05-Calibra€ ¦ção de paquimetro
22
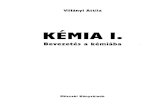
Modelo Matemático Caracterização do Padrão Avaliação das Grandezas de Influência Descrição da Calibração Caracterização do Mensurando que e como realizar a medição, s as tolerâncias, quais as dimensões Qual padrão utilizar, faixa nominal resolução, limite de erro, calibraç Quais cuidados que se tem observar, quais referências usar, qual a seqüência de medição, qual planilha de dados/cálculos, como avaliar a incerteza do resultado. grandezas e qual a extensão da ncia no resultados, qual distribuição, pendência linear. Combiná-las usando de Gauss Qual a interrelação entre a grand de interesse e as de influência CTGAS CTGAS - - 01/2007 01/2007
Transcript of 05-Calibra€ ¦ção de paquimetro

Modelo Matemático
Caracterização do Padrão
Avaliação das Grandezas de Influência
Descrição da Calibração
Caracterização do Mensurando
O que e como realizar a medição,quais as tolerâncias, quais as dimensões
Qual padrão utilizar, faixa nominal,resolução, limite de erro, calibração
Quais cuidados que se tem observar, quaisreferências usar, qual a seqüência de medição,qual planilha de dados/cálculos, como avaliara incerteza do resultado.
Quais grandezas e qual a extensão dainfluência no resultados, qual distribuição,tem dependência linear. Combiná-las usandoa Lei de Gauss
Qual a interrelação entre a grandezade interesse e as de influência
CTGASCTGAS - 01/2007 - 01/2007

iicPM
Lei de propagação do erro ou Lei de GaussLei de propagação do erro ou Lei de Gauss
Modelo matemático linear do experimentoModelo matemático linear do experimento
i
iii
MccomcPM
222
CTGASCTGAS - 01/2007 - 01/2007

A seqüência para a medição do lado de uma placa e o estabelecimento das grandezas de influência segueo seguinte modelo:
CTGASCTGAS - 01/2007 - 01/2007

Medir é comparar
M = P + E1 + E2 + E3 + E4
0,6 ou 0,7
Erro de “leitura”
O que ocorre em um processo de mediçãoO que ocorre em um processo de medição
Por definição !!!!!!!Por definição !!!!!!!
Erro de zero
Erro de gravação
M
P
tM
tP
CTGASCTGAS - 01/2007 - 01/2007

IncertezaIncerteza
TemperaturaTemperatura
IluminaçãoIluminação
AmbienteAmbiente
VisualVisual
AuditivaAuditiva
AptidãoAptidão
CapacitaçãoCapacitação
ComportamentComportamentoo
PrincípiosPrincípiosPessoaPessoa
Erro na gravação
Rastreabilidade
Padrão
Condições de Operação
Equipamento
Retitude do ladoRetitude do lado
AcabamentoAcabamento
MensurandoMensurando
MétodoMétodo
ResoluçãoResolução
CTGASCTGAS - 01/2007 - 01/2007

Mensurando
Placa de aço 75X300Lado menor com acabamentopor lixamento
Padrão
Régua de aço 100x0,5 mmTipo B
Procedimento
Deixar temperandoMedir o lado menorTolerância ± 0,7 mm
Anotar em folha própria
Grandezas de influência
Erro de zero ~0,3 mmErro da escala ~0,1 mmInterpolação ~0,2 mmTemperatura ~0,005 mmRetitude ~ 0,2 mm
Modelo Matemático
iicPM
CTGASCTGAS - 01/2007 - 01/2007

EXEMPLO EXEMPLO DEDE
APLICAÇÃOAPLICAÇÃO
CTGASCTGAS - 01/2007 - 01/2007

PaquímetrosPaquímetros analógicos analógicos: : valor de uma divisão ou valor de uma divisão ou
resoluçãoresolução“O valor de uma divisão de um paquímetro é definido pelo resultado da divisão do valor de uma divisão da
escala principal pelo número de traços do nônio.”
Valor de uma divisão = 1mm/20 = 0,05 mm
Resolução = 0,025 mm
Exemplo:
• Valor de uma divisão da escala principal = 1 mm
• Número de traços do nônio = 20
“A resolução pode, no caso limite, ser considerada igual à metade do valor do nônio.”
CTGASCTGAS - 01/2007 - 01/2007

PaquímetrosPaquímetros digitais digitais: : valor de uma divisão ou valor de uma divisão ou
resoluçãoresolução“O valor de uma divisão e a resolução de um paquímetro digital são iguais ao valor do menor digito apresentado
no mostrador.”
CTGASCTGAS - 01/2007 - 01/2007

PaquímetrosPaquímetros
CTGASCTGAS - 01/2007 - 01/2007

Roteiro para calibração de Roteiro para calibração de paquímetrospaquímetros
1- Efetuar a limpeza da superfícies de medição1- Efetuar a limpeza da superfícies de medição
2- Verificação dos erros geométricos - planeza e paralelismo2- Verificação dos erros geométricos - planeza e paralelismo
Com o auxílio de três blocos padrão, com Com o auxílio de três blocos padrão, com diferenças de 0,002 mm entre si, verificar o erro diferenças de 0,002 mm entre si, verificar o erro geométrico dos bicosgeométrico dos bicos
Colocar no meio dos bicos o bloco padrão de Colocar no meio dos bicos o bloco padrão de valor intermediário. valor intermediário.
Tentar passar, no extremo superior e no inferior Tentar passar, no extremo superior e no inferior do bico, o bloco de menor dimensão. Ele deverá do bico, o bloco de menor dimensão. Ele deverá passar, caso contrário se tem um erro da ordem de passar, caso contrário se tem um erro da ordem de 0,002 mm0,002 mm
CTGASCTGAS - 01/2007 - 01/2007

Roteiro para calibração de Roteiro para calibração de paquímetrospaquímetros
Tentar passar no extremo superior e no Tentar passar no extremo superior e no inferior do bico o bloco de maior dimensão. inferior do bico o bloco de maior dimensão.
Anotar o valor do erro detectado na folha de Anotar o valor do erro detectado na folha de cálculos (planilha excel).cálculos (planilha excel).
Neste caso, o erro geométrico será igual à Neste caso, o erro geométrico será igual à diferença entre o bloco colocado no centro dos bicos e diferença entre o bloco colocado no centro dos bicos e o último a passar no vão.o último a passar no vão.
Ele não deverá passar, caso passar, tentar Ele não deverá passar, caso passar, tentar com bloco de dimensão maior até não mais ser com bloco de dimensão maior até não mais ser possível passá-lo no vão.possível passá-lo no vão.
CTGASCTGAS - 01/2007 - 01/2007

Roteiro para calibração de Roteiro para calibração de paquímetrospaquímetros
Calibrar a escala em onze pontos ao longo da faixa Calibrar a escala em onze pontos ao longo da faixa nominal, garantindo que dois pontos, pelo menos, sejam nominal, garantindo que dois pontos, pelo menos, sejam controlados na faixa das indicações decimais.controlados na faixa das indicações decimais.
Colocar um bloco de 10 mm entre os bicos no Colocar um bloco de 10 mm entre os bicos no sentido longitudinal, prendê-lo e atuar a trava. Verificar o sentido longitudinal, prendê-lo e atuar a trava. Verificar o efeito efeito
4 - Verificação da exatidão da escala principal4 - Verificação da exatidão da escala principal
Medir um anel deMedir um anel de25 mm. Realizar três medições. 25 mm. Realizar três medições. Alternativamente colocar um bloco de 25 mm nos bicos e Alternativamente colocar um bloco de 25 mm nos bicos e medir a abertura das orelhas no projetor de perfil.medir a abertura das orelhas no projetor de perfil.
5 - Verificação das orelhas5 - Verificação das orelhas
3 - Verificação do efeito da trava3 - Verificação do efeito da trava
CTGASCTGAS - 01/2007 - 01/2007

Roteiro para calibração de Roteiro para calibração de paquímetrospaquímetros
Verificar o erro de exatidão da haste Verificar o erro de exatidão da haste comparando a extensão da haste com um bloco comparando a extensão da haste com um bloco padrão de 50 mm. Executar três mediçõespadrão de 50 mm. Executar três medições
6 - Verificação da haste de profundidade6 - Verificação da haste de profundidade
7 - Verificação do medidor de ressaltos7 - Verificação do medidor de ressaltos
Verificar o erro de exatidão da face de Verificar o erro de exatidão da face de medição de ressaltos comparando o deslocamento medição de ressaltos comparando o deslocamento com um bloco padrão de 50 mm. Executar três com um bloco padrão de 50 mm. Executar três mediçõesmedições
CTGASCTGAS - 01/2007 - 01/2007

Exemplo de AplicaçãoExemplo de Aplicação
Faixa nominal: 150 mmValor de uma divisão: 0,01 mmAnalógico:Digital: xTipo : quadrimensional
Calibração de PAQUÍMETRO
Mensurando
CTGASCTGAS - 01/2007 - 01/2007

Exemplo de AplicaçãoExemplo de Aplicação
Blocos Padrão Identificação 936774Classe 0 Erro máximo 0,0003 mm
Padrão escalonado Identificação n.c.Erro máximo 0,005 mm
Padrão
CTGASCTGAS - 01/2007 - 01/2007

Exemplo de AplicaçãoExemplo de Aplicação
Erro geométrico (planeza/paralelismo)Material blocos padrão :
1,004; 1,006 ; 1,008 e 1,010 mm para verificar erro geométrico10 mm verificar efeito da trava
EscalaMaterial blocos padrão : (0,02 mm) 1,04; 1;48; 10; 17; 20; 25; 50; 75; 100; 150(0,01 ou 0,05 mm) 1,05; 1;45; 10; 17; 20; 25; 50; 75; 100; 150
Descrição da calibração
CTGASCTGAS - 01/2007 - 01/2007

Exemplo de AplicaçãoExemplo de Aplicação
OrelhaMaterial Anel ou bloco padrão e projetor de perfis (20 ou 25 mm)ProfundidadeMaterial Blocos padrão : 50mmRessaltoMaterial Blocos padrão : 50mm
CTGASCTGAS - 01/2007 - 01/2007

CÁLCULO DA INCERTEZACÁLCULO DA INCERTEZA
PadrãoPadrão
Dispersão (mensurando)Dispersão (mensurando)
ResoluçãoResolução
Força de mediçãoForça de medição
Ajuste do zeroAjuste do zero
ParalaxeParalaxe
TemperaturaTemperatura
Erro geométricoErro geométrico
Grandezas de Influência
CTGASCTGAS - 01/2007 - 01/2007

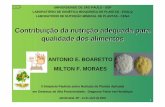
Exemplo de AplicaçãoExemplo de Aplicação2 - Calibração
Valor Indicação no Paquimetro Média Erro D.PadrãoNominal (mm) (mm) (mm) (mm)
0,00 0,00 0,00 0,00 0,00 0 0,0001,05 1,05 1,04 1,05 1,05 0,00 0,0061,45 1,45 1,45 1,45 1,45 0,00 0,000
5 5,00 5,00 5,00 5,00 0,00 0,00010 10,00 10,00 10,00 10,00 0,00 0,00017 16,99 17,00 16,99 16,99 -0,01 0,00620 19,99 19,99 19,99 19,99 -0,01 0,00024 23,98 23,99 23,99 23,99 -0,01 0,00650 49,99 49,99 49,99 49,99 -0,01 0,00075 74,99 75,00 75,00 75,00 0,00 0,006
100 99,99 99,99 99,99 99,99 -0,01 0,000150 149,99 149,99 149,99 149,99 -0,01 0,000
Erro geométrico 0,002 0,002
CTGASCTGAS - 01/2007 - 01/2007

Exemplo de AplicaçãoExemplo de Aplicação
Grandeza Estimativa Distribuição Incerteza Coeficiente de Incerteza Grau de
Padronizada sensibilidade (mm) liberdade
Padrão 150 R 0,0029 mm 1 0,003 infinitoMensurando 149,990 N 0,0012 mm 1 0,001 2Resolução do mensurando 0 T 0,0041 mm 1 0,004 infinitoErro geométrico 0 R 0,0012 mm 1 0,001 infinitoAfastamento de 20°C 0 R -1,1547 k 1,5E-04 0,000 infinitoGradiente de temperatura 0 R 0,1155 k 1,7E-03 0,000 infinitoParalaxe 0 R 0,0029 mm 0 0,000 infinitoForça de medição 0 R 0,0029 mm 1 0,003 infinitoAjuste de zero 0 R 0,0029 mm 1 0,003 infinito
0,007 1837k = 2,0 0,013
CTGASCTGAS - 01/2007 - 01/2007

Mãos às Obras Mãos às Obras OBRIG
ADO
CTGASCTGAS - 01/2007 - 01/2007