スミカスーパー LCP TECHNICAL NOTE(日本語版) · Version 01 / Sep. 2010 Electronic...
33
Electronic Materials Division Version 01 / Sep. 2010 TECHNICAL NOTE 溶融液晶性ポリエステル
-
Upload
truongthuy -
Category
Documents
-
view
217 -
download
0
Transcript of スミカスーパー LCP TECHNICAL NOTE(日本語版) · Version 01 / Sep. 2010 Electronic...

Electronic Materials DivisionVersion 01 / Sep. 2010
TECHNICAL NOTE
溶融液晶性ポリエステル

Electronic Materials Division ©Version 01 / Sep 2010
00溶融液晶性ポリエステル
スミカスーパー LCP テクニカルノート目次
スミカスーパー LCPに関するご注意
1. 特徴とグレード構成
1-1 LCPの特徴 01
1-2 LCPのグレード構成 03
2. 物性
2-1 LCPの物性表 04
2-2 LCPの耐熱性 06
2-3 LCPの機械的特性 08
2-4 LCPの難燃性 11
2-5 LCPの電気特性 11
2-6 その他特性 12
3. 射出成形/二次加工
3-1 LCPの成形加工性 14
3-2 LCPの射出成形条件 16
3-3 LCPの射出成形機・金型設計 19
3-4 LCPの二次加工技術 24
4. 用途
4-1 電子部品 25
この資料の記載内容は現時点で入手できる資料、情報、データに基づ
いて作成しており、新しい知見により改訂されることがあります。
(1)取り扱い上の注意
次の事項はスミカスーパー LCP の取り扱いの要点です。スミカスー
パー LCP の安全な取り扱いにご活用下さい。なお、スミカスーパー
LCP の取り扱い上の注意については製品安全データシートを別途作
成していますので、ご使用前に必ずお読み下さい。スミカスーパー
LCP 以外で貴社が用いる添加剤等の安全性については、貴社にて調
査下さるようお願い致します。
①安全衛生上の注意
スミカスーパー LCP の乾燥、溶融時に発生するガスの眼、皮膚への
接触や吸入を避けるように気をつけて下さい。また、高温の樹脂に
は直接触れないようにして下さい。乾燥、溶融の各作業において
は、局所排気装置の設置や保護具(保護眼鏡、保護手袋等)の着用が
必要です。
②燃焼に関する注意
スミカスーパーLCPは難燃性です(UL94 V-0に該当)が、取り扱い、
保管は熱及び発火源から離れた場所で行って下さい。万一燃焼し
た場合には有毒ガスを発生する恐れがあります。消火には水、泡消
火剤、粉末消火剤が使用できます。
③廃棄上の注意
スミカスーパー LCP は埋め立て又は焼却により処理できます。埋
め立てる時は、「廃棄物の処理及び清掃に関する法律」に従って、公
認の産業廃棄物処理業者もしくは地方公共団体に委託して処理下
さい。焼却する時は、燃焼設備を用いて大気汚染防止法等の諸法令
に適した処理を施して下さい。焼却時には有毒ガスを発生する恐
れがあります。
④保管上の注意
スミカスーパー LCP は直射日光、水漏れ及び湿気を避けて常温で
保管下さい。
(2)適合規格に関して
スミカスーパー LCP は、UL94、UL746 等の米国 Underwriters
Laboratoriesが規定する規格や電気用品取り扱い法のボールプレッ
シャー温度等の規格取得している各種グレードがあります。詳細は
本冊子をご参照頂くか、弊社までご連絡下さい。その他特殊用途への
使用をご検討の際は、弊社担当までご連絡頂ければ、個別にご相談に
応じます。
(3) 規制貨物等に関して
スミカスーパー LCP E5000,E4000,E6000,SZ4000,SZ6000 の各シリー
ズは輸出貿易管理令別表第1の 5 の項に該当いたします。法令上の
規制につきご留意ください。
なお、スミカスーパー LCP E6000HF,SZ6000HF シリーズは、同令別表
第1の1から15の項に該当いたしません。ただし、同令16項(キャッ
チオール規制 )には該当いたします。
(4) その他
本資料に記載の数値は保証値ではありません。
ご使用に際しては知的財産権等にもご注意下さい。

Electronic Materials Division ©Version 01 / Sep 2010
01溶融液晶性ポリエステル
SKIN LAYER
SKIN LAYER
CORE LAYER
1-1 LCPの特徴
1. 特徴とグレード構成
スミカスーパー LCPは、エンジニアリングプラスチック(以下エンプラと略す)の中では最高の耐熱性を有する溶融液晶性全芳香族ポリエス
テル(Thermotropic Liquid Crystalline Polyester)で、下記の基本骨格を有しています。一般に知られている液晶ポリマーの一種です。
液晶ポリマーは、その名前が示すとおり溶融状態で液晶となることが特徴です。そのため、通常のポリマーではみられない特異な現象、つまり
偏光顕微鏡下で温度をかけると溶融時の透過光量の大幅な増加が観察されます。
パラヒドロキシ安息香酸
0 C=0
0 0
ビフェノール
C=0
C=0
フタル酸
アナライザー(偏光板)
試料
加熱ステージ
ポラライザー(偏光板)
光源
光スペクトル
等方材料では暗黒
図1-1 溶融液晶観察装置 図1-2 温度と透過光量との関係(偏光顕微鏡観測)
固体状態 溶融液晶状態
温度(℃)
透過光量

Electronic Materials Division ©Version 01 / Sep 2010
02溶融液晶性ポリエステル
液晶ポリマー 結晶性ポリマー
溶融
射出成形
固化
図1-4 液晶ポリマーの構造
■高強度、高剛性
■低粘度、高流動性
■低収縮率、低線膨脹係数(流動方向)
■高速固化、低バリ性
液晶性に基づく特性→分子配向の効果
全芳香族性に基づく特性
長所
■高耐熱性(高DTUL、耐熱老化性)
■耐ハンダ性
■難燃性
■低吸水性
■耐薬品性
■異方性(強度、収縮)
■低ウエルド強度
短所
図1-3 偏光顕微鏡写真

Electronic Materials Division ©Version 01 / Sep 2010
03溶融液晶性ポリエステル
1-2 LCPのグレード構成
表 1-1 特徴とグレード構成
図 1-5 特徴とグレード構成
E5000 シリーズ
E5006L ガラス繊維 超高耐熱 /低線膨張率 355
E5008L ガラス繊維 超高耐熱 /低収縮率 339 400 該当
E5008 ガラス繊維 超高耐熱 /低線膨張率 335
E5204L ガラス繊維等 超高耐熱 /低熱伝導率 /低誘電率 351
代表グレード 充填剤 特徴 DTUL 標準成形温度
(℃) (℃)
E4000 シリーズ E4008 ガラス繊維 高耐熱 /高強度 313
380 該当E4006L ガラス繊維 高耐熱 /低収縮率 310
E6000 シリーズE6006L ガラス繊維 高強度 284
360 該当E6008 ガラス繊維 高強度 /高流動 279
E6007LHF ガラス繊維 高流動 /低反り 269
E6807LHF ガラス繊維 /無機フィラー 高流動 /低反り 269
E6808LHF ガラス繊維 /無機フィラー 高流動 /低反り 274 350 非該当
E6808UHF ガラス繊維 /無機フィラー 高流動 /低反り 240
E6810LHF ガラス繊維 /無機フィラー 高流動 /低反り 266
E6000HF シリーズ
注:一部グレードは受注生産となります。
スミカスーパー LCPには耐熱性の高い順にE5000、E4000、E6000、E6000HFシリーズの4種類があります。
表1-1にそれぞれの代表グレードの特徴と図1-5にそれぞれの相関関係を示しています。
ブランドと特徴
グレード名下の温度は、荷重たわみ温度/ハンダ耐熱温度(1分ディッピング)を示します。
グレードの選定は、お問い合わせください。
ミルドGF系 チョップドGF系 GF/無機系 標準加工温度
耐熱性
高
低
異方性 小 低反り
E5000シリーズ
E4000シリーズ
E6000シリーズ
E6000HFシリーズ
E5008335℃/340℃
E4008313℃/330℃
E6008279℃/300℃
E4006L310℃/335℃
E6006L284℃/300℃
E6007LHF269℃/300℃
E6807LHF Z269℃/300℃
E6808LHF Z274℃/300℃
E6808UHF Z240℃/290℃
E6810LHF Z266℃/280℃
E5006L355℃/350℃
E5008L339℃/340℃
400℃
380℃
360℃
350℃
リスト規制貨物(輸出貿易管理令別表第1の5項)

Electronic Materials Division ©Version 01 / Sep 2010
04溶融液晶性ポリエステル
2-1 LCPの物性
2. 物性
E5000 シリーズ E4000 シリーズ
測定項目
表 2-1 LCP の物性表 A
標準成形温度
比重
吸水率
成形収縮率 MD
TD
引張強度
引張伸び率
曲げ強度 23℃
200℃
曲げ弾性率 23℃
200℃
アイゾット 6.4tノッチ付
衝撃強度 6.4tノッチ無
せん断強度
ポアソン比
ロックウエル強度
荷重たわみ温度( )
ハンダ耐熱性
線膨張係数 MD
(150℃) TD
限界酸素指数
難燃レベル
難燃性 カラー
厚み
熱伝導率
(103Hz)
誘電率 (106Hz)
(109Hz)
(103Hz)
誘電正接 (106Hz)
(109Hz)
体積固有抵抗
耐アーク性
耐トラッキング性�
-
℃
-
%
%
%
MPa
%
MPa
MPa
GPa
GPa
J/m
J/m
MPa
-
Rスケール
℃
℃
×10-5/K
×10-5/K
-
-
-
mm
W/(m・K)
kcal/mhr℃
-
-
Ωm
sec
V�
単位
-
-
ASTM D792
ASTM D570
住化法
ASTM D638
ASTM D790
ASTM D790
ASTM D256
ASTM D732
ASTM D785
ASTM D785
ASTM D648
住化法
住化法
JIS K7201
UL94
JIS R2618
ASTM D150
ASTM D257
ASTM D495
IEC法�
測定方法 E5008L
400
1.69
0.02
0.05
0.81
123
3.7
127
39
13.4
6.37
49
324
53
0.44
89
339
340
0.2
6.0
47
V-0
ALL
0.30
0.56
0.48
4.7
4.2
-
0.013
0.031
-
1013
128
185
ガラス繊維
400
1.60
0.02
0.02
0.86
151
4.5
152
-
14.2
-
109
382
-
0.48
90
355
350
1.7
7.3
-
V-0
ALL
0.30
0.54
-
-
3.7
3.4
-
0.022
0.004
1013
-
-
E5006L
ガラス繊維
E5008
400
1.69
0.02
0.06
1.25
111
4.8
127
39
12.2
5.88
88
441
50
0.41
89
335
340
0.1
6.4
47
V-0
ALL
0.30
0.56
0.48
4.7
4.2
-
0.015
0.031
-
1013
128
175
ガラス繊維
E5002L
400
1.45
0.02
0.07
1.27
150
4.7
127
-
9.5
-
175
480
-
0.51
-
354
350
0.2
8.1
-
V-0
ALL
0.30
0.44
-
-
3.4
3.1
-
0.023
0.004
1014
-
-
ガラス繊維
380
1.70
0.02
0.10
1.32
150
5.0
139
39
12.3
6.30
108
520
52
0.49
91
313
330
1.4
6.2
48
V-0
NC,BK
0.30
0.57
0.49
4.5
3.9
-
0.018
0.034
-
1013
130
145
E4008
ガラス繊維
E4006L
380
1.60
0.02
0.11
0.78
182
5.6
155
47
11.9
5.78
137
461
58
0.48
91
310
335
0.2
8.1
44
V-0
NC,BK
0.30
0.53
0.46
4.4
3.7
-
0.018
0.035
-
1013
130
185
ガラス繊維
E5204L
400
1.21
0.02
0.57
1.70
89
5.5
93
-
7.0
-
-
343
-
-
90
351
-
1.3
7.3
-
V-0
NC,BK
0.29
0.38
-
-
3.1
2.8
-
0.018
0.003
1013
-
-
ガラス繊維/無機
E4205L
380
1.18
0.02
0.66
1.67
82
5.0
85
-
5.6
-
-
309
-
-
-
305
-
-
-
-
V-0
BK
0.3
0.41
0.35
-
2.9
-
-
0.013
-
1013
-
-
ガラス繊維/無機充填材
DTUL1.82MPa

Electronic Materials Division ©Version 01 / Sep 2010
05溶融液晶性ポリエステル
E6000 シリーズ E6000HF シリーズ
測定項目
表 2-1 LCP の物性表 B
標準成形温度
比重
吸水率
成形収縮率 MD
TD
引張強度
引張伸び率
曲げ強度 23℃
200℃
曲げ弾性率 23℃
200℃
アイゾット 6.4tノッチ付
衝撃強度 6.4tノッチ無
せん断強度
ポアソン比
ロックウエル強度
荷重たわみ温度( )
ハンダ耐熱性
線膨張係数 MD
(150℃) TD
限界酸素指数
難燃レベル
難燃性 カラー
厚み
熱伝導率
(103Hz)
誘電率 (106Hz)
(109Hz)
(103Hz)
誘電正接 (106Hz)
(109Hz)
体積固有抵抗
耐アーク性
耐トラッキング性�
-
℃
-
%
%
%
MPa
%
MPa
MPa
GPa
GPa
J/m
J/m
MPa
-
Rスケール
℃
℃
×10-5/K
×10-5/K
-
-
-
mm
W/(m・K)
kcal/mhr℃
-
-
Ωm
sec
V�
単位
-
-
ASTM D792
ASTM D570
住化法
ASTM D638
ASTM D790
ASTM D790
ASTM D256
ASTM D732
ASTM D785
ASTM D785
ASTM D648
住化法
住化法
JIS K7201
UL94
JIS R2618
ASTM D150
ASTM D257
ASTM D495
IEC法�
測定方法
充填材
350
1.70
0.02
0.18
1.16
147
5.2
143
33
12.3
4.90
108
412
51
0.46
103
279
300
1.3
5.6
48
V-0
ALL
0.30
0.52
0.45
4.4
3.9
-
0.022
0.022
-
1013
130
125
E6008
ガラス繊維
350
1.61
0.02
0.19
0.74
164
5.0
153
34
11.3
5.10
137
363
55
0.45
103
284
300
2.0
8.9
42
V-0
NC,BK
0.30
0.53
0.46
4.3
3.7
-
0.023
0.034
-
1013
130
115
E6006L
ガラス繊維
350
1.65
0.02
0.20
0.60
157
5.1
158
-
11.8
-
-
251
-
-
106
269
300
0.2
8.5
40
V-0
ALL
0.3
-
-
-
3.8
3.5
-
0.026
0.004
1013
124
175
E6007LHF
ガラス繊維
350
1.80
0.02
0.25
1.21
126
5.5
112
-
11.5
-
-
382
-
-
91
270
300
1.4
7.8
-
V-0
BK
0.81
-
-
-
-
-
-
-
-
1013
-
-
E6109F
無機
350
1.63
0.02
0.31
1.08
121
6.8
126
-
9.80
-
-
343
-
-
-
274
300
-
-
-
-
-
-
-
-
-
-
-
-
-
-
104〜11
-
-
E6007AS
ガラス繊維/無機
350
1.67
0.02
0.11
0.63
134
4.5
145
29
12.1
4.50
118
343
53
0.41
101
269
295
1.0
6.3
45
V-0
ALL
0.30
0.56
0.48
4.3
3.8
-
0.024
0.030
-
1013
180
150
E6807LHF
ガラス繊維/無機
350
1.70
0.02
0.17
0.40
130
4.5
140
-
12.5
-
96
270
54
0.40
97
274
280
0.4
8.1
44
V-0
NC,BK
0.30
-
-
-
3.8
3.6
-
0.038
0.004
1013
140
190
E6808LHF
ガラス繊維/無機
350
1.72
0.02
0.22
1.02
100
5.0
120
-
9.40
-
-
350
-
-
96
240
290
1.0
6.2
48
V-0
NC,BK
0.30
-
-
-
3.8
3.4
-
0.033
0.004
1013
132
200
E6808UHF
ガラス繊維/無機
350
1.82
0.02
0.13
0.38
105
4.0
133
-
12.6
-
-
200
-
-
102
266
280
-
-
48
V-0
NC,BK
0.30
-
-
-
4.1
3.8
-
0.020
0.004
1013
181
200
E6810LHF
ガラス繊維/無機
DTUL1.82MPa

Electronic Materials Division ©Version 01 / Sep 2010
06溶融液晶性ポリエステル
E6006LE6807LHFE6008
E5008E4008
PPS
PBT
200 300 400 500 600 700温度(℃)
重量変化(%)
10
0
−10
−20
−30
−40
エージング時間(hr)
E4008E6006L
E6008E6807LHF
E5008E5008L
0 500 1000 1500 2000 2500
200
150
100
50
0
引張強度(MPa)
2-2 耐熱性
分解開始温度
図2-1 TGA曲線
表2-2 熱分解温度
荷重たわみ温度
長期耐熱性
図2-2 耐熱老化性(260℃空気中)
表2-3 スミカスーパー LCPの相対温度指数(UL746B)
測定機器:島津製作所製TG50型
昇温速度:10℃/min
雰囲気:窒素中
樹脂 分解温度(℃)
1%減量温度 主分解温度
PBT(GF-30%) 370 421
E6807LHF 500 550
E6008 500 550
E6006L
E4008 520 555
E5008 520 559
E5008L
PPS(GF-40%) 460 556
スミカスーパー LCPの各グレードの荷重たわみ温度は概ね下記のとおりです(荷重:1.82MPa)。
長期耐熱性
スミカスーパー LCPは優れた長期耐熱性を有します。
• UL温度インデックス
スミカスーパー LCPの相対温度指数(UL746B)は下表2-3の
とおりです。
• 耐熱老化性(260℃空気中)
スミカスーパー LCPの260℃空気中での強度保持性能は
図2-2のとおりです。
(t=3.2mm)
グレード
項目
電気的機械的
衝撃有り 衝撃なし
スミカスーパー LCPは高い熱安定性を有しています。
TGA(熱重量分析)結果(図2-1、表2-2)から、窒素中での分解開始は約450℃と高く、また、
500℃における重量減少は1%以下と非常に小さく、熱的に安定であることがわかります。
E5000シリーズ 330〜360℃
E4000シリーズ 310〜320℃
E6000シリーズ 270〜290℃
E6000HFシリーズ 250〜280℃
E5008 240 220 240
E5008L 240 220 240
E4008 200 200 240
E6008 220 200 240

Electronic Materials Division ©Version 01 / Sep 2010
07溶融液晶性ポリエステル
PEEK
PTFE
変性PPO
アセタール
ナイロン
ABS
PCPCGF
PEF
PAR
PES フッ素共重合体GF
メラミン・エポキシ
PBTGF
ナイロンGF
GF強化グレード
ポリイミド
スミカスーパー LCPE6000シリーズ
スミカスーパー LCPE5000シリーズ
ポリアミドイミド
PEEK-GF
PPS-GF
100 200 300
300
200
50
100
0 荷重たわみ温度(℃)
常用使用可能温度(℃)
図2-3 常用使用可能温度と荷重たわみ温度(荷重1.82MPa)
荷重たわみ温度と常用使用可能温度
ハンダ耐熱性
スミカスーパー LCPは荷重たわみ温度と常用使用可能温度のバランスに優れます。
スミカスーパー LCPのハンダ耐熱性は耐熱エンプラの中でも最高の性能を有しています。
試料寸法:JIS K7113 1(1/2)号ダンベル×1.2mmt
ハンダ:H60A(スズ60%、鉛40%)
* 図中の数字は、変形を生ずる限界秒数(>60は60秒浸漬しても変形を生じないことを意味する)
尚、成形条件によっては上記の変形温度以下で発泡が起こることがあります。
>60
>60
>60
>60
>60
>60
ハンダ浴温度(℃)
220 240 260 280 300 320 340 360
E5000シリーズ
E4000シリーズ
E6000シリーズ
450GL30
GF40%
フィラー高充填
樹 脂
スミカスーパー
LCP
PEEK
PPS
5
10
10
103
5 3
101

Electronic Materials Division ©Version 01 / Sep 2010
08溶融液晶性ポリエステル
2-3 機械的特性 �
成形品肉厚依存性�
物性の異方性
試験片厚み(mm)0 0.5 1.0 1.5 2.0
250
200
150
100
50
0
引張強度(MPa)
PBT(非強化)
PES(非強化)
E6810
E6006LE6008
E5008
E4008
引張強度(MPa)
引張伸び率(%)
引張弾性率(GPa)
成形温度(℃)�
E5008L E5008 E4008 E6008 E6006L E6807LHF
0.5
0.8
1.2
1.6
0.5
0.8
1.2
1.6
0.5
0.8
1.2
1.6
151 161 178 199 215 174
151 139 171 184 194 161
135 119 158 164 172 145
132 113 131 149 160 137
2.4 2.9 3.0 3.0 2.4 2.5
2.7 3.1 3.7 3.5 2.8 3.0
2.8 3.3 4.1 4.0 3.4 3.5
3.1 3.5 4.5 4.2 3.7 3.8
18.6 17.6 19.5 18.6 21.7 18.4
16.1 15.4 17.1 16.5 15.8 14.2
14.1 12.4 13.4 12.4 12.2 11.5
11.6 11.0 10.8 11.0 9.8 9.8
厚み(mm)項目
スミカスーパー LCPは溶解時のせん断力により容易に分子が配向します。成形品が薄肉であるほど配向の強いスキン層の割合が高くなるた
め、単位断面積当たりの強度はより高くなります。表2-4にスミカスーパー LCPの薄肉特性を、図2-4、図2-5に成形品肉厚依存性を示します。�
スミカスーパー LCPの異方性を表2-5に示します。流れ方向(MD)とその直角方向(TD)との値が大きく異なることが判ります。射出成形に際し
てはゲート位置等金型設計では十分留意してください。�
図2-4 スミカスーパー LCPの引張強度� 図2-5 スキン/コア図�
スキン層(強度大)
コア層(強度小)
試験片厚み 薄
引張強度 大
表2-5 物性の異方性�
成形収縮率
曲げ強度
曲げ弾性率�
単位
%
%
MPa
MPa
GPa
GPa
測定方向
MD
TD
MD
TD
MD
TD
0.05 0.06 0.10 0.18 0.19
0.81 1.25 1.32 1.16 0.74
137 130 138 136 156
58 56 57 61 92
13.4 12.6 12.7 12.2 11.4
3.7 3.3 3.0 4.4 4.7
項目
成形収縮率試験片 : 64×64×3mmt (1mmt フィルムゲート)
曲げ物性試験片 : 13w×3t×64Lmm
支点間距離 : 40mm
射出成形機 : 日精樹脂工業 PS40E5ASE�
成形機:日精樹脂工業PS40E5ASE
試験片:JIS K7113,1(1/2)号ダンベル片
表2-4 薄肉特性
400 380 350 340
E5008L E5008 E4008 E6008 E6006L

Electronic Materials Division ©Version 01 / Sep 2010
09溶融液晶性ポリエステル
ウエルド強度
曲げ弾性率の温度依存性
E6008E6006L
E5008
E4008
E6807LHF
3002001000
PES(30%GF入り)
PPSPES
PSF
PC
10
5
0
曲げ弾性率(GPa)
温度(℃)
一般に、液晶ポリマーは固化速度が速く異方性も大きいため、ウエルド強度が低くなる傾向があります(図2-6)。
金型の製作においては適切な設計が重要となります。�
図2-6 スミカスーパー LCPのウエルド強度�
非ウエルド
ウエルド1
ウエルド2
120
100
80
60
40
20
0E5008
E5008L
E4008
E6008
E6006L
E6807LHF
曲げ強度(MPa)
64×64×3mmtピン径:6mmφ
フィルムゲート1mmt
ウエルド(流れの合流部)
スミカスーパー LCPの様な液晶性ポリマーは、結晶性、非晶性ポリマーのようにガラス転移点における極端な弾性率低下はみられず、温度上
昇とともに徐々に低下する傾向を示します。各シリーズとも250℃においても実用的な曲げ弾性率を有し、耐熱エンプラの中でも高いランク
に位置付けされます。(図2-7)
また、成形後の製品に熱処理を施すことによりスキン構造がより強固なものとなり、弾性率は向上する傾向にあります。弾性率以外に強度、
熱変形温度やクリープ特性についても同様の傾向がみられます。�
図2-7 曲げ弾性率の温度依存性�

Electronic Materials Division ©Version 01 / Sep 2010
10溶融液晶性ポリエステル
リサイクル性
スミカスーパー LCPは、30%リサイクルで初期にわずかな強度の低下がみられますが、リサイクル3回目以降ではほとんど変化はありません。
この時の強度保持率は90%以上となっています。(図2-8)。
また、収縮率の変化はほとんどみられません(図2-9)。リサイクル品の使用割合を30%以上にする場合はお問い合わせください。�
図2-8 リサイクル回数と引張強度保持率の関係 �
図2-9 リサイクル回数と成形収縮率の関係�
E4008 30%リサイクル
E5008 30%リサイクル
0 1 2 3 4 5
1.5
1.0
0.5
0.0
リサイクル回数
成形収縮率(%)
E6008 30%リサイクル
E6006L 30%リサイクル
0 1 2 3 4 5
1.5
1.0
0.5
0.0
リサイクル回数
TD
MD
TD
MD
成形収縮率(%)
E4008 30%リサイクル
E5008 30%リサイクル
0 1 2 3 4 5
100
80
60
40
20
0
リサイクル回数
引張強度保持率(%)
E6008 30%リサイクル
E6006L 30%リサイクル
0 1 2 3 4 5
100
80
60
40
20
0
リサイクル回数
引張強度保持率(%)

Electronic Materials Division ©Version 01 / Sep 2010
11溶融液晶性ポリエステル
2-4 難燃性 �
2-5 電気特性 ��
スミカスーパー LCPは優れた難燃性を有しており、難燃剤を使用していません。また、燃焼時の発生ガスは主に炭酸ガスと水です。
• UL規格
スミカスーパー LCPは各シリーズとも厚み0.3mmでV-0の認定を受けています。
• 限界酸素指数
スミカスーパー LCPはエンジニアリングプラスチック中最高レベルの高い限界酸素指数(LOI)を有します。��
誘電率、誘電正接の温度および周波数依存性は、小さく安定していますが、それらの絶対値は他のエンプラにくらべて高くなります(図2-10、
図2-11)。すなわち、高周波下での発熱は大きい傾向にありますが、荷重たわみ温度がきわめて高いため、実際の使用にあたっては問題になっ
ておりません。また、液晶ポリマーはギガヘルツ領域における誘電正接が小さくなります。�
0
10
20
30
40
50
60
LOI(%)
PC
PSF
PAR
PEI
PESPAI
PPS
PEEK
E5000系 E4000系 E6000系
非晶性ポリマー 結晶性ポリマー 液晶性ポリマー
図2-10 誘電正接の温度依存性� 図2-11 誘電正接の周波数依存性�
PES
PC
PETE6008E4008
E5008L
PPS
PSF
0 50 100 150 200 2500.0001
0.001
0.01
0.1
温度(℃)
誘電正接(60Hz)
0 102 104 106 108 10100.0001
0.001
0.01
0.1
周波数(Hz)
誘電正接(23℃)
E6008
E4008
PES
PPS
E5008L
PC
表2-6 スミカスーパーLCPの電気的特質�
(103Hz) 4.7 4.7 4.5 4.4 4.4 4.3 4.3
誘電率 (106Hz) 4.2 4.2 3.9 3.7 3.9 3.7 3.8
(109Hz)* ASTM D150
- - - - 3.3 3.2 -
(103Hz) 0.013 0.015 0.018 0.023 0.022 0.023 0.020
誘電正接 (106Hz) 0.031 0.031 0.034 0.034 0.032 0.034 0.030
(109Hz)* - - - - 0.005 0.005 -
体積固有抵抗 ASTM D257 Ωm 1013 1013 1013 1013 1013 1013 1013
絶縁破壊電圧 短時間法 MV/m 37 >40 36 >40 26 39 -
耐アーク性 ASTM D495 sec 128 128 130 130 130 130 180
耐トラッキング性 IEC法 V 185 175 145 135 125 115 150
*測定方法:空洞共振法�
E5008 E4008 E4006LE5008L
ガラス繊維ガラス繊維ガラス繊維ガラス繊維ガラス繊維 ガラス繊維ガラス繊維/無機
測定項目 測定方法 単位
充填剤
E6008 E6006L E6807LHF

Electronic Materials Division ©Version 01 / Sep 2010
12溶融液晶性ポリエステル
2-6 その他の特性 �成形品からの発生ガス
吸水性
成形品(ダンベル) ガラス瓶に封入(〜5g)
ヘッドスペースガスクロマトグラフ
ガスクロチャート120℃×20hr
200 250 300 350 400 450
成形温度(℃)
0
20
40
60
80
100
PBT
PPS
E5008
E4008E6008
発生ガス量(ppm)
0 50 100 150 200 250 300
0.01
0.02
0.03
0.04
0.05
0
0.01
0.02
0.03
0.04
0.05
0
水中浸せき時間(hr)
重量変化(%) 寸法変化(%)
重量変化
寸法変化
E6008
図2-14 吸水による重量、寸法の変化(E6008)
図2-13 スミカスーパー LCPの発生ガス量
スミカスーパー LCPの成形品を加熱した時に発生するガス量も図2-13に示すように極めて低い値を示します。
図2-12 成形品から発生するガス成分の分析方法
分析装置: ヘッドスペースガスクロマトグラフ試料前処理条件: 120℃、20hr加熱
試験片:64×64×3mmt
スミカスーパー LCP吸水率は0.02%と極めて小さい値を示します。
また、水中で長時間放置しても重量変化、寸法変化はほとんど見られません(図2-14)

Electronic Materials Division ©Version 01 / Sep 2010
13溶融液晶性ポリエステル
耐熱水性
耐薬品性
スミカスーパー LCPの耐薬品性のデータを表に示します。スミカスーパー LCPは高温下でも油類によって膨潤、劣化することなく、優れた耐
薬品性を有しています。しかしながら、実用にあたっては、実成形品での評価が必要になります。
80℃の熱水中では、2000時間浸漬後も実用的な強度レベルを有しています。120℃以上の水蒸気中では加水分解が進行し、強度低下が大きい
ので使用することはできません。
薬品名 条件 スミカスーパー LCP
温度(℃) 時間 評価
20% 塩酸 50 30日 ○
20% 硫酸 50 30日 ○
40% 硝酸 50 30日 ○
氷酢酸 50 30日 ○
10%水酸化ナトリウム 50 30日 ×
10%アンモニア水 50 30日 ×
アセトン 還流 100hr ○
メチルエチルケトン 還流 100hr ○
トリクロロエタン 還流 100hr ○
塩化メチレン 還流 100hr ○
トルエン 還流 100hr ○
メタノール 還流 100hr ○
エタノール 還流 100hr ○
酢酸エチル 還流 100hr ○
ジメチルホルムアミド 還流 100hr ×
ガソリン 室温 30日 ○
エンジンオイル 120 2000hr ○
ギアオイル 120 2000hr ○
評価 ○ : 引張強度の低下率 5%以下、重量の変化率 2%以下
× : 上記以上の変化があるもの
表2-7 耐薬品性
図2-15 耐熱水性(80℃)
0 50 1000 1500 2000
浸せき時間(hr)
0
20
40
60
80
100
引張強度保持率(%)
E4008
E6008

Electronic Materials Division ©Version 01 / Sep 2010
14溶融液晶性ポリエステル
250 300 350 400 450
PBT
E6807LHFE6008, E6006L
E4008E5008
PEEK
PES
PPS
せん断速度103sec−1
10
102
103
104
見掛け溶融粘度(Pa・s)
樹脂温度(℃)
見掛け溶融粘度(Pa・s)
102 103 104 105
10
102
103
PEEK(380G)400℃
せん断速度(sec−1)
PBT(GF30%)260℃
PPS(GF40%)320℃
E5008(400℃)
E6008(350℃)
E6006L(350℃)
E4008(380℃)
PES(3600G)360℃
E6807L(340℃)
3-1 LCPの成形加工性
3. 射出成形/二次加工
スミカスーパー LCPの見掛けの溶解粘度のせん断速度依存性、温度依存性を各々、図3-1、図3-2に示します。他のエンプラに比べ、見掛け溶融
粘度の温度依存性、せん断速度依存性が大きく、適切な射出成形における条件のもとでは、低粘度を示します。
図3-1 見掛け溶融粘度のせん断速度依存性
図3-2 溶融粘度の温度依存性

Electronic Materials Division ©Version 01 / Sep 2010
15溶融液晶性ポリエステル
0
10
20
30
40
50
250 300 350 400 450
(℃)
厚み0.3mm 流動長(mm)
E4008
E5008
PPS
E6006L
E6008
E6807LHF
(GF40%)
E4008
E5008
E6006L
E6008E6807LHF
0
10
20
30
40
50
250 300 350 400 450
(℃)
厚み0.2mm 流動長(mm)
PPS(GF40%)
図3-3 薄肉流動長測定金型
製品厚み: 0.3mm
ランナ: 4.0mmφ
ゲート: 0.3t×1.5w×2.0L
流動長は4キャビ平均
製品厚み: 0.2mm
ランナ: 3.0mmφ
ゲート: 0.2t×1.5w×2.0L
流動長は4キャビ平均
図3-4 薄肉流動性
図3-5 各種エンプラの流動性
成形機: 日精樹脂工業PS10E1ASE
射出圧力: 0.2mm厚:90MPa
0.3mm厚:60MPa
射出速度: 0.2mm厚:95%
0.3mm厚:60%
金型温度: 130℃
ランナー径
スプルー
ゲート厚
1.5
2
5
10
46
10 10 15
0
100
200
300
400
500
250 300 350 400 450
(℃)
厚み1mm 流動長(mm)
PBT
E6008E4008
E5008L
PPS
PES3600G PEEK381G
PEEK450GL30PES3601GL20PC
図3-3に示した金型を使用して、各グレードの流動性を測定し、図3-4に薄肉流動性(厚み0.2、0.3mm)を、図3-5に厚み1mmのバーフロー長を
示します。

Electronic Materials Division ©Version 01 / Sep 2010
16溶融液晶性ポリエステル
一般的な成形条件
予備乾燥
成形温度
E5000 E4000 E6000 E6000HF シリーズ シリーズ シリーズ シリーズ
適切な樹脂温度(℃) 400 380 360 350
金型温度(℃) 40〜160
射出圧力(MPa) 120〜160 80〜160
保持圧力(MPa) 40〜60 20〜40
後部 350〜370 330〜350 280〜320 280〜320
シリンダ温度(℃) 中央部 370〜390 350〜370 320〜350 320〜340
前部 390〜410 370〜390 340〜370 340〜360
ノズル 390〜410 370〜390 340〜370 340〜360
樹脂乾燥 温度 130℃を目安
時間 4 時間以上 24 時間以内としてください
なお、シリンダの設定温度と実際の樹脂温度が 乖離している場合には、実際の樹脂温度で管理する必要があります。
シリンダ前部およびノズル部の温度は、E5000シリーズの場合390〜410℃、E4000シリーズの場合370〜390℃、E6000シリーズの場合340〜370
℃、E6000HFシリーズの場合340〜360℃に設定します。この部分の温度を上げすぎると、射出時に樹脂がホッパー側にバックフローしやすく
なるため好ましくありません。特に、高流動性が要求される複雑な形状のもの、またL/Tの大きなものを形成する場合には、シリンダ前部より
ノズル部分の温度を高めに設定します。また、計量時間が安定しない場合には、シリンダ後部の温度を10〜20℃低めに設定してください。ノ
ズル温度の管理は特に非常に重要ですので温調のセンサーの位置や保温には十分気をつけてください。
ノズル部の設定温度と実際の樹脂の温度に乖離がある場合には、実際の樹脂温度で管理が必要となります。
スミカスーパー LCPは、E5000シリーズで400℃以上、E4000シリーズで380℃以上、E6000シリーズで340℃、E6000HFシリーズで340℃以上の成
形温度で安定した物性が得られます。また、用途によっては、これ以下の温度で成形を行っても実用上問題のない物性を得ることができます
が、温度を下げすぎると物性低下をともなう場合があります。(図3-6、図3-7)
スミカスーパー LCPは吸水率が0.02%と非常に低いため長時間の乾燥は不要です。一般的には、ホッパードライヤーを用いて、130℃を目安に
、4時間以上24時間以内の乾燥で十分です。
スクリュ背圧(MPa) 1〜5
射出速度 中~高速
スクリュ回転数(rpm) 50〜100
E6008 E4008
E5008
280 300 320 340 360 380 400 420 4400
20
40
60
80
100
120
160
140
引張強度(MPa)
成形温度(℃)
図 3-6 引張強度の成形温度依存性 図 3-7 成形収縮率の成形温度依存性
金型温度:130℃
射出圧力:約 130MPa
射出速度:中速度
金型温度:130℃
射出圧力:約 130MPa
射出速度:中速度
E6008
E4008E5008
280 300 320 340 360 380 400 420 4400.0
0.5
1.0
1.5
成形収縮率(%)
E6008E4008
E5008
TD
MD
成形温度(℃)
3-2 射出成形条件

Electronic Materials Division ©Version 01 / Sep 2010
17溶融液晶性ポリエステル
金型温度
射出圧力と射出速度
スミカスーパー LCPは溶融粘度が低く、流動性に優れているため、あまり高い射出圧力を必要としません。E6000シリーズを例にとると、成形
温度を350℃以上に上げることにより400MPa程度の低圧でも十分な流動性を示します。また、射出圧力を65〜160MPaの範囲で変化させても
引張強度はほとんど変化しません。
射出速度は、薄肉で複雑な形状を有するものについては、中〜高速での成形が望まれますが、比較的厚肉の製品でウエルド部が問題となる場
合には、金型内のエアベントを考慮した上で、20〜40mm/secの中・低速が適しています。
引張強度(MPa) 引張伸び(%)
曲げ弾性率(GPa)
0 50 100 150 200
170
150
130
110
90
金型温度(℃)
E5008
E6008
E4008
0 50 100 150 200
6
5
4
3
金型温度(℃)
E5008
E6008
E4008
0 50 100 150 200
金型温度(℃)
0
5
10
15
E5008
E6008
E4008
スミカスーパー LCPは、分子が剛直なため溶融状態においても絡み合いがなく、成形時のせん断により高分子鎖が流れ方向に配向します。し
かも固化速度が非常に早いため、固化時においても溶融時の配向状態を維持しており、力学物性の金型温度による影響はほとんどありませ
ん。
薄肉の製品を成形する場合、成形サイクルを重視する場合には70〜100℃に、薄肉での流動性、ウエルド強度を考慮する場合には、120〜150℃
に、成形表面の平滑性を重視する場合には160〜190℃に設定することをお勧めします。
図 3-8 金型温度と物性の関係
0 50 100 150 200
金型温度(℃)
荷重たわみ温度(℃)
E5008
E6008
E4008
200
240
280
320
360

Electronic Materials Division ©Version 01 / Sep 2010
18溶融液晶性ポリエステル
パージ方法
バリ特性
スミカスーパー LCPご使用時のパージ方法について、説明いたします。
推奨パージ材 : Zクリーン S11[チッソ(株)製]
: アムテクリーン AP-10[松下産業情報機器(株)製]
なお、実施にあたっては、次の点にご注意ください。
• 加工温度の高いE4000系、E5000系では、発煙、ガス噴出、樹脂の飛散等があることを十分ご考慮ください。
• パージ材をシリンダ内で滞留させないようご注意ください。
1 成形終了 先行樹脂(ホッパー内、シリンダ内)を射ちきる
2 パージ材投入 成形温度のまま、パージ実施
3 パージ続行 シリンダ温度を成形温度より 20〜30℃低く設定
4 樹脂置き換え パージ材射ちきり後、ただちにスミカスーパー LCP を投入
シリンダ内をスミカスーパー LCP で置換
5 終了操作 電源 OFF(降温途中で可)
6 再開操作 電源 ON
シリンダ温度を成形温度より 20〜30℃低く設定
7 予備パージ 20〜30℃低いまま、スミカスーパー LCP でパージ(5ショット)
8 生産開始 シリンダ温度昇温(成形温度まで)
(注)同一グレードの色替えの場合は、上記 5、6、7を省略してください。
1 成形終了 先行樹脂(ホッパー内、シリンダ内)を射ちきる
2 シリンダ昇温 スミカスーパー LCP の成形温度より 20〜30℃低く設定
3 パージ材投入 上記設定温度に昇温後、ただちにパージ材投入
(注)昇温後、回転防止機構が作動していないことを確認
4 樹脂置き換え パージ材射ちきり後、ただちにスミカスーパー LCP を投入
シリンダ内をスミカスーパー LCP で置換
5 再開操作 シリンダ温度をスミカスーパー LCP の成形温度に設定
6 生産再開 シリンダ昇温後、スミカスーパー LCP で 5 ショット以上パージ生産開始
■スミカスーパー LCP への切り替え
■同一グレードを使用の場合
スミカスーパー LCPは高流動でバリが発生しにくく、薄肉、小型の電
子部品を成形するのに適した材料です。
スミカスーパー LCPのバリ特性を図3-9に示す金型を用いて評価し
た結果を、図3-10に示します。この図は、良成形領域と不良成形領域
(ショートショット、バリが発生する領域)を示します。
スミカスーパー LCPはショートやバリが発生しない良成形領域が広
く存在し、一方、PPSやPBTはバリが発生し易く、薄肉成形時では良成
形領域を確保するのが困難です。
図 3-10 バリ無し成形領域の比較
図 3-9 バリ特性評価用金型
10 5
エアベント(20μmt)
キャビティー(0.5mmt)
ゲート(0.3mmt)
36
1
10
バリ
20 40 60 8010
20
30
40
50
60
70
8090
射出速度(%)
良成形域
ショート
射出圧力(%)
(a)スミカスーパーLCP E6008
バリ
20 40 60 8010
20
30
40
50
60
70
8090
射出速度(%)
ショート
射出圧力(%)
(b)PPS(40%)
バリ
20 40 60 8010
20
30
40
50
60
70
8090
射出速度(%)
ショート
射出圧力(%)
(c)PBT(30%)
成形機: 日精樹脂工業(株)製
PS10E1ASE
射出率: 32cm3/sec,
射出圧力:100%=200MPa

Electronic Materials Division ©Version 01 / Sep 2010
19溶融液晶性ポリエステル
3-3 LCPの射出成形機・金型設計射出成形機の選定
樹脂温度管理について
成形機ノズル
非接触赤外線温度計
スポットタイプ(≦2.5φ)
*放射率は0.86に設定
ノズル近傍のストランドの温度を測定する。(離れると放射で正確な温度が測れない)
スミカスーパー LCPは、通常のインラインタイプの射出成形機やプランジャー(プリプラ)タイプの射出成形機で成形することが可能です。
E6000系、E4000系は、成形温度が<400℃であるため、一般の射出成形機でもヒーター容量は問題ありませんが、E5000系は成形温度が最高
420℃になるため、高温仕様(450℃仕様)が必要です。
スクリュ、シリンダ
• スミカスーパー LCPの一般グレートは、ガラス繊維などを多く充填しているため、耐摩耗性の材質が好ましい。
• スクリュデザインは、標準的なフルフライトタイプが適している。サブフライト付きスクリュや高混練スクリュの使用は、計量時間が長く
なるため、好ましくない。
• スクリュヘッドは、逆流防止機構付きスクリュヘッドを推奨する。
• スミカスーパー LCPの流動特性は、温度に敏感であるため、シリンダの温度制御は、制御性が良好なPID制御方式が好ましい。
ノズル
• 材質は、スクリュ、シリンダに準ずる。
• オープンタイプのノズルの使用が適している。シャットオフノズルは、デッドスペースが多く樹脂が滞留しやすいため好ましくない。
• ノズルヒーターは、独立した温度制御器を使用し、制御性が良好なPID制御方式が好ましい。
• 延長ノズルを使用する場合は、温度分布が均一になるように十分考慮されたものを使用する。
射出ユニットおよびその制御系
• スミカスーパー LCPは、一般的なオープンループ制御タイプやクローズドループ制御タイプの成形機が使用可能です。
• 薄肉成形品の場合は、スミカスーパー LCPが溶融粘度のせん断速度依存性が大きく固化速度が速いため、射出立ち上がり応答性が優れて
いる成形機を用いることが好ましい。
成形機容量
• 一般には、計量値が全射出容量の1/3〜3/4となるような成形機を選定することが望ましい。計量値が小さいと、無用な樹脂滞留から様々な
成形不良が発生することがある。
一般に、スミカスーパー LCPを含めて、LCPは機械物性や溶融粘度等の諸物性の温度依存性が大きく、温度管理を誤ると十分な特性が得られ
ない場合があります。射出成形機は汎用樹脂の成形温度(〜300℃)では、シリンダ内の樹脂温度と設定温度が比較的近くなるように設計され
ていますが、スミカスーパー LCPの成形温度領域(320〜400℃)では、設定温度と樹脂温度にズレが生じるケースがあります。
以上より、スミカスーパー LCPの性能を引き出すにはシリンダ内の樹脂温度を把握し、それぞれのグレードの最適な温度にコントロールする
必要があります。
上述の樹脂温度の測定には、微少面積(ストランドの径以下)の温度測定ができる、スポットタイプの非接触赤外線放射温度計を使用すると
簡便に測定できます。

Electronic Materials Division ©Version 01 / Sep 2010
20溶融液晶性ポリエステル
アンダーカット Zピン
スプルロック
テーパー
高速成形機 汎用成形機
流動長(mm)
0
10
20
30
0 0.1 0.2 0.3 0.40
50
100
射出速度(mm/sec)
時間(sec)
高速成形機
汎用成形機
高速射出成形技術
金型設計
スミカスーパー LCPは、成形時の溶融粘度が低く、固化速度が速いため、バリが出にくい特徴があります。ただし、超薄肉製品の成形(<
0.2mmt)においては、薄肉部で樹脂が固化し十分な流動長が得られない場合があります。こうした場合、対策としてアキュムレータ付のような
射出時の立ち上がり特性に優れた成形機の適用が有効です。
図3-11 バリ発生を伴わない最大流動長
(厚み0.2mm)
油圧射出成形機: UH-1000
[日精樹脂工業(株)]
SGシリーズ
[住友重機械工業(株)]
電動射出成形機: ロボショットα-Cシリーズ
[ファナック(株)]
パナジェクションPJ-30
[松下電産(株)]
図3-12 射出速度波形の比較
(汎用成形機と比較し、高速成形機は射出速度の初期立ち上がりが早く、
所定の射出速度で成形されていることを示している)
流動長測定金型: 図3-13のものを使用
成形温度: 360℃ 使用グレード:E6008
射出速度 600mm/sec
V-P切り替え圧力 60MPa
汎用成形機: 日精樹脂工業 PS-40E5 ASE
射出速度 90% 射出圧力 90MPa
スミカスーパー LCPは射出成形する(せん断をかける)ことにより、分子が容易に流れ方向に配向することから、優れた流動性とともに高強
度、高弾性が得られますが、一方で異方性が発生します。
金型の設計にあたっては、キャビティ内の流動パターンと異方性を十分考慮する必要があります。
ランナ
• 一般的な円形、半円、台形の断面形状のランナが適用できるが、圧力損失と加工性とから、円形もしくは台形を推奨する。
スミカスーパー LCPは、優れた流動性を有しているため、ランナ径を細くすることができる。
標準的なランナ径:2〜5mmφ
ランナ径の目安:PPS、PBTの2/3〜1/2(最小2mmφ)
スプル
• スプルの抜き勾配は1゚〜2(゚片側)が適当である。
• コールドスラグを取り除くため、スプルエンドにはコールドスラグ溜りを設ける(4〜5mmφ×5mm以上)。
• スプル抜けを良くするため、スプルロックを設ける。

Electronic Materials Division ©Version 01 / Sep 2010
21溶融液晶性ポリエステル
図3-13 薄肉流動長測定金型 図3-14 薄肉流動長
製品厚み:0.3mm
流動長は4キャビチィー
• 多数個取りの場合、個々のキャビティに樹脂が同時充填するようランナバランスをとることを推奨する。
• ランナ末端にもコールドスラグ溜まりを設ける。
ランナ径
スプル
ゲート厚
1.5
2
5
10
46
10 10 15
成形温度
E5008 400℃
E6008 360℃
PBT(GF30%)260℃PPS(GF40%)320℃
PES(GF20%)360℃
リニア製PPS(GF40%)320℃
0
10
20
30
40
50
ランナ径(mm)
ゲート厚(mm)
2φ半円
0.2
2φ
0.2
3φ
0.2
4φ
0.3
薄肉流動性(mm)
製品厚み0.3mm射出圧力:90MPa
射出速度:95%
深さ
PL
幅
ランド<1mm
φ
d
d=0.3〜1.0mmφ=45〜60°
ランナ
ゲート
スミカスーパー LCPは、ウエルド強度が他のエンプラに比べ低いため、できるだけウエルドが発生しないよう、ゲートは、極力1〜2点とし、
ゲート位置を十分考慮する必要がある。
• サイドゲート
ランド長さは1mm以下、幅は5mm以下が適当である。ランド深さは、0.7×成形品厚みを目安とし、最小0.2mmが適当である。
• ピンポイントゲート
ゲート径は、0.3〜1.5mm、ランド長さは1mm以下が適当である。
ゲート径を太くすると、糸引きやゲートめくれの原因となる。
• サブマリン(トンネル)ゲート
ゲート径は、0.3〜1.0mmが適当である。
• フィルムゲート、リングゲートを用いることも可能であるが、LCPではあまり一般的でない。
抜きテーパー
• 抜きテーパーは、成形品厚みの浅いもので0.5°(1/90)〜1°(1/60)、深いものでは、1°(1/60)〜2°(1/30)とることが望ましい。
• 良離型(MR)グレードは、一般グレードに比べて離型抵抗は約1/2であるが、成形品の深さが大きいものでは、抜きテーパーを大きくする必
要がある。
エアベント(ガス抜き)
• スミカスーパー LCPの成形では、高速射出条件である場合が多いため、製品部の空気を効率的に排除するために、エアベントを設けること
を推奨する。
• 薄肉製品や流動末端がウェルドの場合、ショートショットになりやすいため、エアベントを設ける。
• スミカスーパー LCPは、溶融粘度が低く流動性に優れるが、固化速度が非常に速いため、エアベントを設けてもバリは発生しにくい。
• エアベントの深さは、0.005〜0.02mmが適当である。

Electronic Materials Division ©Version 01 / Sep 2010
22溶融液晶性ポリエステル
異方性(成形収縮率)
• LCPの成形収縮率は、流れ方向(MD)とその直角方向(TD)の違い(異方性)が大きいため、MDとTDの値の中間値をベースに、修正が可能な方向
で成形収縮率を設定する。
• 薄肉小型製品の場合、長手方向の収縮率は、0%として設計することを推奨する。
E5008L E5008 E4008 E6008 E6006L
3mm MD
成形収縮率 TD
1mm
MD
TD
曲げ強度 3mm MD
TD
曲げ強度 3mm MD
TD
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
3mm
1mm
1mm
3mm
0 20 40 60 80 100
TD
MD
保持圧力(MPa)
成形収縮率(%)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
3mm
1mm
1mm3mm
0 20 40 60 80 100
TD
MD
保持圧力(MPa)
成形収縮率(%)
0.05 0.08 0.10 0.18 0.19
0.81 1.25 1.32 1.16 0.74
0.13 0.05 0.06 0.09 0.10
0.43 0.70 0.78 0.80 0.49
137 130 138 136 156
58 56 57 61 92
13.4 12.6 12.7 12.2 11.4
3.7 3.3 3.0 4.4 4.7
%
%
%
%
MPa
MPa
GPa
GPa
単位厚み項目 方向
表3-1 異方性
図3-15 E6008の成形収縮率 図3-16 E5008の成形収縮率
金型材質
• スミカスーパー LCPの標準グレードは、ガラス繊維が充填されているため、高寸法精度が要求される金型や量産型では、硬度がHRC55〜62
のSKD11相当品(HPM31、PD613、RIGORなど)かそれ以上の鋼材の使用を推奨する。
• スミカスーパー LCPは、腐食性のガスをほとんど発生しないため、金型を腐食させることがなく、一般的な金型材質が使用できる。

Electronic Materials Division ©Version 01 / Sep 2010
23溶融液晶性ポリエステル
ホットランナの適用
表3-2 スミカスーパー LCPへのホットランナの適用
熱的ショット毎ON,OFF
ホットランナの温度仕様(MAX)
〜380℃
〜400℃
〜420℃
備考
内部加熱
熱的一定
スプルレス成形
熱的ショット毎ON,OFF
完全ホットランナ
ランナ部 ゲートシールスミカスーパーLCPへの適用
外部加熱
(株)十王
614システム
明星金属(株)
ミニランナ
世紀工業(株)
スピアシステム
モールドマスター(株)
マスターショット
斉藤工機(株)
プラゲートシステム
φ4
電磁誘導加熱- ○ - ○ - - ○
- ○ - - - - ◎ *1
○ - - ○ - × ×
- ○ - ○ - × ○ *2
- ○ ○ - - × △〜○
- ○ - - ○ × △
Bタイプ(従来)
EHタイプ
スミカスーパー LCPのホットランナ化については、以下の点に注意が必要です。
一般的に樹脂は長期連続成形において成形機内のデッドスペース部に滞留し、滞留樹脂が劣化、着色することがあります。溶融粘度が極めて
低いLCPでは、このデッドスペース部の滞留が起こりやすいと考えられます。
このため、LCPには、これらを考慮したホットランナが望ましく、特に、樹脂の滞留による黒点、コールドスラグの発生に十分な注意が必要で
す。
スミカスーパー LCPへのホットランナの適用ポイント
• 高温加熱が可能でシステム内の温度分布が均一であること。
ヒーター一体型が望ましい。過度にマニホールド、ノズルの温度は高くしないこと。
金型との接触部(ゲート部分)の温度を高温に保持できること。
• 流路にデッドスペースができにくい構造であること。
(滞留による黒点の発生に注意が必要です)
加熱方式は、内部加熱方式より外部加熱方式の方がよく、流路は細い方が良好です。
• コールドスラグが混入しにくい構造であること
(製品のコールドスラグの混入に注意が必要です)
オープンゲートの場合はサブランナの設置を考慮した方が良い(スプルレス成形)。
スミカスーパー LCPへのホットランナの適用
下記にスミカスーパー LCPへのホットランナの適用を示します。
◎:スミカスーパー LCPへの適用事例あり。
○:スミカスーパー LCPへの適用可
△:スミカスーパー LCPへの適用事例なし。
×:スミカスーパー LCPへの適用不可
*1: 多点ゲートで、且つミニランナ用延長ノズルを用いる場合は、各延長ノズルを個々に温度コントロールする方が望ましい。また、成形温
度の高いE5000系も各ノズルを個別に温度コントロールする方が望ましい。
*2: チップ部は内部加熱方式
E6000シリーズ
E4000シリーズ
E5000シリーズ

Electronic Materials Division ©Version 01 / Sep 2010
24溶融液晶性ポリエステル
10mm
接着剤
試験片
0.3
0.3
10
3-4 二次加工技術
接着
超音波による溶着
スミカスーパー LCPは市販されている接着剤(表3-3)を用いることにより、特に表面を処理することなく接着することができます。また、その
接着面は250℃での熱エージングを行った後も実用的な接着強度が保持されます。又、PPSのような結晶性の樹脂は硬化温度を高くすると“反
り”を発生することがありますが、スミカスーパー LCPは120〜150℃という高温で硬化してもほとんど“反り”を発生しませんので、短時間で
処理できます。
表3-3 市販接着剤によるスミカスーパーの接着強度(単位:MPa)
アミコン A316BP
(グレースジャパン)
TB2234D
(スリーボンド)
スミマックECR-9173K
(住友ベークライト)
アミコン A164-1
(グレースジャパン)
接着剤
接着剤
硬化後 250℃,1hr
熱エージング硬化後
250℃,1hr
熱エージング硬化後
250℃,1hr 230℃,1min
熱エージング IR リフロー硬化後
250℃,1hr
熱エージング
E5008 9.2 3.0 9.2 9.1 3.8 8.6 4.5 9.1 4.2
E6008 7.7 2.8 7.8 8.8 3.5 10.7 3.8 8.5 3.9
テクノダインAH 7052T
(田岡化学)
テクノダインAH 6072K
(田岡化学)
テクノダインAH 062K
(田岡化学)
硬化後 250℃,1hr
熱エージング硬化後
250℃,1hr
熱エージング硬化後
250℃,1hr
熱エージング
E5008 6.2 4.6 6.7 4.3 6.6 3.8
E6008 7.0 4.4 6.1 4.2 5.6 5.0
接着強度の測定方法
• 試験片
ASTM 1号試験片 (厚み3.2mm)
• 試験法
試験片に接着剤を塗布した後、10mm重ね合わせ、熱風循環オーブンの中で硬化させる。
• 強度の測定
引張速度1.67×10-4m/sでせん断強度を測定する。
スミカスーパー LCPの各グレードは、超音波加振による溶着が可能です(表3-4)。接
着面の強度は250℃での熱エージングを行なった後もほとんど変化ありません。
表3-4 超音波ウエルダーによる溶着性(単位:N)
溶着強度(N)
溶着後 250℃,1hr
熱エージング
E5008L 650 570
E5008 510 400
E4008 460 460
E6008 740 740
E6006L 710 650
接着強度の測定方法
• 試験片
12.7×78×1.6mmt 試験片2枚
(一方の試験片は、下図に示す突起を有する)
• 溶着方法
右図のように試験片をセットした後、周波数19.5kHz、
振幅34μm、荷重176.4Nの条件下で0.6〜0.8秒加振
• 溶着強度の測定
引張速度1.67×10-4m/sでせん断強度を測定する。

Electronic Materials Division ©Version 01 / Sep 2010
25溶融液晶性ポリエステル
4-1 電子部品
4. 用途
スミカスーパー LCPのグレード選定ガイド
下表にスミカスーパー LCPの主要グレードの構成を示します。スミカスーパーのグレードを選択される場合は、まず、必要な耐熱性からどの
シリーズを使用するかを選択してください。
• 標準グレードのE6000・E6000HFシリーズは、電子部品の表面実装(SMT)に十分に耐えるだけの耐熱性と、汎用エンプラ並の成形加工性を持
ち合わせた、バランスの取れたグレードです。幅広い用途にご利用いただけます。
• E5000やE4000シリーズは、耐熱性が高い反面、成形温度も高く、成形機を高温仕様にしたり頻繁に成形機のメンテナンスが必要になる等、
注意が必要です。高温ディップハンダ(>350℃)等、特に高耐熱が必要な場合のみご使用ください。また、これらのグレードをお使いいただ
く場合は、弊社営業担当者と十分にご相談の上、グレード選択いただきますようお願いします。
次に、組成物の選択方法を紹介します。
• 薄肉小型の部品にはミルドGF(粉砕ガラス繊維)を使用した、たとえばE6008やE6006等をご使用ください。
• 強度が要求される用途には、チョップドガラス繊維(長繊維)を使用した、たとえばE6006LやE6007LHF等のLと記載のあるグレードをご選
択ください。
• 低反り、低異方性が要求される用途では無機フィラーとガラス繊維を併用した、たとえばE6810 MRやE6807LHF等をご選択ください。
表4-1 スミカスーパー LCPの主要グレードの構成
E6000HFシリーズ
低反り
異方性小
無機フィラー併用
特殊超高耐熱
耐ディップハンダ
耐高温リフロー
200℃以上熱時剛性
超高耐熱
耐高温リフロー
200℃以上熱時剛性
高耐熱
耐リフロー
汎用グレード
高耐熱
耐リフロー
高流動グレード
コネクター用
400 380
ー
ーー
E5008
E52008
E4006
E4008
E4009
E6006
E6008
E6008 MR
(良離型)
E5002L
E5006L
E5008L
E4006L
E4008LE6006L E6007LHF
E6810 MRE6807LHF
E6808LHF
耐熱要求レベル
特徴
標準成形温度(℃)
薄肉・小型
ミルドGF
高強度
チョップドGF
360 350
E5000シリーズ
E4000シリーズ
E6000シリーズ

Electronic Materials Division ©Version 01 / Sep 2010
26溶融液晶性ポリエステル
コネクター用途のためのグレード選定ガイド
スミカスーパー LCPのコネクターガイドには、ガラス繊維や無機フィラー等の充填材を配合したものが準備されています。これらのグレード
を選択する上で注意が必要なのは、コネクターの形状(特に成形品の肉厚)によって適切な(反りの少なくなる)グレードが異なるということ
です。
選定例を図4-2に示します。
• 比較的肉厚で長尺のDIMMソケット:E6007LHF
• 平板状で多極のPGAソケット:E6807LHFやE6808LHF
• 平板状で穴やリブがないPCMCIA、メモリーカード等のカードコネクター:E6810LHF
• 低背薄肉のBoard to Boardコネクター:E6808UHF
コネクター用途のためのグレード選定ガイド
図4-1 コネクターの反りによる実装不良
コネクターが反ると…
端子が基板から離れ、ハンダ付け不良が生じる
図4-2 スミカスーパー LCPコネクター用グレードの位置づけ
DDR, RIMM
E6007LHF
E6807LHF
E6807LHF
E6810LHF
E6808LHF
CPU ソケット
PCMCIA
S/O, DIMM
カードコネクター
Board to board, FPC
E6808UHF
高強度高剛性
高流動性低ソリ性
低ソリ性
高流動性低ソリ性
高流動性超低ソリ性
スミカスーパーLCP
材料に要求される特性
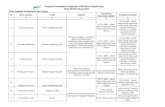
LSI …プリント基板や基板…ケーブル、基板…基板等を接続する“コネクター”は昨
今の電気製品の軽薄短小化、高性能化に伴い、小型・多極化しています。さらに、基板
への実装方法も、240〜260℃の高温雰囲気下でハンダ付けする“表面実装方式”
(SMT : Surface Mount Technology)に切り替わりつつあります。このため、コネク
ターには精密成形性と耐熱性に優れるLCPが多く用いられています。
ただし、LCPには異方性が大きいという欠点があります。 LCPを使用したコネクター
は射出成形によって生産されますが、この際、金型内での樹脂の流れ方向(MD :
Machine Direction)とその垂直方向(TD : Transverse Direction)で成形品の収縮率が
異なるために“反り”が発生します。反りが発生すると、SMT工程で、ハンダ付け不良
が発生するため好ましくありません。
LCPは異方性のある樹脂です。このため、充填材なしの状態では使用することが困難です。そこで、この異方性を緩和するために、ガラス繊維
や無機フィラー等の充填材を配合します。通常の樹脂はガラス繊維等の充填材を入れると異方性が大きくなりますが、LCPの場合は異方性が
緩和されるという大きな違いがあります。

Electronic Materials Division ©Version 01 / Sep 2010
27溶融液晶性ポリエステル
■一般物性
表4-2に当社一般グレードの物性を示します。なお、表中の反り量は当社所有のモデル金型を用いて評価いたしましたので、実際の反り量と
は異なります(従来グレードとの相対比較が可能)。
表4-2 スミカスーパー LCPコネクター用グレードの一般物性
各グレードの反り特性
• 長尺コネクターの反り量の測定方法
図4-3に示すモデル金型を用い、反り量を測定しました。結果は、図4-4のとおりです。
図4-3 長尺コネクターの反り量の測定方法 図4-4 長尺コネクターの反り量
• 円盤の反り量の測定方法
図4-5に示すモデル金型を用い、反り量を測定しました。結果は、図4-6のとおりです。
1.75mm
0.75mm
0.3mm
反り
ゲート
68.5mm(長さ)×7mm(幅)×6mm(高さ)
図4-5 円盤の反り量の測定方法
ゲート
反り
64mm(直径)×0.5mm(厚さ)
図4-6 円盤の反り量
反り量(mm)
反り(mm)
0
0.02
0.04
0.06
0.08
0.10
E6007LH
F
E6807LH
F
E6808LH
F
E6808U
HF
E6810LH
F
E6810G
HF
測定方法 単位 E6007LHF E6807LHF E6808LHF E6808UHF E6810LHF E6810GHF
フィラー - - GF GF/ミネラル GF/ミネラル GF/ミネラル GF/ミネラル GF/ミネラル
GFの種類 - - チョップド チョップド チョップド ミルド チョップド チョップド
充填量 - % 35 35 40 40 50 50
比重 ASTM D792 - 1.65 1.67 1.70 1.72 1.82 1.84
成形収縮率 MD
住化法 % 0.20 0.11 0.17 0.22 0.13 0.13
TD % 0.60 0.63 0.40 1.02 0.38 0.38
引張 強度
ASTM D638 MPa 157 134 130 100 105 118
伸び % 5.1 4.5 4.5 5.0 4.0 4.1
曲げ 強度
ASTM D790 MPa 158 145 140 120 133 138
弾性率 GPa 11.8 12.1 12.5 9.4 12.6 13.0
Izod衝撃強度 ASTM D256 J/m 251 343 270 350 200 264
荷重たわみ温度(1.82MPa) ASTM D648 ℃ 269 270 270 240 266 269
ハンダ耐熱性 住化法 ℃ 300 295 280 290 280 300
0
0.5
1.0
1.5
2.0
2.5
E6007LH
F
E6807LH
F
E6808LH
F
E6808U
HF
E6810LH
F
E6810G
HF

Electronic Materials Division ©Version 01 / Sep 2010
28溶融液晶性ポリエステル
• IRリフロー前後での長尺コネクターの反り量
IRリフロー前後での長尺コネクターの反り量を図4-8に示します。
(温度プロファイルは図4-7参照)
図4-7 IRリフローの温度プロファイル 図4-8 IRリフロー前後での長尺コネクターの反り量
成形条件
表4-3に標準的成形条件を示します。
表4-3 標準成形条件
0
50
100
150
200
250
300
温度(℃)
0 240 480 720 960 1200 1440
経過時間(秒)
E6000HF シリーズ�
乾燥条件 約130℃×4〜24時間�
シリンダ温度(℃)
後部
中央部
前部
ノズル�
280〜320
320〜340
340〜360
340〜360�
適切な樹脂温度(℃)
金型温度(℃)
射出速度
射出圧力(MPa)
保圧(MPa)
スクリュ背圧(MPa)
スクリュ回転数(rpm)�
350
40〜120
中〜高速
80〜140
20〜40
1〜5
50〜100
前
後
反り(mm)
0
0.02
0.04
0.06
0.08
0.10
E6007LH
F
E6807LH
F
E6808LH
F
E6808U
HF
E6810LH
F

Electronic Materials Division ©Version 01 / Sep 2010
29溶融液晶性ポリエステル
光ピックアップボビン用途のためのグレード選定ガイド
光ピックアップボビンとは
光ピックアップボビンとは、音楽用のCDやパソコン用CD-ROM、DVD-ROM等の光ディスクの読み取り装置、音楽用MD、CD-R/RW、記録用DVD等の光
ディスクの読み取り・書き込み装置(光ディスクドライブ・光ディスクレコーダー)の主要部品です。この部品にはスミカスーパー LCPが多く
用いられています。
材料に要求される特性
光ディスクドライブは、光ディスクに刻まれたμm(1/1000mm)単位の小さな溝(ピット)に、レーザー光を照射し情報を読み取り、書き込みし
ます。この際、高速で回転するディスク上に、レーザー光を使用して焦点を合わせる(フォーカシング)ために、磁力を使用してレンズ自体を
高速で移動させます。磁力を発生させるためにはコイルを使用します。以上より、光ピックアップボビンは、下図のようにボビンの上にレン
ズを載せた構造となり、別名“レンズホルダ”と呼ばれています。
この光ピックアップボビンに要求される特性は以下のとおりです。スミカスーパー LCPはこれらの特性を満たしており、光ピックアップボビ
ンに適した材料と言えます。
スミカスーパー LCPの光ピックアップボビン用グレード
スミカスーパー LCPの中で、上述の要求特性を持つピックアップボビンに適したグレードは下記のとおりです。標準グレードのE5006Lは
ピックアップボビンに最も適したグレードです。一方、E5002Lは低比重で高性能な用途に向いていますが、
• LCPの欠点である異方性が極めて大きいため成形品の寸法精度が出にくい。
• フィラーが少ない(チョップドガラス10%充填)ため成形機に残留しやすく炭化物が発生しやすい。
(成形機の分解清掃の頻度がE5006Lよりも高くなるため、生産性が低下する)
• 成形条件の許容範囲が狭く、管理が難しい。
等の問題があり、可能な限りE5006Lをご検討いただき、E5006Lでピックアップボビンの性能が十分に出ない場合にのみ、ご使用いただくこ
とをお勧めします。また、CD-DA(オーディオ用)や低倍速のCD-ROM等にはE5008Lを推奨します。
要求されること
小型・軽量であること小さな電力でボビンを移動させられるため省電力化、高
感度化が実現。
●低比重
●精密成形が可能な成形性
左記特性による効果や左記特性が必要な理由 スミカスーパー LCPの特性
信号が適切に
読み取れること
安価であること�
動作する周波数(〜20kHz)以下で共振(共鳴)すると信
号が読み取れなくなる。低比重かつ剛性が高い材料を使
用すると共振周波数が高くなる。
射出成形で大量生産できる。組立工程でディップハンダ
(350〜400℃×数秒)が可能なため、金属端子をイン
サートする工程が不要。
●高剛性(0.5mm厚での
曲げ弾性率=約30GPa)
●低比重
●精密成形が可能な成形性
●耐ディップハンダ性�
光ピックアップの構造
光ピックアップボビン
光ディスク
レンズ
高温ディップハンダ対応〜400℃ 樹脂端子
レーザー光
振動
振動
E5002L
E5006L
推奨グレード

Electronic Materials Division ©Version 01 / Sep 2010
30溶融液晶性ポリエステル
ボビン用途のためのグレードガイド選定
ボビンの構造と材料への要求特性
ボビンとは、電線(巻線)を巻いてコイルを作る円形または多角形の筒を指します。使用する材料としては電気絶縁性のある樹脂が主に用いら
れています。一方端子部には、主に金属が用いられていますが、樹脂との2点部品となりコストが高くなってしまいます。そこで、樹脂で一体
成形された樹脂端子ボビンが開発されています。
電線に電流を通すためには、端子に絡めた電線終端の被覆材(ウレタン等)を剥がす必要があります。被覆材を剥がす方法としては、高温(300
〜400℃)のハンダ浴にディップする方法が用いられています。
金属端子の場合、ハンダ浴にディップしてもボビン部分には熱が伝わらず、比較的耐熱の低い樹脂を使用することができます。一方、樹脂端
子の場合には、端子が溶けたり変形したりしないよう、耐熱の高い樹脂が使用されます。ただし、昨今の家電製品の軽薄短小化に伴いボビン
も小型化しており、金属端子のボビンであっても短い端子からの熱が樹脂部に伝わるため、樹脂の耐熱が必要になってきています。
このため、ボビン用樹脂材料に対する要求特性として、高い耐熱性(300℃〜400℃×数秒)と軽薄短小化に伴う精密成形性が重要になってき
ました。さらに環境問題から熱可塑性樹脂が着目され、これらの中でもLCPはボビンに好適な材料として多く使用されるようになりました。
ボビン用途のためのグレード選定ガイド
樹脂端子ボビンの場合には、超耐熱グレードのE5000シリーズが必要になります。金属端子の場合でもE5000シリーズを使用できますが、耐
熱面で過剰品質となる場合があります。E5000シリーズは短期的な耐熱は高いものの、成形温度が400℃と非常に高く、射出成形機内での滞留
劣化によるトラブルが発生しやすいという問題があります。さらに、E4000、E6000シリーズと比較すると、成形機や金型のメンテナンスの頻
度が高くなります。
このため、ボビンに必要な耐熱温度を把握し、可能であればE4000、より好ましくはE6000シリーズを使用されることを推奨します。
金属端子or
樹脂端子
樹脂端子ボビン E5000シリーズ(E5008L,E5008等)
ボビンの種類 推奨グレード
金属端子ボビン(小型)E5000シリーズ(E5008L,E5008等)
E4000シリーズ(E4008L,E4006L,E4008等)
金属端子ボビン(中大型)
E5000シリーズ(E5008L,E5008等)
E4000シリーズ(E4008L,E4006L,E4008等)
E6000シリーズ(E6006L,E6008等)�

Electronic Materials DivisionVersion 01 / Sep. 2010
TECHNICAL NOTE
電子部品材料事業部
住友化学株式会社 電子部品材料事業部(筑波)
<カスタマーサポートセンター>
〒300-3294 茨城県つくば市北原6
TEL : 029-864-4177 FAX : 029-864-4745
住友化学株式会社 電子部品材料事業部
〒104-8260 東京都中央区新川2-27-1 東京住友ツインビル(東館)
TEL : 03-5543-5845 FAX : 03-5543-5939
SUMIKA ELECTRONIC MATERIALS, INC.
3832 East Watkins Street, Phoenix, AZ 85034, USA
TEL : +1-602-659-2500 FAX : +1-602-438-2277
SUMITOMO CHEMICAL EUROPE S.A./N.V.
Woluwelaan, 57, B-1830 Machelen, BELGIUM
TEL : +32-2-251-0650 FAX : +32-2251-2991
SUMITOMO CHEMICAL SINGAPORE PTE. LTD.
IT-related Chemicals Div.
150 Beach Road #19-05 Gateway West, Singapore 189720
TEL : +65-6291-9636 FAX : +65-6296-3779
DONGWOO FINE-CHEM CO., LTD.
8th Fl., City Air Tower, 159-9, Samsung-Dong, Kangnam-Gu, Seoul 135-973, KOREA
TEL : +82-2-6250-1162 FAX : +82-2-6250-1198
SUMIKA ELECTRONIC MATERIALS (SHANGHAI) CO.,LTD.
1204-05 Financial Square, 333 Jiujiang Rd., Shanghai 200001, CHINA
TEL : +86-21-6360-6400 FAX : +86-21-6350-3678
SUMIKA ELECTRONIC MATERIALS (SHANGHAI) CO., LTD.
<Customer Support Center>
A-1F, 15#, No.89, Xiya Road, Waigaoqiao Free Trade Zone, Shanghai, 200131, CHINA
TEL : +86-21-5046-2296 FAX : +86-21-5046-3989
SUMIKA ELECTRONIC MATERIALS (HONGKONG) CO., LTD. Shenzhen Office
29H, Tower A of World Finance Center, No.4003 Shennan Road East, Luhu Disitrict, Shenzhen, 518001 CHINA
TEL : +86-755-2598-1598 FAX : +86-755-2598-1597
スミカスーパーLCP E5000,E4000,E6000,SZ4000,SZ6000の各シリーズは輸出貿易管理令別表
第1の5の項に該当いたします。法令上の規制につきご留意ください。
なお、スミカスーパーLCP E6000HF,SZ6000HFシリーズは、同令別表第1の1から15の項に該当
いたしません。ただし、同令16項(キャッチオール規制)には該当いたします。
製品の詳細は http://www.sumitomo-chem.co.jp/sep/