03 conformação (1)
22
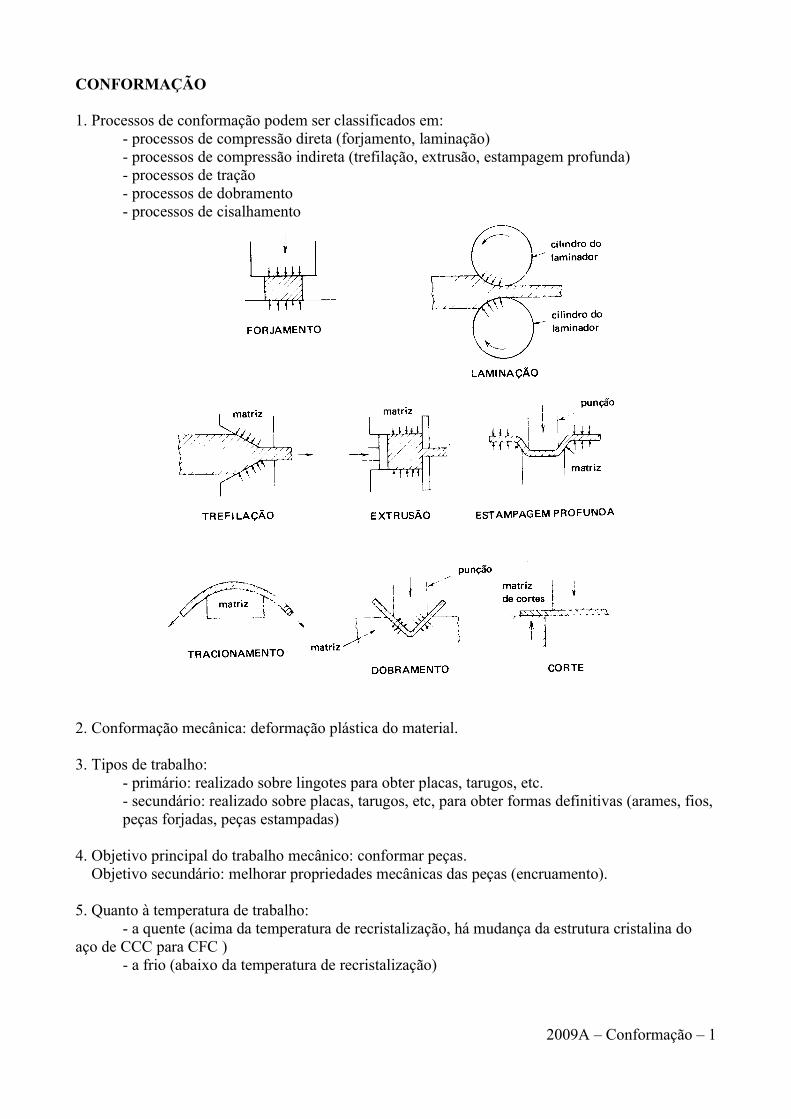
CONFORMAÇÃO 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem profunda) - processos de tração - processos de dobramento - processos de cisalhamento 2. Conformação mecânica: deformação plástica do material. 3. Tipos de trabalho: - primário: realizado sobre lingotes para obter placas, tarugos, etc. - secundário: realizado sobre placas, tarugos, etc, para obter formas definitivas (arames, fios, peças forjadas, peças estampadas) 4. Objetivo principal do trabalho mecânico: conformar peças. Objetivo secundário: melhorar propriedades mecânicas das peças (encruamento). 5. Quanto à temperatura de trabalho: - a quente (acima da temperatura de recristalização, há mudança da estrutura cristalina do aço de CCC para CFC ) - a frio (abaixo da temperatura de recristalização) 2009A – Conformação – 1
-
Upload
alex-martins -
Category
Documents
-
view
481 -
download
5
Transcript of 03 conformação (1)
CONFORMAÇÃO
1. Processos de conformação podem ser classificados em:- processos de compressão direta (forjamento, laminação)- processos de compressão indireta (trefilação, extrusão, estampagem profunda)- processos de tração- processos de dobramento- processos de cisalhamento
2. Conformação mecânica: deformação plástica do material.
3. Tipos de trabalho:- primário: realizado sobre lingotes para obter placas, tarugos, etc.- secundário: realizado sobre placas, tarugos, etc, para obter formas definitivas (arames, fios, peças forjadas, peças estampadas)
4. Objetivo principal do trabalho mecânico: conformar peças. Objetivo secundário: melhorar propriedades mecânicas das peças (encruamento).
5. Quanto à temperatura de trabalho:- a quente (acima da temperatura de recristalização, há mudança da estrutura cristalina do
aço de CCC para CFC )- a frio (abaixo da temperatura de recristalização)
2009A – Conformação – 1
A QUENTE A FRIO
+
- menor esforço mecânico
- preserva tenacidade do material
- deformação profunda (contínua recristalização) elimina porosidades
- ferramental não necessita resistir ao calor
- aumenta resistência e dureza
- melhores tolerâncias e acabamentos superficiais
-
- formação de casca de óxido
- pior acabamento superficial e tolerâncias
- ferramental deve resistir ao calor
- maior esforço mecânico
- tenacidade diminui
- deformação superficial
- pode produzir anomalias (casca de laranja)
LAMINAÇÃO
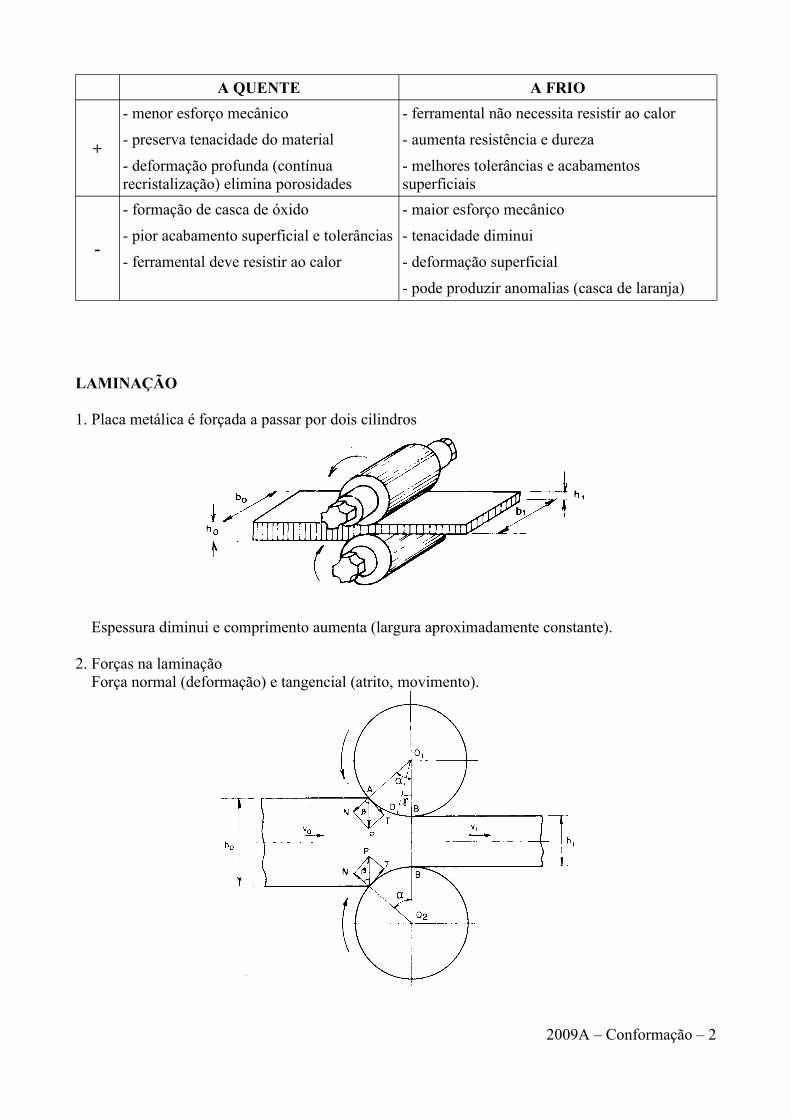
1. Placa metálica é forçada a passar por dois cilindros
Espessura diminui e comprimento aumenta (largura aproximadamente constante).
2. Forças na laminação Força normal (deformação) e tangencial (atrito, movimento).
2009A – Conformação – 2
Manutenção do volume: bh0 v0=bh1 v1
Como a espessura h1 é menor que h0 , tem-se que a velocidade v1 é maior que v0
Existe somente um ponto do material com velocidade igual à velocidade periférica dos cilindros, chamado ponto neutro. Antes do ponto neutro: atrito empurra material no sentido do movimento Depois do ponto neutro: atrito empurra material no sentido oposto ao movimento
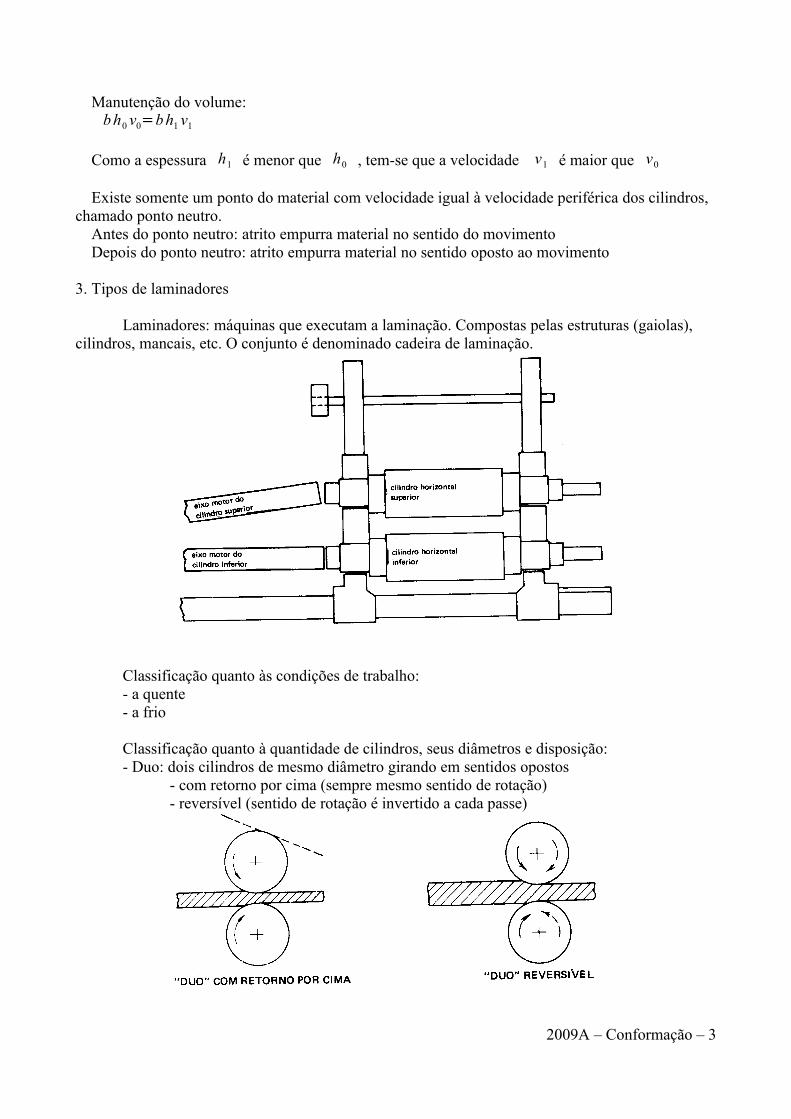
3. Tipos de laminadores
Laminadores: máquinas que executam a laminação. Compostas pelas estruturas (gaiolas), cilindros, mancais, etc. O conjunto é denominado cadeira de laminação.
Classificação quanto às condições de trabalho:- a quente- a frio
Classificação quanto à quantidade de cilindros, seus diâmetros e disposição:- Duo: dois cilindros de mesmo diâmetro girando em sentidos opostos
- com retorno por cima (sempre mesmo sentido de rotação)- reversível (sentido de rotação é invertido a cada passe)
2009A – Conformação – 3
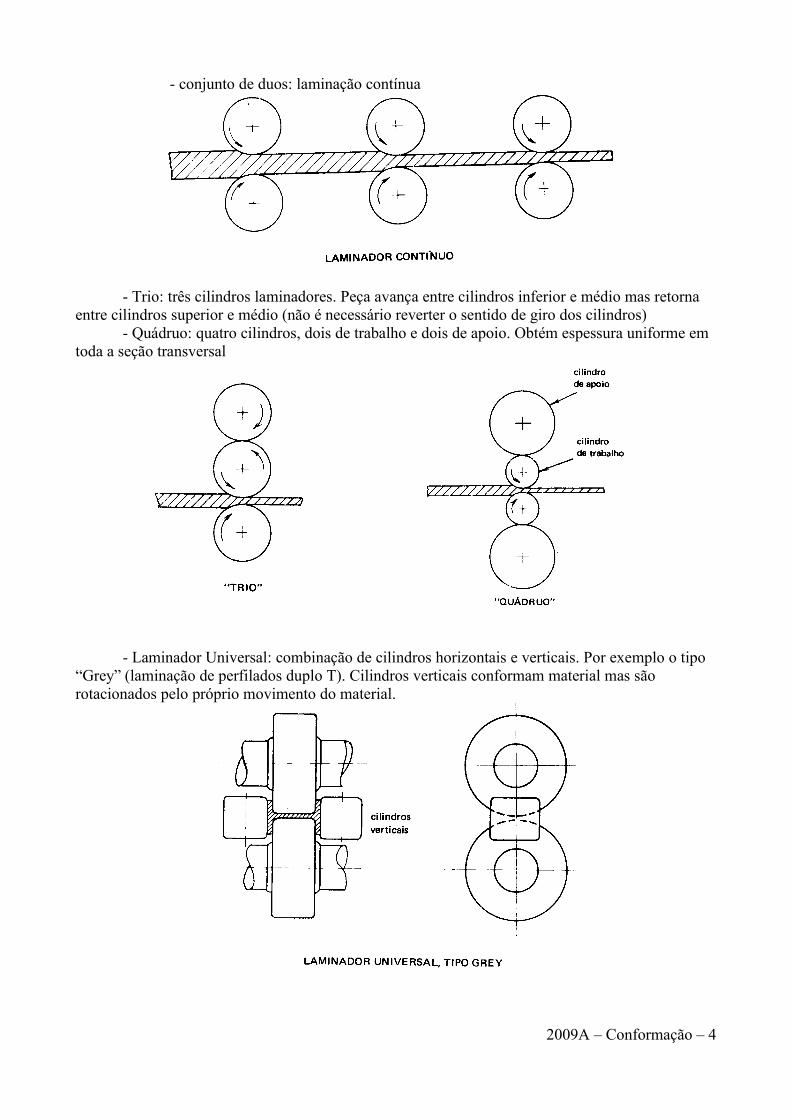
- conjunto de duos: laminação contínua
- Trio: três cilindros laminadores. Peça avança entre cilindros inferior e médio mas retorna entre cilindros superior e médio (não é necessário reverter o sentido de giro dos cilindros)
- Quádruo: quatro cilindros, dois de trabalho e dois de apoio. Obtém espessura uniforme em toda a seção transversal
- Laminador Universal: combinação de cilindros horizontais e verticais. Por exemplo o tipo “Grey” (laminação de perfilados duplo T). Cilindros verticais conformam material mas são rotacionados pelo próprio movimento do material.
2009A – Conformação – 4
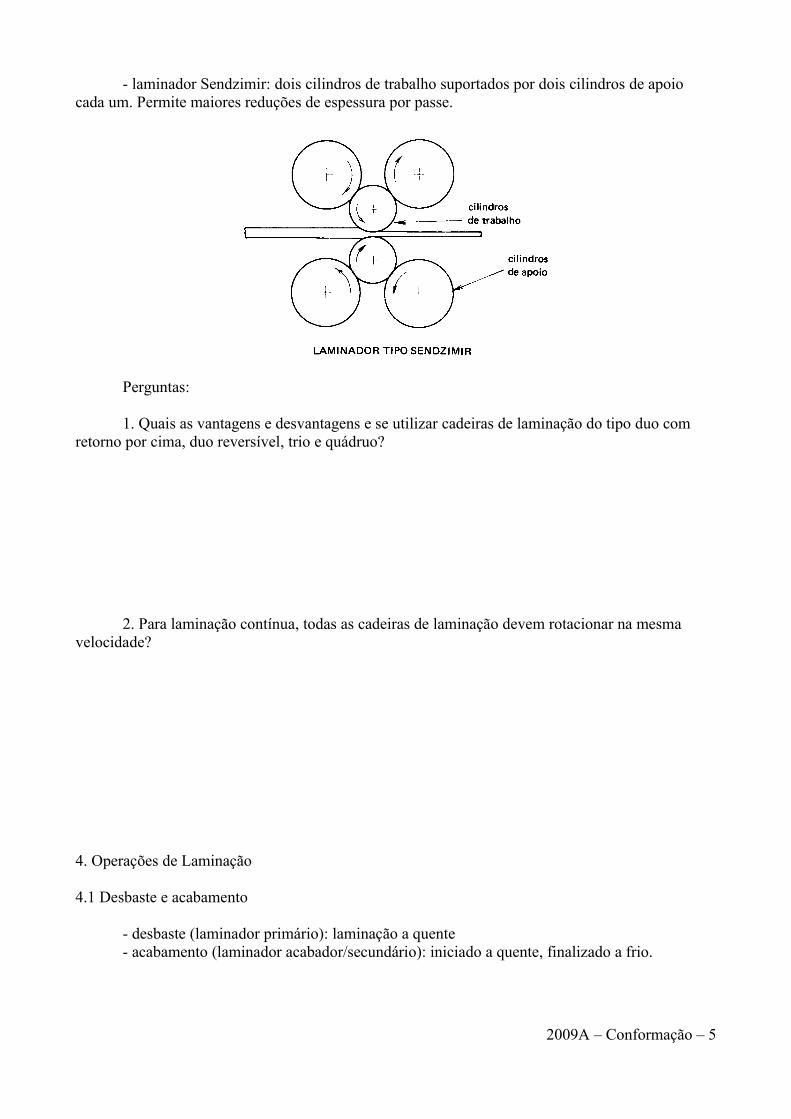
- laminador Sendzimir: dois cilindros de trabalho suportados por dois cilindros de apoio cada um. Permite maiores reduções de espessura por passe.
Perguntas:
1. Quais as vantagens e desvantagens e se utilizar cadeiras de laminação do tipo duo com retorno por cima, duo reversível, trio e quádruo?
2. Para laminação contínua, todas as cadeiras de laminação devem rotacionar na mesma velocidade?
4. Operações de Laminação
4.1 Desbaste e acabamento
- desbaste (laminador primário): laminação a quente- acabamento (laminador acabador/secundário): iniciado a quente, finalizado a frio.
2009A – Conformação – 5
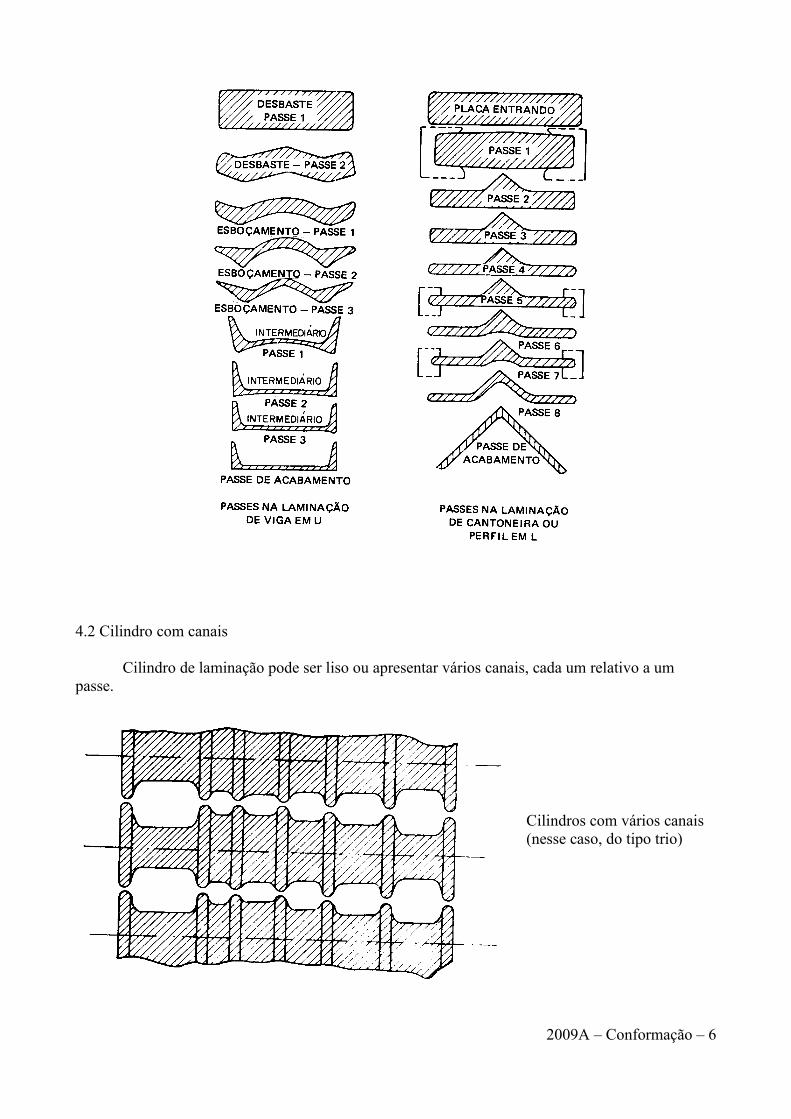
4.2 Cilindro com canais
Cilindro de laminação pode ser liso ou apresentar vários canais, cada um relativo a um passe.
2009A – Conformação – 6
Cilindros com vários canais(nesse caso, do tipo trio)
4.3 Chapas
A partir de lingotes, realiza-se vários passes (parte-se do lingote reaquecido acima da temperatura de recristalização):
- passe por laminador tipo duo para quebra de casca de óxido (sob jato d'água de alta pressão)
- passes de desbaste em laminadores do tipo quádruo (quatro passes, por exemplo)- outro passe por laminador tipo duo para quebra de casca de óxido- passes de acabamentos em laminadores do tipo quádruo (seis passes, por exemplo)
No acabamento pode-se realizar reduções de 50%, 40%, 40%, 35%, 15%, 10% . Placa com 28mm no início do acabamento ficaria com 2,5 mm ao final do acabamento.
Depois de acabadas as chapas são enroladas em bobinas por bobinadeiras.A laminação continua a frio em laminadores quádruos mas antes as bobinas passam por
processo de decapagem (remoção química da casca de óxido em solução de ácido sulfúrico).Espessura final: 0,20 – 0,35 mmBobinas podem ser recozidas (aquecidas acima da temperatura de recristalização) para
aumentar a tenacidade das chapas (se desejável).
Perguntas:3. Em que tipo de operação de laminação realiza-se maior redução de espessura: desbaste ou
acabamento? Por que?
4. O que é decapagem?
FORJAMENTO
1. IntroduçãoForjamento: conformação mecânica pelo martelamento ou prensagem.Tipos de equipamentos:
- martelo de forja: golpes rápidos e sucessivos, deformação superficial- prensas: compressão a baixa velocidade, deformação profunda e regular
Geralmente são realizadas a quente (acima da temperatura de recristalização, mas não muito acima para não acelerar o processo de oxidação – 800 a 1000 C para aços).
2. Processos de forjamento
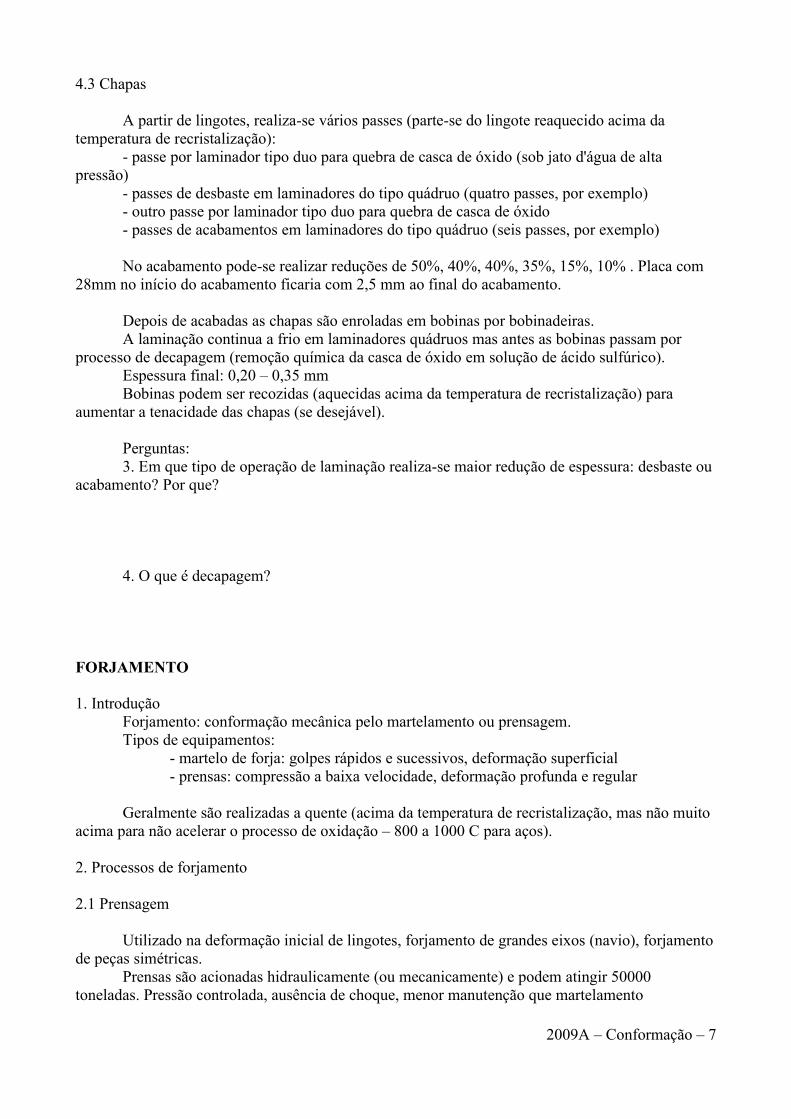
2.1 Prensagem
Utilizado na deformação inicial de lingotes, forjamento de grandes eixos (navio), forjamento de peças simétricas.
Prensas são acionadas hidraulicamente (ou mecanicamente) e podem atingir 50000 toneladas. Pressão controlada, ausência de choque, menor manutenção que martelamento
2009A – Conformação – 7
Em matrizes fechadas conforma-se apenas metais e ligas não ferrosas.Pressões geralmente aplicadas (t/cm2)
- latão: 0,7 a 2,8- alumínio: 1,4 a 2,8- aço: 2,1 a 4,2- titânio: 2,8 a 5,6
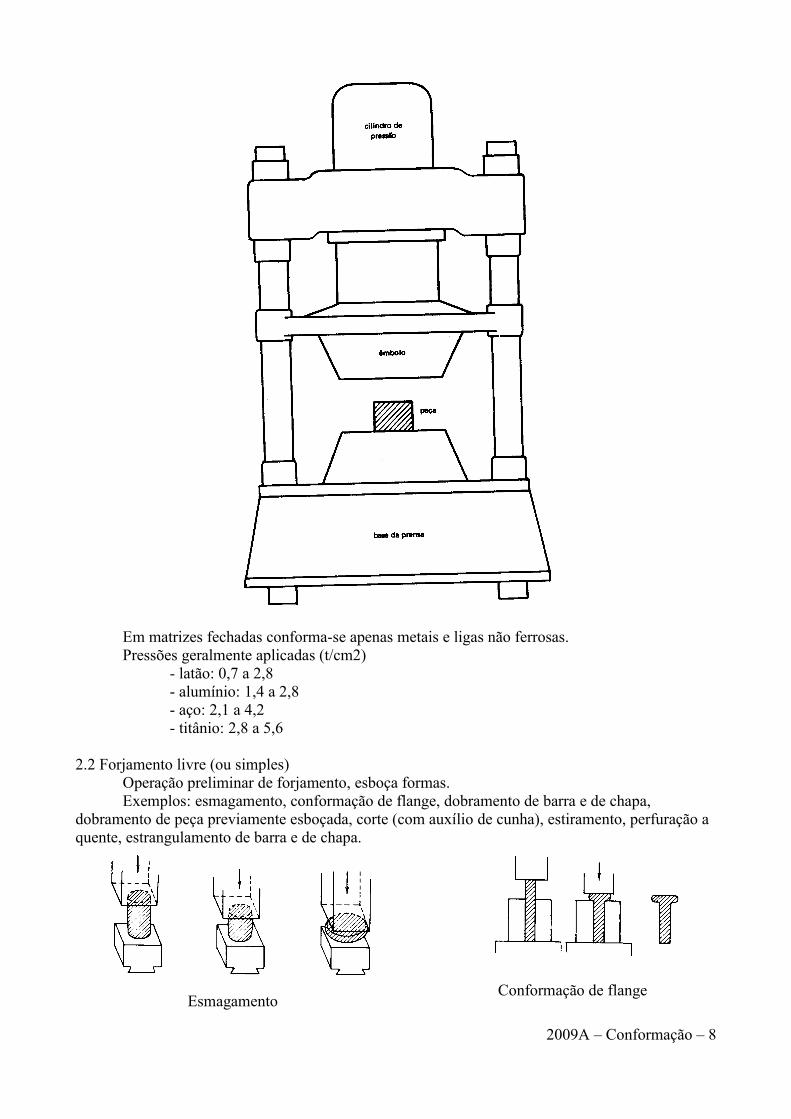
2.2 Forjamento livre (ou simples)Operação preliminar de forjamento, esboça formas.Exemplos: esmagamento, conformação de flange, dobramento de barra e de chapa,
dobramento de peça previamente esboçada, corte (com auxílio de cunha), estiramento, perfuração a quente, estrangulamento de barra e de chapa.
2009A – Conformação – 8
Conformação de flangeEsmagamento
2.3 Forjamento em Matriz
Forjamento em matrizes fechadas: forma definida e precisa
Metade da matriz é presa na bigorna, outra metade no martelo de queda que aplica golpes sucessivos.
Cavidade periférica existe para conter excesso de material, que deve ser previsto para preenchimento total da matriz. Há formação de rebarba.
Corte de rebarba é realizado em matrizes de corte.
2009A – Conformação – 9
Corte Estiramento
PerfuraçãoEstrangulamento
Dobramento de barra e chapa Dobramento de peça já esboçada
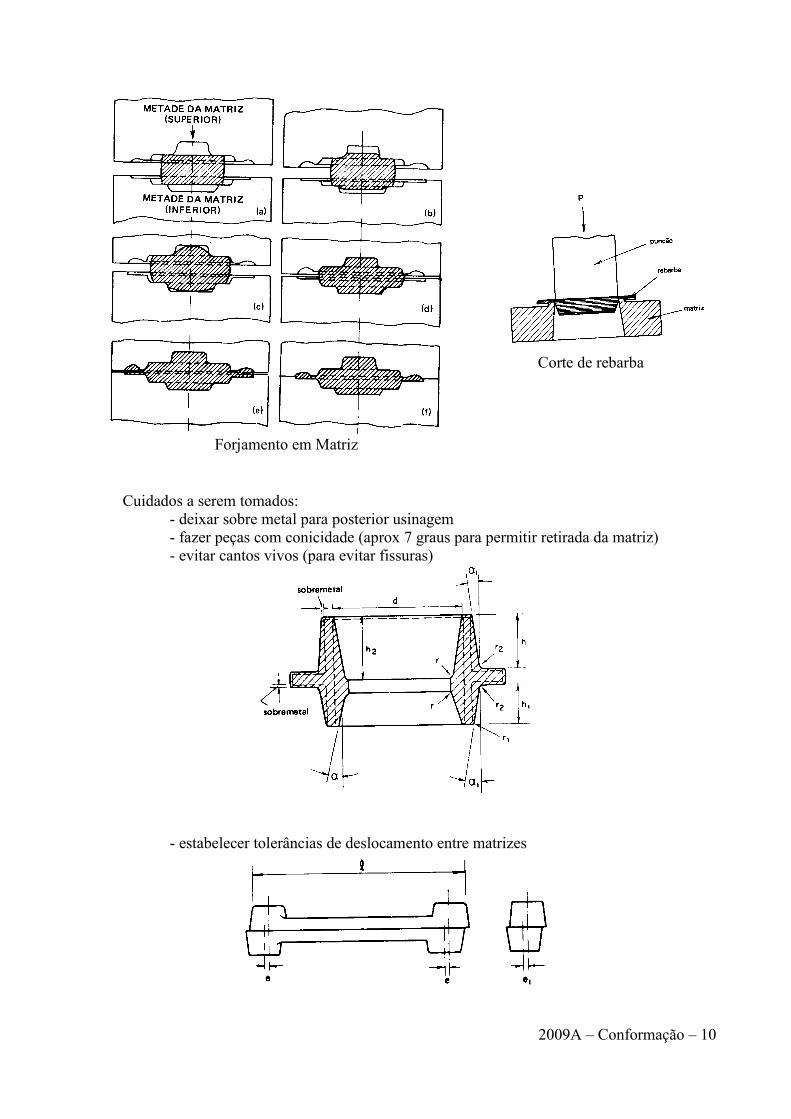
Cuidados a serem tomados:- deixar sobre metal para posterior usinagem- fazer peças com conicidade (aprox 7 graus para permitir retirada da matriz)- evitar cantos vivos (para evitar fissuras)
- estabelecer tolerâncias de deslocamento entre matrizes
2009A – Conformação – 10
Corte de rebarba
Forjamento em Matriz
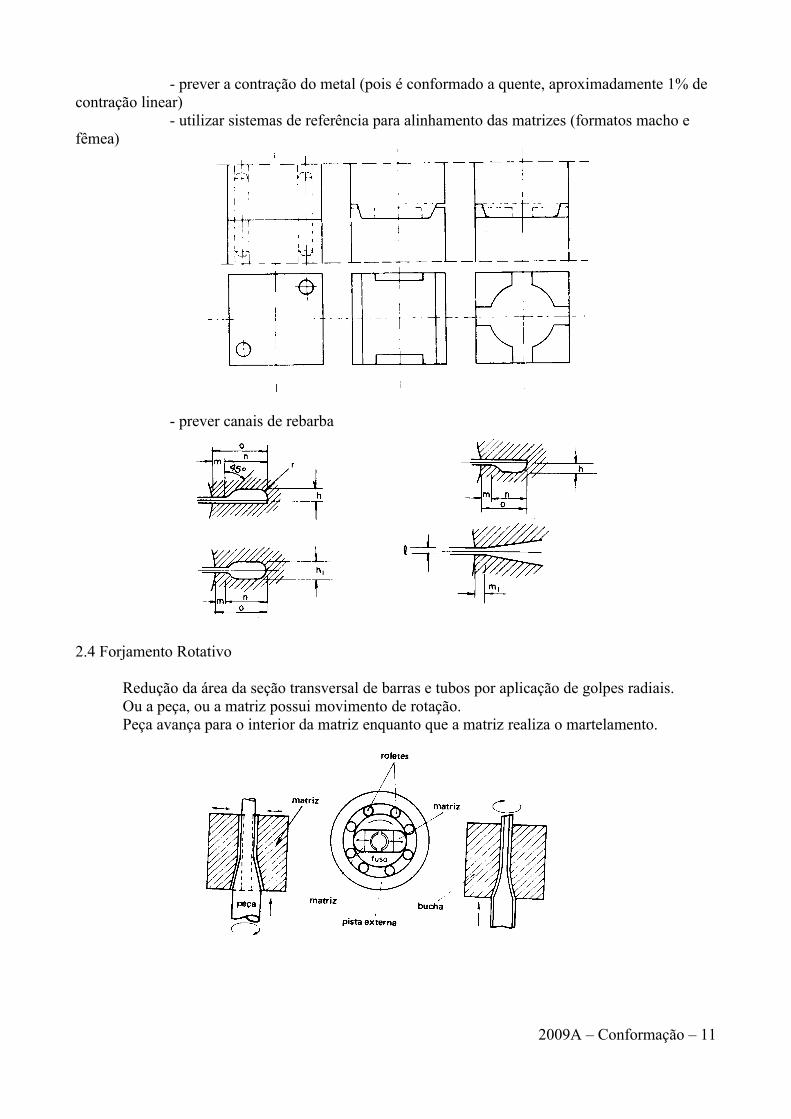
- prever a contração do metal (pois é conformado a quente, aproximadamente 1% de contração linear)
- utilizar sistemas de referência para alinhamento das matrizes (formatos macho e fêmea)
- prever canais de rebarba
2.4 Forjamento Rotativo
Redução da área da seção transversal de barras e tubos por aplicação de golpes radiais.Ou a peça, ou a matriz possui movimento de rotação.Peça avança para o interior da matriz enquanto que a matriz realiza o martelamento.
2009A – Conformação – 11
Perguntas:5. Qual são as diferenças de movimentação da ferramenta nos forjamentos por prensagem e
forjamentos por martelamento (livre e matriz)? O que isso implica na durabilidade das ferramentas?
6. Em que tipo de operação de forjamento são utilizados canais de rebarba? Para que servem esses canais?
7. O se faz para evitar o desalinhamento das duas partes deuma matriz de forjamento em matriz?
3. Forças de Forjamento
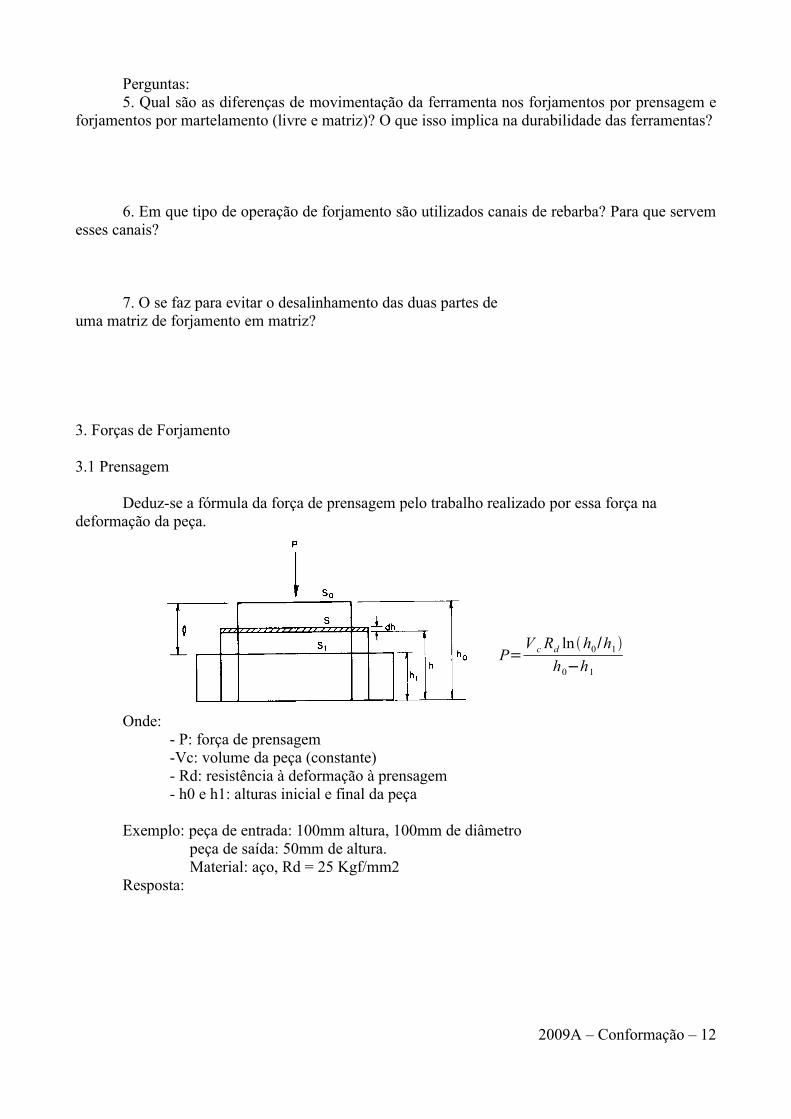
3.1 Prensagem
Deduz-se a fórmula da força de prensagem pelo trabalho realizado por essa força na deformação da peça.
Onde:- P: força de prensagem-Vc: volume da peça (constante)- Rd: resistência à deformação à prensagem- h0 e h1: alturas inicial e final da peça
Exemplo: peça de entrada: 100mm altura, 100mm de diâmetro peça de saída: 50mm de altura. Material: aço, Rd = 25 Kgf/mm2
Resposta:
2009A – Conformação – 12
P=V cRd ln h0/h1
h0−h1
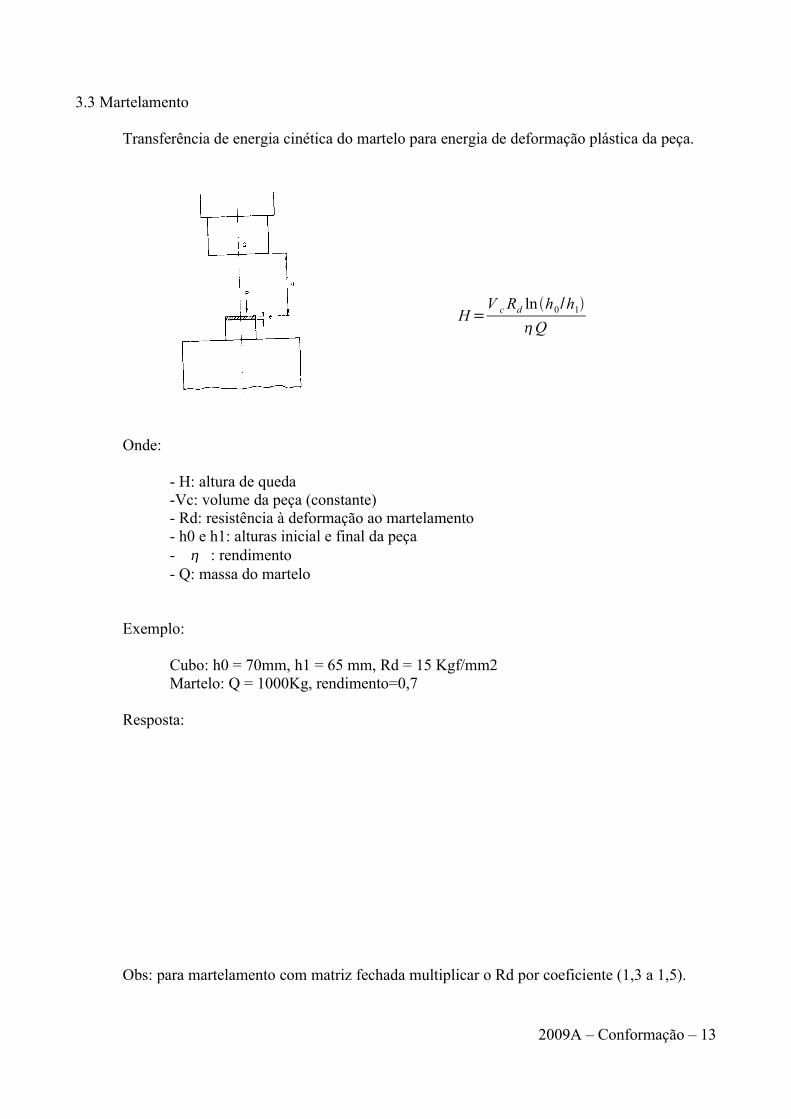
3.3 Martelamento
Transferência de energia cinética do martelo para energia de deformação plástica da peça.
Onde:
- H: altura de queda-Vc: volume da peça (constante)- Rd: resistência à deformação ao martelamento- h0 e h1: alturas inicial e final da peça- : rendimento- Q: massa do martelo
Exemplo:
Cubo: h0 = 70mm, h1 = 65 mm, Rd = 15 Kgf/mm2Martelo: Q = 1000Kg, rendimento=0,7
Resposta:
Obs: para martelamento com matriz fechada multiplicar o Rd por coeficiente (1,3 a 1,5).
2009A – Conformação – 13
H=V cRd ln h0/h1
Q
ESTAMPAGEM
1. IntroduçãoEstampagem: conformação mecânica de chapas, geralmente a frio.Tipos de operação:
- corte- dobramento e encurvamento- estampagem profunda (as vezes a quente)
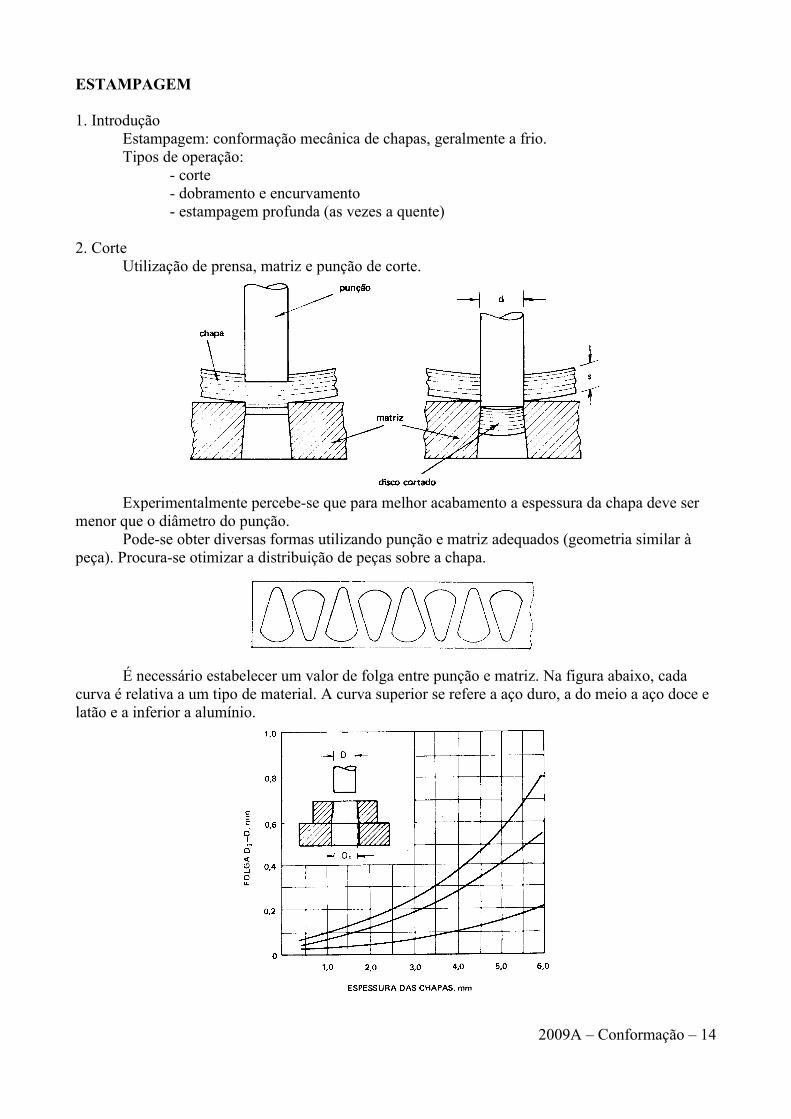
2. CorteUtilização de prensa, matriz e punção de corte.
Experimentalmente percebe-se que para melhor acabamento a espessura da chapa deve ser menor que o diâmetro do punção.
Pode-se obter diversas formas utilizando punção e matriz adequados (geometria similar à peça). Procura-se otimizar a distribuição de peças sobre a chapa.
É necessário estabelecer um valor de folga entre punção e matriz. Na figura abaixo, cada curva é relativa a um tipo de material. A curva superior se refere a aço duro, a do meio a aço doce e latão e a inferior a alumínio.
2009A – Conformação – 14
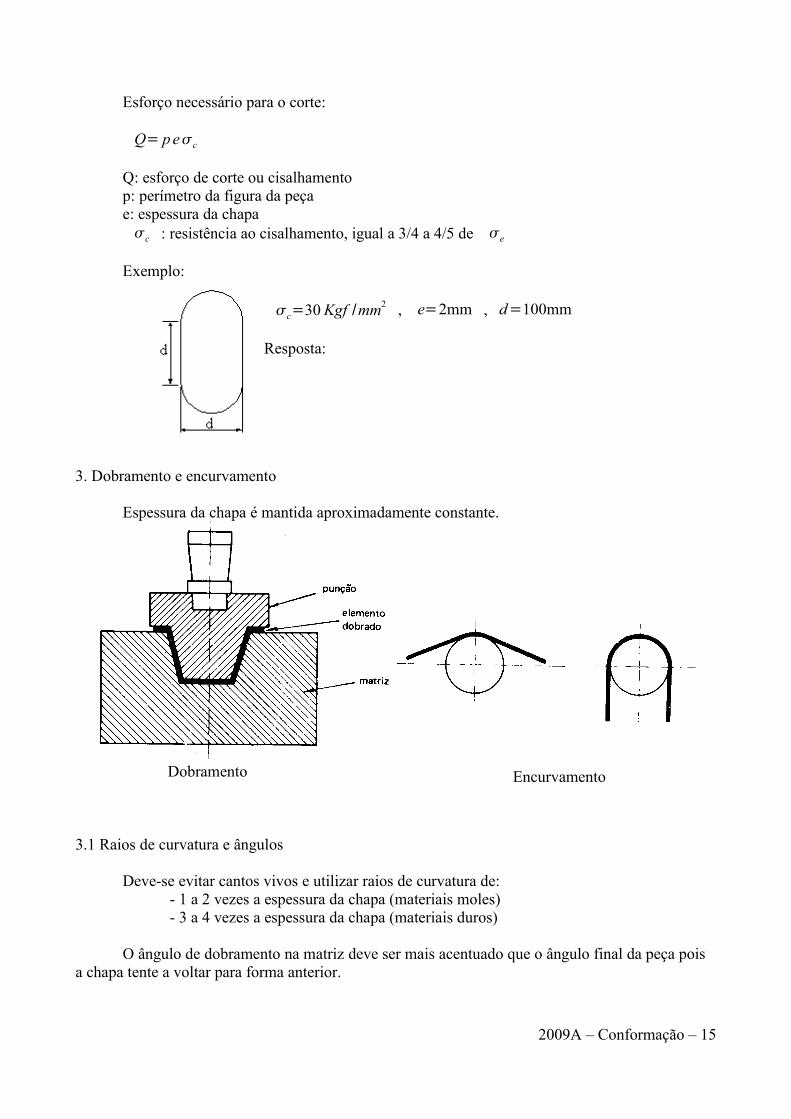
Esforço necessário para o corte:
Q= pec
Q: esforço de corte ou cisalhamentop: perímetro da figura da peçae: espessura da chapac : resistência ao cisalhamento, igual a 3/4 a 4/5 de e
Exemplo:
c=30Kgf /mm2 , e=2mm , d=100mm
Resposta:
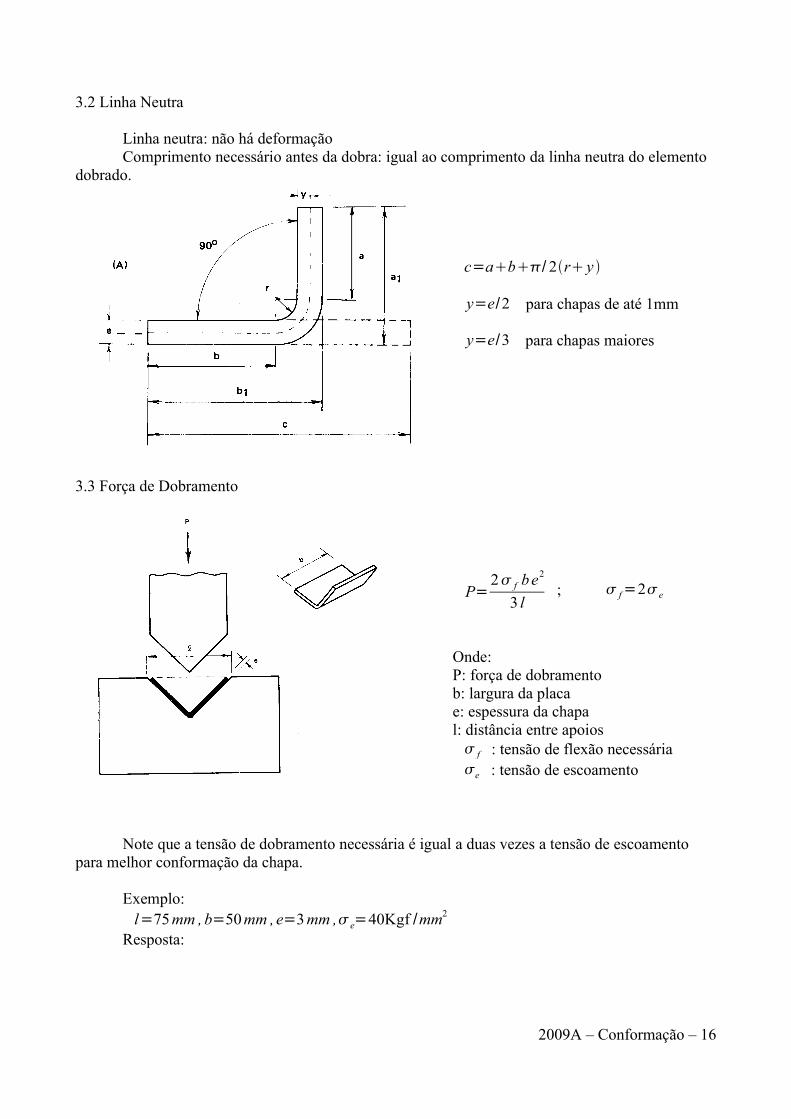
3. Dobramento e encurvamento
Espessura da chapa é mantida aproximadamente constante.
3.1 Raios de curvatura e ângulos
Deve-se evitar cantos vivos e utilizar raios de curvatura de:- 1 a 2 vezes a espessura da chapa (materiais moles)- 3 a 4 vezes a espessura da chapa (materiais duros)
O ângulo de dobramento na matriz deve ser mais acentuado que o ângulo final da peça pois a chapa tente a voltar para forma anterior.
2009A – Conformação – 15
Dobramento Encurvamento
3.2 Linha Neutra
Linha neutra: não há deformaçãoComprimento necessário antes da dobra: igual ao comprimento da linha neutra do elemento
dobrado.
c=ab/ 2r y
y=e/2 para chapas de até 1mm
y=e/3 para chapas maiores
3.3 Força de Dobramento
P=2 f be
2
3 l; f=2 e
Onde:P: força de dobramentob: largura da placae: espessura da chapal: distância entre apoios f : tensão de flexão necessáriae : tensão de escoamento
Note que a tensão de dobramento necessária é igual a duas vezes a tensão de escoamento para melhor conformação da chapa.
Exemplo:l=75mm ,b=50mm ,e=3mm , e=40Kgf /mm2
Resposta:
2009A – Conformação – 16
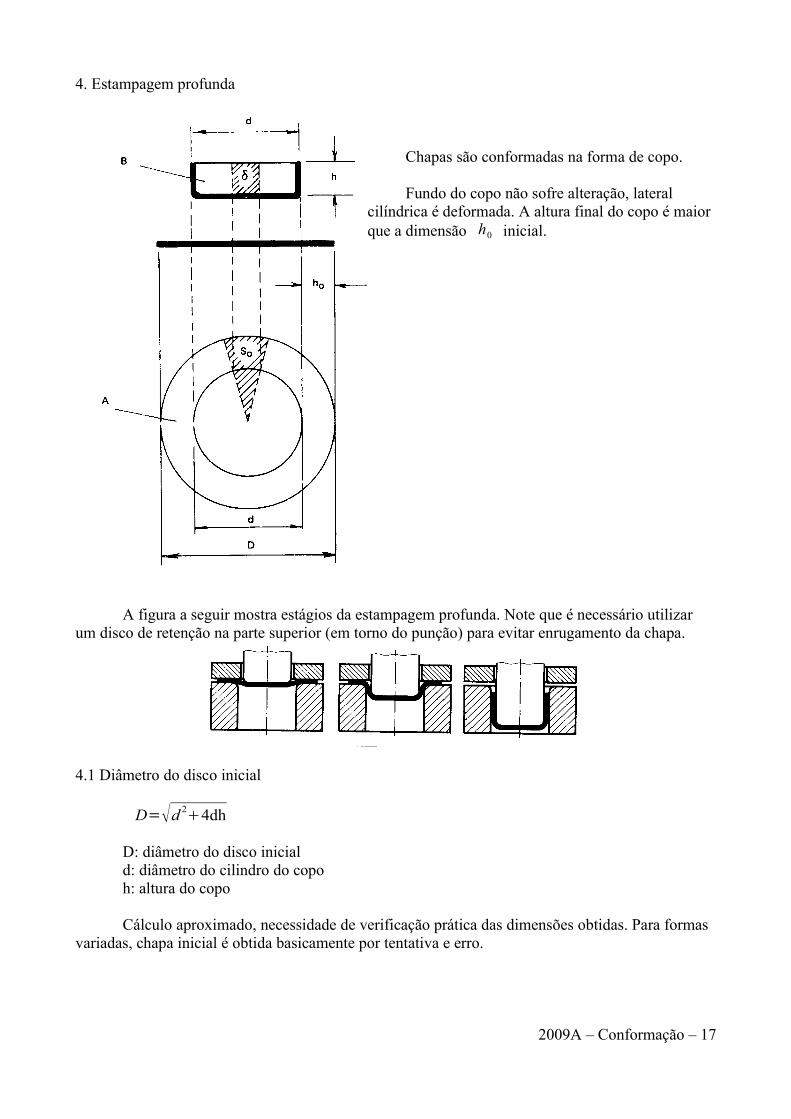
4. Estampagem profunda
Chapas são conformadas na forma de copo.
Fundo do copo não sofre alteração, lateral cilíndrica é deformada. A altura final do copo é maior que a dimensão h0 inicial.
A figura a seguir mostra estágios da estampagem profunda. Note que é necessário utilizar um disco de retenção na parte superior (em torno do punção) para evitar enrugamento da chapa.
4.1 Diâmetro do disco inicial
D=d 24dh
D: diâmetro do disco iniciald: diâmetro do cilindro do copoh: altura do copo
Cálculo aproximado, necessidade de verificação prática das dimensões obtidas. Para formas variadas, chapa inicial é obtida basicamente por tentativa e erro.
2009A – Conformação – 17
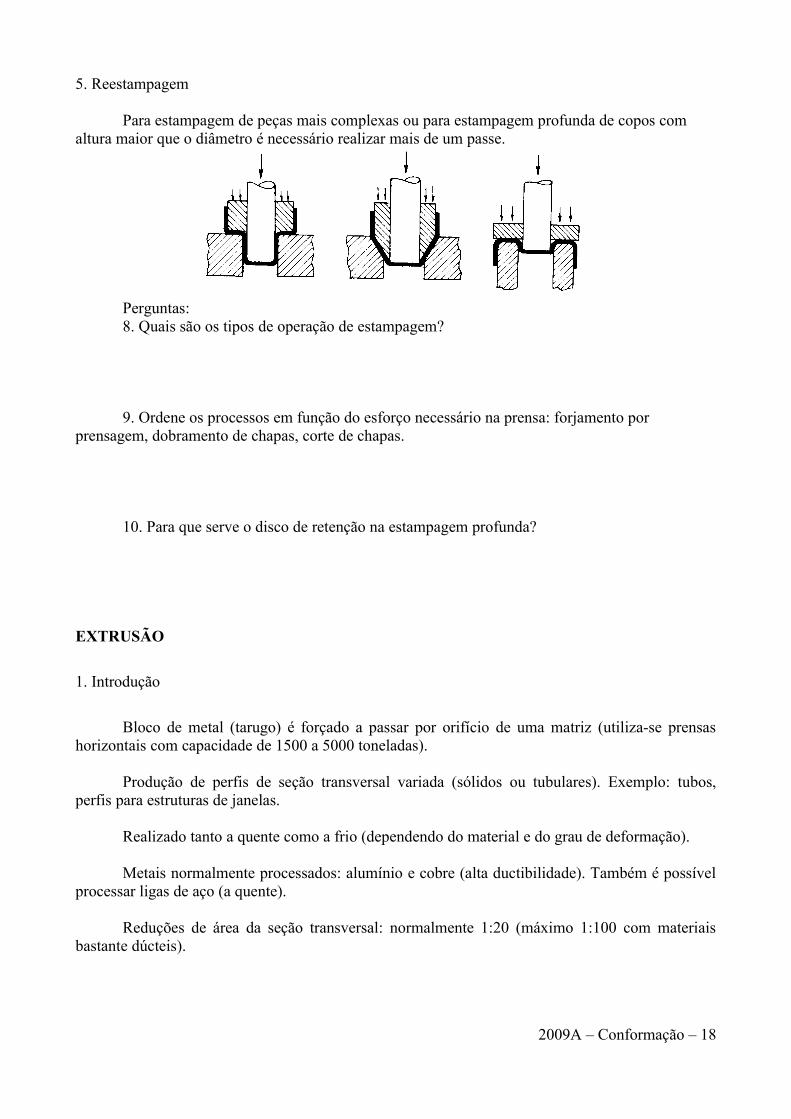
5. Reestampagem
Para estampagem de peças mais complexas ou para estampagem profunda de copos com altura maior que o diâmetro é necessário realizar mais de um passe.
Perguntas:8. Quais são os tipos de operação de estampagem?
9. Ordene os processos em função do esforço necessário na prensa: forjamento por prensagem, dobramento de chapas, corte de chapas.
10. Para que serve o disco de retenção na estampagem profunda?
EXTRUSÃO
1. Introdução
Bloco de metal (tarugo) é forçado a passar por orifício de uma matriz (utiliza-se prensas horizontais com capacidade de 1500 a 5000 toneladas).
Produção de perfis de seção transversal variada (sólidos ou tubulares). Exemplo: tubos, perfis para estruturas de janelas.
Realizado tanto a quente como a frio (dependendo do material e do grau de deformação).
Metais normalmente processados: alumínio e cobre (alta ductibilidade). Também é possível processar ligas de aço (a quente).
Reduções de área da seção transversal: normalmente 1:20 (máximo 1:100 com materiais bastante dúcteis).
2009A – Conformação – 18
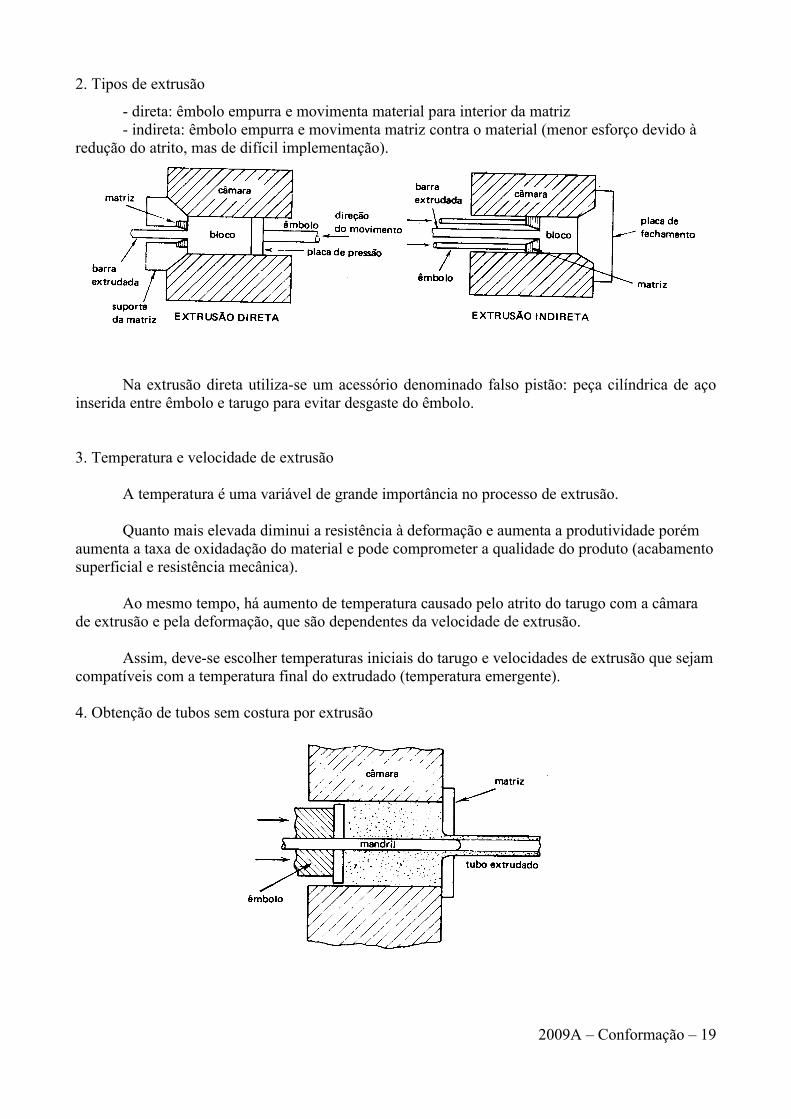
2. Tipos de extrusão
- direta: êmbolo empurra e movimenta material para interior da matriz- indireta: êmbolo empurra e movimenta matriz contra o material (menor esforço devido à
redução do atrito, mas de difícil implementação).
Na extrusão direta utiliza-se um acessório denominado falso pistão: peça cilíndrica de aço inserida entre êmbolo e tarugo para evitar desgaste do êmbolo.
3. Temperatura e velocidade de extrusão
A temperatura é uma variável de grande importância no processo de extrusão.
Quanto mais elevada diminui a resistência à deformação e aumenta a produtividade porém aumenta a taxa de oxidadação do material e pode comprometer a qualidade do produto (acabamento superficial e resistência mecânica).
Ao mesmo tempo, há aumento de temperatura causado pelo atrito do tarugo com a câmara de extrusão e pela deformação, que são dependentes da velocidade de extrusão.
Assim, deve-se escolher temperaturas iniciais do tarugo e velocidades de extrusão que sejam compatíveis com a temperatura final do extrudado (temperatura emergente).
4. Obtenção de tubos sem costura por extrusão
2009A – Conformação – 19
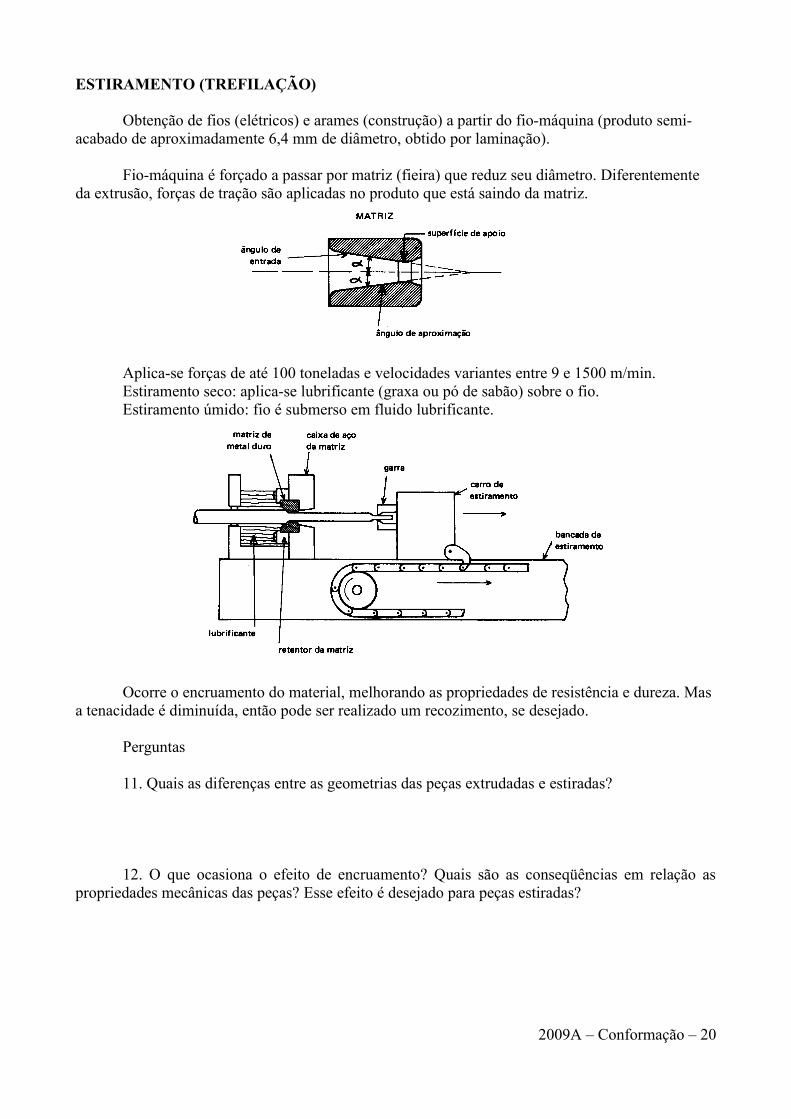
ESTIRAMENTO (TREFILAÇÃO)
Obtenção de fios (elétricos) e arames (construção) a partir do fio-máquina (produto semi-acabado de aproximadamente 6,4 mm de diâmetro, obtido por laminação).
Fio-máquina é forçado a passar por matriz (fieira) que reduz seu diâmetro. Diferentemente da extrusão, forças de tração são aplicadas no produto que está saindo da matriz.
Aplica-se forças de até 100 toneladas e velocidades variantes entre 9 e 1500 m/min.Estiramento seco: aplica-se lubrificante (graxa ou pó de sabão) sobre o fio.Estiramento úmido: fio é submerso em fluido lubrificante.
Ocorre o encruamento do material, melhorando as propriedades de resistência e dureza. Mas a tenacidade é diminuída, então pode ser realizado um recozimento, se desejado.
Perguntas
11. Quais as diferenças entre as geometrias das peças extrudadas e estiradas?
12. O que ocasiona o efeito de encruamento? Quais são as conseqüências em relação as propriedades mecânicas das peças? Esse efeito é desejado para peças estiradas?
2009A – Conformação – 20
13. É possível fazer tubos sem costura por extrusão?
14. Qual é a redução obtida na extrusão de um tarugo de 200 mm de diâmetro a um tubo de diâmetro externo de 120 mm e interno de 108 mm ?
15. Para o caso do exercício anterior, admitindo que o tarugo de 2,4 m de comprimento tenha sido inteiramente extrudado, qual é aproximadamente o comprimento final do tubo?
OUTROS PROCESSOS DE CONFORMAÇÃO
1. Cunhagem
Prensagem a frio em matrizes de alta precisão. Aplicada a peças semi-prontas para obtenção de medalhas, moedas, talheres, etc.
Materiais passíveis à cunhagem: aços de baixo carbono (até 0,30%), aços inoxidáveis, cobre, prata, outro, etc.
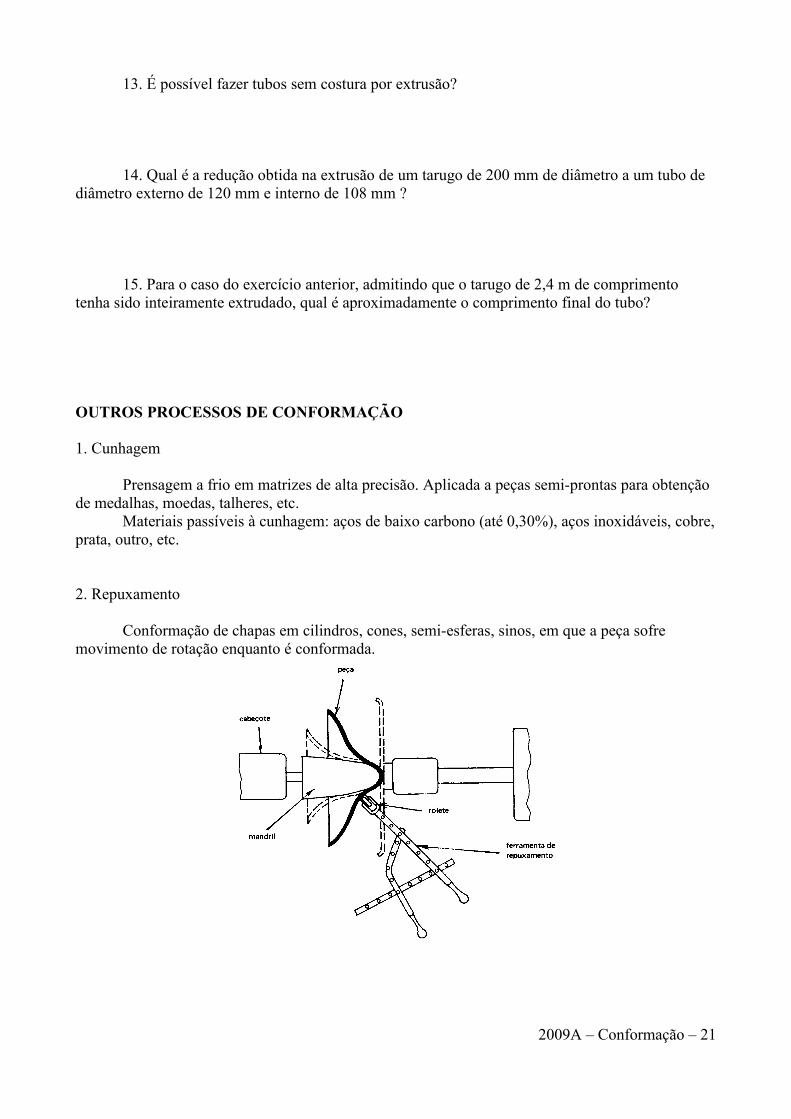
2. Repuxamento
Conformação de chapas em cilindros, cones, semi-esferas, sinos, em que a peça sofre movimento de rotação enquanto é conformada.
2009A – Conformação – 21
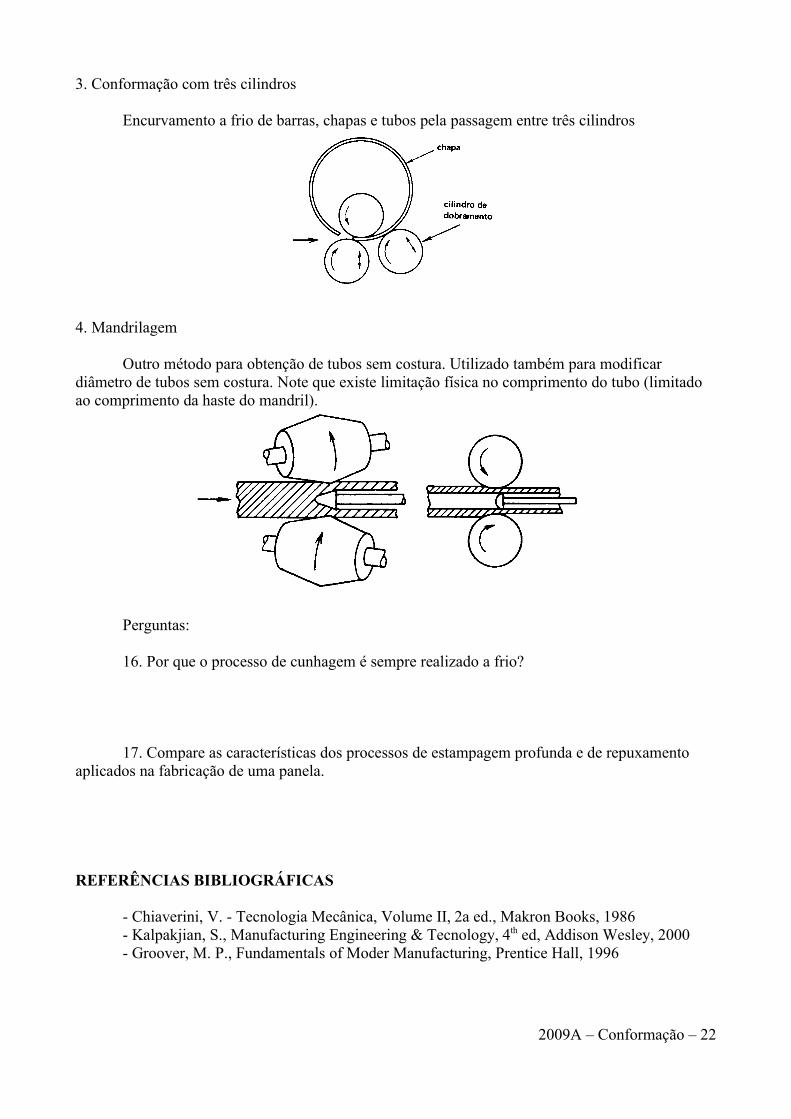
3. Conformação com três cilindros
Encurvamento a frio de barras, chapas e tubos pela passagem entre três cilindros
4. Mandrilagem
Outro método para obtenção de tubos sem costura. Utilizado também para modificar diâmetro de tubos sem costura. Note que existe limitação física no comprimento do tubo (limitado ao comprimento da haste do mandril).
Perguntas:
16. Por que o processo de cunhagem é sempre realizado a frio?
17. Compare as características dos processos de estampagem profunda e de repuxamento aplicados na fabricação de uma panela.
REFERÊNCIAS BIBLIOGRÁFICAS
- Chiaverini, V. - Tecnologia Mecânica, Volume II, 2a ed., Makron Books, 1986- Kalpakjian, S., Manufacturing Engineering & Tecnology, 4th ed, Addison Wesley, 2000- Groover, M. P., Fundamentals of Moder Manufacturing, Prentice Hall, 1996
2009A – Conformação – 22