
1. 구성 및 사양cfs9.blog.daum.net/upload_control/download.blog?fhandl… · Web...
14
모모 : WD-350P WD-500P 모모모 Co2 모모 모모모 모모 모모모
Transcript of 1. 구성 및 사양cfs9.blog.daum.net/upload_control/download.blog?fhandl… · Web...
모델 : WD-350P WD-500P
인버터 Co2 아크 용접기 사용 설명서
본사 공장 : 광주 광역시 우산동 1615 -4 번지TEL : 062-942-4200,4211FAX : 062-942-4213서울 사무소 :TEL : 02-2625-8511
1. 구성 및 사양
표준부속품
2.설치 및 접속2.1 설치장소
-옥내의 건조한 장소 및 벽이나 주위의 물체로부터 30cm 이상 떨어진 장소
-직사광선, 비, 바람, 습기 등을 받지 않은 장소
2.2 접지공사
-용접기가 접지 되지 않아 케이스가 대전되어 있으면 동작 불량의 원인이 되므로 확실히 접지
공사를 실시하여 주십시오
-접지 방법은 14㎟ 이상의 접지전선을 사용하여 케이스에 연결하여 주십시요.
-전원 전압 380V로 사용할 때는 제3종 접지 공사를 하여야 한다.
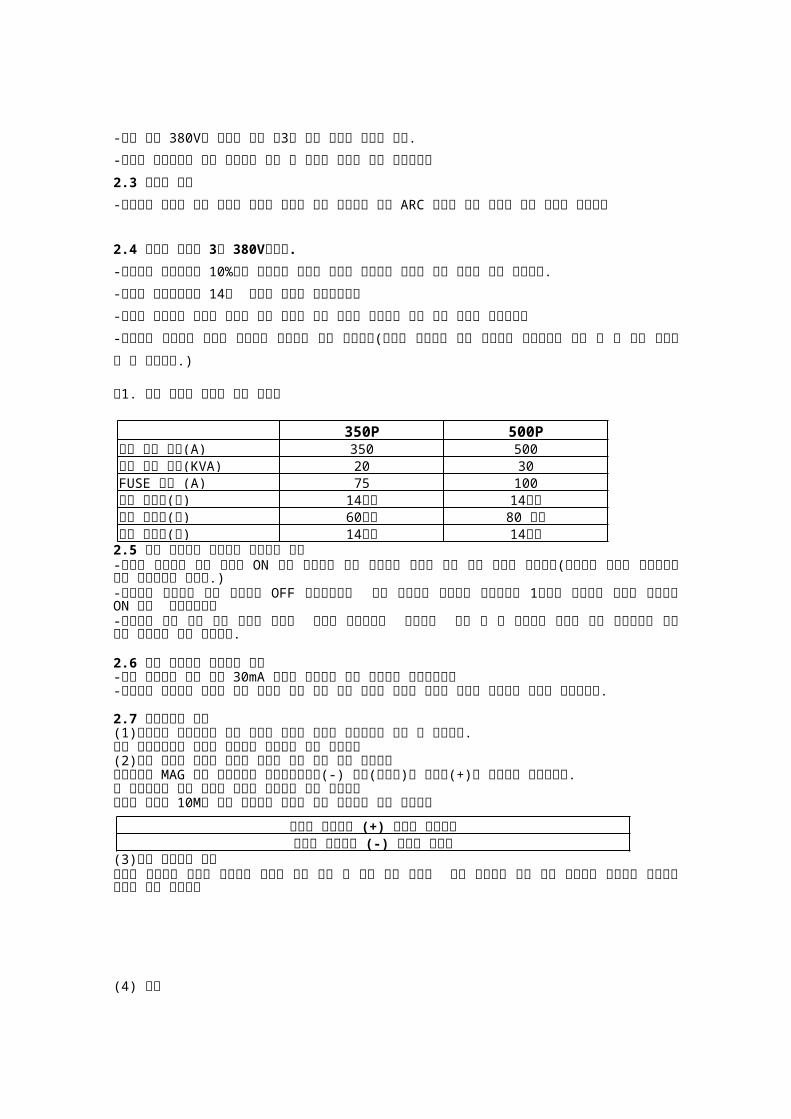
용접전원의 형식 350P 500P
정격입력 전압 및 입력상수(V, 상 ) 380 3상 380 3상정격주파수(Hz) 60 60정격입력(KVA) 18.4 27.5정격 입력(KW) 15.1 23.9정격출력 전류(A) 350 500정격사용률(%) 50 60최고무부하전압(V) 70 68허용온도 상승치(도) 160(절연 계급 H종)용접전압조정범위(V) 16-36 16-43용접전류조정범위(A) 50-350 50-500크레이터전압조정범위(V) 16-36 16-43크레이터전류조정범위(A) 50-350 50-500가스 플리플로우 시간(초) 0(내부조정 0.4) 0.6(내부조정 0)가스 애프터플로우 시간(초) 약 0.5외형치수(mm)(W X D X H)중량 50Kg
품명 규격 350P 500P
REMOCON BOX 케이블 길이(3M) 1개 1개
GAS HOSE 3M (HOSE CLAMP 포함) 1개 1개
GLASS FUSE 3A,10A 2개 2개
입출력 단자용 볼트 M8X3개, M10X2개 1SET 1SET
취급 설명서 각1부
-모재를 모재등으로 받쳐 사용하는 경우 는 모재를 반드시 접지 시키십시오
2.3 방풍과 환기
-옥외에서 바람이 있는 경우나 여름에 선풍기 등을 사용하는 경우 ARC 부분에 직접 바람이 오지
않도록 하십시오
2.4 용접기 전원은 3상 380V입니다.
-용접기는 전원전압의 10%이상 변동하면 용접기 고장을 초래하고 적정한 용접 조건을 얻지
못합니다.
-반드시 입력케이블은 14㎟ 이상의 전선을 사용하십시오
-본기는 브레카의 용량이 작거나 전원 전압이 높은 경우는 브레카가 트립 되는 경우가 발생합니다
-브레카가 트립되면 재투입 하지말고 판매점에 문의 하십시요(원인을 해결하지 않은 상태에서
재투입하게 되면 더 큰 고장 원인이 될 수 있습니다.)
표1. 전원 설비의 용량과 접속 케이블
2.5 엔진 발전기와 조합하여 사용하는 경우 -인버터 용접기의 전원 상태를 ON 시킨 상태에서 엔진 발전기를 공회전 없이 기동 시키지 마십시오(반도체에 과도한 스트레스가 걸려 고장원인이 됩니다.)-인버터의 용접기의 전원 스위치를 OFF 시킨상태에서 엔진 발전기를 기동시켜 공회전으로 1분이상 동작하여 용접기 브레카를 ON 하여 사용하십시오-발전기의 전원 전압 파형 왜곡에 의하여 과전압 검출히로가 동작하여 정지 할 수 있으므로 용량이 크고 파형왜곡이 작은 엔진 발전기를 사용 하십시요.
2.6 누전 차단기를 사용하는 경우-누전 차단기는 전류 감도 30mA 이상의 인버터용 누전 차단기를 사용하십시오-인버터용 용접기는 우수한 용접 특성을 얻기 위해 고속 제어를 하므로 감도가 낮으면 트립되는 경우가 발생합니다.
2.7 전기계통의 접속(1)접속부의 한군데라도 접속 불량이 있으면 만족한 용접결과를 얻을 수 없습니다.특히 모재접속부는 치구를 사용하여 확실하게 접속 하십시오(2)전면 판넬에 아래에 표시된 표식에 따라 연결 하여 주십시요탄산가스나 MAG 가스 아크에서는 모재를마이너스(-) 토치(와이어)를 플러스(+)에 접속시켜 용접합니다.
을 용접전류에 대해 충분한 굵기의 케이블을 사용 하십시오 케이블 길이가 10M를 넘는 경우에는 한단계 굵은 케이블을 사용 하십시오(3)제어 케이블의 접속인버터 용접기의 정면의 콘센트와 와이어 송급 장치 및 원격 제어 기간을 제어 케이블로 접속 시켜 주십시오 플러그는 움직이지 않도록 체결 하십시요
350P 500P정격 출력 전류(A) 350 500전원 설비 용량(KVA) 20 30FUSE 용량 (A) 75 100입력 케이블(㎟) 14이상 14이상출력 케이블(㎟) 60이상 80 이상접지 케이블(㎟) 14이상 14이상
인버터 용접기의 (+) 단자와 송급장치인버터 용접기의 (-) 단자와 모재측
(4) 접지안전을 위해 인버터 용접기 후면에 케이스 와 14㎟의 케이블로 케이스와 대지간을 접지 처리 하십시오
2.8 가스 계통의 접속2.8.1 탄산가스 용접시 (1)가스통의 취브 마개를 제거 하고 탄산가스 압력 조정기를 취부 합니다. 이때 가스의 품질 가스통의 종류에 문제가 없는지 확인 하십시요 (2) 가스호스를 한쪽의 압력 조정기 출구에 연결하고 다른 쪽을 용접기 후면의 가스 입구 단자에 연결한다. 양쪽을 호스 밴드로 단단히 체결 하십시요 (3)탄산가스 압력 조정기의 가열용 히터 콘넥터를 용접기후면의 전용 콘센트에 접속하십시오 이콘센트는 조정기 가열 전용이므로 다른 목적으로는 사용 하지 마십시요
2.8.2 혼합 가스를(탄산가스+알곤가스)사용한 경우
(1)혼합가스 용접의 겨우 아래 표2에 다라 조합하여 사용 하십시오
표2
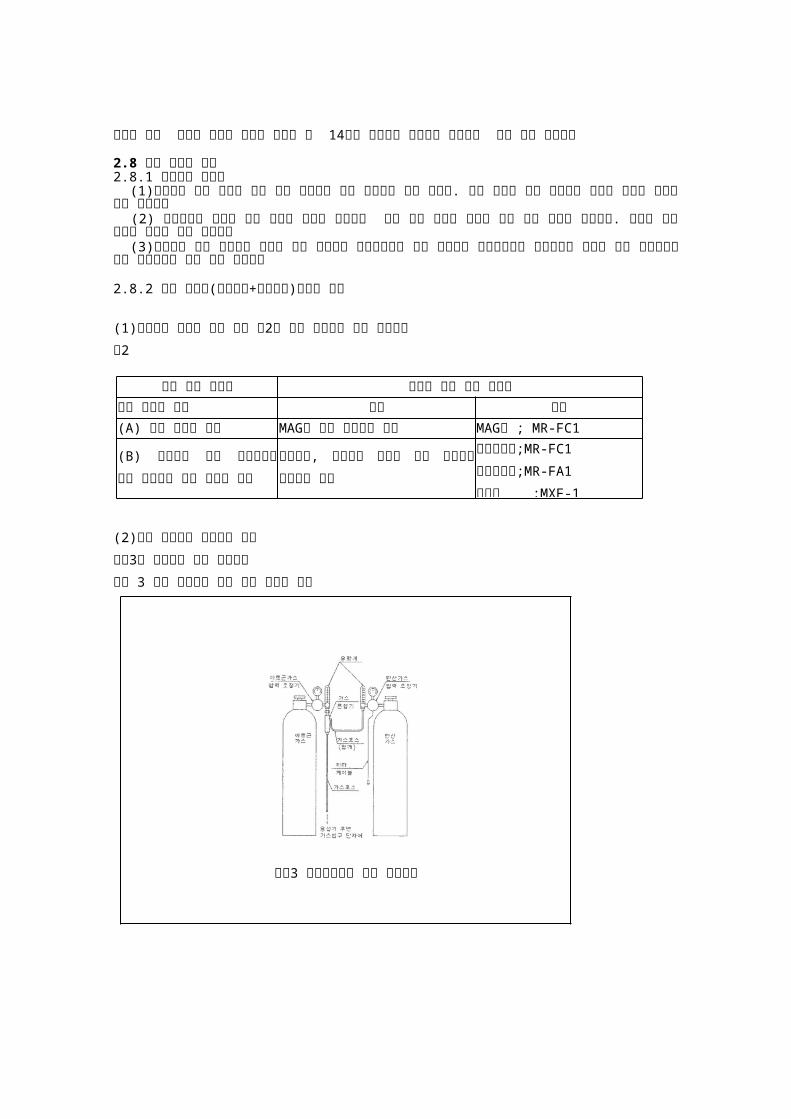
(2)외부 배관으로 혼합하는 경우
그림3의 요령으로 배관 하십시오
그림 3 외부 배관으로 혼합 하는 경우의 배관
가스 압력 조정기 필요한 가스 압력 조정기혼합 가스의 상태 방법 형식(A) 프리 믹스의 가스 MAG용 압력 조정기가 필요 MAG용 ; MR-FC1(B) 탄산가스 알곤
가스통에서 외부 배관으로
혼합 시키는 겨우
탄산가스, 알곤가스 각각의 압력
조정기와 혼합기가 필요
탄산가스용;MR-FC1
알곤가스용;MR-FA1
혼합기 ;MXF-1
그림3 외부배관으로 혼합 하는경우

2.9 용접 가스와 가스통에 대한 주의 사항
-가스통은 고압이므로 반드시 가스통의 취급설명서를 참조 하시기 바랍니다.
(1) 가스통의 설치 장소
-직사광선이 없고 별도의 가스 용기 설치 장소를 정하여 사용하십시오
-용접 아크등에 가열되지 않도록 하시고 수직으로 단단히 고정하여 사용하십시오
(2) 가스통의 종류
가스통에는 사이펀식이 아닌 일반식과 사이펀식의 2종류 가 있습니다
본기의 탄산가스 압력 조정기를 사이펀식에 접속하면 가스가 액상인 상태로 그대로 들어가
감압기구가 동작하지 않습니다. 이로 인하여 사고가 발생 할 수 있으므로 사이펀식은 절대로
사용하지 마십시오
사이펀식 가스통의 표시는 통에 부분적으로 색상으로 식별하는 수가 있으나 업체에 문의
하시기 바랍니다. 압력이 이상하게 높아지면 안전변이 동작 합니다. 이 경우 즉시 사용을 멈추고
이상의 원인을 잘 확인하여 사고를 방지하여 주십시요.(3)용접용가스의 품질
-수분과 불순물이 함유량이 적은 고순도의 가스를 사용 하십시요(수분 함유량 0.005%이하, 순도 99.9%)2.10 환경의 정비
(1)환기대책
바람이 부는 경우에는 방풍 대책을 세우십시오
(2)탄산가스는 열에 의해 일산화탄소를 만들며 적은 양이지만 마시게 되면 건강에 해롭습니다.
실내에서 환기를 할 경우에는 바람을 빨아내도록 하십시오
(3)차광장구 사용
헬멧이나 핸드보호구를 사용할 경우에는 박판용접시 KS-P8141 혹은 광도번호 8-10사용합니다
후판용접시는 아크빛이 강하므로 10-13번을 사용하십시오
수용접에서도 강한 자외선이 발생하므로 눈 피부 보호구등을 정기적으로 점거하여 필요시 착용
하십시오

3. 용접준비
리모컨 박스를 제거하면 판넬의 크레이터 조건으로 용접조건이 설정 됩니다.
4.용접시공4.1 용접전류 용접전압의 조정용접전류 용접 전압의 조정은 리모컨 박스의 볼륨으로 조정합니다.
표시치는 표준치 이므로 정확한 값은 메터로 확인하십시오
1)용접전류의 조정
전류 조정 볼륨을 사용하여 용접 전류값을 설정한다.
전류 눈금은 와이어 경에 다라 2중으로 나타나 있습니다.
사용하는 와이경에 따라 눈금을 설정하여 주십시오
2)용접전압의 조정
전압 조정 볼륨을 사용하여 용접 전압값을 설정한다.
탄산가스 아크용접일대는 전류 조정 볼륨의 전류값과 같은 전류 표시값을 전압 조정 볼륨 위치를
설정하여야 적정한 용접전압을 얻을 수 있습니다.
순서 항목 내용
1 와이어설정 용접법에맞는 와이어를 송급장치에 설치한다.
이때 송급롤러가 와이어경에 맞는지 확인한다.
2 토치확인 사용하고자 하는 와이어경에 맞는 콘듀이트 튜브가
들어가 잇는지 화인 하십시요
3 배전반의 개폐기를 투입
하십시요
접속부에 손상이 없는지 화인후에 배전반의 개폐기를
투입 하십시요
4 용접기의 전원스위치 투입 전원스위치를 투입 하면 전원표시등이 점등하고
내부의 냉각팬이 회전 합니다.
5와이어 인칭으로 와이어를
송급시키십시요
리모콘 박스의 인칭 스위치를 눌러 토치 긑부근까지
와이어를 보냅니다.이때 와이어 송급속도는 리모콘
박스의 용접전류 볼륨으로 조정됩니다.
6
가스유량조정
가. 가스스위치를 조정으로 설정 하십시오
나. 탄산 가스통의 밸브를 여십시오
다.가스 압력 및 유량조정기의 밸브를 돌려 용접
조건에 맞는 압력 및 유량으로 설정하십시오
라.가스스위치를 용접으로 환원 시키십시요
혼합가스의 유량조정
탄산가스와 알곤가스를 혼합하는 경우 알곤사스의
압력 조정기의 2차 압력은 1,5Kg/Cm2으로 1차 감압
되어 있으므로 탄산가스의 압력도 1.5Kg/Cm2로
조정하십시오
유량계는 혼합비에 맞춰서 조정하십시요
7 자동 반자동 선택 자동 반자동 스위치는 사용법에 맟춰주십시요
8 크레이터 유,무 스위치를
설정하십시요
크레이터 처리 유 인경우에는 크레이터 용접조건을
조정하여 주십시요9 준비 종료

예:와이어 경 ø1.2 이고 130A 의 용접을 할때
(1) 용접전류 조정 볼륨을ø1.2 측의 130에 설정한다.
(2) 용접전압 조정 볼륨을 용접 전류 조정 볼륨과 같도록 전류 눈금을 130에 일치 시킨다.
(3)연장 케이블을 접속 할때의 조정
연장 케이블을 접속 사용하면 케이블 중에 전압 강하가 발생하므로 토치와 용접부간에 실제의
출력 전압은 저하한다.
이경우는 전압 조정볼륨을 눈금 전압보다 높게 설정하여 주십시오
(펄스 MAG 용접의 경우 연장 케이블은 15M 이하를 사용 하십시오)
4.2 조작요령가. 크레이터처리 “무”의 조작
용접물이 작고 용접길이가 짧은 경우나 가접을 하는 경우에는 이 방법이 편리 합니다.
(1) 아크 스타트 :토치스위치를 누르면 아크가 발생합니다.
(2) 용접중: 아크발생후(용접중)에도 토치 스위치를 누르고 계십시오
(3) 용접종료:토치스위치를 놓으면 아크가 끊어집니다.
나. 크레이터처리 “유”의 조작
용접시보다 전류, 전압을 낮게 설정하여 크레이터 처리를 할 필요가 있는 용접작업에
사용하십시오
리모콘 박스가 없어 판넬의 크레이터 조건 볼륨으로 설정시는 크레이터 처리기능을 사용 할 수
없습니다.
(1) 아크 스타트 :토치 스위치를 누르면 아크가 발생합니다.
(2)용접중: 토치 스위치를 놓습니다. 스위치를 놓아도 아크가 지속 됩니다.
(3)크레이터 처리: 다시 스위치를 누르면 크레이터 전류 크레이터 전압으로 하강 합니다.
(4)크레이터 처리시간 : 토치 스위치를 누르고 있는 시간 동안만 크레이터 처리를 합니다.
(5)용접종료: 토치 스위치를 놓으면 아크가 끊어집니다.
4.3 와이어 돌출길이 토치 팁 선단에서 아크점까지 와이어 길이를 돌출길이라고 합니다. 용접중에는 이길이를
일정하게 유지 시켜 주십시오 일반적으로 아크의 안정이나 스파타의 부착등에서 전류에 따라
용접전류 100 150 200 350 500
WIRE 경(Φmm)
0.9 , 1.0 10 12 15
1.2 15 20
1.6 25 30

적정한 와이어 돌출길이는 변합니다.
각 조정 볼륨의 표시값은 그림에 표시된 돌출길이를 기준으로 정하여 진 것이므로 경우 따라서
조정 볼륨에 의해 보강할 필요가 있습니다.
그림5 표준 와이어 돌출 길이
4.4 용접방향과 토치각도CO2 용접은 토치를 용접전진 방향으로 10도 -15도 경사지게 용접하는 “후진법”(수용접도 같다.)
과 똑같은 상태에서 역방향 용접하는 전진법이 있습니다.
일반적을 아크점을 관찰 하기위해 아크보호 효과를 위해 전진법으로 용접 합니다.
4.5 다이나믹 파형제어 와 용접성파형제어 볼륨은 표준에 설정하여 두면 최적의 전류 파형을 얻을 수 있도록 자동적으로 조정
됩니다.
그러나 이 파형제어는 아래와 같이 용접조건에 대응하여 미세 조정을 할 수 있습니다.
(펄스 MAG 용접의 경우는 표준으로 사용하십시오)
4.6 자동 반자동 절환 스위치에 대하여이 스위치를 절환하면 와이어 구적제어와 상기 파형제어에 의하여 자동 반자동 용접에 적절한
특성을 나타냅니다.
와이어 구적제어는 자동측에서 구적경을 크게 하도록 동작합니다.
5. 사용상의 주의(1)설치 환경
용접은 가능한 콘크리트 바닥에서 하고, 습한곳이나 금속 바닥은 감전의 우려가 있으므로 피하여
주시고 부근에 인화 물질이 있거나 바람이 부는 곳은 피하여 주십시오
(2)전원 스위치의 조작
강제 풍낵식이므로 전원 스위치는 작업 종료후 즉시 off 시키지 말고, 2-3분후에 off 시키십시오
(3)정격 출력 전류 이상으로 용접을 하면 용접기 부품을 손상시키는 원인이 되므로 허용 사용률
아래에서 사용 하십시오.
약측
0.9 Φ 1.0Φ 와이어
사용시
저속 용접
박판용접
위를 향한 용접
상향 용접
소 전류 용접
강측
고속 용접
자동기 로버트 용접
후판 용접
하양 용접
대전류 용접
MAG 용접

(4)본기는 냉각팬으로 공기를 흡입하여 냉각하므로 철분을 포함한 먼지가 흡입되어 반도체의
방열을 나쁘게 하여 열화를 촉진하며 변압기나 리액터의 자연 열화를 촉진 합니다.
정기적으로 건조한 압축공기로 제거하여 주십시오
(5)본기는 가우징용으로 사용할 수 없습니다.
(6)용접중에는 와이어는 대전되어 있습니다. 용접장소를 이동할 때는 모재에 닿지 않도록 주위
하십시오 리모콘 박스는 사출품 이므로 열기가 있는 곳을 피하여 주십시오
(7)안내관이 극단적으로 구부러지면 와이어 송급이 원활하지 않고 전류가 감소하여 적정한
조건을 얻지 못하므로 안내관을 똑바른 상태에서 사용하십시오
(8)전파장애
AC전원 라인을 사용한 경우에는 라디오,TV 등에 잡음이 발생할 수 있습니다. 가능한 전원라인이
용접선과 가까이 있지 않도록 하십시오
(9)전원브레카 스위치가 트립 된 경우
재투입 하지 마시고 가까운 대리점에 연락 하여 주시기 바랍니다.
만일 트립된 상태에서 재투입 하면 고장원인이 증가될 수 있습니다.
용접전류 허용사용률 연속 용접 시간 용접 휴지시간350A 50% 5분이내 5분이상320A 60% 6분이내 6분이상300A 70% 7분이내 7분이상280A 80% 8분이내 8분이상260A 90% 9분이내 9분이상
250 이하 100% 연속 사용시간 -

6. 보수와 점검 (1)1차측 배전반의 개폐기를 차단한후 내부를 점검하십시오 사용직후에 내부점검시는 내부의
콘덴서가 충전되어 있는 경우가 있으므로 약 5분이 경과 한후에 커버를 벗기고 점검하세요.
(2)년간 종합보수
불량부품의 교환 케이스의 보수 절연 열화부의 보강 등 종합 보수를 하십시오
절연저항은 케이스와 제어 회로 사이에는 1M오옴 이상이어야 하며 이이하 인 경우는 절연 보강
등 수리가 필요합니다.
*주위 : 절연 저항 측정 및 내전압 시험을 할 때는 , Pr(MB)의 콘넥터 MB14를 분리 한후 사용
하십시오 측정 시험 종료 후는 원상태대로 복구 하십시요
평상시 주의 사항 3-6개월 마다 점검
(1)스위치는 확실히 동작 하는가
(2)냉각팬이 on off에 의 해 원할이
회전하는가.
(3)이상한 진동 소음이 없는가
(4)케이블 접속부의 이상발열은 없는가
(5)용접케이블 및 접속부의 이상발열은
없는가
(6)접속케이블에 흠이 있어
절연불량인곳은 없는가
(7)각접속부가 이완 된곳은 없는가
(1)먼지의 제거
건조한 압축공기를 불어 먼지를
제거한다.
변압기 리액터 반도체등을 청소한다.
(2)전기적 접속부분의 점검
입력측 출력측 단자의 외부 배선과의
접속부
내부배선의 접속부 등이 느슨하거나
녹이슬거나 나빠진곳은 없는지
확인하십시오
(3)접지선
케이스가 바르게 접지 되어 있는지 확인
하십시요

7. 고장 및 진단아래의 방법으로 고장의 원인을 추적 합니다만 그전에 표3의 체크 및 콘센트와 케이블의 접속
부근 기판의 콘넥타에 접촉 불량이 없는지 조사 하십시오
표3 용접부의 이상의 원인과 대책
이상상태 원인 대책
블로우 홀이 발생한다
용접물에 기름 녹 페인트등이 많이 부착 되어 있다.
부착물을 떼어내고 용접부를 청소한다.
WIRE 에 기름이 묻어 있거나 녹이 슬어 있다.
WIRE 보관 취급에 주의 하고 송급 로울러 콘듀이트내의 기름 녹을 제거
탄산가스 아르곤 가스가 나오 지 않는다.
가스 누설 가스용기의 조정상태 용기가 비어 있는 지 점검한다.
용접부에 바람이 불어 가스의 보호 작용이 나쁘다
바람막이를 설치 하고 바람이 강하게 불면 작업을 중지 한다.
노즐에 스파타가 붙어 있어 가스가 잘나오지 않는다.
노즐에 부착된 스패터를 제거하고 노즐 내면에 실리코오일을 바른다.
탄산가스의 품질이 나쁘다. 고품질 고순도의 타산 가스를 사용한다.
노즐과 아크점이 떨어져 있다.
적정한 WIRE 돌출길이를 유지 하면서 용접 한다,
ARC가 불안정하다.
전원 전압의 변동이 심하다.
전원 전압 변동이 되는 기계와 별도의 전원을 사용하거나 전원 변압기의 용랴을 키운다.
TIP 구멍이 마모 되어 있다. TIP을 교환한다.
WIRE 송급이 부드럽지 않다.
송급로울러 콘듀이트내의 오물, 철분등 막힘을 없엔다.콘듀이트가 많이 구부러져 있는지 라이나 TIP 로울러는 WIRE 경에 맞는지 등을 확인한다.
삼상전압의 상간전압이 불균형이다.
전원 FUSE 가 단선되어 U손상되지 않았는지 확인 한다.
용접조건이 부적당하다. TEST ARC 에 의해 전압 전류 조정 KNOB을 조정한다.
박판 소전류 용접을 탄산가스로만 할때 생기기 쉽다.
ARC 현상을 개선할 필요가 있다. CO2+Ar 혼합가스를 사용하면 개선됨
접속부가 느슨해져있다.각단자의 접속개소, 용접물과의 접속을 점검하고 확실히 체결한다.
2차단의 극성이 역으로 되어 있다. + -의 접속을 다시 확인 한다.
용접 작업대의 통전이 나 쁘다
용접 작업대와 용접물의 접촉을 개량한다.

전기회로
부의
이상과
대책
스패터가 많다.
용접조건이 부적당하다.전류,전압 조정 놉을 재조절 한다.
WIRE와 보호가스가 맞지 않는다
혼합가스 WIRE를 탄산가스 만으로 사용하면 안된다.
용접물의 상태가 나쁘다. 용접물의 개선현상 오염 등을 점검하여 정도를 높힌다.
접속부가 느슨해져 있다. 접촉면을 줄로 연마하여 확실히 체결한다.
비드현상이 좋지않고 외관이 나쁘다.
운봉법이 나쁘다
토치의 각도를 약간변화시킨다.전진법을 채용한다.용접속도를 바꿔본다.
보호가스에 문제가 있다가스유량확인필요하면 Ar가스를 혼합한다.양질의 가스를 혼합 한다.
용접조건이 부적당하다. 원격조정기 놉을 약간 돌려 본다.
ARC 스타트가 나쁘다.
용접 통전이 불안전하다접속부 용접물의 통전 접속부를 점검하여 통전을 확실히 한다.
접속선이 너무 가늘다. 삼상전원측 용접 케이블을 충분한 굵기의 것을 사용한다.
용접조건이 부적당하다 용접전압이 낮거나 WIRE 송급이 빠른지 확인 한다.
용접물의 상태가 나쁘다 오물 절연물 슬러그를 제거 한다.
토치의 조작이나쁘다.WIRE 돌출길이를 적당히 한다.토치 각도를 변화 시켜본다.용접 속도가 너무 빠르다.
BURN BACK 일으킨다.
토치의 조작이 나쁘다.
WIRE 돌출길이가 짧으므로
약간 길게 한다.
토치의 각도를 변화 시켜본다.
용접조건이 적당하다. 전압이 높거나 송급이 너무
늦다.
TIP이 불량이다TIP 구멍이 마모 되어 내경이
커졌거나 TIP 내면에 흠이
잇다.
용접시 통전이 불완전하다접속부 용접물의 통전
접속부를 점검하여 통전을
확실히 한다.
WIRE 가 구브러져있다.콘듀이트 내의 WIRE를
뽑아내고 WIRE를 똑바로하여
넣는다.
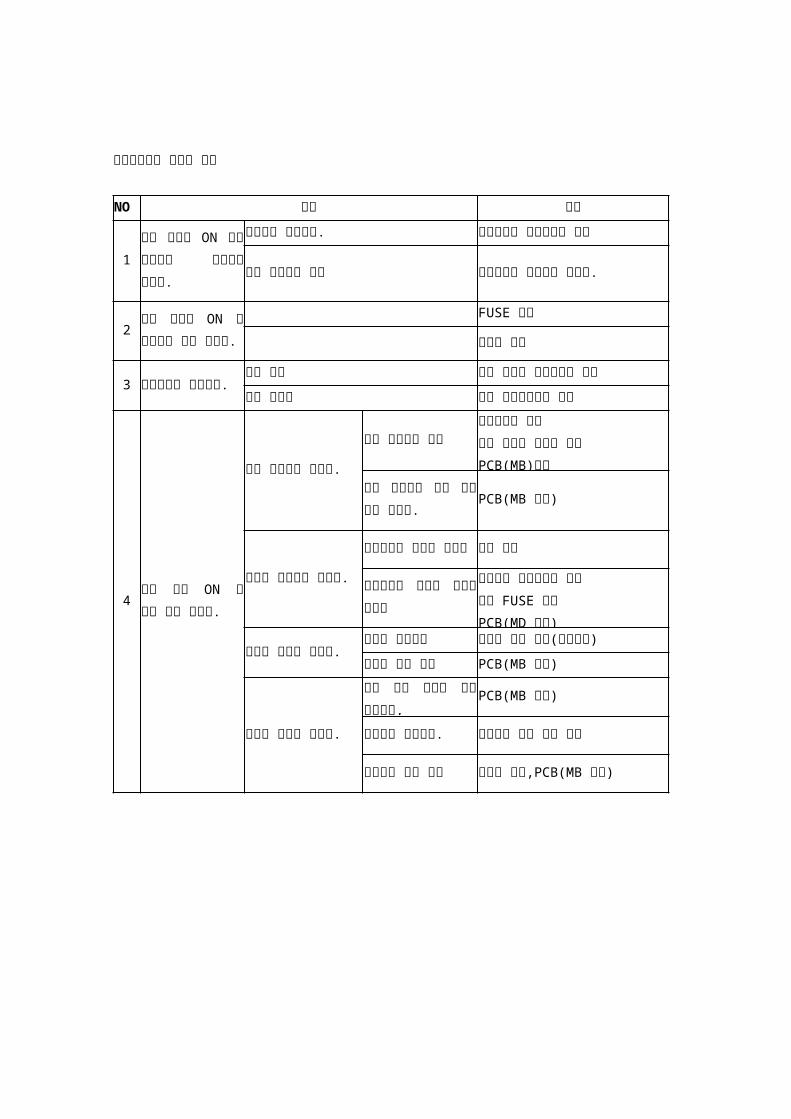
NO 증상 대책
1
전원 스위치 ON
해도 표시등이
접등하지 않는다.
냉각팬은 회전한다. 표시등불량 표시등회로 단선
전혀 동작하지 않음 전원전압이 인가되지 않는다.
2전원 스위치 ON
후 냉각팬이 돌지
않는다.
FUSE 단선
냉각팬 불량
3이상표시등
점멸한다.
온도 이상 정격 사용율 범위내에서 사용
입력 과전압 정격 입력전압에서 사용
4
토치 스위 ON 시
동작 하지
않는다.
전혀 동작하지
않는다.
인칭 스위치로
동작
토치스이치 불량
토치 스위치 케이블 단선
PCB(MB)불량인칭 스위치로
전혀 동작 하지
않는다.
PCB(MB 불량)
모터만 회전하지
않는다.
모터단자에 전압이
나온다모터 불량
모터단자에 전압이
나오지 않는다
송급장치 제어케이블 단선
모터 FUSE 융단
PCB(MD 불량)전압만 나오지
않는다.
메타는 움직인다 출력측 접속 불량(접속확인)
메타도 동작 안함 PCB(MB 불량)
가스만 나오지
않는다.
가스 조정 스위치
로는 동작한다,PCB(MB 불량)
전자변은
동작한다.가스회로 막힘 가스 없슴
전자변도 동작
않함전자변 불량,PCB(MB 불량)


















