情景二 单设备 PLC 控制
30
情情情 情情情 PLC 情情 情情一、自自自自自 情情情、自自自自自自自自 自 统 PLC 自自 情情情、自自自自自自自自 情情情、 自自自自
description
情景二 单设备 PLC 控制. 任务 一、 自控成型机 任务 二、 十字路口交通灯系统的 PLC 控制 任务 三、 机械手的模拟控制 任务 四、 铁塔之光. 任务 一、自控成型机. 主要内容: 顺序控制设计法 顺序功能图 自控成型机工作描述 自控成型机程序. 任务要求. 1 、理解自控成型机的工作原理。 2 、掌握编程软件的使用以及对程序的输入、检查、修改和运行调试。 3 、掌握 I/O 口的分配和 I/O 口的接法。. 授课内容. 一、顺序控制设计法与顺序功能图. 1. 顺序控制设计法 - PowerPoint PPT Presentation
Transcript of 情景二 单设备 PLC 控制

情景二 单设备 PLC 控制
任务一、自控成型机 任务二、十字路口交通灯系统的 PLC 控制 任务三、机械手的模拟控制 任务四、 铁塔之光

任务一、自控成型机
主要内容:1. 顺序控制设计法 2. 顺序功能图3. 自控成型机工作描述4. 自控成型机程序

任务要求
1 、理解自控成型机的工作原理。2 、掌握编程软件的使用以及对程序的输入、检查、修改和运行调试。3 、掌握 I/O 口的分配和 I/O 口的接法。

授课内容

一、顺序控制设计法与顺序功能图
1. 顺序控制设计法 定义: 所谓顺序控制,就是按照生产工艺
预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。

2. 顺序控制设计法的基本思想 将系统的一个工作周期划分为若干个顺序
相连的阶段,这些阶段称为步 (step) ,并用编程元件 (M 和 S) 来代表各步。
a. 步的划分 : 根据输出量的状态 , 在任何一步之内,各输出量的 ON / OFF 状态不变,但是相邻两步输出量的状态是不同的。
b. 转换条件 : 使系统由当前步进入下一步的信号。

3 .顺序功能图的由来功用:描述控制系统的控制过程、功能和特
性的一种图形,也是设计可编程序控制器的顺序控制程序的有力工具。
组成:步、有向连线、转换、转换条件、动作


( 1 )步 1 )表示方法: 用矩形方框,方框中可以
用数字,编程元件的地址作为步的编号。 2 )初始步: 与系统的初始状态相对应的
步称为初始步,初始步用双线方框表示。 3 )与步对应的动作或命令。 4 )活动步:系统正处于某一步所在的阶
段时.该步处于活动状态。

( 2 )有向连线与转换条件 1 )有向连线:从上到下或从左至右箭头
不标,反之标出。 2 )转换:用有向连线上与有向连线垂直
的短划线来表示,将相邻两步隔开。 3 )转换条件: 转换条件是与转换相关的逻
辑命题,转换条件可以用文字语言、布尔代数表达式或图形符号标注在表示转换的短线的旁边。

4. 基本结构1 )单序列2 )选择序列3 )并列序列

Q0.0 M0.2
I0.2
M0.0
SM0.1
I0.0
M0.1
I0.4
I0.1
M0.3 Q0.2I0.3
Q0.1
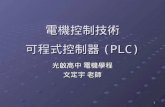
选择序列

I0.1
Q0.0
SM0.1
M0.0
I0.0
M0.1
I0.2M0.2 Q0.1
I0.3M0.4 Q0.3
M0.3 Q0.2 M0.5 Q0.4
M0.6 Q0.5I0.4
I0.5
并列序列

单序列顺序功能图转换为梯形图 根据功能流程图,以步为核心,从起始步
开始一步一步地设计下去,直至完成。此法的关键是画出功能流程图。首先将被控制对象的工作过程按输出状态的变化分为若干步,并指出工步之间的转换条件和每个工步的控制对象。

功能流程图的单流程结构形式简单,如图下所示,其特点是:每一步后面只有一个转换,每个转换后面只有一步。各个工步按顺序执行,上一工步执行结束,转换条件成立,立即开通下一工步,同时关断上一工步。用顺序控制指令来实现功能流程图的编程方法 .

锅炉的鼓风机和引风机梯形图设计


输出电路的设计方法。: 1 )某一输出量仅在某一步中为 ON ,将它的线圈与对应步的存储器位( M0.2 )的线圈并联。 2 )某一输出在几步中都为 ON ,将代表各有关步的存储器位的常开触点并联后,驱动该输出的线圈。( M0.1 ~MO.3 的常开触点并联驱动 Q0.O 的线圈)


2. 顺序功能图
(1) 转换实现的条件。
(a) 该转换所有的前级步都成为活动状态,这是保证系统各工步顺序行进的条件。
(b) 相应的转换条件得到满足。这两个条件体现了活动状态的顺序进展,是缺一不可
的。

(2) 转换实现应完成的操作。
(a) 使所有由有向连线与相应转换符号相连的后续步都变为活动步。
(b) 使所有由有向连线与相应转换符号相连的前级步都变为不活动步。

(3) 绘制顺序功能图时的注意事项。
(a) 两个步绝对不能直接相连,必须用一个转换将它们分隔开。
(b) 两个转换也不能直接相连,必须用一个步将它们分隔开。
(c) 顺序功能图中的初始步一般对应于系统等待起动的初始状态,这一步可能没有什么输出 , 因此,很容易将这一步遗漏。初始步是必不可少的,一方面因为该步与它的相邻步相比,从总体上说输出变量的状态各不相同:另一方面如果没有该步,无法表示初始状态,系统也无法返回等待起动的停止状态。

(4). 自动控制系统应能多次重复执行同一工艺过程。因此在顺序功能图中一般应有由步和有向连线组成的
闭环,即在完成一次工艺过程的全部操作之后,应从最后一步返回初始步,系统停留在初始状态。在连续工作方式时,应从最后一步返回下一个工作周期开始运行的第一步。

二、自控成型机工作描述自控成形机的工作方式:( 1 )初始状态,当原料放入成型机时,各油缸的状态为原始位置,对应
的电磁阀 Y1 、 Y2 、 Y4 关闭( OFF ),电磁阀 Y3 工作( ON )。位置开关 S1 、 S3 、 S5 分断( OFF ),位置开关 S2 、 S4 、 S6 闭合( ON )。
( 2 )按下启动按钮,电磁阀 Y2=ON 上油缸的活塞向下运动,使位置开关 S4=OFF 。当位置开关 S3=ON 时,启动左、右油缸(电磁阀 Y3=OFF ;电磁阀 Y1=Y4=ON ), A 活塞向右运动, C 活塞向左运动,使位置开关 S2 、 S6 为 OFF 。
( 3 )当左右油缸的活塞达到终点,此时位置开关 S1 、 S5 为 ON ,原料已成形。然后各油缸开始退回原位, A 、 B 、 C 油缸返回(电磁阀 Y1=Y2=Y4=OFF ;电磁阀 Y3=ON ),使位置开关 S1=S3=S5=OFF 。
( 4 )当 A 、 B 、 C 油缸回到原位(位置开关 S2=S4=S6=ON )时,系统回到初始位置,取出成品。
( 5 )放入原料后,按启动按钮可以重新开始工作。

三、 I/O 分配表
图 2-1-1

四、 I/O 接线图
图 2-1-2

五、安装、调试1 、先将 PLC 主机上的电源开关拨到关状态,严格按上图所示接线,注意 12V 和
24V 电源的正负不要短接,电路不要短路,否则会损坏 PLC 触点。2 、将电源线插进 PLC 主机表面的电源孔中,再将另一端插到 220V 电源插板。3 、将 PLC 主机上的电源开关拨到开状态,并且必须将 PLC 串口置于 STOP 状
态,然后通过计算机或编程器将程序下载到 PLC 中,下载完后,再将 PLC 串口置于 RUN 状态。
4 、按下列步骤进行实训操作:(1) PLC 运行前把 S1-S6 拨到 OFF 状态, Y3 亮。 (2) PLC 运行后,拨上 S2 、 S4 、 S6 。 (3) 拨上再拨下启动开关 0.0 , Y2 、 Y3 亮。(4) 使 S4=OFF (拨下), S3=ON (拨上), Y1 、 Y2 、 Y4 亮。(5) 使 S2=S6=OFF (拨下);使 S1=S5=ON (拨上), Y3 灯亮。(6) 使 S1=S3=S5=OFF , S2=S4=S6=ON , Y3 灯亮。 S1-S6 均各有指示灯,灯亮为 ON ,灯灭为 OFF 。

六、实物接线图
图 2-1-3

参考程序
图 2-1-4

思考题
如何实现带计数的自动控制