07 Measure W1 GageR_R Sp.Six sigma Measure
54
7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 1/54 INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de la Pontificia Universidad Católica del Perú. Evaluar R & R Medir Controlar Mejorar Analizar Definir Reconocer Six Sigma Entrenamiento Green Belt Evaluar Repetibilidad y Reproducibilidad Evaluación de Sistema de Medición
-
Upload
luissalvador1987 -
Category
Documents
-
view
225 -
download
0
Transcript of 07 Measure W1 GageR_R Sp.Six sigma Measure

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 1/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Evaluar R & R
Medir ControlarMejorarAnalizarDefinirReconocer
Six SigmaEntrenamiento Green Belt
Evaluar Repetibilidad y ReproducibilidadEvaluación de Sistema de Medición

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 2/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Acerca de este módulo…….. Evaluar R&R
Una Evaluación R&R identifica y cuantifica las fuentes
diferentes de variación que afectan a un sistema de medición.
Un sistema de medición incluye tanto el instrumento demedición como las cosas que se miden.
.
Six Sigma, una Búsqueda de la Perfección en los Procesos Alcanzar las Metas y Combatir la Variación
\DataFile\Gageaiag.mtw
\DataFile\AttrR&R.mtw

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 3/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Lo que aprenderemos…
Evaluar R&R
1. Cómo cuantificar la variación de la medición (error)
2. Cómo identificar las fuentes de la variación de la medición
3. Cómo evaluar la estabilidad del sistema de medición
4. Cómo evaluar la capacidad del sistema de medición
5. Cómo mejorar el sistema de medición

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 4/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
¿Por qué Medir?
¡Si no puedes medir, no puedes mejorar!
(Lord Kelvin)
Para:Tomar las decisiones correctas:
Cumplir normativas y especificaciones
Orientación de Detección/reacción
Resultados a corto plazo
Estimular la mejora continua:¿Donde mejorar?
¿Cuánto mejorar?
¿La mejora es efectiva económicamente?
Orientación a la prevención
Estrategia de largo plazo
Evaluar R&R

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 5/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Terminología de Evaluar
R&R
Variabilidadde medición
Variabilidad
de producto
Y = f (x) Valor de Medición = f (variación en el sistema de medición, variación de producto)
La variación en las medidas se puede atribuir a:
la variación en la cosa que se mide
o
el instrumento de medición
La variación en el instrumento de medición
es en sí misma un error de medición.
Terminología

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 6/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Evaluar Elementos R&R
Terminología
Para aprender tanto como sea posible sobre el proceso de medición en
poco tiempo (e.j., estudio de potencial).
Incluir equipo, operadores, piezas, etc. que normalmente serán
elementos del proceso de medición.
Una selección aleatoria de piezas que representan la variación
inherente del proceso de la producción.
Etiquetar piezas de una forma determinada para registrar mediciones y
evitar una posible parcialidad del operador (etiquetado ciego).
Cada pieza será medida varias veces (como mínimo dos veces) por
cada operador utilizando el mismo equipo. Esto se puede repetir para
cada conjunto de equipo.

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 7/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
Fuentes de Variación de Proceso
Observada Terminología
Variación de Proceso a Largo Plazo
Variación de Proceso a Corto Plazo
Repetibilidad
Calibración Estabilidad
Linealidad
Reproducibilidad
Variación
Observada
Para tratar la variación observada, primero tiene que ser identificada la variacióndebida al sistema de medición y luego separada de la variación del proceso real
Variación de ProcesoReal
Variación
de la Medición
Variación debido a
Instrumento
Variación debido a
Operadores

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 8/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
La Variación es Aditiva
Terminología
Valores medidos
Valores reales
ReproducibilidadRepetibilidadMedición
PiezaObservadoMedición
ErrorPiezaMediciónObservado
222
222
2222
s s s
s s s
s s s s
+ =
- =
+ + = Error2
s -
Error2s +

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 9/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad dela Pontificia Universidad Católica del Perú.
• La variabilidad inherente en el sistema de medición (dentro de
subgrupos)
• La variación que ocurre dado –Misma pieza
–Mismo operador
–Mismas unidades
–Mismo ajuste
–Mismas condiciones
–Corto plazo
• Calculado por la desviación estándar promedio (agrupada) de la
distribución de mediciones repetidas de los subgrupos (variación
dentro)
RepetibilidadTerminología
Visible en el diagrama de Rango
s 2 Total = s
2 Pieza +s 2 Repetibilidad +s
2 Reproducibilidad

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 10/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Reproducibilidad
La variación que resulta cuando se utilizan diferentes
condiciones para medir la misma característica (entre
subgrupos)
•Instrumentos diferentes
• Ajustes Diferentes
•Operadores o
inspectores diferentes Inspector A
Inspector B
Inspector C
Inspector A
Inspector B Inspector C
Visible en la Gráfica de Medias (X barra)
Terminología
s 2 Total =s 2 Pieza + s 2 Repetibilidad + s 2 Reproducibilidad

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 11/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
La cantidad de dígitos significativos que pueden ser medidos por el sistema.
Los incrementos deben ser de alrededor de 0.1 de la especificación del producto o
la variación del proceso.
Mala Discriminación
Buena discriminación
Discriminación
Terminología

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 12/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
¿Por qué Medir la R&R?Terminología
Repetibilidad y Reproducibilidad son normalmente losprincipales contribuyentes al error de medición
Variación
Observada
Variación deProceso real
VariaciónMedida
Variación deProceso
a largo plazo
Variación deProceso a corto
plazo
Variación debidoal instrumento
VariaciónDebido a losOperadores
Repetibilidad Calibración Estabilidad Linealidad Reproducibilidad

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 13/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Estabilidad
La continuidad de las medidas en el tiempo.
Valor Maestro(Patrón de Referencia)
Primera Vez
Segunda vez
¿Están todos los puntos por debajo del Limite Superior del Gráfico de Rango?
?¡Causa
Especial!
Terminología

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 14/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Efectos de Parcialidad o sesgo
La media de mediciones son diferentes por un monto fijo.
Los Efectos d e Parcial idad incluy en:
Parcialidad de Operador – operadores diferentes obtienen medias
sustancialmente diferentes para la misma cosa.
Parcialidad de Máquina – máquinas diferentes obtienen medias
sustancialmente diferentes para la misma cosa, etc.
Otros- día a día (ambiente), partes integrantes, cliente y proveedor (sitios).
Objetivo de Proceso Ideal
Instrumento 2Día 2
Instrumento 1Día 1
Visible en la Gráfica de Medias
Terminología

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 15/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
PrecisiónTerminología
• Variación total en el sistema de medición
• Medición de variación de mediciones repetidas
Repetibley noreproducible
No repetible yno reproducible Repetible yreproducible
Precisión = 2 Repetibilidad + 2 Reproducibilidad
L Mét i d l Si t d

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 16/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Las Métricas del Sistema de
Medición
Compariando s MS con la tolerancia da la:
Ratio Precision a Tolerancia (P/T)
Comparando s2 MS con la variación Total Observada da el % de
contribucion o % Gage R&R
Comparando sMS con la s Product/process variation da:
% Total de VariaciónNumero de categorias distintas es el numero AIAG
La Varianza del Sistema de Medición
Measurement System Reproducibility Repeatabilitys s s 2 2 2
= +

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 17/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Measurement Capability Index
Precision to tolerance ratio
Quantifies the percent of the tolerance is taken up by
measurement error
Includes both repeatability and reproducibility
6 *
UpperSpecificationlimit LowerSpecificationLimitMS P
T
s
=-
Measurement System Metrics
Desirable <10%, Marginal <30%, >30% Unacceptable

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 18/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
% Total Variation
% of Total Variation =100Measurement System
Total
s
s
Includes the total variation consumed by the measurement systeDoes not add to 100%
Includes both repeatability and reproducibility
Desirable <10%, Marginal <30%, >30% Unacceptable
G R&R

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 19/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Gage R&R
Percent Contribution
Addresses the % of total variation consumed by the
measurement system
Adds to 100%
Includes both repeatability and reproducibility
Measurement System Metrics
2Measurement System
2
Observed
%Contribution X 100s
s
=
Desirable <1%, Marginal <9%, >9% Unacceptable

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 20/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Método de Gráfica de Control
Se prefiere el método de la gráfica decontrol porque es un método gráfico fácil
de utilizar, para hacer lo siguiente :
Revelar la repetibilidad del
instrumento Identificar la parcialidad del operador
y la reproducibilidad
Mostrar la variación correspondiente
al producto comparado con la
variación del sistema de medición Cuantificar la discriminación del
sistema de medición
Medición Continua: Evaluación R & R

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 21/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Visión General de la Recolección de
Datos
Notas Evaluación R&R
Utilice el … Existente: Equipo (Calibrador o instrumento)
Operadores
Piezas
Identificación de las Piezas (Identificación Ciega)
No permita que el operador vea la ID de lapieza
Haga que cada Operador individual mida
aleatoriamente cada Pieza, en orden aleatorio
Anote los datos del operador
¡¡Observe y Tome Notas!!
¡Continúe hasta que todos los
Operadores/Máquinas hayan tomado como
mínimo 2 mediciones por pieza!
Evaluación del Sistema de Medición
E l ió R&R P

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 22/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Evaluación R&R Paso por
Paso
1. Recoja N (5 - 10) muestras que representen la variación del proceso a largo
plazo.
2. Seleccione 3 operadores que normalmente realizan mediciones.
3. Prepare la hoja de datos de Minitab
Encabezamiento de las Columnas : Pieza, Operador, Medición
(vea ejemplo en la siguiente diapositiva).
4. Haga que cada operador mida todas las muestras una vez,
independientemente y en orden aleatorio.
5. Repita el paso anterior 2 veces más.
6. Ingrese los datos.
Evaluación del Sistema de Medición
M t H j d D t Mi it b

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 23/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Montar una Hoja de Datos MinitabEvaluación del Sistema de Medición
Columna deinfo de piezas
# Totalde piezas
# de Medic.por Pieza
# deOperadores
Columna deoperador
# deOperadores
# de PiezasX Nº Medic.
Calc>Make Patterned Data>Simple set of numbers
Operator
Montar una Hoja de Datos Minitab

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 24/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Montar una Hoja de Datos Minitab
(Cont)Evaluación del Sistema de Medición
Columnastotales Columnas de
Info. Original
Columnas aleatorias
Hoja de Datos Resultantes
Calc>Random Data>Sample from Columns
60

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 25/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Un ejemplo de Evaluar R&R
\Datafiles\Gageaiag.mtw* Stat>Quality Tools>Gage Study>Gage R&R (Crossed)
*Este archivo de datos es
propiedad de Minitab, Inc., y
se usa con permiso.

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 26/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
P e r c e n t
Part-to-PartReprodRepeatGage R&R
100
50
0
% Contribution
% Study Var
S a m p l e R a n g e
0.10
0.05
0.00
_ R=0.0383
UCL=0.1252
LCL=0
1 2 3
S a m p l e M e a n
1.00
0.75
0.50
_ _ X=0.8075UCL=0.8796
LCL=0.7354
1 2 3
Part
10987654321
1.00
0.75
0.50
Operator
321
1.00
0.75
0.50
Part
A v e r a g e
10987654321
1.00
0.75
0.50
Operator
1
2
3
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
Components of Variation
R Chart by Operator
Xbar Chart by Operator
Response by Part
Response by Operator
Operator * Part Interaction
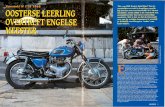
Gage R&R (Xbar/R) for Response
Evaluar R&R (Continuación)
Contribución
Gage R&R %debe ser <10%
Todos losPuntos debenestar entre loslímites decontrol
La mayoría delos puntos debe
estar fuera delos límitesde control
Todos losoperadores
deben seguirel mismo
patrón
Puntos divergentesindican interacción
pieza-operador
Todas las piezasdeben tener el
mismo patrón
Ahora veremos cada gráfico en más detalle

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 27/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Componentes de la Variación
% contribution indica que porcentaje de la variación de los datos
(piezas y mediciones) es causado por cada uno de los elementos
indicados. El % de contribución total de Gage R&R % debe ser menor
al 10%
P e r c e n t
Part-to-PartReprodRepeatGage R&R
100
80
60
40
20
0
% Contribution
% Study Var
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
Components of Variation
Gage R&R (Xbar/R) for Response
U i d d t ll d l G áfi

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 28/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
S a m p l e R a n g e
0.12
0.08
0.04
0.00
_ R=0.0383
UCL=0.1252
LCL=0
1 2 3
S a m p l e M e a n
1.0
0.8
0.6
0.4
_ _ X=0.8075UCL=0.8796
LCL=0.7354
1 2 3
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
R Chart by Operator
Xbar Chart by Operator
Gage R&R (Xbar/R) for Response
Una mirada detallada a los Gráficos
X Barra y RLos límites de control
representan el error demedición. Se computan enfunción del rango y eltamaño de muestra.
Cada punto del gráfico Xbar es el
promedio de las medicioneshechas sobre la misma pieza porel mismo operador. Variación pieza a pieza muestrala diferencia entre las piezas.La mayoría de los puntos debeestar fuera de los límites decontrol
Cada punto de la R Chart es el Rango (diferencia entre los valores más altoy más bajo) de todas las medidas sobre la misma pieza por el mismooperador.Todos los puntos deben estar dentro de los límites de control.

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 29/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Respuesta por Pieza
Cada punto representa al menos una medición de esa pieza por, almenos, un operador (un punto puede representar más de una
medición). Las diferencias en la dispersión de los puntos puede
mostrar una interacción entre pieza y operador..
Part
10987654321
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
Response by Part
Gage R&R (Xbar/R) for Response

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 30/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Respuesta por Operador
Cada punto representa, al menos, una medición de una pieza por un
operador (un punto puede representar mas de una medición). Las
diferencias entre los operadores pueden representar una parcialidad
por operador.
Operator
321
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
Response by Operator
Gage R&R (Xbar/R) for Response

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 31/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Interacción Operador y Pieza
Cada punto representa el promedio de todas las mediciones hechas
por un operador sobre una pieza. Una divergencia en los puntos
mostraría una interacción entre pieza y operador.
Part
A v e
r a g e
10987654321
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
Operator
1
2
3
Gage name:
Date of study:
Reported by :
Tolerance:
Misc:
Operator * Part Interaction
Gage R&R (Xbar/R) for Response

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 32/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
La Ventana de Sesión
Este es el % de Contribución que se muestra en el análisis gráfico.Note la contribución de la Repetibilidad y Reproducibilidad al total del
Gage R&R.
El Total Gage R&R debe ser <10%
%Contribution
Source VarComp (of VarComp)
Total Gage R&R 0.0020839 6.33Repeatability 0.0011549 3.51
Reproducibility 0.0009291 2.82Part-To-Part 0.0308271 93.67
Total Variation 0.0329111 100.00

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 33/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
5.15 desvíos estándar comprenden el
99% de los datos
The Ventana de Sesión
El número de “Distinct Categories” debe ser >4.
Study Var %Study VarSource Std Dev (SD) (5.15 * SD) (%SV)
Total Gage R&R 0.045650 0.235099 25.16
Repeatability 0.033983 0.175015 18.73Reproducibility 0.030481 0.156975 16.80Part-To-Part 0.175577 0.904219 96.78
Total Variation 0.181414 0.934282
Number of Distinct Categories = 5

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 34/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Preguntas
¿En qué consiste un sistema de medición aceptable?
¿Por qué queremos que la gráfica Valor Medio (X bar) esté fuera
de control?
¿Como se puede separar la variación del sistema de medición de
la variación provocada por el proceso?
Revisión de Datos Continuos

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 35/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Definiciones de AtributosEstudio de Evaluación R&R Atributo
General
Una evaluación por atributo compara cada pieza con unconjunto de límites específicos:
– Acepta la pieza si los se satisfacen los límites
– Rechaza la pieza si no se satisfacen los límites
Una evaluación por atributo no indica lo buena o lo malaque es una pieza, solamente si la pieza ha sido aceptadao rechazada

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 36/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Estudio de Evaluar R&R Atributo:
Preparación
Estudio de Evaluación R&R por Atributo Seleccione 20 – 30 piezas
– Debe representar un rango completo devariabilidad
– Algunas en el lado alto de la especificación
– Algunas en el lado bajo de la especificación
Mediciones
– 3 Asesores
– Un “experto” que representa el patrón dereferencia
– Evalúe cada pieza por lo menos 2 veces

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 37/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Aceptabilidad por Atributo
Estudio de Evaluación R&R por Atributo
Determine un nivel aceptable mínimo• Lo ideal sería que todas las decisiones deberían
coincidir
Si el método de evaluación no es apropiado y no se puedemejorar, desarrolle un medio alternativo de medir

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 38/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Evaluación R&R por atributos
• Ordinal (“En una escala de 1 a 5”)
• Clasificación (Color, Textura …) • Atributo (Pas-No pasa, Bueno-Malo, Si-
No)Veamos un ejemplo de Atributos.
Los otros serán similares
Las evaluaciones pueden hacerse por:
Abrir AttrR&R.mtw

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 39/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Evaluación R&R por atributos
Stat>Quality Tools>Attribute Agreement Analysis
V t d S ió At ib t

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 40/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ventana de Sesión por Atributos Appraiser # Inspected # Matched Percent 95 % CI
Joe 10 9 90.00 (55.50, 99.75)
John 10 7 70.00 (34.75, 93.33)
Mary 10 8 80.00 (44.39, 97.48)
Sue 10 8 80.00 (44.39, 97.48)
# Matched: Appraiser's assessment across trials agrees with the known standard.
Assessment Disagreement
Appraiser # Yes / No Percent # No / Yes Percent # Mixed Percent
Joe 0 0.00 0 0.00 1 10.00
John 0 0.00 0 0.00 3 30.00
Mary 0 0.00 0 0.00 2 20.00
Sue 0 0.00 0 0.00 2 20.00
# Yes / No: Assessments across trials = Yes / standard = No.
# No / Yes: Assessments across trials = No / standard = Yes.
# Mixed: Assessments across trials are not identical.
Parece que se necesita algo de mejora por aquí

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 41/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Evaluación R&R por atributos
Appraiser
P e r c e n t
SueMaryJohnJoe
100
90
80
70
60
50
40
95.0% C I
Percent
Appraiser
P e r c e n t
SueMaryJohnJoe
100
90
80
70
60
50
40
95.0% C I
Percent
Date of study:
Reported by:
Name of product:
Misc:
Assessment Agreement
Within Appraisers Appraiser vs Standard

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 42/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Explicación de Kappa de la
guía de estadísticas
Si kappa=1, hay un acuerdo perfecto. Si kappa =0, el acuerdo, deexistir, es por casualidad. Cuanto mayor sea el acuerdo, mayor el
valor de kappa. Valores negativos de kappa significan que laexpectativa de acuerdo es menor que la dada por casualidad, pero
es muy raro que ocurra. Dependiendo de la aplicación, valores dekappa menores a 0.7 indican que el sistema de mediciónrequiere mejoras. Valores de kappa superiores a 0.9 se
consideran excelentes
© All Rights Reserved. 2000 Minitab, Inc.
Ventana de Sesión de Atributos

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 43/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ventana de Sesión de Atributos
(2) Appraiser Response Kappa SE Kappa Z P(vs > 0)
Joe No 0.890110 0.223607 3.98069 0.0000
Yes 0.890110 0.223607 3.98069 0.0000
John No 0.696970 0.223607 3.11694 0.0009
Yes 0.696970 0.223607 3.11694 0.0009
Mary No 0.789100 0.223607 3.52896 0.0002
Yes 0.789100 0.223607 3.52896 0.0002
Sue No 0.789100 0.223607 3.52896 0.0002
Yes 0.789100 0.223607 3.52896 0.0002
Fleiss' Kappa StatisticsResponse Kappa SE Kappa Z P(vs > 0)
No 0.613095 0.0597614 10.2590 0.0000
Yes 0.613095 0.0597614 10.2590 0.0000

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 44/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ventana de sesión de Atributos (3)
Assessment Agreement
# Inspected # Matched Percent 95 % CI
10 4 40.00 (12.16, 73.76)
# Matched: All appraisers' assessments agree with the known standard.
Fleiss' Kappa Statistics
Response Kappa SE Kappa Z P(vs > 0)
No 0.791320 0.111803 7.07778 0.0000
Yes 0.791320 0.111803 7.07778 0.0000
La necesidad de capacitación es evidente! Se llevó a cabo el
entrenamiento y se volvió a realizar el estudio. Los datos están en C-14
V t G áfi d At ib t

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 45/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ventana Gráfica de Atributos
Appraiser
P e r c e n t
SueMaryJohnJoe
100
95
90
85
80
75
95.0% C I
Percent
Appraiser
P e r c e n t
SueMaryJohnJoe
100
95
90
85
80
75
95.0% C I
Percent
Date of study:
Reported by:
Name of product:
Misc:
Assessment Agreement
Within Appraisers Appraiser vs Standard
El entrenamiento ayudó. Ahora hay acuerdo completo.
Estadísticas Kappa de Atributos

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 46/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Estadísticas Kappa de Atributos
después del
entrenamiento
Assessment Agreement
# Inspected # Matched Percent 95 % CI
10 10 100.00 (74.11, 100.00)
# Matched: All appraisers' assessments agree with the known standard.
Fleiss' Kappa Statistics
Response Kappa SE Kappa Z P(vs > 0)
No 1 0.111803 8.94427 0.0000
Yes 1 0.111803 8.94427 0.0000
Resumen de la Medición

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 47/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Resumen de la Medición
• Las Mediciones precisas, exactas, repetibles yreproducibles son indispensables para unagestión de proceso eficaz.
• El Error de medición (de variables) debería serel 10% o menos de la variación del proceso
• La recolección de los datos es difícil
• Minitab hace el análisis más fácil
Resumen de la Evaluación del Sistema de Medición
Evaluación R&R Acciones

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 48/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Evaluación R&R . Acciones
Claves
• Escoja el sistema de medición correcto para la evaluación• Mapee el proceso de medición
• Preste atención a las causas probables de variación demedición• Realice la recolección de datos en forma rigurosa• Piense en el proceso de medición cuando saque
conclusiones de la Evaluación R&R• Implemente las contramedidas
• Conserve los beneficios: ¡Controle y mejoreel Sistema de Medición para siempre!!
Resumen de la Evaluación del Sistema de Medición
Ej i i O i l d E l ió R&R

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 49/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ejercicio Opcional de Evaluación R&R
Usando la catapulta:• Realice el siguiente estudio Evaluar R&R
• Prepare el Formulario Evaluar R&R
• Analice los resultados
1 2 3 4 5 6
Plataforma de lanzamiento
Proyectil
Posición fin
de carrera
Banda de Goma
Posición detensado de
banda
Ángulode
carrera
Piso o mesa
Brazo de lanzamiento
Ejercicio Opcional de Catapulta:

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 50/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Ejercicio Opcional de Catapulta:
Evaluación R&R• El Jefe del Equipo designa 3
o 4 observadores para ver elrango de lanzamiento de lacatapulta
• Un Oficial de Control de Tirodisparará 2 pelotas en cadauno de los 5 ajustes de lacatapulta.
• Cada observador registra(sin revelar la lectura) ladistancia alcanzada porcada disparo
• Complete el formulario para:5 disparos, 3 o 4observadores y 2 réplicas.
• La tolerancia es de 30 cm
(+/- 15 cm).• Esté preparado a presentar
los resultados de su estudio.
1 2 3 4 5 6

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 51/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Qué aprendimos…
Resumen de la Evaluación del Sistema de Medición
1. Cómo cuantificar la variación de la medición (error)
2. Cómo identificar las fuentes de la variación de la medición
3. Cómo evaluar la estabilidad del sistema de medición
4. Cómo evaluar la capacidad del sistema de medición
5. Cómo mejorar el sistema de medición

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 52/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Apéndice
Fó l

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 53/54
INSTITUTO PARA LA CALIDAD © 2010. Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
la Pontificia Universidad Católica del Perú.
Fórmulas
414.1*R &R
PiezasladeVariacióndistintascategoríasde Número =
5.15*sComponentelosdeVariaciónEstudiodelVariación =
100*EstudiodelTotalVariación
estudiodelscomponentelosdeVariaciónEstudiodelVariación% =
100*TotalVariación
R &R R &R % =
M t i l S l t i

7/23/2019 07 Measure W1 GageR_R Sp.Six sigma Measure
http://slidepdf.com/reader/full/07-measure-w1-gagerr-spsix-sigma-measure 54/54
INSTITUTO PARA LA CALIDAD © 2010 Prohibida su reproducción total o parcial sin permiso del autor y del Instituto para la Calidad de
Material Suplementario
La exactitud de los instrumentos es la diferencia entre el valormedio observado de las mediciones y el valor patrón. El valorpatrón es un estándar de referencia, trazable y aceptado (e.j.,NIST).
Valor Patrón (Estándar de Referencia)
Valor Promedio
Exactitud
En Black Belt se usóPrecisión
, que no es correcto

![blad3 A0 - Commissiemer.nl · WR-AGV WS-WR WS-WR WS-WR [ka] [ka] [ka] (sv-onp) (iv) R-RW R-RW 2 W1 W1 W1 W1 W1 W1 W1 W1 W1 W1W1 W1 W1 W1 W2 BO (hs) N N (hs) W1 W1 (sv-onp) [sba-am3]](https://static.fdocument.pub/doc/165x107/5ed5442373f72c3d811f4732/blad3-a0-wr-agv-ws-wr-ws-wr-ws-wr-ka-ka-ka-sv-onp-iv-r-rw-r-rw-2-w1.jpg)



![9× £ w1 $Ñ i · w1 bKC s w1 \c w1 c w ¸?}4E ò_|WZ4Ed S1 ([ S BI w ¸b$ÙI b æ/²\KZ wb ² [x £'ì^]b5 0[^ 8o B1 K ô M µ6õ 88rM w1 b 6}rK [ \+« ì w1 _c [ \+« ì @6~rM](https://static.fdocument.pub/doc/165x107/607c41899e4967798d013372/9-w1-i-w1-bkc-s-w1-c-w1-c-w-4e-wz4ed-s1-s-bi-w-bi-b-kz.jpg)



![ppQ JH]DPHOLMN ELMJHERXZ - commissiemer.nl filewa wa wa wa wa wa wa wa wa wa wa wa wa wa wa wa wa bo bo bo w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1 w1](https://static.fdocument.pub/doc/165x107/5e1a81165044c7664e160d6d/ppq-jhdpholmn-elmjherxz-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-wa-bo-bo.jpg)