2.1 Ciclo Injecao Termoplasticos

of 64
Transcript of 2.1 Ciclo Injecao Termoplasticos
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
1/64
PROCESSAMENTO DE POLMEROSAULA 2.1 - CICLO DE INJEO
MOLDAO POR INJEO DE POLMEROS
TERMOPLSTICOSeTERMOENDURECVEIS
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
2/64
Agenda e introdu
Moldaopor injeo
Termoplsticos eTermoendurecveis
Carlos EduardoRamos Gomes
Generalidades
Equipamento de uma clula de moldao por injeo
Ciclo de injeo
Movimento a que est animado o fuso
Fase de plasticizao
Fase de injeo
Fase de compactao ouholding
Fase de arrefecimento
Influncia do ciclo na qualidade da pea injetada
Reviso de conceitos e exerccios
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
3/64
Objetivos para o nvel de aquisconhecimentos nestes slid
Moldaopor injeo
Termoplsticos eTermoendurecveis
Carlos EduardoRamos Gomes
Conhecer perfeitamente e naponta da lnguao ciclo de moldao de um
Conhecer os movimentos a que est animado o parafuso
Ter conhecimento profundo sobre as condicionantes da fase de plasticiza
Ter conhecimento profundo sobre as condicionantes da fase de injeo
Ter conhecimento profundo sobre as condicionantes da fase de compacta
Ter conhecimento profundo sobre as condicionantes da fase de arrefecim
Implicaes na qualidade das peas nas diversas fases do ciclo
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e t
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
4/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Importncia do ciclo de injeConhecer perfeitamente as fases de fabrico de uma pea injeSaber identificar perfeitamente os defeitos de cada fase doimplicar nas peas;
Conseguir otimizar perfeitamente o ciclo de injeo;
Eterno balano entre qualidadevsprodutividade;Fundamento terico base de qualquer tcnico de injeo;Conseguir identificar anomalias no processo de moldao de
Fase deinjeoCiclo de injeo
Fase dearrefecimento
Generalidades Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
5/64Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Importncia do ciclo de inje
Fase deinjeoCiclo de injeo
Fase dearrefecimento
Generalidades Fase deplasticizao
VARIVEIS DEENTRADA
TemperaturasVelocidadesTemposCursos
Presses
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
6/64Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoCiclo de injeo
Fase dearrefecimentoGeneralidades
Fase deplasticizao
Fatores que afetam a contra
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
7/64Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Figura * - Mquina de moldao por injeo.
Mquina de moldao por inje
Fase deinjeoCiclo de injeo
Fase dearrefecimento
Generalidades Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
8/64Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
9/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo - fecho
F d
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
10/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo - fecho Fuso recuad
Material plcilindro na cilindro;
Cavidade vmaterial;
O fecho devfaseada: grande inrcmolde encociclo;
Fundamentaresidncia.
F d F dF d
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
11/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo - injeo
F d F dF d
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
12/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo enchimento da c
Injetar a quantidade necessriade polmero no interior dacavidade: grande fora epresso;
Fuso avana como um mbolo:vlvula de no-retorno;
Velocidade de injeoescalonada: lenta-rpida-lenta;
Deve-se sempre evitar rebarba;
Deve-se sempre garantir umenchimento completo (98%).
Fasede FasedeFasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
13/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo - pressuriza
Fasede FasedeFasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
14/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Ciclo de injeo - pressuriza
Continuade pressoda injesolidifca
!"itar so#recomp
$uas %un&contrao e"itar o pol(mero pacilindro
+arantir
Fasede FasedeFasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
15/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Determinao do tempo de segunda p
Injeta-se a pea sem compactao;
Incrementa-se o tempo de aplicao dacompactao, de 1 em 1 seg, e retira-se peas decada vez que se incrementa o tempo de aplicao;
Pesa-se as peas, e faz-se um grfico com aevoluo do peso em funo do tempo deaplicao da segunda presso;
Quando o grfico comear a ficar constante, estencontrado o tempo de aplicao daholding.
Fasede FasedeFasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
16/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Determinao do tempo de segunda p
FasedeG lidd FasedeCild ij Fasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
17/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Comutao entre injeo e pressu
FasedeG lidd FasedeCild ij Fasede
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
18/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
Comutao entre injeo e pressu
O tipo de comutao (entre as fases de enchimento e de pressurimportante, a forma como se faz a mudana entre a presso de ea presso de compactao. Esta pode ser por 4 formas:1)presso na cavidade;2)presso hidrulica;3)comutao por curso;
4)comutao por tempo.
)De seguida explica-se detalhadamente as diferentes formas de suas vantagens e as suas desvantagens.
Importante para controlo do processo e da contrao d
Fase deGeneralidades Fase deCiclodeinjeo Fase de
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
19/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Comutao entre injeo e pressuTipo de
comutao Vantagens Desvan Dependncia
do curso do
fuso
O processo mais simples, mais preciso,
independente da velocidade de injeo[o que
sempre bom pois consegue-se tornar mais
independente de outras variveis]
A reprodutibilidade depen
vlvula de no-retorno
unidade de plasticizao
vlvula de no-retorno de
de 6 mese
Por tempo
Pode ser preciso, independente do desgaste e do
estado da unidade de plasticizao
Muito dependente da ve
desgaste[temos de cons
estvel ao nvel da ve
Presso na
cavidade
Independente das variveis operatrias[o que
sempre uma vantagem pois estas podem variar,
por exemplo, muda-se um pouco a temperatura de
fundido, o tempo de injeo muda ou existe um
desgaste da vlvula de no-retorno, o que implica
inconstncias nas outras formas]
Sensvel viscosidade
nas variveis de process
se colocar um s
Fase deGeneralidades Fase deCiclodeinjeo Fase de
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
20/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Comutao entre injeo e pressu
A) No conseguido uma estabilidade doprocesso, peas no compactadas;
B) Grande pico de presso, peacompactada com a presso de injeo;
C) Compactao prematura, enchimento dapea com a segunda presso;
D) Comutao correta.
Fase deGeneralidades Fase deCiclodeinjeo Fase de
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
21/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Comutao entre injeo e pressur
Presso vs Tempo;
Molde fechado e molde
Cavidade preenchida;
Contrao: ponto de co
Fase deGeneralidades Fase deCiclodeinjeo Fase de
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
22/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
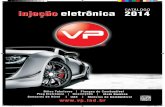
Pressurizao - contrao
Importncia da contrao dos pol Os polmeros quando arrefecem, criam estruturas ordenadas, que ocupaaumento da densidade;
A ferramenta deve compensar esta contrao, a cavidade e a bucha demaiores do que a pea;
Quanto maior a pressurizao: menor a contrao do polmero; Os polmeros amorfos, contraem, bastante menos, do que os polmeros semos SC chegam a contrair o dobro dos amorfos;
A contrao afeta diretamente a qualidade da pea e sobretudo a estabilidadpea;
O empeno e a distoro de forma, so muito afetadas pela contrao. Orelao direta entre contraes distintas em diferentes locais da pea.
Fase deij Generalidades
Fase deiCiclodeinjeo
Fase deii
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
23/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Pressurizao - contrao
Relao entre a presso, atemperatura e a densidade;
Quanto maior a presso, maiora densidade;
A temperatura tem umainfluncia extrema na contraodo material.
Fase deij Generalidades
Fase def i tCiclodeinjeo
Fase del tii
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
24/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Ciclo de injeo - plasticiza
Fase deij Generalidades
Fase def i tCiclodeinjeo
Fase del tii
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
25/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeoGeneralidades arrefecimentoCiclo de injeo plasticizao
Ciclo de injeo - plasticiza
Fuso roda e recua;
Plasticiza uma quantidade dematerial: volume das moldaes+ canais de alimentao + jito +almofada;
Pode ser feito o chamado atraso
na plasticizao;
Reduzir ao mnimo o tempo deresidncia;
Controlar com cuidado a contra-presso.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
26/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoj plasticizao
Plasticizao - almofada
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
27/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoj plasticizao
Plasticizao - almofada
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
28/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoplasticizao
Plasticizao - almofada
Evitar que o fuso contacte com o injetor do molde e imdesgaste em cada ciclo;
Controlar o processo: se conhecermos a quantidade de mfica entre o injetor e o fuso, temos um controlo das fases
curso e da quantidade de material que entra na cavidade;
Deve compreender uma quantidade de material de 5 a 10a 10% do curso de dosagem.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
29/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoplasticizao
Ciclo de injeo arrefecimen
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
30/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoplasticizao
Ciclo de injeo arrefecimen Fase mais importante do ciclo:controla o preo das peas e amicroestrutura do polmero;
Determina a qualidade das peas,empeno e distoro de forma;
Fase mais prolongada do ciclo;
Fuso tanto pode estar a rodar erecuar como, parado e recuado;
Depende sobretudo do polmero eda temperatura do molde.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
31/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
injeo arrefecimentoplasticizao
Arrefecimento - contrao
Estruturas ordenadas quvolume ocupado;
Forte dependncia da tepolmero fundido e da teao;
As estruturas ordenadmelhorar vrios aspetos d
Aspetos de ordem d(empeno e distoro de foso afetados.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
32/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
jp
Ciclo de injeo abertura
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
33/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
jp
Ciclo de injeo abertura Parte fixa e parte mvel deixam deestar em contacto;
Otimizar o ciclo de injeo;
Deve ser escalonada: lenta-rpida-lenta;
Fuso est recuado e parado, materialfundido est no cilindro;
A separao entre partes do moldedeve ser a mnima possvel: altura dapea + curso de extrao +comprimento do jito.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
34/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
jp
Ciclo de injeo extrao
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
35/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo extrao
Acionar o sistema de e
Normalmente est nmolde;
Fuso est recuado e quantidade de materiaser injetado;
Controla-se a velocidapresso e nmero de
Evitar defeitos como me arrastamentos, defedas variveis do proce
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
36/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo tempo mor
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
37/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo tempo mort
Fuso recuado e p
Tempo que deco
Apenas algunsegundos;
Essencial quand
manual;
Em automtico, q
No deve variarque estabilidad
afetada.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
38/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase do ciclo deinjeo Descrio Variveis dep
0 Fecho
Nesta fase d-se o fecho do molde, este
segue um patamar de velocidade de fecho,
sendo lenta-rpida-lenta, ento aplicada
uma fora de fecho imposta pela unidade de
fecho da mquina
Fora de fecho, velocidad
velocidades d
1 Injeo
O fuso avana e injeta sob alta presso,
tipicamente entre 10 a 150 MPa,preenchendo assim a cavidade de material
plstico
Presso de enchimento, ve
patamar de velocidade dinjeo, temperatu
2 -Pressurizao
O fuso continua a forar sob presso mais
material para o interior da cavidade,
contrariando assim a contrao volumtrica
do material e evitar o refluxo de material para
o interior do cilindro
Presso e tempo de aplica
velocidade de co
Tabela * - Fases do ciclo de injeo, comentrios e variveis dependentes.
Ciclo de injeo
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
39/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo
Fase do ciclo deinjeo
Descrio Variveis dep
3 PlasticizaoO fuso recua e faz a plasticizao de
mais material para o novo ciclo de
injeo
Contra-presso, velocid
fuso
4 Arrefecimento
O molde continua fechado e assim a
pea arrefecida com a formapretendida
Tempo de arre
5 AberturaO molde abre para permitir a extrao
da pea da bucha
Velocidade de abertura
rpida-le
a#ela * - Fases do ciclo de injeo, comentrios e "ari"eis
dependentes.
Fase deinjeoGeneralidades
Fase dearrefecimentoCiclo de injeo
Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
40/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo
Fase do ciclo deinjeo
Descrio Variveis dep
6 ExtraoOs extratores avanam e assim
extraem do molde a pea, j com ela
com as formas pretendidas e j
solidificada
Velocidade de avano
nmero de vezes qu
avana
7 - Tempo morto
Em ciclos automticos este tempo
quase nulo, mas em ciclos semi-
automticos ou em casos em que
necessrio colocar-se insertos este
tempo pode ser maior
Durao do tem
Tabela * - Fases do ciclo de injeo, comentrios e variveis dependentes.
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
41/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Movimentos do fuso
Comeo da plasticiao' %usocomea a rodar e a recuar para umano"a quantidade de material fcardispon("el
Final da plasticiao' %uso est
recuado e parado, no"a quantidadematerial est na parte superior
!ncimento' %uso atuado como um/m#olo, %ora o pol(mero para ointerior da ca"idade a uma dada taae presso.
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
42/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Movimentos d
Compactao' %uso a"elocidade menor injeo, para cocontrao do pol(meesta#ilidade dimensio
0rre%ecimento' %usoplasticiar no"a qumaterial, quando tparado com a qumaterial dispon("el seguinte
!trao' %uso est
recuado.
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
43/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Comentrios ao ciclo de
injeo 1 arre%ecimento
%undamental, quando opol(mero toca as paredes %riasdo molde, o arre%ecimentocomea de imediato
0 descompresso acontecesempre que seja necessriogarantir que o material no)ua pelo #ico 2n3lons4 egarantir que no seja aplicado
demasiada presso na %rente
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
44/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Comentrios ainje
1 atraso na plasser %undamental o tempo de material no cilind
0 esta#ilidade d
questo da maio"ital para o#est"eis e dimper%eitas
6unca se de"e arti%(cios, ou se
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
45/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Ciclo de injeo
A maior parte do ciclo de injeo passado no arrefecimento, logo depende desta etapa e da otimizao do sistema de controlo da temperdevido a isto se faz o estudo de CAE de simulao ao desenvolvimento do
Pode produzir-se peas com tempos de arrefecimento nulos, se o tempotempo de plasticizao somados for maior ou igual que o tempo necessria pea;
Utiliza-se o chamado atraso na plasticizao, quando o tempo de reselevado e pode degradar o material devido exposio temperatura[o pcom muita facilidade], logo, atrasa-se a plasticizao, para o material estano cilindro sob altas temperaturas.
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
46/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deplasticizao
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
47/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase deinjeoGeneralidades Fase dearrefecimentoFase deplasticizaoCiclo de injeo
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
48/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Consiste em fundir a quantidade de material certa: volume das molda
de alimentao (jito, canais primrios e secundrios e ataque) e deixaalmofada (5 a 10 mm ou cerca de 10% do curso de dosagem);
Evitar a degradao do material (temperatura de fundido) rotao do Minimizar tempo de residncia (atraso na plasticizao) escolha da m Homogeneizar a temperatura do material fundido quer radial quer curso de dosagem e temperatura das resistncias;
Fazer um balano entre contra-presso, velocidade de rotao do fusode fundido;
Se existir aditivos, fazer uma correta escolha das variveis; Viscosidade suficientemente baixa para evitar grandes presses de inj Escolher com cuidado a temperatura do fundido ficha tcnica docompletar com mais dados)
1. fase do ciclo plasticizao ou plas
Fase deplasticizaoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deinjeo
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
49/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Forar o polmero fundido a entrar para a cavidade sob grande forvelocidade; Presses exercidas na ordem de 50 a 200 MPa, ou cerca de 500 a 2000 bar Velocidade de injeo de preferncia escalonada lenta-rpida-lenta; Balano entre reduzir o tempo de injeo e a orientao molecular; Evitar o aparecimento de rebarbas e sobretudo evitar o enchimento da pdeholding(compactao);
Fazer a comutao com cerca de 98% da pea preenchida; Otimizar o ciclo de injeo; Fazer a ligao com a descompresso; Deixar sempre almofada, de preferncia 10% do curso ou de cerca de 5 a 1 Fazer um balano entre temperatura de fundido, espessura da pea e caud Evitar empeno e outros defeitos como marcas de enchimento e no ataque
2. fase do ciclo - injeo
Fase deplasticizaoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deinjeo
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
50/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Nesta etapa de enchimento, a presso aumentar, e esta tem como variveis dvelocidade de injeo, a viscosidade (temperaturas de molde e de fundido);
Tem como forte influncia, os seguinteviscosidade, degradao molecular que ppor elevada velocidade, a cristalinidade qforte influncia a temperatura de molde emolecular imposta por elevada velocidade;
Tem uma forte influncia na qualidade supe
Fase de injeo
Fase deplasticizaoGeneralidades Fase dearrefecimentoCiclo de injeo Fase deinjeo
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
51/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fluxo em fonte
Fluxo semelhante a uma fon
Polmero flui pelo centro do e
Camada junto s paredesinstataneamente solidificada
Temperatura maior no centro
As variveis do processovelocidades) tm influnciacomportamento do escoame
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
52/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Desde o momento em que o polmero fundido toca as paredes da cavid
extrado, denominado tempo de arrefecimento; Balano entre temperatura de fundido, espessura da pea, projeto temperatura da ferramenta e PRODUTIVIDADE;
Influencia a estrutura molecular da pea propriedades mecnorientao molecular, resistncia qumica e ambiental;
Tanto pode assumir 1 ou 2 segundos como vrios minutos;
A claridade da pea afetada pelo somatrio do tempo de artemperatura da ferramenta; Tem influncia direta no custo da pea; um dos mais importantes parmetros para controlar a reprodprocesso;
Por cada mm de espessura, requer 10 segundos de arrefecimento para
3. fase do ciclo arrefecimento ou
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
53/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Nesta fase existe a mudana da presso para a presso de compactao, vacristalinidade e a anisotropia (propriedaconsoante a direo do esforo aplicado)
Tem influncia no peso da moldaoformada e no enchimento e compactao
Fase de comuta
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
54/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase de arrefecimento
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
55/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Fase de arrefecimento - espessu
Fator determinante: Espessurada pea - THICKNESS
Objetivo: i. Material recuperar arigidez; ii. Retirar calor aofundido; iii. O mais rapidamente
e, sobretudo, de forma maisuniforme possvel ao longo dasuperfcie da ferramenta.
Cl fi
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
56/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
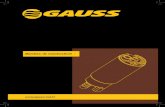
Polmero Densidade Calor especfico
Unidades kg/dm 3 kJ/kg.C
PET 1,37 1,05
PET + 30GF 1,63 -
Fenlico 1,40 1,30
PC 1,15 1,26
Polister insat. 1,20 1,20
PP 0,91 1,93
LDPE 0,92 2,30
HDPE 0,95 2,30
PTFE 2,10 1,00
PVC no-plast. 1,40 1,00
PVC plast 1,30 1,67
SAN 1,08 1,38
Tabela * - Calor especfico de vrios polmeros.
O calor especfico tem muita determinar o tempo de arrefecimenPTFE e as poli(olefinas) tm muiarrefecimento do que um PC. Pasemi-cristalinos, o que s por si imp
arrefecimento para a cura da pea.
Calor especfico
Fase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo Fase dearrefecimento
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
57/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Nesta etapa as variveis que tm influncia so: nvel e dtemperatura de molde, deformao do molde e nvel da f
Vai influenciar a cristalinidade, a orientao no molde e influenciar indiretamente a formao de chupados/vaziopode ser excessivo e controlado;
Vai influenciar as seguintes caractersticas: peso (quancolocado no espao entre a bucha e a cavidade), estabivazios/chupados, relaxao e forma de extrao (marcas
prefervel, portanto, projetar uma contrao maicristalinos (prevendo mais contrao) e obt-los com mque compactar a pea com presses mais altas, comoaumenta-se um pouco o tempo de aplicao da holding possveis problemas que possam aparecer;
Fase de extra
Fase dearrefecimentoFase deplasticizaoGeneralidades Fase deinjeoCiclo de injeo
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
58/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Atua quando a pea est curada e quando a ferramenta abre; Evitar-se marcas de extratores; A zona e a dimenso dos extratores definida na fase de projeto (lisimulao de CAE);
Alteraes na extrao podem implicar profundas revises de projeto; A extrao tanto pode estar na parte fixa como na parte mvel (mais co
Controla-se a velocidade a que so atuados os extratores e a sua preso nmero de vezes em que a extrao avana, como tambm o curso curso de recuo, que pode ser dado pelos pernos de retorno.(* colomais info)
4. fase do ciclo extrao
ExercciosImplicao naqualidade Reviso deconceitos Bibliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
59/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Influncia e implicaes na qualidade
Balano entrequalidade vs produtividade; Controlo da estabilidade do ciclo, quer contrao, quer empeno, qudimensional;
As variveis a controlar na estabilidade do ciclo, so:i.Almofada: fase de injeo e quantidade de material injetado;
ii.Tempo de injeo: otimizao do ciclo e da fase de injeo;iii.Tempo de arrefecimento: controlo da microestrutura da pea e(estabilidade dimensional);iv.Tempo de ciclo: controlo do preo das peas e da estabilidade e reprprocesso.
ExercciosImplicao naqualidade Reviso deconceitos Bibliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
60/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Objetivos propostos
Conhecer perfeitamente e naponta da lnguao ciclo de moldao de umConhecer os movimentos a que est animado o parafusoTer conhecimento profundo sobre as condicionantes da fase de plasticizaTer conhecimento profundo sobre as condicionantes da fase de injeoTer conhecimento profundo sobre as condicionantes da fase de compacta
Ter conhecimento profundo sobre as condicionantes da fase de arrefecimImplicaes na qualidade das peas nas diversas fases do ciclo
Reviso deconceitosImplicao naqualidade Exerccios
E i
Bibliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
61/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Exerccios1.O ciclo de moldao pode ser definido como o conce
fundamental para qualquer bom tcnico de injeo de polperfeito conhecimento a primeira base numa abordagem injeo. Comente a afirmao.
2.O ciclo de moldao de uma pea assume vrias etapas.a)Diga quais so estas etapas.
b)Descreva de que movimentos est animado o parafuso em cadetapas do ciclo de injeo.
3.Esclarea o que entende por atraso na plasticizao, descalmofada, indique em que situaes se faz uso destas processo de injeo.
Reviso deconceitosImplicao naqualidade Exerccios
E i
Bibliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
62/64
CarlosEduardoRamosGomesProcessodemoldaoporinjeotermoplsticosetermoendur
Exerccios4. Num determinado ciclo de moldao de uma pea temos a segui
compactao aplicada durante 7 segundos, o arrefecimento terico a rotao do fuso para plasticizar nova quantidade de material de 12 so tempo de arrefecimento que temos no ciclo? Faa um esquema ilustpassa neste ciclo.
5. A determinao do tempo de aplicao da segunda presso fundamdefeitos nas peas e para otimizar o processo. Explique como
determinao e que defeitos podemos ter nas peas se no for escocorreta.
6. A fase de comutao da presso de injeo para a compactao e a forcomutao so fundamentais para um afinador do processo. Indiquformas de se fazer a comutao, distinga as suas vantagens e desvanta
Reviso deconceitosImplicao naqualidade Exerccios
E i
Bibliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
63/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Exerccios7. Indique em que situaes num determinado ciclo de injeo, n
de arrefecimento. Explore este conceito.
8.Diga o que entende por contrao e de que forma afeta, tanmoldao como a qualidade das peas obtidas por esta processamento.
9. O fuso assume vrias posies nas fases de injeo, arrefecimento e extrao. Faa um esquema elucidativo das posnestas fases do ciclo e legende-o corretamente.
10.Comente a seguinte afirmao: No boa prtica, definir temdependentes do tempo de rotao do fuso para plasticizar nova material.
Reviso deconceitosImplicao naqualidade Exerccios Bliografiarecomendada
-
7/26/2019 2.1 Ciclo Injecao Termoplasticos
64/64
Carlos Eduardo Ramos Gomes Processo de moldao por injeo termoplsticos e termoendur
Bibliografia recomendada
1. Site dos fabricantes de matrias-primas, Bayer, BASF, Dupont, LSabic;
2. Injection Molding Handbook, Rosato;3. Plastic part design for injection molding, Malloy;4. Sites de troca de documentos, ebah, scribd;5. Handbook of molded part shrinkage and warpage, Fisher;
6. Sites da especialidade, relacionados com injeo de polmeros, polpara injeo de polmeros, ciclo de injeo, mquinas de moldao p7. Sites de fabricantes de maquinaria para injeo polmeros, Arbu
Milacron, Demag, Engel, Krauss-Maffei.