en üst sınırıdır. Burada bir tipin olması şarttır.
Diğer taraftan kaçınılmaz hakikatte;
a) Planlaması yapılan senelere göre büyüklüklerin sayıca değeri değişebilir,
b) Planlaması yapılan senelere göre masrafların tutarlarıda değişebilir.
c) Planlaması yapılan senelerde değişik imalat usulleri ortaya çıkabilir.
Buna rağmen değişiklikleri dikkate almadan ortalama değerlere göre zamana göre değişiklikleride unutarak
kabuller yapılır. Detaya gidildikçe hesaplamalar zorlaşıp gittikçe hakikatten uzaklaşılır ve sonuçta hakiki olmayan aldatıcı doğruluk ortaya çıkar.
Yukarıda Şekil 5.10 de maliyet avantajına göre tip seçimine bir örnek verilmiştir. İmalat evrakları, depolama ve ürün bakımı masrafı "İEM" tip adedine göre linear yükselir. Malzeme, işleme ve Takım masrafları "MİT" parça sayısı arttıkça masraflar bir müddet düşer, sonra yükselmeye başlar. Bu iki masrafın toplamı bize Toplam Masrafı "TM" verir. Görüldüğü gibi buda 4 büyüklük seçimini verir.

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.18
5.4.2.3.5 İşlemlerin analizi ve karar Yukarıda yapılan seçim ekonomik bakımdan yapılan tip sayısı seçimşdşr. Bunun genel açıdan kontrolü gerekir. Bunun içinde şu araştırmalar yapılmalıdır:
a) Üretici yönünden seçimin avantaj ve dezavantajları; • Daha fazla standartlaşma, • Bilinmiyen saklı veya sayısal ifade edilemiyen masraf, avantaj ve dezavantajlar.
b) Tüketici yönünden seçimin avantaj ve dezavantajları; Burada rekabet açısından seçtiğimiz sıra büyüklüklerinin doğruluğu araştırılmalıdır. Örneğin; Yatırımlar, işletme giderleri rekabet alanı içinde olmalıdır. Diğer anlatımıyla, mişteri ürünü alırken
• Ürün için ek bir yatırım yapılacak mı? • Satın alma fiyatı rakiplere göre nasıl? • Ürün için ek masraflar yapması gerekiyormu?
Örneğin; Kullanım sahası yeterli mi? Fundament yapması gerekli mi? Yeni krene ihtiyacı var mı? Personelini eğitmesi gerekiyor mu? v.s.
c) Rizikolar; • Piyasa şartlarındaki değişiklikler.
- Kullanım alanındaki değişiklikler, - Özellik değişiklikleri. Örneğin; Daha yüksek randıman ve benzeri.
• Piyasadaki fiyat değişiklikleri. - Örneğin; Teknolojik gelişmeler, Arz ve Talebin değişmesi, v.s.
• Piyasadaki fiyat artışları. - Örneğin; Malzeme fiyatları, Ücretlerde artışlar, Memleketin ekonomik durumu.
5.4.2.4 Ekonomik konstrüksiyon yapabilmek için temel düşünceler
5.4.2.4.1 Teknik çözümler 1. Genel veya kısmi çözümde parça sayısını imkan olduğu kadar az tutmak.
a) Gereksiz fonksiyon ve parçaların elenmesi, b) Elde olan ve başarıyla kullanılan parça veya parça gruplarının kullanılması, c) İmkan olduğu kadar az çeşitli malzeme, büyüklük ve prensiplerin kullanılması
- Çalışma prensibi, Bağlantı prensibi gibi, - Büyüklük adedi, Geçmeler gibi.
d) Yardımcı küçük parçaların tiplerinin sınırlanması. Örneğin; Cıvatalar, Kapaklar, Pimler, Keçeler gibi.
e) Özel parçalar yerine standart parçaların kullanılması, f) Parça ve parça gruplarını benzerlik ilkesinden ayrılmadan konstrüksiyonunun yapılması, g) Standart sayıların kullanılması.
2. Çok yönlülüğe dikkat etmek.
a) İmkan oldukça "Süper parçalar" yapılmalıdır. Örneğin; Hemen hemen her yerde kullanılabilecek parçalar yapmak,
b) Parçaları en yüksek şartlara göre boyutlamak, c) Konum varyantlarını mümkün olduğu kadar çok karşılayacak konstrüksiyon yapmak,

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.19
d) Simetrik konstruksiyona yönelmek. Örneğin; Sağ ve sol tarafa monte edilebilecek kapak, e) Boyut varyantlı parçalarda ham malzemeyi veya ön işlemeli parçayı ekonomik açıdan
gerekli büyüklüklere göre çeşidi aza indirmek, f) Bir parçanın varyant özelliğini diğer parçaya aktarmamak. Örneğin; Özel varyantlar
yapmamak, g) Parçalarınn değişken özelliklerini basit olarak kullanmak.
3. Parça veya parça grubunun konstrüksiyonunu otonom olarak yapmak.
a) Parçaların fonksiyonlarını kendi başlarına, başka parçaların yardımı olmadan, yapabilecek şekilde kontruksiyonlarını yapmak,
b) Parçaları birleştirmek. Örneğin; Geçmeli mil kasnak iki parça yerine, dövme bir parça yapmak,
c) Parçaları kombine etmek. Örneğin; - Aynı parçalar, Yassı yaylar gibi, - Tek boyutu değişik parçalar, 0,5 ; 1 ; 2 mm lik rondelalar gibi, beraber 0.5 – 1 – 1,5 – 2 – 2,5 – 3 - .... mm verir. - Sabit ve değişebilen parçalar.
d) Bir kaç parçanın ön mote edilerek parça grubu oluşturması. Böylece gereksiz montaj ve demontaj işlemleri kazanılır,
e) Çok kullanılan küçük özel parçaları "Parçalar ailesi'ne" almak, f) Basit monte ve sevk edilebilecek parçalar yapmak, gereksiz karışık montaj ve sevk
işlemlerini önlemek, g) Değişken parça veya gruplarını mümkün olduğu kadar mjontaj sonunda kullanılacak
şekilde yapmak, h) Parçalar grubunda alt parçalar grubundan sakınmalı ve basit gruplar yapılmalıdır.
4. Parçaların çeşitli parçalarla birleştirilmesi.
a) Parçaların geometrik kombine yeteneğini yaratmak. Örneğin; Boşluklar, geçmeler. b) Parçaların fiziksel kombine yeteneğini yaratmak. Örneğin; Kuvvet, Mukavemet, Malzeme
ikilisi, v.s.
5. Parçaların diğer parçalara uymasını sağlamak.
a) Basamaklı veya basamaksız uyma özelliği vermek, b) İki değişken parçanın birbirine bağlanmasında ya üretilen üçüncü veya yabancı parçadan
faydalanmak, c) Dayanıklı ve hassas olmayan parçalar kullanmak.
6. Tam bağımsız yol tutulmalıdır.
Her yönde bağımsız olunmalıdır. Örneğin;
- Malzeme Mümkün olduğu kadar piyasada bol ve her zaman bulunan malzeme kullanılmalıdır,
- Satın alma, temin Alınan mallar bir çok firmadan alınmalıdır. Tek firmaya bağımlı kalınmamalıdır,
- İmalat Üretim mümkün olduğu kadar özel üretim metoduna değilde genel üretim metoduyla yapılmalı, toleranslar mümkün olduğu kadar kaba seçilmelidir. Şu söz unutulmamalıdır; "Toleranslar µm ile değil YTL ile ölçülür."

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.20
5.4.2.4.2 İmalat evrakları
1. Standart evraklar kullanılmalıdır.
a) Ödeve veya projeye bağlı evraklar yerine bağımsız genel evrakların yapılmasına gayret edilmelidir. Örneğin; Genel hazırlanmış parça listeleri, teknik resim formları, v.s.
b) Ödeve veya projeye bağımsız imalat evrakları yapılmalıdır. Örneğin; Montaj ve kontrol talimatları, planları, v.s.
2. Satış elemanları ve Danışmanlar için yardımcı evraklar yapmak.
a) Özel değilde genel satış broşürleri, kataloglar yapmak, b) Yardımcı şablon, tablo ve hesap yönetmenlikleri hazırlamak.
4. Geometrik sıralı imalatın bakımı.
a) Evrakların devamlı düzeltilmeleri ve bakımı için sorumluları belirlemek, b) Teknik değişmeleri yapacak ve devamlı kontrol edecek sorumluları belirlemek.
5.4.2.4.3 İmalat alet ve edevatı İmalatta kullanılacak imalat düzeni, takımları, modelleri, v.s. Geometrik sıralı yapmak.
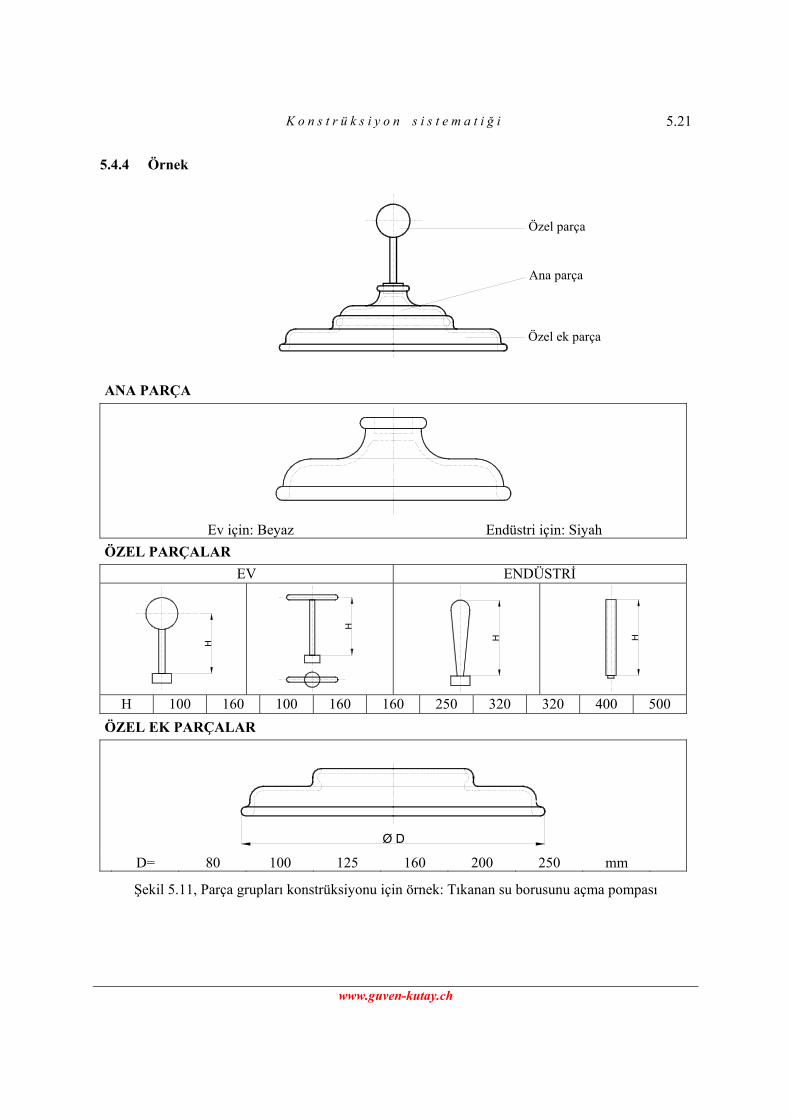
5.4.3 Parça grupları konstrüksiyonu Parça grubu aynı veya çeşitli parçalardan oluşur. Aynı parçalar şekil ve boyut bakımından aynıdır. Renkleri, malzemeleri, yani şekil ve ölçüye tesir etmeyen özellikler değişik olabilir. Çeşitli parçaların şekil ve boyutları değişik olmasına rağmen diğer parçalara bağlantı ölçüleri uygun alınır Burada parçalar çeşitli şekilde kombine edilerek değişik varyantlar elde edilir (bak Şekil 5.11). Parça grupları konstrüksiyonunun hedefi
Önceden hazırlanmış parçalar ve parça gruplarıyla ucuz ve çabuk olarak müşteriye hizmet yani istediği malı derhal depodan alıp vermek. Parça grupları şu ana (temel) ve ek parçalara sahiptir:
- ANA veya TEMEL PARÇA Her varyantta kullanılan parçalar.
- ÖZEL PARÇA Yeni varyant üreten özel parçalar.
- ÖZEL EK PARÇALAR Varyantı özel ilave edilen parçalarla değiştiren parçalar.
- EK PARÇALAR İhtiyari ek olarak kullanılan parçalar.
K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.21
5.4.4 Örnek
Özel parça
Ana parça
Özel ek parça
ANA PARÇA
Ev için: Beyaz Endüstri için: Siyah
ÖZEL PARÇALAR EV ENDÜSTRİ
H
H
H
H
H 100 160 100 160 160 250 320 320 400 500
ÖZEL EK PARÇALAR
Ø D
D= 80 100 125 160 200 250 mm
Şekil 5.11, Parça grupları konstrüksiyonu için örnek: Tıkanan su borusunu açma pompası

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.22
5.5 Yardımcı kaynaklar Yardımcı kaynak olarak aşağıdaki tabelalar, şablonlar ve örnek verilmiştir.
5.5.1 5. Basamak için kontrol listeleri Kontrol listesi 5.1, İşin eskiz ve tasarı bölümü için kontrol listesi
o Fonksiyon Ön görülen fonksiyon elde edilecek mi? Ön görülen çözüm prensipleri yeterli mi? Örneğin; Benzerlik, sızdırmazlık, iyi verim, arızaya karşı hassasiyet,
o Şekil verme Büyüklük, yer, ağırlık, sıralama, durum, uyma.
o Çözüm Konstrüksiyon yeterli mi? Örneğin; Dayanma süresi, emniyetli deformasyon, yeterince stabil, yeterince resonanssız, zararsız büyüme (ısı altında), normal sınırda aşınma ve yıpranma.
o Emniyet Parçalar, fonksiyon, imalat, işletme, bakım ve çevre emniyet faktörleri dikkate alındı mı?
o İnsan-Makina İnsanla makina arasındaki ilişki dikkate alındı mı? İyi bir şekil vermeye ( Design ) dikkat edildi mi?
o Kontrol Bütün gereken kontroller eskiz esnasında ve sonra (FMEA) vede evraklarının düzenlenmesinde yapıldı mı?
o Montaj İşletmedeki ve malın çalışacağı yerdeki montaj kriterleri dikkate alındı mı? Montaj basit, kolay ve emniyetli mi?
o Nakliye İşletmede ve dışarıda yapılacak nakliye kolay mı? Problemler var mı? Varsa çözümü düşünüldü mü?
o Kullanma Bütün kullanırkan doğan durumlar düşünüldü mü? Örneğin; Gürültü, sallantılar (vibrasyon), Kullanma şekli, ...
o Bakım Malın bakımını hakikaten normal ve emniyetle yapma imkanı var mı?
o Maliyet Ön görülen maliyet sınırı aşıldı mı? Bilinmiyen işletme masrafları ve ek masraflar çıktı mı?
o Termin Terminler tutulabilecek gibi mi? Terminleri dahada kısaltma imkanı var mı?

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.23
Kontrol listesi 5.2, Talimatlar için kontrol listesi
o İçindekiler − Talimatın içindekiler − Eklerinin içindekileri
o Geçerlilik − Maksat − Hedef − Yapılma sebebi
o Dayandığı − Şartnameler − Bilinen informasyonlar − Yönergeler − Standartlar
o Hazırlama − Ne yapılacak? Tam anlatılması. − Kullanılacak sembollerin açık ve belirli anlatılması. − Kullanılacak takımlar ve toleransları. − Kullanılacak mekanizmalar ve toleransları. − Kullanılacak malzeme ve özellikleri. − Önlemler. − Kullanılacak makinalar ve özellikleri. − Kontrol olanakları. − Kalite emniyeti ve yapma planı. − İstekler.
o Yapma − Tutulacak yol, nasıl yapılacak? − Yapımın hassasiyeti. − Tanımlama, numaralama, sıralama.
o Kontrol − Dışta, giriş, içte kontroller o Karar kriterleri − Karşılaştırma değerleri ve bunların toleransları.
− Toleranslar. − Resim ve eskizler. − İşlemler ve değerlendirmeler.
o Karar − Tastik belgesi, sertifika, protokol, rapor. o Hataların düzeltilmesi − Sıralama, düzeltme, tamir, tanımlama. o Sorumluluk − Tam ve kesin olarak sorumlu mevki ve kişinin belirlenmesi. o Tastik − Garanti o Tutulacak yol − Kararlar, Paketleme o Ek − Kontrol protokölleri, Gereken evrakın gösterilmesi, evraklar,
hata statikleri, benzer imalat, rakip malların broşürleri.

Ü r e t i m e v r a k l a r ı n ı n h a z ı r l a n m a s ı
www.guven-kutay.ch
5.24
Kontrol listesi 5.3, İmalat resimleri için kontrol listesi
RESİM TEKNİĞİ YÖNÜNDEN KONTROL
o Resim kağıdı ve ölçek doğrumu seçilmiş?
o Resimler arşivlenecek şekilde mi çizilmiş?
o Taramalar doğru mu ?
o Tanımlama ve açıklamalar doğru mu?
o Parça amaca uygun mu çizilmiş? − Görünüşler − Detaylar ( ne az, nede çok ) − Kesitler − Dağılımlar − Konum ve projeksiyonlar − Yeterince projeksiyon − Simetriler − Kıvırmalar − Açılımlar.
TEKNİK AÇIDAN KONTROL
o Kesit ve projeksiyonlar doğru mu gösterilmiş?
o Standartlar doğru mu uygulanmış? − Dönen cisimler için ortalama eksen delikleri var mı? − Kanallar verilmiş mi? − Civata bağlantı delikleri uygun mu? − Vida boyları yeterli mi? ...
o Parça listesi doğru mu? − Malzeme seçimi ve değerleri, − Sevk talimatları ve değerleri, − İmalat tarzı ve değerleri, − Montaj tarzı ve değerleri, − Kontrol tarzı ve değerleri, − Toleranslar ve değerleri vede hesapları, − Isı işlemleri, − Yüzey işlemleri.

K o n s t r ü k s i y o n s i s t e m a t i ğ i
www.guven-kutay.ch
5.25
ÖLÇÜLER ve YÜZEY KALİTESİ
o Ölçülendirme gayaye uygun mu? − Fonksiyon ölçüleri, − Ana ölçüler, − Kontrol ölçüleri, − Tali ölçüler.
o Seçilen boyutlar standartlara uygun mu? − Yarı çaplar, çaplar, boyutlar,
o Verilen yüzey işleme kalitesi doğru ve ekonomik mi?
o Şekil ve konum toleransları hakikate uygun mu?
o Malzeme istekler şartnamesine ve standartlara göre mi? − Aşınma, ...
o Paslanmaya karşı önlemler alınmış mı?
o Boyutlar doğru mu? − Aşınma − dayanıklılık − Ağırlık − Asit ve ısıya dayanıklılık, ...
o Makinada işleme olanağı? − Çok ince, titreme, ...
GENEL
o Monte etme olanağı nasıl? − Parçalar biri birine uyuyor mu? − Montaj ve demontaj olanakları nasıl? − Demontaj olanakları ön görülmüş mü? Demontaj vidaları gibi, ... − Özel montaj aletlkerine gerek var mı?
o İmalat olanakları düşünülmüş mü? − Freseler, matkaplar, torna ve bıçakları, .... − Gerekli mekanizmalar, mastarlar, .... − Kıvırma ve kesme alet ve makinaları, − Malı takım tezgahlarına bağlama olanakları, − Nakliye olanakları, − İmalat tarzları, − Kontrol problemleri.
İ m a l a t e v r a k l a r ı
www.guven-kutay.ch
5.26
5.6 Ana örneğin çözümü, Kaldırma redüktörü
5.6.1 Prototip'in seçimi Şu anda redüktörün aşağı yukarı nasıl olacağı temel prensipi ile bilinmektedir. Satış paleti olarak dört tipte seçilmiştir. Burada bu dört tipten biri prototip olarak seçilir ve bütün işlemler yapıldıktan sonra sıra faktörü ile diğer tiplerin büyüklükleri bulunur. Prototip ile hesaplar ve konstrüksiyon yapılırken dikkat edilecek bir hususta ekstrem büyüklüklerin kontroludur. Bu kontrolun hesaplar için yapılması gereksizdir. Fakat konstrüksiyon, yani ölçülerin kontrolunda çok fayda vardır. Çünkü, ya en küçük tipte ölçüler imal edilemiyecek kadar küçük, en büyük tiptede anormal büyüklükler ortaya çıkabilir. Bu durumda gereken önleler alınır. Biz burada prototip olarak en küçük boyu seçip, en büyük boyunda gerektiğinde kontrolunu yapalım. Böylece konstrüksiyonunu yapacağımız prototipi seçmiş bulunuyoruz. Prototip: AKR 063
5.6.2 Klavuz şemanın yapılması
5.6.2.1 Genel düşünceler Çözüm için seçilen varyantta momentin iletilmesi helis dişlilerle yapılacağı bilinmektedir. Silindirik alın dişlilerde kademe çevrim oranı pratikte i ≤ 8 kabul edildiğine göre, şöyle bir düşünce yürütelim. Çevrim oranımız ne kadardır? Burada redüktörün giriş ve çıkış devir sayılarını bilmemiz gerekir.
Redüktöre giriş devir sayısı tahriğin yapılacağı elektrik motoru ile oluşur. Tecrübeler ≈ 1'400 d/dak devir sayısında, parçaların yalnız statik olarak salgılarının alınmasıyla, sistemin problemsiz çalıştığını göstermiştir. Burada 6-Kutuplu motor seçersek bunun devir sayısı nM ≈ 960 d/dak olacağından doğru seçim yapmış oluruz. Birde 4-Kutuplu motor seçiminde 1'450/960 ≈ 1,5 ve 8-Kutuplu motor seçiminde 710/960 ≈ 0,75 faktörü ile kaldırma hızı için satış alternatifleri kendiliğinden ortaya çıkar. Burada duruma göre motorları seçelim. Diğer taraftan kumanda yönünden motorun devir sayısı kademesiz ayarlanabilineceğinden motor devir sayısına göre seçimi önemini kaybetmiştir. Burada prototip AKR 063 için nM ≈ 1460 d/dak kabul edelim ve diğer büyüklükler için duruma göre devir sayısı seçimini yapalım. Redüktöre çıkış devir sayısı tamburun devir sayısı kadardır. Öyleyse tamburun devir sayısının bulunması gerekir. Ek 6, Ön hesaplara ve literatüre göre hesaplarımızı yaparsak prototip AKR 063 için tambur devir sayı nTam ≈ 16 d/dak olarak bulunur. Bu değerler bize çevrim oranını uRed = nM / nTam ≈ 87,5 olarak verir. Redüktörümüzü iki kademeli kabul edersek en fazla uRed = u1 . u2 = 8 . 8 = 64 < 87,5 olmaz. Demek ki redüktörümüz 3 kademeli olmalıdır. Böylece aşağıda Şekil 5.12 de görülen, klavuz şema hazırlanır. Bu klavuz şema konstrüksiyon boyunca değerlere genel olarak hakim olmamız için devamlı düzeltilir, gereken yeni değerler katılır ve kontrol ölçeği olarak tutulur.

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch
5.27
5.6.2.2 Klavuz şema
B 1
B 2
B 3
B 4
"B" Tarafı
ALINDİŞLİ KALDIRMA REDÜKTÖRÜ AKR 080
F =3a =
A 4
.ηDi
Di
Diη
ηη
η =
2η =2
Top
η =
1η = .η
2
.η
.ηRY
1
RY
η .η
RY.ηRY
3.ηRY.η
RY.η
F =F =A4ZA4Y
A4
Ke
=.η
Mi1 =
=
=
t2,3
2,3z =d =
n3m =
β =3
Sol
η =
η =η =
Ke
Mi
Di
A 1
A 2
A 3
Dişli ve millerin malzemesi:
"A" Tarafı
a =
z
F =A3Z
F =F =F =
a = 2
A3X
A3Y
A3
F =A2XF =A2YF =
F =
1a =
A2Z
A2
F =F =
F =F =A1Y
A1Z
A1XA1
yTop
xu = 2. u1u . u 3
Sağ
Sol
n1m =
t1,3d =
2,3
1,3
b =b =
1,3z =
z =d =t2,1
2,1
3
2η
η
Sağ
1,1b =b =
β =1
2,1
d =z =1,1
t1,1
η1
W1η
Sol
Sağ
β =
t2,2d =z =
m =
2,2
n2
2
b =1,2
b =2,2
η
η2
1
z =d =
1,2
t1,2
= . . =
F =B4F =
η =Top
4. Mil
4. Mil ve 3.Kade-medeki moment
M =t4
B4ZB4Y
B4X
F =F =
n =η =
4
3
F =B1
n =
B3
B3Y
F =F =
B3ZF =
3. Mil3n =
η =
M =t3
2
2M =t2
B1ZB1Y
F =F =
B2
B2ZB2YF =
F =
F =
2. Mil
1. Mil
η =1
M1η =1n =
M =t1
2. Kademe
1. Kademe
u =
Şekil 5.12, Klavuz şema
İ m a l a t e v r a k l a r ı
www.guven-kutay.ch
5.28
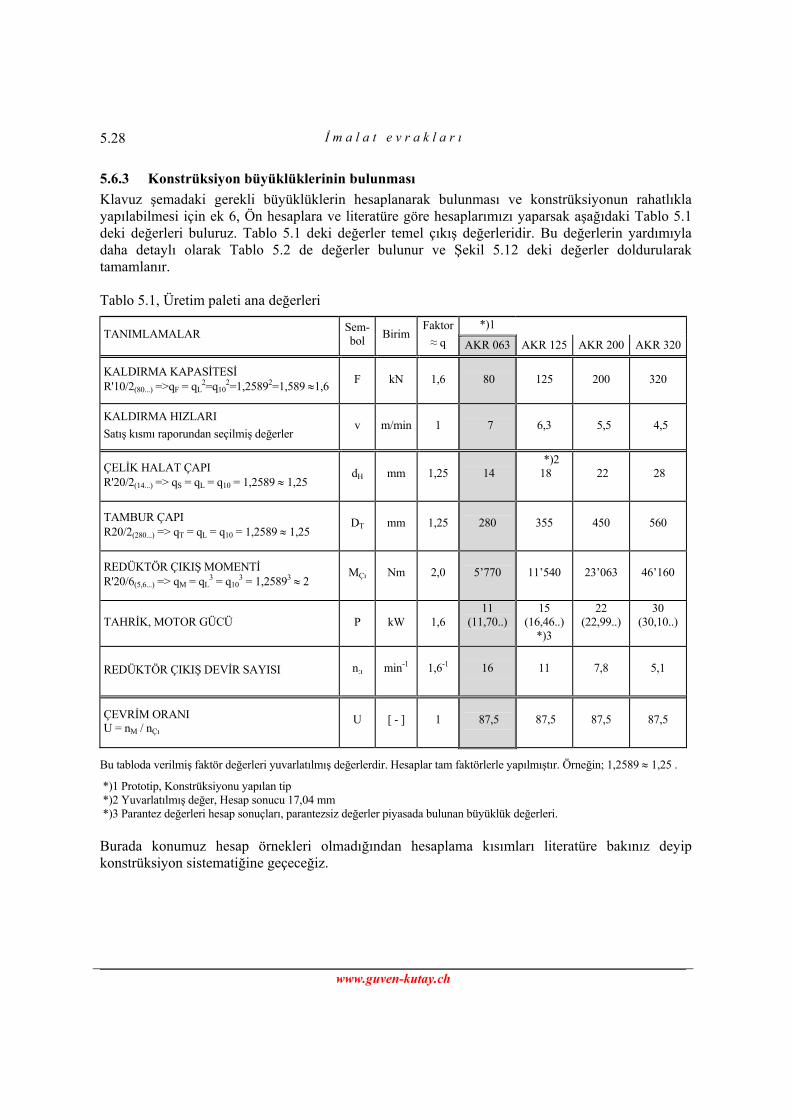
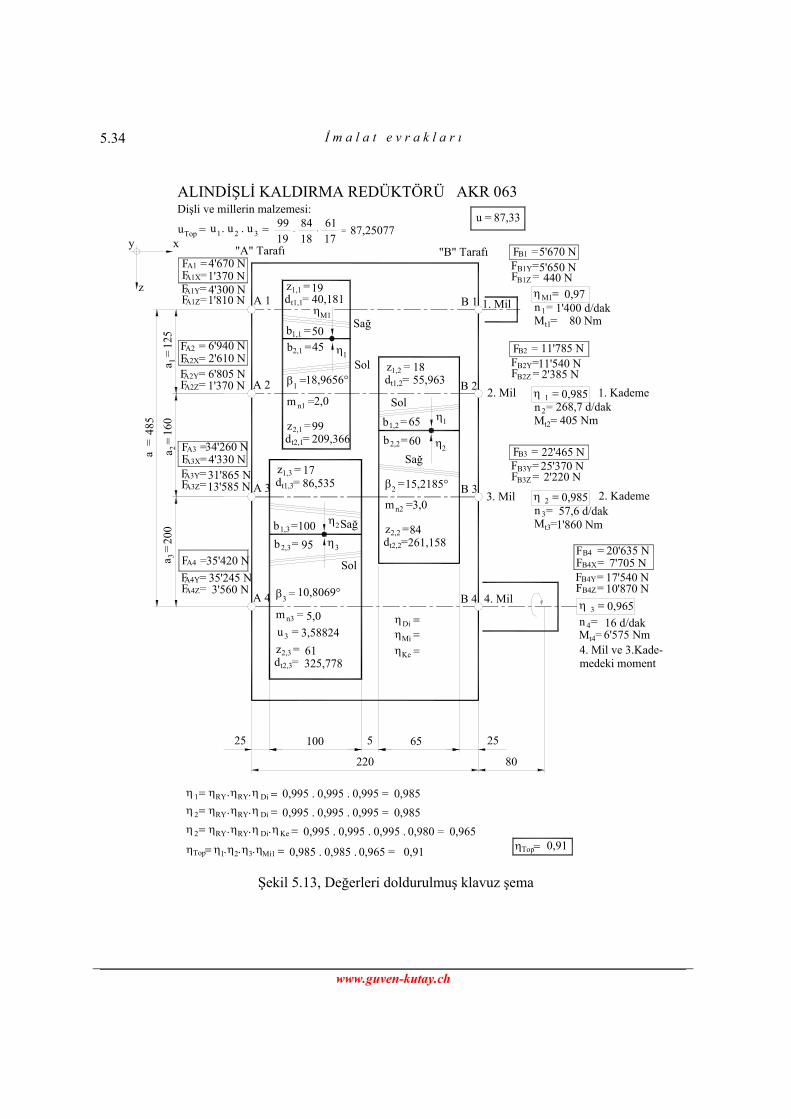
5.6.3 Konstrüksiyon büyüklüklerinin bulunması Klavuz şemadaki gerekli büyüklüklerin hesaplanarak bulunması ve konstrüksiyonun rahatlıkla yapılabilmesi için ek 6, Ön hesaplara ve literatüre göre hesaplarımızı yaparsak aşağıdaki Tablo 5.1 deki değerleri buluruz. Tablo 5.1 deki değerler temel çıkış değerleridir. Bu değerlerin yardımıyla daha detaylı olarak Tablo 5.2 de değerler bulunur ve Şekil 5.12 deki değerler doldurularak tamamlanır. Tablo 5.1, Üretim paleti ana değerleri
*)1 TANIMLAMALAR Sem-
bol Birim Faktor≈ q AKR 063 AKR 125 AKR 200 AKR 320
KALDIRMA KAPASİTESİ R'10/2(80...) =>qF = qL
2=q102=1,25892=1,589 ≈1,6
F
kN
1,6
80
125
200
320
KALDIRMA HIZLARI Satış kısmı raporundan seçilmiş değerler
v
m/min
1
7
6,3
5,5
4,5
ÇELİK HALAT ÇAPI R'20/2(14...) => qS = qL = q10 = 1,2589 ≈ 1,25
dH
mm
1,25
14
*)2 18
22
28
TAMBUR ÇAPI R20/2(280...) => qT = qL = q10 = 1,2589 ≈ 1,25
DT
mm
1,25
280
355
450
560
REDÜKTÖR ÇIKIŞ MOMENTİ R'20/6(5,6...) => qM = qL
3 = q103 = 1,25893 ≈ 2
MÇı
Nm
2,0
5’770
11’540
23’063
46’160
TAHRİK, MOTOR GÜCÜ
P
kW
1,6 11
(11,70..)
15 (16,46..)
*)3
22 (22,99..)
30 (30,10..)
REDÜKTÖR ÇIKIŞ DEVİR SAYISI
n:ı
min-1
1,6-1
16
11
7,8
5,1
ÇEVRİM ORANI U = nM / nÇı
U
[ - ]
1
87,5
87,5
87,5
87,5
Bu tabloda verilmiş faktör değerleri yuvarlatılmış değerlerdir. Hesaplar tam faktörlerle yapılmıştır. Örneğin; 1,2589 ≈ 1,25 .
*)1 Prototip, Konstrüksiyonu yapılan tip *)2 Yuvarlatılmış değer, Hesap sonucu 17,04 mm *)3 Parantez değerleri hesap sonuçları, parantezsiz değerler piyasada bulunan büyüklük değerleri. Burada konumuz hesap örnekleri olmadığından hesaplama kısımları literatüre bakınız deyip konstrüksiyon sistematiğine geçeceğiz.

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch
5.29
5.6.4 Üretim paletinin konstrüksiyon değerleri Tablo 5.2, Üretim paletinin konstrüksiyon değerleri
Prototip
AKR063 AKR125 AKR200 AKR320
Kaldırma kapasitesi, yük F kN 80 125 200 320
Hızlar istenen 7 6,3 5,5 4,5
hakikat v m/dak
7,06 6,13 5,51 4,54
Çelik halat çapı istenen 14 18 22 28
hakikat dS mm
13,6330 17,0413 21,5557 27,2660
Tambur çapı istenen 280 355 450 560
hakikat dT mm
273 341 431 545
Çıkış momenti istenen 5770 11540 23063 46160
hakikat MA Nm
5,768 11,427 23,175 46,144
Motor gücü istenen 11 15 22 30
hakikat PAn kW
11,7063 16,4619 22,9945 30,1018
Redüktörün randımanı ηred = [ - ] 0,91 0,91 0,91 0,91
Kaldırma tahriğinin randımanı ηtot = [ - ] 0,82 0,82 0,82 0,82
Kanca takımı ağırlık faktörü k [ - ] 1,03 1,03 1,03 1,03
Tamburun devir sayısı nTam 1/dak 16,0 11 7,8 5,1
Hıza göre 15,9155 11,2978 7,7809 5,1157
Motor devirsayısı ve çevrim oranına göre 16,0457 10,9976 7,7936 5,1575
İstenilen teorik çevrim oranı 87,5 87,5 87,5 87,5
Hakiki oran u = z2/z1 . z4/z3 . z6/z5 u [ - ]
87,2508 87,2916 87,2508 87,2508
Motor devir sayısı nMOT 1/dak 1400 960 680 450
İ m a l a t e v r a k l a r ı
www.guven-kutay.ch
5.30
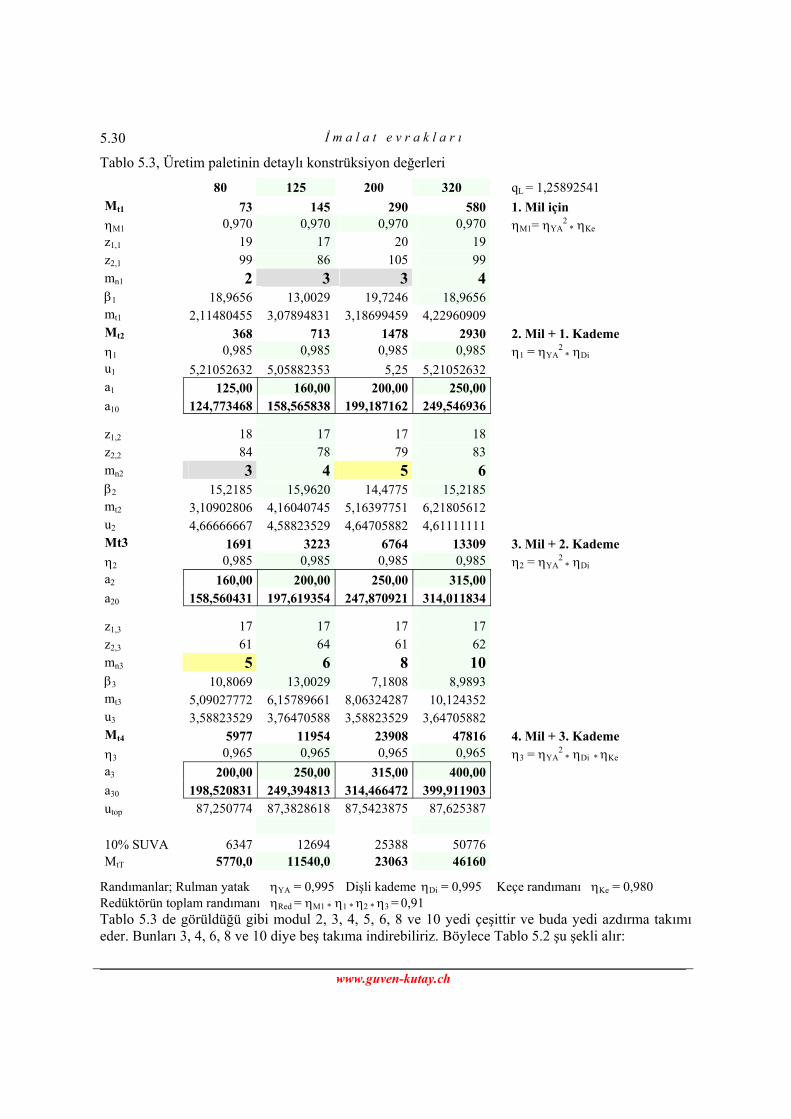
Tablo 5.3, Üretim paletinin detaylı konstrüksiyon değerleri
80 125 200 320 qL = 1,25892541 Mt1 73 145 290 580 1. Mil için ηM1 0,970 0,970 0,970 0,970 ηM1= ηYA
2 * ηKe
z1,1 19 17 20 19 z2,1 99 86 105 99 mn1 2 3 3 4 β1 18,9656 13,0029 19,7246 18,9656 mt1 2,11480455 3,07894831 3,18699459 4,22960909 Mt2 368 713 1478 2930 2. Mil + 1. Kademe η1 0,985 0,985 0,985 0,985 η1 = ηYA
2 * ηDi
u1 5,21052632 5,05882353 5,25 5,21052632 a1 125,00 160,00 200,00 250,00 a10 124,773468 158,565838 199,187162 249,546936
z1,2 18 17 17 18 z2,2 84 78 79 83 mn2 3 4 5 6 β2 15,2185 15,9620 14,4775 15,2185 mt2 3,10902806 4,16040745 5,16397751 6,21805612 u2 4,66666667 4,58823529 4,64705882 4,61111111 Mt3 1691 3223 6764 13309 3. Mil + 2. Kademe η2 0,985 0,985 0,985 0,985 η2 = ηYA
2 * ηDi
a2 160,00 200,00 250,00 315,00 a20 158,560431 197,619354 247,870921 314,011834
z1,3 17 17 17 17 z2,3 61 64 61 62 mn3 5 6 8 10 β3 10,8069 13,0029 7,1808 8,9893 mt3 5,09027772 6,15789661 8,06324287 10,124352 u3 3,58823529 3,76470588 3,58823529 3,64705882 Mt4 5977 11954 23908 47816 4. Mil + 3. Kademe η3 0,965 0,965 0,965 0,965 η3 = ηYA
2 * ηDi * ηKe
a3 200,00 250,00 315,00 400,00 a30 198,520831 249,394813 314,466472 399,911903 utop 87,250774 87,3828618 87,5423875 87,625387 10% SUVA 6347 12694 25388 50776 MtT 5770,0 11540,0 23063 46160
Randımanlar; Rulman yatak ηYA = 0,995 Dişli kademe ηDi = 0,995 Keçe randımanı ηKe = 0,980 Redüktörün toplam randımanı ηRed = ηM1
* η1 * η2 * η3 = 0,91
Tablo 5.3 de görüldüğü gibi modul 2, 3, 4, 5, 6, 8 ve 10 yedi çeşittir ve buda yedi azdırma takımı eder. Bunları 3, 4, 6, 8 ve 10 diye beş takıma indirebiliriz. Böylece Tablo 5.2 şu şekli alır:

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch
5.31
Tablo 5.4, Üretim paletinin tipleri ve konstrüksiyon değerleri, yeni
Prototip
Tipler *)1 AKR063 AKR125 AKR250 AKR500
Kaldırma kapasitesi, yük F kN 80 125 200 320
Hızlar istenen 7 6,3 5,5 4,5
hakikat v m/dak
7,13 6,13 5,41 4,52
Çelik halat çapı istenen 14 18 22 28
hakikat dS mm
13,6330 17,0413 21,5557 27,2660
Tambur çapı istenen 280 355 450 560
hakikat dT mm
273 341 431 545
Çıkış momenti istenen 6350 12700 25400 50630
hakikat MA Nm
6,345 12,569 25,493 50,758
Motor gücü istenen 11 15 22 30
hakikat PAn kW
11,7063 16,4619 22,9945 30,1018
Redüktörün randımanı ηred = [ - ] 0,91 0,91 0,91 0,91
Kaldırma tahriğinin randımanı ηtot = [ - ] 0,82 0,82 0,82 0,82
Kanca takımı ağırlık faktörü k [ - ] 1,03 1,03 1,03 1,03
Tamburun devir sayısı nTam 1/dak 16,0 11 7,8 5,1
Hıza göre 15,9155 11,2978 7,7809 5,1157
Motor devirsayısı ve çevrim oranına göre 16,2210 10,9861 7,6569 5,1355
İstenilen teorik çevrim oranı 87,5 87,5 87,5 87,5
u = z2/z1 . z4/z3 . z6/z5 u [ - ]
86,3077 87,3829 88,8088 87,6254
Motor devir sayısı nMOT 1/dak 1400 960 680 450
*)1 Her nekadar kaldırma redüktörünü kren kapasitelerine göre seçeceksekte redüktörün çıkış momenti seçiminde esas rölü oynayacağından buradan itibaren tipleri çıkış momentine göre adlandıralım. Şöyleki; AKR063 ⇒ 063x100 = 6300 Nm

İ m a l a t e v r a k l a r ı
www.guven-kutay.ch
5.32
Tablo 5.5, Üretim paletinin detaylı konstrüksiyon değerleri, yeni
Tip 063 125 250 500 qL = 1,25892541 Mt1 81 160 315 638 1. Mil için ηM1 0,970 0,970 0,970 0,970 ηM1= ηYA
2 * ηKe
z1,1 13 17 20 19 z2,1 66 86 105 99 mn1 3 3 3 4 β1 18,9656 13,0029 19,7246 18,9656 mt1 3,17220682 3,07894831 3,18699459 4,22960909 Mt2 399 784 1'602 3'223 2. Mil + 1. Kademe η1 0,985 0,985 0,985 0,985 η1 = ηYA
2 * ηDi
u1 5,07692308 5,05882353 5,25 5,21052632 a1 125,00 160,00 200,00 250,00 a10 125,302169 158,565838 199,187162 249,546936
z1,2 18 17 21 18 z2,2 84 78 99 83 mn2 3 4 4 6 β2 15,2185 15,9620 14,4775 15,2185 mt2 3,10902806 4,16040745 4,13118201 6,21805612 u2 4,66666667 4,58823529 4,71428571 4,61111111 Mt3 1'832 3'546 7'440 14'640 3. Mil + 2. Kademe η2 0,985 0,985 0,985 0,985 η2 = ηYA
2 * ηDi
a2 160,00 200,00 250,00 315,00 a20 158,560431 197,619354 247,870921 314,011834
z1,3 14 17 17 17 z2,3 51 64 61 62 mn3 6 6 8 10 β3 10,8069 13,0029 7,1808 8,9893 mt3 6,10833326 6,15789661 8,06324287 10,124352 u3 3,64285714 3,76470588 3,58823529 3,64705882 Mt4 6'575 13'149 26'299 52'597 4. Mil + 3. Kademe η3 0,965 0,965 0,965 0,965 η3 = ηYA
2 * ηDi * ηKe
a3 200,00 250,00 315,00 400,00 a30 198,520831 249,394813 314,466472 399,911903 utop 86,3076923 87,3828618 88,8088235 87,625387 10% SUVA 6'347 12'694 25'388 50'776 MtT 5770,0 11540,0 23063 46160
Randımanlar; Rulman yatak ηYA = 0,995 Dişli kademe ηDi = 0,995 Keçe randımanı ηKe = 0,980 Redüktörün toplam randımanı ηRed = ηM1
* η1 * η2 * η3 = 0,91

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch
5.33
5.6.5 Üretim paletinin moment bilançosu
Tip 063 125 250 500 Mt1 81 160 315 638 1. Mil içinWel.
1,975 1,968 2,027 ηM1 = 680,0 min-1
Mt2 = Mt1 * u1 * ηW1
Mt1 = Mt2 /u1 / ηW1 nM2 =130,5 min-1
Mt2 389 784 1'478 2'930 2. Mil + 1. Kademe 1,968 2,042 2,012
Mt3 = Mt2 * u2 * η1
Mt2 = Mt3 /u2 / η1 nM3 = 28,0 min-1
Mt3 1'832 3'546 7'440 14'640 3.Mil + 2. Kademe 1,935 2,098 1,968
Mt4 = Mt3 * u3 * η2
Mt3 = Mt4 /u3 / η2 nM3 = 7,8 min-1
Mt4 6'575 13'149 26'299 52'597 4. Mil + 3. Kademe 2,000 2,000 2,000
MtT = Mt4 * η3
Mt = MtT / 1,1
MtT = Mt4 / η3
Mt = MtT * 1,1 %10 fazla yükle
MtT 5770 11540 23063 46160 Tamburdaki moment 2,000 2,000 2,000
Mt 6347 12694 25388 50776 Yükün momenti 2,000 2,000 2,000
İ m a l a t e v r a k l a r ı
www.guven-kutay.ch
5.34
0,965
"B" Tarafı
B 4
B 2
3,0n2m =
0,995 .0,995 .
u =3
b =b =
1,3
2,3
3β =
m =
d =z =2,3
t2,3
Ke
DiRY RY1 ηη = .η .η =
η =Top
η =
η =2
2
.η
RY
RY
η
RY
RYη
η
.η
.η1 2
.η
Mi1
Di
Di.η
.η3
.η
.η
=
=
A4YA4ZF =
F =F =
200
a = 3
A4
25
3'560 N35'245 N35'420 N
A 4
0,9850,995 =0,995 .
0,965 =
0,995 =
0,985 .
0,995 .0,995 .
0,985 .
= 0,995 .
0,91
0,980 =0,985
0,995 .
220
61325,778
100 5
3,58824
10,8069°
η
η
5,0n3
95100 Sağ
Sol3
2
Keη =
65
261,15884
η =η =Di
Mi
2,2z =d =t2,2
1999
d =
d =
z =1,3d =t1,3
Dişli ve millerin malzemesi:
A1X
A1ZA1YF =
F =
F =F =
A2ZF =F =A2Y
F =A2X
F =
A3Y
A3X
F =F =F =
A3ZF =
a = 1
485
a =
160
2a = A3
z
y
125
A2
x
A1
Topu
2'610 N
13'585 N31'865 N4'330 N
34'260 N
1'370 N6'805 N
A 3
A 2
6'940 N
1'810 N4'300 N1'370 N4'670 N
. u
"A" Tarafı1= u . u2
A 1
=3 87,25077
Sol
86,535
209,366
18,9656°
992,1
17
t2,1
z =
m =n1
1β =
2,0
40,181
1761
M1
191,1z =
b =b =
2,1
1,1
t1,1
4550
η
1884. .
η1
Sağ
=
15,2185°
6065
55,96318
Sağ2,2b =
2β =
t1,21,2
d =z =
1,2b =
Sol
η2
η1
57,6 d/dakn =
16 d/dak6'575 Nm
10'870 N17'540 N7'705 N20'635 N
4. Mil ve 3.Kade-medeki moment
0,91Topη =
t3M =
25
80
4. Mil
31'860 Nm
3η =n =
F =F =
B4X
B4YB4Z
t4M =
F =B4F =
4
0,965
1. Kademe
2. Kademe
87,33u =
2'220 N25'370 N22'465 N
2'385 N11'540 N11'785 N
440 N5'650 N5'670 N
t1M =n =η =M1
1η =
t2M =
2η =
n =
F =
2. Mil
3. MilB 3F =B3Z
F =F =
B3Y
B3
F =B2YB2Z
2
1. MilB 1
F =B2
1
F =F =
B1YB1Z
B1F =
405 Nm268,7 d/dak
0,985
0,985
80 Nm1'400 d/dak
0,97
ALINDİŞLİ KALDIRMA REDÜKTÖRÜ AKR 063
Şekil 5.13, Değerleri doldurulmuş klavuz şema

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch
5.35
5.6.6 Taslağın çizimi
485
32.5
42.0
Ø90
Ø60
Ø75
137.5
275.5
72.5 72.5 42.0
Ø30R35
335
145
4080
50.0 55.0 70.015 35.0
225.0
Ø10
5
Ø12
0
Ø10
5
Ø90
Ø82
678
Ø82
.0
75
215
300
166.0
82.5
227.0
Ø99
,4
Ø70
Ø60
R35
200
307
Ø30370
405
80
53.5
Ø35
Ø35
Ø41
53.5
AK
R 0
80 T
ASL
AK
KA
LDIR
MA
RED
ÜK
TÖR
Ü
Mot
or 8
-pol
ig
Mot
or 6
-pol
ig
Mot
or 4
-pol
ig
ÜB
ERSE
TZU
NG
20
125
53,583,5
30
168.5
232.0
55.0
45.0
22.5 60.0 32.5
44.3
60
160
1020
0
250.0
115.0
25.0 142.0
Ø41
Ø45
,2
53.0 30.0
Ø35
Ø30
232.0
303.5
80
115
Ø30
.0
190
u= u=
Ø18
125
315
250
32.5
87,2
5077
399.
..
1440
n A
ntrie
b
z1,
2z 1,
1
.2,
1z
z2,
2
.99 19
1884
z1,
3
z2,
3.
1761.
=
An
n A
btrie
bA
b 16,5
720
960
8,2511
Şekil 5.14, AKR 063 kaldırma redüktörünün genel taslağı
Bu taslağın daha işlenmesi ve mükemmelleştirilmesi gereklidir. Bunu yapalım.

K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.36
5.7 Konstrüksiyonun tamamlanması Çizilmiş taslak ele alınıp istekler ve şartlar kataloğuna göre kontrol edilince bir çok şartın yerine getirilmediği görülür. Örneğin: Redüktör konumu aşağıda görüldüğü gibi serbest seçilecek şekilde olmalı ve hatta redüktör müşteriye gönderilse bile kolayca şekil değiştirilebilmelidir.
Şekil 5.15, Redüktör konumu
Bu şartın ve daha başka mükemmelleştirmeleri yapabilmek için parça gruplarının istek ve şartlar listesinin yapılıp konstrüksiyon varyantlarının aranması ve en iyisini veya iyilerini seçmek gerekir. Burada konstrüksiyon parçalarına örnek olarak milleri alalım. Buna paralel pratikte diğer parça gruplarınında analizi yapılır.
22218
22212
22218
22212
22207
22207
22207
22207
Şekil 5.16, Redüktör taslağı, tip AKR 063
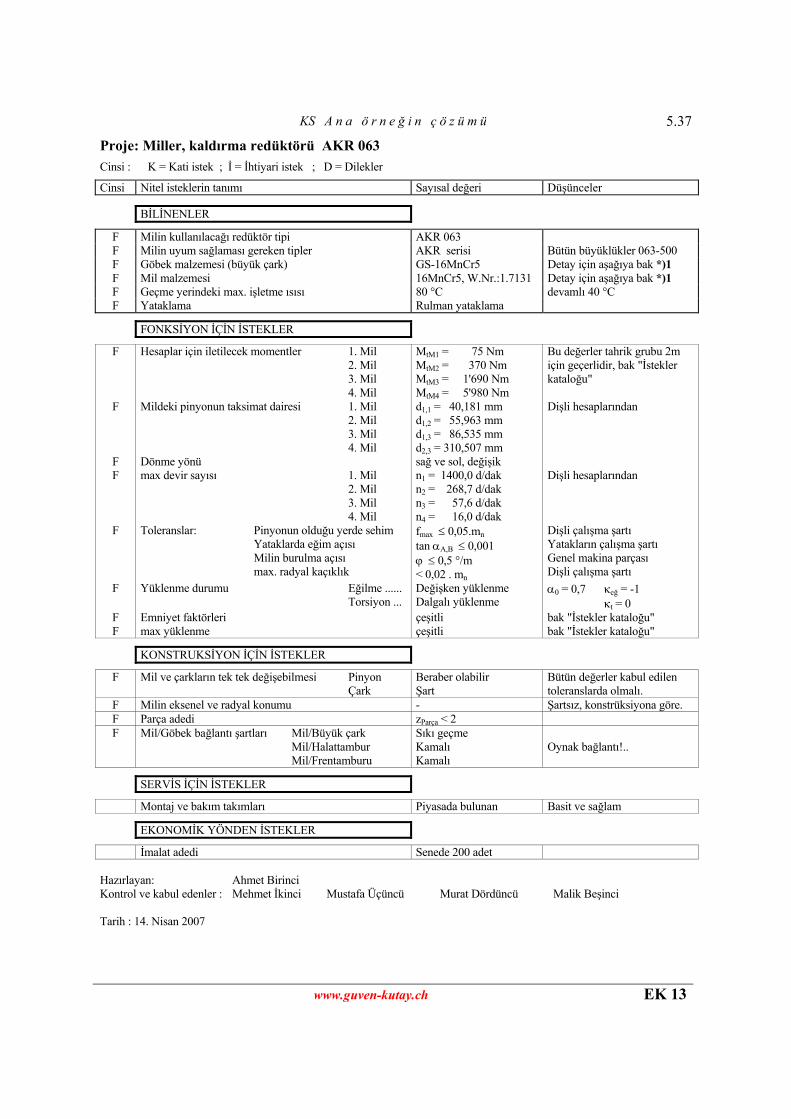
5.7.1 Miller için istekler listesi Miller için istekler listesi aşağıda verilmiştir.
KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.37
Proje: Miller, kaldırma redüktörü AKR 063
Cinsi : K = Kati istek ; İ = İhtiyari istek ; D = Dilekler
Cinsi Nitel isteklerin tanımı Sayısal değeri Düşünceler
BİLİNENLER
F Milin kullanılacağı redüktör tipi AKR 063 F Milin uyum sağlaması gereken tipler AKR serisi Bütün büyüklükler 063-500 F Göbek malzemesi (büyük çark) GS-16MnCr5 Detay için aşağıya bak *)1 F Mil malzemesi 16MnCr5, W.Nr.:1.7131 Detay için aşağıya bak *)1 F Geçme yerindeki max. işletme ısısı 80 °C devamlı 40 °C F Yataklama Rulman yataklama
FONKSİYON İÇİN İSTEKLER
F Hesaplar için iletilecek momentler 1. Mil 2. Mil 3. Mil 4. Mil
MtM1 = 75 Nm MtM2 = 370 Nm MtM3 = 1'690 Nm MtM4 = 5'980 Nm
Bu değerler tahrik grubu 2m için geçerlidir, bak "İstekler kataloğu"
F Mildeki pinyonun taksimat dairesi 1. Mil 2. Mil 3. Mil 4. Mil
d1,1 = 40,181 mm d1,2 = 55,963 mm d1,3 = 86,535 mm d2,3 = 310,507 mm
Dişli hesaplarından
F Dönme yönü sağ ve sol, değişik F max devir sayısı 1. Mil
2. Mil 3. Mil 4. Mil
n1 = 1400,0 d/dak n2 = 268,7 d/dak n3 = 57,6 d/dak n4 = 16,0 d/dak
Dişli hesaplarından
F Toleranslar: Pinyonun olduğu yerde sehim Yataklarda eğim açısı Milin burulma açısı max. radyal kaçıklık
fmax ≤ 0,05.mn tan αA,B ≤ 0,001 ϕ ≤ 0,5 °/m < 0,02 . mn
Dişli çalışma şartı Yatakların çalışma şartı Genel makina parçası Dişli çalışma şartı
F Yüklenme durumu Eğilme ...... Torsiyon ...
Değişken yüklenme Dalgalı yüklenme
α0 = 0,7 κeğ = -1 κt = 0
F Emniyet faktörleri çeşitli bak "İstekler kataloğu" F max yüklenme çeşitli bak "İstekler kataloğu"
KONSTRUKSİYON İÇİN İSTEKLER
F Mil ve çarkların tek tek değişebilmesi Pinyon Çark
Beraber olabilir Şart
Bütün değerler kabul edilen toleranslarda olmalı.
F Milin eksenel ve radyal konumu - Şartsız, konstrüksiyona göre. F Parça adedi zParça < 2 F Mil/Göbek bağlantı şartları Mil/Büyük çark
Mil/Halattambur Mil/Frentamburu
Sıkı geçme Kamalı Kamalı
Oynak bağlantı!..
SERVİS İÇİN İSTEKLER
Montaj ve bakım takımları Piyasada bulunan Basit ve sağlam
EKONOMİK YÖNDEN İSTEKLER
İmalat adedi Senede 200 adet Hazırlayan: Ahmet Birinci Kontrol ve kabul edenler : Mehmet İkinci Mustafa Üçüncü Murat Dördüncü Malik Beşinci Tarih : 14. Nisan 2007

K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.38
*)1 Malzemenin mekanik özellikleri:
Miller: Dövme veya dolu semantasyon çeliği, DIN 17210 göre: Kısa adı: 16MnCr5, malzeme numarası: 1.7131
Çarklar: Döküm, DIN 17210 göre: Kısa adı: GS - 16MnCr5, malzeme numarası: 1.7131 (?).
En küçük mekanik değerler < 100° C isi için.
<16 mm 16 - 40 40 - 100 Kopma Rm N/mm2 880 780 640 Akma sınırı Rp0,2 N/mm2 635 590 440 Elastiklik modülü Edyn N/mm2 210'000 Kayma modülü G N/mm2 81'000 Poisson sayısı ν [ - ] 0,3
Devamlı mukavemet faktörü Akma mukavemetifaktörü K1 = σW / Rm K2 = σF / Rpo,2
Çekme Eğilme Torsiyon Çekme Eğilme Torsiyon 0,45 0,50 0,30 1,00 1,25 0,58
Redüktörün montaj ve konumu için varyantlar arayalım

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.39
PROJE : Kaldırma redüktörü AKR 063
VARYANT : 1.1 İKİ ÇIKIŞLI 1.MİL
Bilgi: • İki taraftan çıkışlı mil imal
edilir. Müşterinin isteğine göre kullanılmayan taraf kesilir.
Patent : Yok. Rakipler kullanıyormu? Hayır. Firmada daha önce
kullanılmış mı? Hayır.
AVANTAJLAR: DEZAVANTAJLAR: • Tek parça, depolama masrafı az, •
• Müşteride yapılan işlem • Değişiklik bir defa yapılır ve redüktör öyle
kalır, • •
RİZİKOLAR / GEREKEN EK BİLGİLER TUTULACAK YOL:
Aktuel
Elendi
DÜŞÜNCELER :
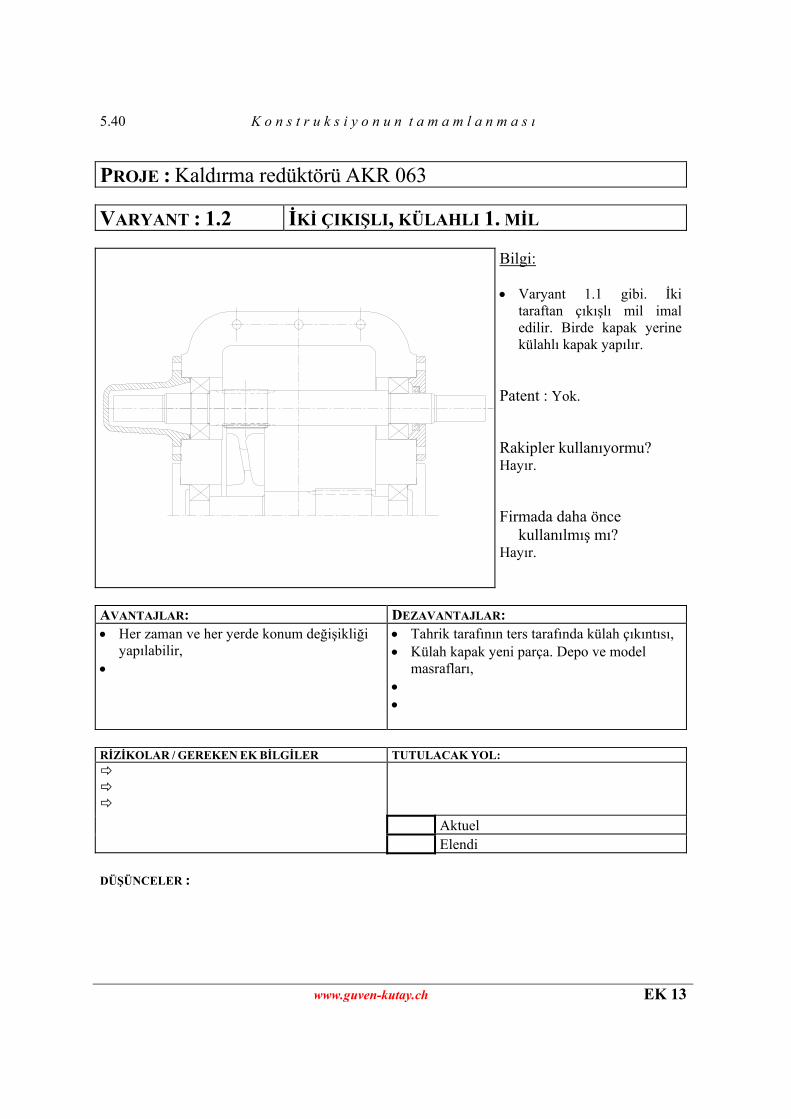
K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.40
PROJE : Kaldırma redüktörü AKR 063
VARYANT : 1.2 İKİ ÇIKIŞLI, KÜLAHLI 1. MİL
Bilgi: • Varyant 1.1 gibi. İki
taraftan çıkışlı mil imal edilir. Birde kapak yerine külahlı kapak yapılır.
Patent : Yok. Rakipler kullanıyormu? Hayır. Firmada daha önce
kullanılmış mı? Hayır.
AVANTAJLAR: DEZAVANTAJLAR: • Her zaman ve her yerde konum değişikliği
yapılabilir, •
• Tahrik tarafının ters tarafında külah çıkıntısı, • Külah kapak yeni parça. Depo ve model
masrafları, • •
RİZİKOLAR / GEREKEN EK BİLGİLER TUTULACAK YOL:
Aktuel
Elendi
DÜŞÜNCELER :

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.41
VARYANT 1.3, ORTADAN PİNYONLU 1. MİL VARYANT 1.4, ÇİFT PİNYONLU 1. MİL
VARYANT 1.5, SIKMA ELEMANLI 1. MİL VARYANT 1.6, EKLEME ÇATAL MUYLU 1.MİL
VARYANT 1.7, GEÇME PİNYONLU 1.MİL VARYANT 1.8, İKİ AYRI PİNYONLU 1.MİL
VARYANT 1.9, GENİŞ PİNYONLU 1.MİL VARYANT 1.10, ÇEŞİTLİ GEÇME MUYLU 1.MİL

K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.42
VARYANT 2.1, İKİ ÇIKIŞLI 4.MİL VARYANT 2.2, KÜLAHLI İKİ ÇIKIŞLI 4. MİL
VARYANT 2.3, KAYMA ÇARKLI 4.MİL VARYANT 2.4, KAVAL 4.MİL VE EK MUYLU
VARYANT 2.5, EKLEME ÇATAL MUYLU 4.MİL VARYANT 2.6, ÇEŞİTLİ GEÇME MUYLU 4.MİL
Görüldüğü gibi 16 varyant verilmiştir. Bunların onu birinci, altısı dördüncü mil varyantıdır. Birinci, ve dördüncü mil varyantları aynen alınırsa 20 ve daha bir sürü varyant bulunarak bu sayı daha çok arttırılır.
Burada seçimimizi "Varyant 1.4, Çift pinyonlu 1.mil" olarak yapmış olduğumuzu kabul edelim. Diğer taraftan yapılan hesaplar redüktör çıkış milinin tek uygu kamalı değilde komple kamalı mil olarak yapılması gerektiğini ortaya koymuş olsun.
Bütün imalat resimlerini yapalım. Sonra prototipi seri imalata vermeden önce firma yönetiminden okey alabilmek için "FMEA" hatalar ve rizikolar analizini yapalım. Bunun içinde tam yapılmış imalat resimlerine ihtiyacımız olduğu için burada Montaj parça listesi ve resmi ile her parça grubundan en az bir parça listeli imalat resmini FMEA grubuna verelim.

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.43
Rubrik Rubrik Rubrik Evrak-No. Tanımı Düşünceler
R01 AKR063R01 Redüktör, 4.mil kamalımil
Adet Adet Adet Poz. Evrak-No. Tanımı Düşünceler 1 1 063ALTKU Alt kutu 1 2 063-M1 1. Pinyon mil 1 3 063-M2 2. Pinyon mil kpl. 1 4 063-M3 3. Pinyon mil kpl. 1 5 063-M4 4. Mil kpl. 1 6 KA072-35 Kapak φ 072/35-M8 3 7 KA072 Kapak φ 072-M8 2 8 KA110 Kapak φ 110-M8 1 9 KA160 Kapak φ 160-M8 1 10 KA160-90 Kapak φ 160/90-M8 32 11 ST 088106335 6-Kö Cıv M8x35-8.8 1 12 063-KUTU-ÜST GÜst kutu 8 13 ST 088110055 6-Kö Cıv M10x55-8.8 2 14 ST 088110120 6-Kö Cıv M10x120-8.8 4 15 ST 088110145 6-Kö Cıv M10x145-8.8 4 16 ST 088110175 6-Kö Cıv M10x175-8.8 18 17 ST 188110000 6-Kö So M10-8.8 18 Yağ ISO VG 100
Çizen / Issued Değişik./Düze İsmi / Title
Kontrol eden / Reviwed
Revis./Adapt.
Tastik eden / Approved Önceki benz res: KALDIRMA REDÜKTÖRÜ AKR 063
Originated from: FİRMA Sayfa-No. Page-No.
1 Sayfa adedi No. pages 1
Dosya : AKR063_PL_00.DOC
Evrak No./Document-no.
AKR 063
Şekil 5.17, AKR 063, Montaj parça listesi

K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.44
AKR063
335
Ø30
R35 145
8040
405 80
307 37
0Ø
30678
5
10R35
3
13 4 129 8
--:\SHG\SHG080\DWG\SHG080.DWG
SHG080
KALDIRMA REDÜKTÖRÜ AKR063
32.5Ø18 125
320250
37.520
190
80
12
60
8
10200
7
100
6
AKR063
Zusst.
17 7 11 7
Şekil 5.18, AKR 063, Montaj resmi
GG 20 Kırdöküm sevk talimatı
D-D
063ALTKU
808
200
Ø110H7
180
780
200
063ALTKU
240
73
Ø160H7
89
196
R20
R10
432318
R50
73
50
R50
43
R10
R20
115130
Datei: 080_1_GEH_U.DWG
Döküm ölçüleri toleransý DIN1683-GTB17-BZ 4/7
Köşeler 0,2x45° kırılacak18
Döküm eðimi genel 3°
0,2
RED-ALT KUTUSUSHG080
Ø72H7 Ø72H7
R10
R20
R50
125160
R50
R10
R20
*)1 Ýþlemeye baþlangýç ölçüsü
Ölçülenmemiþ bütün yarýçaplar R = 5 mm
)1 (N6 N8 0,218
30
R10R10 20
15R10R10
30
M8
R10
10
240
10
405
E E
40
10
Ø11
170
110
23
G3/
4
60
120
A B
40
80
8090
G3/
4
R10
R10
80
R105
R10R1010R10 R10
R10 G R10
Ø185
G
(4)
E15°
0,5
A B
Ø11EE4073
68 48
275
180
G3/
4
R10
2323
80
D
60120
C
R10
R10
90
R80
R10
G3/4
R19
R10
R19
10
R10 G
Ø135
65
Ø100
R10
90
G3/
4
1010
R10
R10
53
Ø100R65
20
10
10
190
20
C-C
250
295
147
B-B
Ø18
125
20
G
60
30°
R10
R19
R19
20
R1010R10 R1032
DC
A-A
063ALTKU11
*)1
Redüktör alt kutusu
Şekil 5.19, AKR 063, Redüktör Altkutusu

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.45
Köşeler 0,2x45° kırılacak
A
6057.5
345
57
113±0,1
Zähnezahl
VERZAHNUNGSDATEN
Flankenrichtung
Messzähnezahl
Zahnweite
Bezugsprofil
Schrägewinkel
Zähnezahl
GEGENRAD
-0,089
Achsabstand im Gehäuse
Zeichnungsnummer
Verschiebungsfaktor
Teilkreisdurchmesser
Verzahnungsqualität
Eingriffswinkel
Ø45
,18h
9
50
209±0,05
N10
0
F
E
D
1 2
50
A =oWk
C
B
A
Ø44
Ø35
k5
100
B
20°
2
N6
N10
Modul
N10
17
N10
N6
N81 ( N6 ,
1
18N10 , 0,2
2
20
15°R0,6
3 4
W
WW
A = -0,136uWk
grösste Zahnweite
kleinsste Zahnweite
Werkzeug
Verzahnung
125±0,020
99
15,63715,5903u
3o
DIN 3972
DIN 867
DIN 8
15,7273
3
+0,25
40,181
18,9656rechts
x
d
5
180,2
50
4
m
Ø41
0,05 AB
R1.5N
10
N10
13z
n 3
R1.5
N10
3
2,5
0,3
Ø44
Ø45
,18h
9
N10 N6 N10
17
N10
Ø35
k5
20°
N6
3
5
Bearbz
1. Pinyon milDatei : 080-W1.DWG
6 7
10SHG080-HUBWERKGETRIEBE
120°
B
6,7
60°
6,8
A3
063-M1
8
Ø3,
15
120°
F
E
D
Sementasyon çeliği sevk talimatıØ50−355, 16MnCr5, MN: 1.7131
N10
Ø29
,8±0
,1
1
28.6
h12
30k6
20°
1.6H13
N6
B
0,9
STA05009
063-M11 1
6
1. Pinyon mil
7
8.0P
9
4.0
C
B
8
3,3 kg
A
Semente edilecek620-740HB ; 0,5mm 620-740HB ; 0,5mm
Semente edilecek
063-M1
063-GZR1
Şekil 5.20, AKR 063, Kaldırma redüktörü pinyonlu 1. mili 5
0
50
F
E
D
1
063_M2
2
C
B
A
100
1 2
3 4 5
3
3
2
4
063_M2
SHG080-HUBWERKGETRIEBE
2.Pinyonmil kpl.Datei : 080_3_W2_ZS.DWG
6 7
Montz
1 3
6 7
D
A3
8
F
E
C
B
A
8
Şekil 5.21, AKR 063, Kaldırma redüktörü 2. Pinyonmil kpl.

K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch EK 13
5.46
Döküm ölçüleri toleransı DIN1683-GTB17-BZ 4/7
2. DişliçarkDatei : 080-ZR2.DWG
Köşeler 0,2x45° kırılacak
Döküm eğimi genel 3°
Zeichnungsnummer
Verzahnungsqualität
Achsabstand im Gehäusekleinsste Zahnweitegrösste Zahnweite
Sevk talimatı GS - 16MnCr5
DÝÞ ÇEKME ÖLÇÜLERÝ
TeilkreisdurchmesserVerschiebungsfaktor
GS - 16MnCr52. Dişli çark
10
60
R3
R8
N10
20
60
R8
063DÇ02
500
F
E
D
100
1 2
Ø12
0
Ø23
7
Ø18
0
3
N8
N8
20°
C
B
A
1 2
2 (N
10
N6
N8,N6 ,
3xØ
24
3 4
3
R8
N6
Ø26
8.33
h9
Ø70
H7N
8
20°
5 6
0,218
Zähnezahl
GEGENRAD
ZahnweiteMesszähnezahl
oWkA = -0,160
Semente edilecek620-740HB ; 0,5mm
0,01
43
(13,5)10°
R8
180,2
N10
N10
65
A
2 1
Flankenrichtung
Bezugsprofil
ModulZähnezahl
EingriffswinkelSchrägewinkel
STA05008
063DÇ02
DIN 3972Werkzeug
SHG080-HUBWERKGETRIEBE
7
063DÇ02
Bearbz
A3
8
11u
11o
11
-0,235A =uWk
WW
W
18063-M2
97,14097,064
160±0,02
97,299
DIN 811
F
E
D
7 8
Verzahnungdx
m
z
+0,19472
DIN 867261,158
rechts15,2185°
20
84
n 3
C
B
A
Şekil 5.22, AKR 063, Kaldırma redüktörü dişli çarkı
5
2
D
F
E
1 2
0
50
C
B
A
100
1
3 4
3
3
2
4
SHG080-HUBWERKGETRIEBE
3.Pinyonmil kpl.Datei : 080_3_W2_ZS.DWG
6 7
Montz
1 3
5 6 7
D
A3
8
F
E
C
B
A
8
063_M3063_M3
Şekil 5.23, AKR 063, Kaldırma redüktörü 3. Pinyonmil kpl.

KS A n a ö r n e ğ i n ç ö z ü m ü
www.guven-kutay.ch EK 13
5.47
KA110
0,4
20
Döküm ölçüleri toleransı DIN1683-GTB17-BZ 4/7Döküm eğimi genel 3°
050
Kapak 110-M8Datei : DK110.DWG
1 2
SHG080-HUBWERKGETRIEBE
3
Bearbz
Köşeler 0,2x45° kırılacak
Ölçülenmemiş bütün yarıçaplar R = 2,5 mm
15
180,2
Ø13
5
Ø16
0
Ø11
0g6
Ø95
1
100
321
4xØ
9
10
KA1101
,(
N6
2,5
R3
Kapak 110-M8
N6N8
GG 20
F
4
A4
E
D
4
20°
3
15°
C
B
0,218
A
Şekil 5.24, AKR 063, Kapak 110-M8
KA072
15°0,4
20
Döküm eğimi genel 3°Döküm ölçüleri toleransı DIN1683-GTB17-BZ 4/7
050
Kapak 072-M8Datei : DK110.DWG
1 2
SHG080-HUBWERKGETRIEBE
3
Bearbz
N6
2
Ölçülenmemiş bütün yarıçaplar R = 2,5 mm
Köşeler 0,2x45° kırılacak180,2
Ø10
0
Ø12
0
Ø91
7
15
Ø52
H7
Ø60 Ø72
g6
10°
1
100
321
4xØ
9
10
KA0721
,(
N6
2,5
R3
Kapak 072-M8
N6N8
GG 20
3
F
4
A4
E
D
4
20° C
B
0,218
A
Şekil 5.25, AKR 063, Kapak 072-M8
K o n s t r u k s i y o n u n t a m a m l a n m a s ı
www.guven-kutay.ch
6.48
6 Konu İndeksi
B
Belirli konstrüksiyon ......................................... 5.2 Belli konstrüksiyon............................................ 5.2
Ç
Çok yönlü dizi prensibi ..................................... 5.6
D
Doğa ve çevre emniyeti ..................................... 5.5 Doğrudan emniyet tekniği ................................. 5.5 Dolaylı emniyet tekniği ..................................... 5.6
E
Emniyet tekniği ................................................. 5.5
F
Fonksiyon emniyeti ........................................... 5.5
G
Garantili var olma prensibi................................ 5.5
H
Hata ağacı analizi .............................................. 5.7
I
İkazlı emniyet tekniği ........................................5.6 İş emniyeti..........................................................5.5
K
Kontrol listesi 5.1.............................................5.21 Kontrol listesi 5.2.............................................5.22 Kontrol listesi 5.3.............................................5.23
P
Parçanın emniyeti ..............................................5.5
S
Sınırlı bozulma prensibi .....................................5.6
T
Talimatlar.........................................................5.22
U
Üç-Basamak-Metodu .........................................5.5










![BÃ RO YÃ NETÄ°MÄ° STAJ EVRAKLARI · øúohwph\h dlw elu |uj w úhpdvÕ ol]lql] øúohwph\l |uj w n ow u doÕvÕqgdq vhurprqlohu vorjdqodu klnd\hohu ndkudpdqodu« doÕvÕqgdq](https://static.fdocument.pub/doc/165x107/5e1bafb15b4a7932cd2c0c7c/bf-ro-yf-netm-staj-evraklari-ohwphh-dlw-elu-uj-w-hpdv-ollql.jpg)
![MUHASEBE STAJ EVRAKLARI - cdn.comu.edu.tr · ( øú\hulqlq 3d]duodpd øúohwphvl 2opdvÕ +dolqgh øúohwphgh x\jxodqdq il\dwodqgÕupd srolwlndvÕ øúohwphgh gd÷ÕwÕp ndqdoÕ wrswdqfÕ](https://static.fdocument.pub/doc/165x107/5e05e866a756434a9338e848/muhasebe-staj-evraklari-cdncomuedutr-hulqlq-3dduodpd-ohwphvl-2opdv.jpg)





