
1 中期產能規劃. 2 3 ä 產能規劃 3...
43
1 中中中中中中 Table 1. Processing tim e perpiece ofw aferforeach producttype on each m achine group and theavailable capacity ofeach m achine group. Product type Piecesofw afers in queue G1 (N 1 =3) G2 (N 2 =2) G3 (N 3 =3) G4 (N 4 =5) G5 (N 5 =2) G6 (N 6 =3) A 120 32 30 36 B 60 15 10 C 216 15 20 D 228 13 20 E 96 13 10 F 256 15 18 G 128 30 25 AC k (m in)(work efficience=90%) 3888 2592 3888 5184 2592 3888
-
date post
21-Dec-2015 -
Category
Documents
-
view
259 -
download
5
Transcript of 1 中期產能規劃. 2 3 ä 產能規劃 3...

1
中期產能規劃Table 1. Processing time per piece of wafer for each product type on each machine group
and the available capacity of each machine group.Product
typePieces of wafers
in queueG1
(N1=3)G2
(N2=2)G3
(N3=3)G4
(N4=5)G5
(N5=2)G6
(N6=3)A 120 32 30 36
B 60 15 10
C 216 15 20
D 228 13 20
E 96 13 10
F 256 15 18
G 128 30 25
ACk(min) (workefficience=90%)
3888 2592 3888 5184 2592 3888

2
中期產能規劃Table 1. Results of scheduling algorithm – phaseⅠ
Product type G1 G2 G3 G4 G5 G6 Total units assigned
A 72 48 120B 60 60C 144 72 216D 228 228E 96 144
F 256 256G 8 120 128
ACk (min) 3888 2592 3888 5184 2592 3888 -
Capacity assigned(LSijk*Pjk)
3840 2160 3204 5160 1440 3288 -
Capacity unassigned 48 432 684 24 1152 600 -

3
產能規劃滿足優序計畫(即決定產品生產順序和生產時機)之產能需求量的程序和獲取足夠可用產能的方法。
如果產能不足以完成優序計畫,則該優序計畫必須變更。
產能規劃

4
產能規劃程序
決定每一工作中心的可用產能將優序計畫的產量轉換成每一工作中心每一期完成生產所需的工時
加總每一個料件在每一個工作中心的需求工時,,決定每一工作中心之各期的工作負載 (load)
盡可能調整可用產能以完成工作負載,否則必須改變優序計畫以配合可用產能

5
產能定義
產能是系統生產產品的能力。產能是以現有的
產品規格、產品組合、工作努力、工廠、設備,系統所能達到的最大產出率。 (APICS 製造管理辭典 )
上述定義之系統泛指工作中心、部門或工廠並且所強調的是單位時間內所能生產的產品量。

6
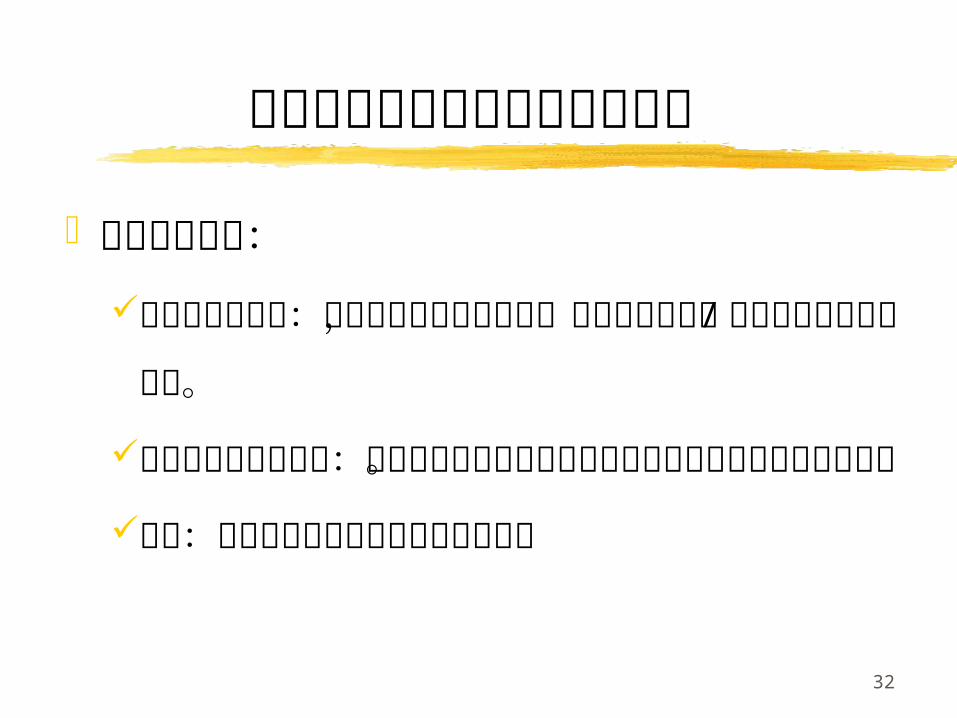
影響可用產能的因素
產品規格:產品規格決定工作內容,所以產品規格變動將影響產品產量
產品組合:每一項產品都有各自要求的作業內容,所需的製造時間也不同。所以產品組合改變將影響工作內容

7
影響可用產能的因素
工作努力:與工作效率有關,如果工作效率提高,在一段時間內產出更多產品,則產能也跟著提高
工廠和設備:工廠和設備也包含生產方法。如果生產方法改變,例如換裝速度更快的機器,單位時間的產出量就增大。
工作中心增加機器數目,產能自然隨之提升
8
產能衡量單位
工作中心或工廠的產品種類較少可以使用共同的單位加以衡量。例如紙廠是以噸來衡量生產紙張的產能;啤酒廠是以桶來衡量;汽車廠的衡量單位是輛。
當生產產品的種類太多時,不易找到共同的衡量單位,則以時間代替。

9
額定產能
可用時間:工作中心的可用時間是機器數量、操作人員數量與作業時間長短而定。
例如某個工作中心有三部機器,每天運轉 8 小時,每週工作五天,則
可用時間 = 3 * 8 * 5 = 120 小時 / 週
額定產能 = 可用時間 * 使用率 * 效率

10
額定產能
使用率:由於機器故障、人員缺勤、缺料等事件影響,而使機器停機。
實際運轉時間往往低於可用時間。
使用率 = ( 實際運轉時間 / 可用時間 )*100
%

11
額定產能
效率:若一個工作中心每週運轉 100 小時,但是並無法生產出 100 小時的工作量,這便涉及效率問題。
操作員的工作效率可能高於或低於標準工時的效率,所以效率會大於或小於 100 %。
效率 = ( 生產一件之標準工時 / 生產一件之實際工時 )*100%

12
額定產能一工作中心由
4 部機器組成,每天運轉 8 小時,每週工作 5 天,該工作中心的使用率為 85 %,效率為 110 %
可用時間 = 4 * 8 * 5 = 160 ( 小時 / 週 )額定產能 = 160 * 0.85 * 1.1 = 149.6
此代表該工作中心每週可完成 149.6 標準小時的產量。

13
實證產能
產能也可以由歷史資料,使用實際產出量加以計算,這種方法得到的產能稱為實證產能
例如某一工作中心在四週內共計產出 220 標準小時的產量,則實證產能是 220/4=55
(標準小時 / 每週)

14
CRP 的輸入資料
已核發工令單計劃核發工令單途程各項作業的標準時間前置時間工作中心產能

15
已核發工令單檔
已核發工令單是 MRP 計劃中排程到貨的一部份有關料件製造量、開工和完工日期的核發工令顯示料件的製造數量、交期和必須進行的各項作業。

16
途程檔
料件加工順序的途程記錄,包含下列資訊:必須被執行的操作操作順序使用工作中心備用工作中心各操作所需的工具標準時間:整備時間和單位作業時間

17
途程檔範例
料件名稱:齒輪柄 料號: SG123
圖號:D123X
工序 工作中心 整備時間 作業時間 作業說明10 12 1.50 0.20 車削長軸20 14 0.50 0.25 鑿溝槽30 17 0.30 0.05 鑽兩孔40 03 0.45 0.10 磨光50 Storage 存貨

18
工作中心檔
工作中心是由一部或數部機器和操作員組成
的生產設施,機器能夠執行相同的功能並具
有相同產能。
工作中心檔案包含產能、物料搬運、等待移
動和加工等待時間等資訊。

19
工廠日曆
工廠日曆可以幫助克服假日影響前置時間估算不清楚的困擾
月份 週 週一 週二 週三 週四 週五 週六 週日
27 2123
34
20
前置時間要素
前置時間 (lead time) 是等待加工時間 (queue time; Q) 、整備時間 (setup time; S) 、運轉時間 (run time; R) 、等待移動時間 (wait time; W) 和搬運時間 (move time; M) 的總和
queue time 與 wait time 為系統最大變因。

21
前置時間要素加工等待時間:
工件到達工作中心至上機加工之前的等待時間。等待移動時間:
工件在工作中心完成加工後移至下一個工作中心之等待搬運設備或等待整批搬運的時間。
搬運時間:正常狀況下,材料從這個工作站移至下個工作站所需時間。

22
Machine 2
Q S R W M Q S R W M Q S R W M
Machine 1
Interoperation time
Machine 3
Operation time
前置時間要素
23
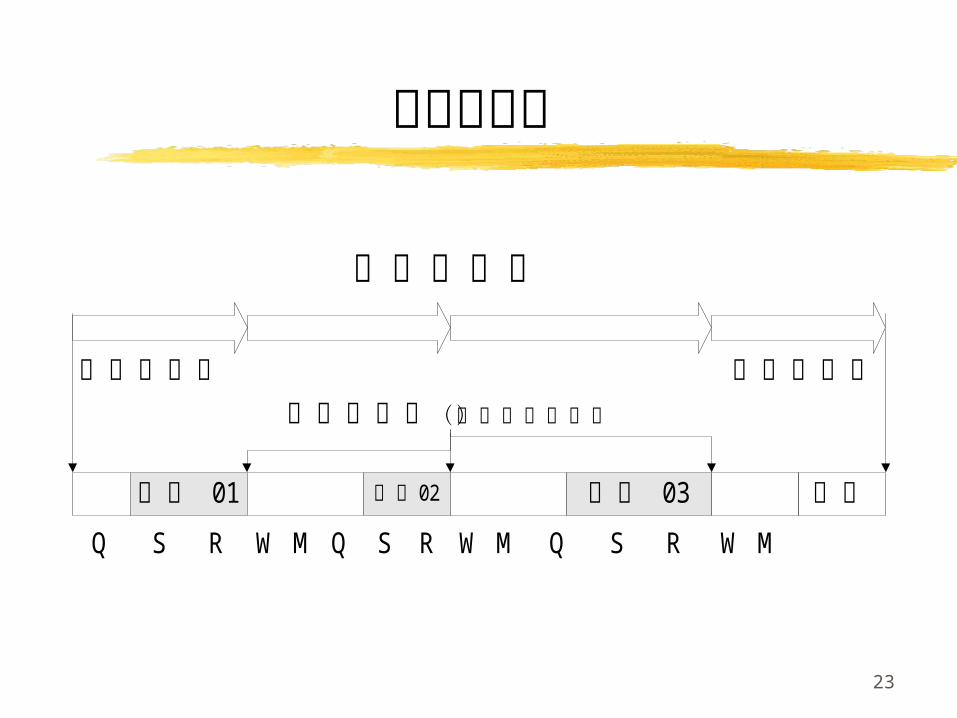
前推式排程
01作 業 02作 業 03作 業 寬 裕
Q S R W M
訂單開始日
Q S R W M Q S R W M
作 業 完 成 日 ( 最 早 完 成 加 工 )
訂單到期日
前推式排程

24
後推式排程
01作 業 02作 業 03作 業寬 裕
Q S R W M
訂單開始日
Q S R W M Q S R W M
作 業 開 始 日 ( 最 晚 開 始 加 工 )
訂單到期日
後推式排程

25
工令排程
產能需求規劃的第一步驟在決定各工作中心各工令可符合交期的開工和完工日期,這個程序稱為排程。
排程常用的方法是從到期日開始,考慮前置時間,逆向推算各項作業的開工日期,這種方法稱為逆向排程法 (backward scheduling) 。

26
工令在各工作中心所需的工時
製造齒輪柄 SG123 , 150 個的工令,交貨期是工廠日曆第 135 天。
各工作中心的作業時間計算如下:整備時間+操作時間=總作業時間(標準小時)作業 10 ,工作中心 12 : 1.5 + 0.2*150 = 31.5
作業 20 ,工作中心 14 : 0.5 + 0.25*150 = 38.0
作業 30 ,工作中心 17 : 0.3 + 0.05*150 = 7.8
作業 40 ,工作中心 03 : 0.45 + 0.1*150 = 15.45
27
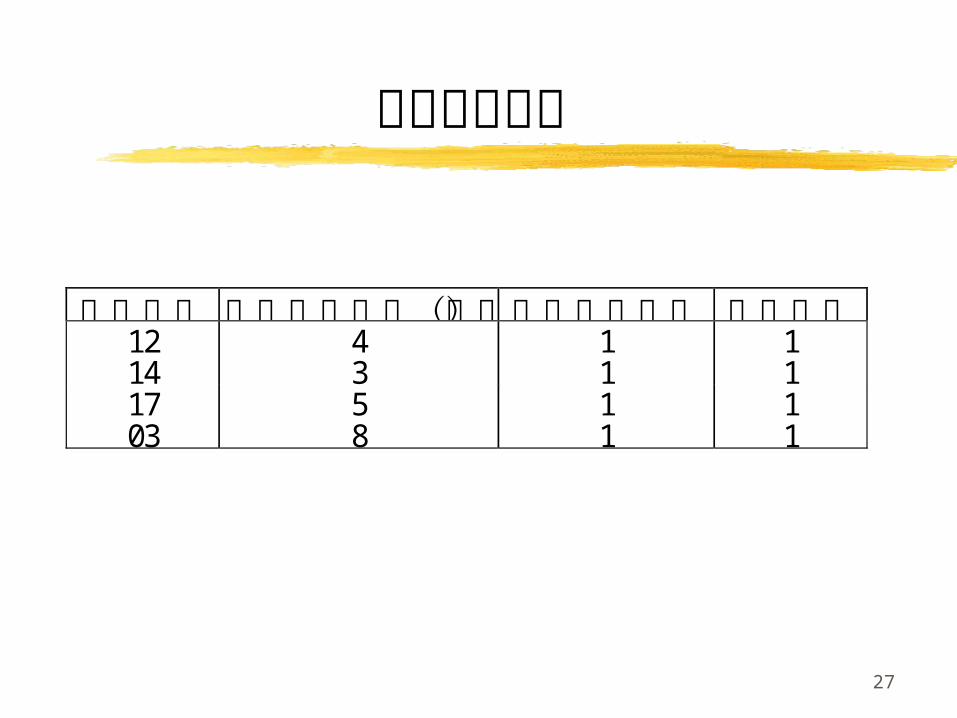
前置時間資訊
工作中心 加工等待時間(天)等待移動時間 搬運時間12 4 1 114 3 1 117 5 1 103 8 1 1

28
排程結果排程交貨日期是第 135 天,使用逆向排程法推算各項作業的開工日期。
將作業的工作時數轉成工作天數,例如每天工作 8小時,則 SG123 的作業 40相當於 2 個工作天。
作業序 工作中心 到達日期 加工等待 總作業時間 等待移動 離開日期10 12 95 4 4 1 10420 14 105 3 5 1 11430 17 115 5 1 1 12240 03 123 8 2 1 134
storage 135(交貨日期)

29
負荷表
顯示以各期計劃工令與核發工令為基礎的產能需求狀況
制訂步驟如下,可得到某個工作中心各時期之總產能負荷。決定各期之每個工作中心每一張工令的標準作業時數
加總各工作中心所有工令的標準作業時數

30
負荷表
以製造 150 個 SG123 為例此工令使工作中心 03 有 15.45 小時的產能需求到達日期為第 123 天,開工日期為第 131 天,於第 133 天完工
為解說之便假設第 131 天至 133 天為工廠日曆的第 29 週
所以該工作中心在第 29 週有 15.45 的負荷

31
負荷表範例
工作中心:10描述:車床 可用時間:120小時/每週機器數目:3 效率:115%額定產能:110標準小時/每週 使用率:80%
週 18 19 20 21 22 23 合計已核發工令負荷 105 100 80 30 0 0 315計劃工令負荷 0 0 60 80 130 80 350總負荷 105 100 140 110 130 80 665額定產能 110 110 110 110 110 110 660
產能剩餘/不足 5 10 -30 0 -20 30 -5
32
負荷與可用產能差異的解決方式
改變可用產能:加班或減班計劃:可收到短期快速的效果,但不
宜用在負荷 / 產能差異太大的情況下。
增加臨時人員的數量:如果對人員要求的技術能
力不是很高則可以採用此方法。
外包:必須考慮的是品質水準與額外成本

33
負荷與可用產能差異的解決方式
改變負荷:調整工令的開始時間或完成時間:如此可能造成提前生產而增加庫存量或延後生產而延誤交期。
採用替代製程:當有替代製程存在時可考慮,一般替代製程的效率會較正常製程的為低。
改變主生產日程計劃:需要較長的時間進行重新規劃。

34
產能需求規劃實例 (1/7)Job Shop Layout
TURRET LATHES
(201)VERTICAL
MILLS(202)
SHAPERS (205)
GRINDERS(207)
CENTER LATHES
(203)
DRILLS (204)
HORIZONTAL MILLS (206)

35
產能需求規劃實例 (2/7)Work Centers
Work Center
Number
Description Number
of
Machines
Machine Utili- zation
Effi- ciency
Std Queue Time
Std Wait Time
201 Turret Lathes 2 0.90 0.90 16.0 16.0 202 Vertical Mills 4 0.90 1.10 40.0 16.0 203 Center Lathes 2 0.90 1.00 16.0 16.0 204 Drills 6 0.90 0.85 20.0 16.0 205 Shapers 2 0.90 0.90 20.0 16.0 206 Horizontal Mills 2 0.80 0.95 20.0 16.0 207 Grinders 1 0.85 1.05 40.0 16.0
36
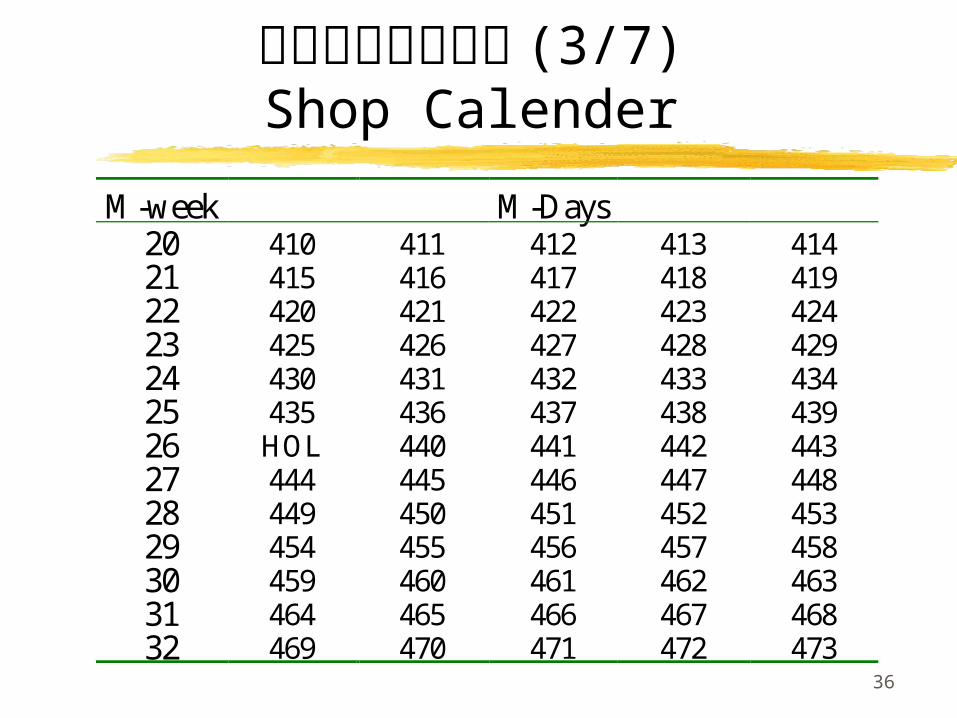
產能需求規劃實例 (3/7)Shop Calender
M-week M-Days 20 410 411 412 413 414 21 415 416 417 418 419 22 420 421 422 423 424 23 425 426 427 428 429 24 430 431 432 433 434 25 435 436 437 438 439 26 HOL 440 441 442 443 27 444 445 446 447 448 28 449 450 451 452 453 29 454 455 456 457 458 30 459 460 461 462 463 31 464 465 466 467 468 32 469 470 471 472 473

37
產能需求規劃實例 (4/7)Planned Order
Part
Number
Order
Quantity
Planned
Order Release
Planning
Lead Time
Planned
Order Receipt
A 100 Week 21 12 Weeks Week 33 B 100 Week 20 12 Weeks Week 32 C 100 Week 21 12 Weeks Week 30

38
產能需求規劃實例 (5/7)From To Chart
To work center (in hours) 201 202 203 204 205 206 207 201 0 8.0 4.0 2.0 6.0 4.0 4.0
202 2.0 0 4.0 4.0 4.0 6.0 4.0 203 4.0 4.0 0 6.0 8.0 4.0 2.0 204 4.0 2.0 8.0 0 6.0 4.0 4.0
From Work Center
205 6.0 6.0 6.0 4.0 0 4.0 6.0 206 2.0 4.0 4.0 2.0 4.0 0 4.0 207 4.0 4.0 6.0 6.0 8.0 4.0 0

39
產能需求規劃實例 (6/7)已開立訂單 (Open Order)
Part Num
Shop Order Num
Quan- tity
Due Date
Operation Number
Work Center
Std Setup
Std Run per
piece
Status
A 101 100 414 010 201 2.0 0.2 Compl 020 202 4.0 0.5 Compl 030 204 2.0 0.4 Compl 040 205 2.0 0.2 Compl 050 202 4.0 0.2 Compl 060 207 2.0 0.1
B 106 150 435 010 203 8.0 0.4 Compl 020 206 8.0 0.2 Compl 030 204 4.0 0.4 Compl 040 202 4.0 0.4 050 201 4.0 0.2

40
產能需求規劃實例 (7/7)已開立訂單 (Open Order)續
Part Num
Shop Order Num
Quan- tity
Due Date
Operation Number
Work Center
Std Setup
Std Run per
piece
Status
C 108 50 420 010 207 2.0 0.1 Compl 020 201 2.0 0.2 Compl 030 202 4.0 0.4 Compl 040 206 6.0 0.2
A 111 100 454 010 201 2.0 0.2 Compl 020 202 4.0 0.5 Compl 030 204 2.0 0.4 040 205 2.0 0.2 050 202 4.0 0.2 060 207 2.0 0.1
C 116 50 444 010 207 2.0 0.1 Compl 020 201 2.0 0.2 030 202 4.0 0.4 040 206 6.0 0.2

41
產能需求規劃實例初解 (1/3)
工作中心 201 的可用產能為 64.8 hr 。
2 * 0.9 * 0.9 * 8 * 5 = 80 * 0.81 = 64.8
工作中心 202 的可用產能為 158.4 hr 。
4 * 0.9 * 1.1 * 8 * 5 = 160 * 0.99 = 158.4

42
產能需求規劃實例初解 (2/3)
已開立工令之 shop order number 106第 5 個 operation ,由 due date (第 435 個工作天)得知應於第 24 週完成
該工令之第 5 個 operation 會造成工作中心201 在第 24 週有以下的負荷,共 34 小時30 小時的工作因有兩部機器,所以需 30/(2*8)
= 1.875 天setup time = 4 hr ; run time = 150*0.2 = 30 hr

43
產能需求規劃實例初解 (3/3)該工令在第 22 、 23 週造成 WC202 , 64hr 的負荷60 小時的工作因有四部機器,需 60/(4*8) = 1.875 天
435433
W
431429
R(OP 050)SQ
427425
MW
R(OP 040)
S
423421
Week 24Week 23Week 22
Work center202
Work center201



![科目: 193009 知能類 序號: P2794 (N/A) · 2016-12-22 · 1 科目: 193009 知能類:K1.01 [2.3/2.8] 序號: P2794 (N/A) A nuclear reactor is operating at 75% power](https://static.fdocument.pub/doc/165x107/5e6ff9f1c7ccc54d9e29c829/cci-193009-cefe-ei-p2794-na-2016-12-22-1-cci-193009.jpg)














