1 FRESAMENTO 1. Introdução Processo de fabricação onde cavacos são retirados progressivamente...
89
1 FRESAMENTO 1. Introdução Processo de fabricação onde cavacos são retirados progressivamente através de movimentos coordenados entre uma ferramenta multicortante em rotação e movimentos de avanço da peça. Em máquinas mais recentes, a ferramenta pode avançar em qualquer direção contra a peça. Na operação de fresamento a ferramenta de corte possui vários gumes e executa movimento de giro, enquanto é pressionada contra a peça. A peça movimenta-se (avanço) durante o processo.A superfície usinada resultante pode ter diferentes formas, planas e curvas.
Transcript of 1 FRESAMENTO 1. Introdução Processo de fabricação onde cavacos são retirados progressivamente...

1
FRESAMENTO
1. Introdução
Processo de fabricação onde cavacos são retirados progressivamente
através de movimentos coordenados entre uma ferramenta multicortante
em rotação e movimentos de avanço da peça. Em máquinas mais
recentes, a ferramenta pode avançar em qualquer direção contra a peça.
Na operação de fresamento a ferramenta de corte possui vários gumes e
executa movimento de giro, enquanto é pressionada contra a peça. A
peça movimenta-se (avanço) durante o processo.A superfície usinada
resultante pode ter diferentes formas, planas e curvas.

2
FRESAMENTO
O fresamento é um dos métodos de usinagem de maior versatilidade,
porém um dos mais complicados. Em fresamento existem muito mais
fatores que podem influenciar o resultado da usinagem do que em
torneamento. Porém, o índice de remoção de material é extremamente
alto e as possibilidades de conseguir um bom acabamento da
superfície são excelentes.

3
Os principais tipos de fresamento, em relação ao efeito sobre uma peça, ou do ponto de vista da trajetória da ferramenta,são:
-faceamento-fresamento de cantos a 90o
-fresamento de perfis-fresamento de canais-tornofresamento-fresamento de roscas-cortes-fresamento com altos avanços-fresamento de mergulho-fresamento de rampa-interpolação helicoidal-interpolação circular-fresamento trocoidal

4

5
Desbaste de açosAcabamento/perfilamento
de aços
Alumínio
CoroMill 245
CoroMill 390
CoroMill 200
CoroMill 245
CoroMill Plura
CoroMill 300
CoroMill Century
CoroMill 390CoroMill Plura
Muitos tipos de operações de fresamento

6
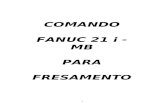
Muitos tipos de operações de fresamento
1 2 3 4 5 6 7
8 9 10 11 12 13 14
1 FACEAMENTO 8 CORTES2 FRESAMENTO DE CANTOS A 90º 9 FRESAMENTO COM ALTOS AVANÇOS3 FRESAMENTO DE PERFIS 10 FRESAMENTO DE MERGULHO4 FRESAMENTO DE CAVIDADES 11 FRESAMENTO DE RAMPA5 FRESAMENTO DE CANAIS 12 INTERPOLAÇÃO HELICOIDAL6 TORNOFRESAMENTO 13 INTERPOLAÇÃO CIRCULAR7 FRESAMENTO DE ROSCAS 14 FRESAMENTO TROCOIDAL

7

8

9
3.2. Fundamentos Básicos
Distinguem-se dois métodos de fresamento, o frontal e o tangencial (ou periférico), cada um com suas vantagens e desvantagens.
Quanto à relação entre os sentidos das velocidades de corte e de avanço, distinguem-se fresamento concordante e discordante.
Para fazer essa distinção, considera-se que a fresa apenas gira enquanto que a peça apenas avança contra a ferramenta. Esta é a situação mais comum no fresamento convencional.
.

10

11

12
Variáveis e Parâmetros de Corte
No fresamento, assim como nos demais processos de usinagem, existe uma série de importantes parâmetros de corte a considerar. Eles descrevem quantitativamente os movimentos, as dimensões e outras características da operação de corte.
Os parâmetros que descrevem o movimento da ferramenta e/ou peça são: freqüência de rotação, velocidade de corte e velocidade de avanço.
As dimensões do corte são: profundidade de corte e penetração de trabalho.
Outros parâmetros são: diâmetro da ferramenta e seu número de dentes (gumes principais), taxa de remoção de material e o tempo de corte.

13
Definições Básicas
n = Velocidade do fuso, rpm
(rotações por minuto)
vc = Velocidade de corte
(m/min)
Dc = Diâmetro da fresa
(mm)
n
vc
n
(m/min)
(rpm)

14

15

16
fz = Avanço por dente
(mm/dente)
vf = Mesa de Avanço
(mm /min)
zn = Número efetivo de dentes
fn = Avanço por rotação = ( fz x zc)
vf = fz x zn x n
fz
nn
zn= 6

17
Fresamento Periférico
No fresamento tangencial a superfície fresada se encontra, de modo geral, paralela ao eixo da fresa. Também a profundidade de corte ap é significativamente maior que a penetração de trabalho ae.
No fresamento tangencial concordante (ou apenas fresamento concordante), os sentidos das velocidades de corte e de avanço são, em média, os mesmos. A espessura do cavaco decresce durante a sua formação. A espessura do cavaco é máxima no início do corte e mínima no final (teoricamente zero). Assim, na saída do gume, ocorre o esmagamento de material e maior atrito entre o gume e a superfície de corte.

18
A espessura do cavaco é máxima no início do corte e mínima no final (teoricamente zero). Assim, na saída do gume, ocorre o esmagamento de material e maior atrito entre o gume e a superfície de corte.

19
No fresamento periférico discordante (ou apenas fresamento
discordante) ocorre o contrário. Os sentidos das velocidades de corte e
de avanço são, em média, opostos. A espessura do cavaco cresce
durante a sua formação. Neste caso, a espessura do cavaco é mínima no
início do corte e máxima no final.

20
Se ocorrer fresamento discordante puro a espessura inicial é teoricamente zero. Assim, no momento da entrada do gume, não há corte, mas apenas o esmagamento de material. Consequentemente os esforços e a tendência a vibrações na ferramenta são maiores.

21
No fresamento discordante, com a pastilha iniciando seu corte com uma
espessura de cavaco zero, temos grandes forças de corte que tendem a
afastar a fresa e a peça uma da outra. A pastilha tem que penetrar,
criando um atrito ou efeito de brunimento com altas temperaturas e,
geralmente, entra em contato com uma superfície com encruamento
causado pela pastilha anterior por deformação plástica. As forças tendem
a levantar a peça da mesa.

22
No fresamento concordante, a pastilha começa a cortar gerando um
cavaco de grande espessura. Isso evita o efeito de brunimento com
menos calor e o mínimo de possibilidade de encruamento por
deformação plástica. A grande espessura do cavaco é vantajosa e as
forças de corte tendem a empurrar a peça contra a fresa, mantendo a
pastilha no corte.

23

24
As vantagens do fresamento concordante, quando comparado com o discordante, são:
• Menor desgaste e, como consequência, maior vida da ferramenta; • Melhor qualidade superficial; • Menor potência requerida para o corte; • A força resultante empurra a peça contra a mesa onde está fixada, reduzindo os efeitos de vibração.
Mas deve-se preferir o fresamento discordante nas seguintes situações:
• Quando existe folga no fuso da mesa da máquina-ferramenta; • Quando a superfície da peça tiver resíduo de areia de fundição, ou for muito irregular ou o material for proveniente de procesos de forjamento.

25
Direção do fresamentoO fresamento concordante é preferível sempre que a máquina-
ferramenta, dispositivo de fixação e a peça permitirem

26
Fresamento Frontal
No fresamento frontal, a superfície usinada é gerada pelo gume secundário e encontra-se normalmente perpendicular ao eixo da fresa. Ela também é plana, sem relação com o contorno dos dentes da fresa. A penetração de trabalho ae é consideravelmente maior que a profundidade de corte ap.
No fresamento frontal, ocorrem simultaneamente fresamento concordante e discordante. Tomando um dente em particular, primeiro ele se engaja em fresamento discordante. A espessura do cavaco que está se formando cresce até um valor máximo na linha que passa pelo centro da fresa e com direção igual à do avanço. A partir deste ponto o corte passa a ser concordante. A espessura do cavaco decresce até o gume sair da peça.
No caso de fresamento frontal em cheio tanto a espessura inicial e a final do cavaco são teoricamente zero.

27
ae = profundidade de corte radial (mm)
(largura fresada)
ap = profundidade de corte axial (mm)
ap
ae

28

29
Em geral, no processo de faceamento, a largura da peça
determina o diâmetro da fresa. O diâmetro da fresa não
deve ser igual a largura da peça – Normalmente,
recomenda-se um diâmetro 20 a 50% maior que a largura
da peça.
Se houver necessidade de vários passes, eles devem ser
executados de modo a criar uma relação diâmetro/largura
de aproximadamente 4/3 e não o diâmetro total em cada
passe, pois isso ajuda a garantir uma boa formação de
cavacos e uma carga adequada na aresta de corte.

30
Na situação ideal, com o diâmetro da fresa bem maior que
a largura da peça, a fresa deverá sempre ser posicionada
um pouco fora do centro. O posicionamento exatamente no
centro, gera uma situação desvantajosa. As forças radiais
de igual magnitude terão variações de sentido na medida
em que as arestas de corte entram e saem do corte. O fuso
da máquina pode vibrar e se danificar, as pastilhas podem
quebrar e o acabamento superficial pode ser prejudicado.

31
O diâmetro da fresa deve ser 20%-50% maior do que a largura de corte.
regra de 2/3 (p. ex.: fresa de 160 mm)• 2/3 em corte (100 mm)• 1/3 fora do corte (50 mm)

32
Considerações sobre entrada e saída
Sempre que uma das pastilhas da fresa entra na peça, a
aresta de corte é submetida a uma carga-choque, que
depende da seção transversal do cavaco, do material da
peça e do tipo de corte. O tipo certo de contato inicial e
final, entre a aresta e a peça, é um aspecto importante do
processo de fresamento.

33

34

35
O modo com a aresta de corte sai do material da peça é
importante. Quando o corte está próximo do fim, o resto do
material pode ceder um pouco, reduzindo a folga da
pastilha. Também, uma força de tração momentânea é
criada al longo da parte frontal da pastilha, enquanto o
cavaco sai, quase sempre dando origem a uma rebarba na
peça. Essa força de tração pode danificar a aresta de corte.

36

37

38

39

40

41
Forças no Fresamento
Entre a peça e a ferramenta atua uma força, responsável pela deformação local de material e consequente formação de cavaco. Para simplificar o estudo dessa força, considera-se que ela atua em um único ponto localizado no gume cortante. De maneira geral, a direção e o sentido da força F são difíceis de se determinar. Por isso ela é decomposta em componentes.

42
As componentes de F são identificadas por índices:
c:para a direção principal de corte;
f:para a direção de avanço;
p:para a direção passiva (perpendicular ao plano de trabalho Pf ).
A Força de Corte Fc tem o mesmo sentido e direção da velocidade de corte vc. Ela é responsável pela maior parte da potência de corte.
A Força de avanço Ff tem o mesmo sentido e direção da velocidade de avanço vf. Ela é a maior responsável pela deflexão da ferramenta.
A Força passiva Fp é a componente de F perpendicular ao plano de trabalho Pf (onde se localizam Fc e Ff ). Caso a ferramenta tenha gumes retos (kr = 90o, ls = 0o) a Fp será muito pequena em relação à Fc e Ff.

43
A potência de corte Pc é a potência entregue ao gume da ferramenta e consumida na remoção de cavacos.
A potência de acionamento Pa é a potência fornecida pelo motor à máquina ferramenta. Ela difere da potência de corte pelas perdas que ocorrem por atrito nos mancais, engrenagens, sistemas de avanço, etc.
O rendimento da máquina ferramenta é definido pela razão entre Pc e Pa.
Em virtude da diversidade de estratégias de usinagem, da variação de espessura do cavaco e das diversas geometrias de ferramenta disponíveis, é muito mais difícil obter o equacionamento da força de corte no fresamento que no torneamento.

44
Ângulo de posição
A espessura do cavaco, as forças de corte e a vida útil da
ferramenta são afetadas especialmente pelo ângulo de
posição. Diminuindo-se o ângulo de posição, reduz-se a
espessura do cavaco para uma determinada faixa de
avanço e essa redução na espessura do cavaco aumenta a
quantidade de material em uma parte maior da aresta de
corte.

45

46

47
Um ângulo de posição menor também resulta em uma
entrada/saída mais gradual no corte, reduzindo a pressão
radial e protegendo a aresta de corte. Entretanto, as forças
axiais maiores aumentam a pressão na peça. Hoje em dia,
os ângulos de posição mais comuns são 45, 90 e 10 graus
e os de pastilhas redondas.

48
A fresa de 90 graus gera a maior parte das forças radiais,
no sentido do avanço. Isso significa que a superfície que
está sendo usinada não será submetida a mais pressão
axial, o que é bom para peças fresadas com estrutura fraca
ou paredes finas.
A fresa de 45 graus tem forças de corte radial e axial que
tem quase o mesmo valor, dando origem a uma pressão
mais equilibrada e sendo menos exigente no que diz
respeito à potência da máquina.

/49
Forças de corte e ângulo de posiçãoÂngulo de posição 90 Ângulo de posição 45 Fresas com pastilhas
redondas
Peças de paredes finas Peças de dispositivos de
fixação fracos Quando o formato de 90º
é requerido
Primeira escolha para uso geral
Vibração reduzida em longos balanços
Efeito de cavacos mais finos permite o aumento da produtividade
Aresta de corte mais robusta com indexações múltiplas
Fresa para uso geral Aumento do efeito de
afinamento dos cavacos para ligas resistentes ao calor
CoroKey 2006 – Produtos / Teoria de fresamento

/50
Ângulo de posição = (90º)
Peças de paredes finas
Peças com dispositivos de fixação fracos
Cantos a 90 graus
hex = fz (ae > 50% x Dc )
CoroKey 2006 – Produtos / Teoria de fresamento
fz

/51
Ângulo de posição = (45º)
Primeira escolha para uso geral
Vibrações reduzidas em ferramenta com balanço longo
Efeito de cavacos mais finos permite o aumento da produtividade
fz = 1.41 x hex ( Compensação para ângulo de posição )
CoroKey 2006 – Produtos / Teoria de fresamento
fz
hex
Dap

/52
45°
30°
100% da carga de cavaco
75%50%25%
Ângulo de posição = (Circular)
Aresta de corte mais robusta com indexações múltiplas
Fresa para uso geral
Aumento do efeito de afinamento dos cavacos para ligas resistentes ao calor
hex = Depende de ap
iC ap
fz =
CoroKey 2006 – Produtos / Teoria de fresamento
Em pastilhas redondas, a carga de cavaco e o ângulo de posição variam com a profundidade de corte
Dcae
k1

53
Ângulos de saída e inclinação da aresta principal

54
Marcas de avanço na superfície usinada

55

56
O passo (u) é a distância entre dentes consecutivos da
fresa. É a distância entre um ponto da aresta de corte para
o mesmo ponto da aresta seguinte. As fresas geralmente
são classificadas como de passo largo, fino e extra fino. Os
diferentes passos influem na estabilidade da operação,
consumo de potência e adequação do material da peça.
Um passo diferencial significa um espaçamento desigual
dos dentes da fresa; e trata-se de um meio bastante eficaz
de se opor às tendências de vibração.
Passo da fresa

57

58

59

/60
Escolha da ferramenta para fresamento
CoroKey 2006 – Produtos / Teoria de fresamento
Passo largo (-L) Passo fino (-M) Passo extra fino (-H)
Primeira escolhaEstabilidade da
operaçãoPasso da fresa
Baixo Alto
L M H
Leve (-L) Média (-M) Pesada (-H)
-L -M
Condições boas Condições médias Condições difíceis
Condições de usinagem/classes
Resistência ao desgaste
Tenacidade
-H

/61
Opções de passo
Passo largo (-L) Passo fino (-M) Passo extra fino (-H)
Primeira escolha Estabilidade da
operaçãoBaixo Alto
L M H
CoroKey 2006 – Produtos / Teoria de fresamento

/62
Passo largo (-L)
Número reduzido de pastilhas.
Estabilidade limitada.
Balanço longo.
Máquinas pequenas / potência (HP) limitada.
Operações de canais em cheio profundos.
Passo diferencial.Passo largo (-L)
L
CoroKey 2006 – Produtos / Teoria de fresamento

/63
Passo fino (-M)
Objetivos gerais.
Adequada para produção combinada.
Máquinas pequenas a médias.
Geralmente a primeira escolha.
Passo fino (-M)
M
CoroKey 2006 – Produtos / Teoria de fresamento

/64
Passo extra fino (-H)
Alto número de pastilhas para produtividade máxima.
Condições estáveis.
Materiais com cavacos curtos
Materiais resistentes ao calor.
Passo extra fino (-H)
H
CoroKey 2006 – Produtos / Teoria de fresamento

65
Seleção de passos de fresa
L M H
kW
Ferros fundidos (CMC 08)
Ligas resistentes ao calor (CMC 20)

/66
Como obter um bom acabamento superficial no fresamento
Use pastilhas Wiper para maior produtividade e melhora do acabamento superficial
Limite o avanço em 60% da fase paralela
Monte as pastilhas Wiper corretamente
Configure as pastilhas Wiper abaixo das outras pastilhas
CoroKey 2006 – Produtos / Teoria de fresamento
r
bs
8.2
0.05

67
Soluções para alguns problemas comuns no fresamento
Excesso de vibração
1. Dispositivo de fixação fraco
2. Peças delgadas com paredes finas
3. Balanço de ferramenta longo
4. Fresamento de cantos a 90o com máquina de baixa
potência
5. Avanço irregular da mesa

68
Soluções para alguns problemas comuns no fresamento
Acabamento superficial insatisfatório
1. Avanço por rotação excessivo
2. Vibrações
3. Acúmulo de material nas arestas da pastilha
4. Fresamento do lado oposto
5. Peça fragmentando-se

69
Soluções para alguns problemas comuns no fresamento
Quebra de pastilha no processo de fresamento
1. Espessura excessiva de cavacos na saída da fresa
2. Classe mais tenaz

70
Código das ferramentasCódigo das ferramentaspara fresamentopara fresamento

71

72

73

74

75

76

77

78

79

80

81

82

83
MONITORING MACHINING PROCESS THROUGH ACOUSTIC EMISSION:
MILLING OPERATION
Monitoramento do processo de fresamento utilizando sinal de emissão acústica

84

85

86
1
2
3
4
3
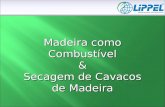
Acoustic Emission Map for four inserts.

87
Acoustic Emission Map for eight inserts.
1
1
2
3
4
6
5
8
7
6
7
4

88
b
2
1
2 1
1
1
a

89
FACE MILLING OPERATION OF AN ENGINE BLOCK