
รายงานการวิจัย - Kasetsart University · 2016-01-11 · รายงานการวิจัย เรื่อง ผลกระทบจากการเปิดปิดภาคเร
รายงานการวจย
การเชอมเสยดทานของอะครลคโดยใชเครองจกรกลแบบอตโนมต Friction Welding of Acrylic by Computerized Numerical Control Machine
นายชยยทธ มงาม
นายศภชย ชยณรงค นายกลยทธ บญเซง
งานวจยนไดรบทนอดหนนการวจยจากเงนงบประมาณกองทนวจย
มหาวทยาลยราชภฏสงขลา ประจาปงบประมาณ พ.ศ. ๒๕๕๗

ก
ชองานวจย การเชอมเสยดทานของอะครลคโดยใชเครองจกรกลแบบอตโนมต ผวจย นายชยยทธ มงาม นายศภชย ชยณรงค นายกลยทธ บญเซง คณะ เทคโนโลยอตสาหกรรม ป 2557
บทคดยอ
การวจยนมวตถประสงคเพอศกษาตวแปรทสงผลตอการเชอมเสยดทานของอะครลคดวยเครองจกรกลอตโนมต โดยตวแปรทเชอม คอ ความเรวรอบ 600, 1000, 1400 และ 1800 รอบตอนาท ระยะกดอดท 2.2 และ 3.2 มลลเมตร ตามลาดบ หลงจากการเชอมเสยดทานพบวา ความเรวรอบ 1400 รอบตอนาท ระยะกดอด 3.2 มลลเมตร ใหคาความแขงของชนงานสงสด เฉลยอยท 88.66 HRM แตเมอเปรยบเทยบกบเนอเดมของอะครลคพบวายงมคานอยกวาเดม ทมความแขงอยท 98 HRM อยางไรกตาม คาความตานทานแรงดงสงสด มคาเฉลยอยท 18.11 MPa ทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร ในทางตรงกนขาม ความเรวรอบทสงขนถง 1800 รอบตอนาท ระยะกดอด 2.2 มลลเมตร กลบใหคาความตานทานแรงดงสงสด มคาเฉลยอยท 15.29 MPa จะเหนไดวาอทธพลของตวแปรสาหรบการทดลองสงผลตอสมบตทางกลของชนงานหลงจากการเชอม เนองมาจากอทธพลของตวแปรเหลานน นาไปสการเปลยนแปลงของโครงสรางทางโลหะวทยา ซงสงผลใหสมบตทางกลของชนงานมคาทแตกตางกนดวยเชนกน

ข
Research Title Friction Welding of Acrylic by Computerized Numerical Control Machine
Researcher Mr. Chaiyoot Meengam Mr. Suppachai Chainarong Mr. Kulyuth Boonseng Faculty Industrial Year 2014
Abstract The objective of this study is parameters that affect to friction welding of acrylic with computerized numerical control machine. The parameters are rotation speeds such as 600, 1000, 1400 and 1800 rpm burn of length at 2.2 and 3.2 mm respectively. After friction welding found that rotation speed at 1400 rpm and burn of length at 3.2 mm has maximum vickers hardness is 88.66 HRM, but maximum vickers hardness in weld zone lower base materials at 98 HRM. However, the ultimate tensile strength average was 18.11 MPa at rotation speed 600 rpm burn of length at 3.2 mm, In contrast, rotation speed to 1800 rpm burn of length at 3.2 mm 2.2 mm into the tensile strength lower has average at 15.29 MPa. It can be seen that the influence of parameters affect the mechanical properties after friction welding due to the influence of those parameters lead to changes in the metallurgical structure as a result the mechanical properties is different as well.
ค
กตตกรรมประกาศ
งานวจยฉบบนส าเรจไดดวยด เนองดวยการประสทธประสาทวชาความรและความอนเคราะหจากบคคลหลายฝาย ตลอดจนนกศกษาและคณาจารยทกทานในโปรแกรมวชาวศวกรรมศาสตร คณะเทคโนโลยอตสาหกรรม มหาวทยาลยราชภฏสงขลา ในการจดท างานวจยนใหมความส าเรจและสมบรณยงขน
ขอขอบคณสถาบนวจยและพฒนา มหาวทยาลยราชภฏสงขลา ทไดใหการสนบสนนเงนทนวจยภายใตสญญาสญญาทนเลขท ๒/๒๕๕๗ ในการวจยครงน ขอขอบคณโปรแกรมวชาวศวกรรมศาสตร คณะเทคโนโลยอตสาหกรรม มหาวทยาลยราชภฏสงขลา ทใหการสนบสนนเครองมอและอปกรณในการท าวจย และขอขอบคณภาควชาวศวกรรมเหมองแรและวสด คณะวศวกรรมศาสตร มหาวทยาลยสงขลานครนทร ตลอดจน ศนยเครองมอวทยาศาสตร มหาวทยาลยสงขลานครนทร ทใหการสนบสนนเครองมอส าหรบการตรวจสอบโครงสรางทางโลหะวทยา จนสามารถด าเนนงานไปไดและมความสมบรณครบถวนทกประการ กระผมและคณะผรวมท างานวจยทกคนขอขอบคณทกทาน ทกฝาย ทสนบสนนในการท าวจยดวยใจจรง ไว ณ โอกาสนดวย
ชยยทธ มงาม คณะเทคโนโลยอตสาหกรรม
(7)
ง
สารบญ
เรอง หนา
บทคดยอ ก Abstract ข กตตกรรมประกาศ ค สารบญ ง สารบญรป จ สารบญตาราง ฉ
บทท 1 บทน า 1 ความส าคญและทมาของปญหา 1 วตถประสงคของโครงการวจย 2 ขอบเขตของโครงการวจย 2 ประโยชนทคาดวาจะไดรบ 2 บทท 2 เอกสารและงานวจยทเกยวของ 3 ทฤษฎ สมมตฐาน และ/หรอกรอบแนวความคดของการวจย 3 การทบทวนวรรณกรรม/งานวจยทเกยวของ 8 บทท 3 วธการด าเนนงาน 10 การด าเนนงานวจย 10 วสดทใชในงานวจย 11 เครองมอและอปกรณ 11 ขนตอนการทดลอง 12 บทท 4 ผลการทลองและวจารณผล 15 ผลของลกษณะทางกายภาพ 15 ลกษณะโครงสรางมหภาคและจลภาค 16 คาความแขงแรงดง 17 ผวรอยแตกหกของแนวเชอม 18 คาความแขงของแนวเชอม 20 บทท 5 สรปผลการทลอง 23
บรรณานกรม 24
ภาคผนวก ก วารสารวชาการมหาวทยาลยขอนแกน 25

จ
สารบญรป
รปท หนา
2.1 วสดอะครลค 4 2.2 อโมงคใตนาททาจากวสดอะครลค 5 2.3 หลกการเชอมเสยดทาน 5 2.4 ขนตอนการเชอมเสยดทาน 6 2.5 เครองกลงระบบอตโนมต 7 2.6 แรงกดทกระทาตอหนงหนวยพนทผวดวยเครองไมโครวกเกอรส 8 2.7 ชนงานทดสอบแรงดงตามมาตรฐาน ASTM A370 8 3.1 ขนตอนการดาเนนงานวจยโดยสรป 10 3.2 วสดอะครลค 11 3.3 เครองกลงสาหรบเตรยมชนงานเชอม 11 3.4 เครองกลงระบบอตโนมต 12 3.5 ชนงานอะครลคสาหรบการเชอมเสยดทาน 12 3.6 ขนตอนการเชอมเสยดทานของอะครลค 13 3.7 ชนงานทดสอบแรงดงตามมาตรฐาน ASTM D638-02a 14 4.1 ลกษณะของชนงานทผานการเชอมเสยดทาน 15 4.2 โครงสรางมหภาคและจลภาคทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร 17 4.3 คาความแขงแรงดงของแนวเชอม 18 4.4 ลกษณะผวรอยแตกหกของชนงานทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร 19 4.5 ลกษณะผวรอยแตกหกของชนงานทความเรวรอบ 1800 รอบตอนาท ระยะกดอด 2.2 มลลเมตร 19 4.6 คาความแขงของแนวเชอม ทระยะกดอด 3.2 มลลเมตร 20 4.7 คาความแขงของแนวเชอม ทระยะกดอด 2.2 มลลเมตร 21

ฉ
สารบญตาราง
ตารางท หนา
3.1 ตวแปรในการทดลองเชอมเสยดทานของอะครลค 19

บทท 1
บทน า
1.1 ความส าคญและทมาของปญหา
อะครลคเปนวสดทางวศวกรรมทอยในกลมของพลาสตก โดยคณสมบตทดของอะครลค เชน มนาหนกทเบา มความทนทานตอการกระแทก และมความโปรงใสสง ทาใหเปนทนยมในการใชงานอยางแพรหลาย โดยนาไปใชงานในดานอปกรณสานกงาน อปกรณในหองนา ปายโฆษณาหรอปายชอราน และอนๆ อกมากมาย แตมการใชงานบางอยางทนาจดเดนของอะครลคมาใช ไดแก กระจกอโมงคเลยงปลา [1] การใชงานอะครลคเหลานตองมการยดตอเขาดวยกน โดยการยดตอชนงานในกลมพลาสตกสาหรบปจจบน ทาได 2 วธ คอ การใชนายาเชอมประสานอะครลค เปนการใชสารเคมมาทาปฏกรยากบอะครลคเพอใหเกดการยดตดตอกน วธการใชนายาเชอมประสานเปนวธการทไมสามารถยดตดใหมอายทยาวนานได เนองจากนายาประสานเมอใชไปนานๆ จะเกดการเสยคณสมบตทางเคม ทาใหอายการยดตดสน [2] อกวธการเปนการเชอมแบบลมรอน (Hot Gas Plastic) วธการนเปนวธการทมการใชงานกนอยางแพรหลายในสภาวะปจจบน เนองจากเปนวธการททาไดงายและมอปกรณทวไปในทองตลาด การเชอมแบบลมรอนอาศยการหลอมของพลาสตกจากลมรอนทเปาเขาสบรเวณเชอมและใชตวเตม (Filler) เปนแทงแบบพลาสตกกลม เพอใหชนงานทงสองชน เกดการยดตดกน [3] กระบวนการเชอมทงสองกรรมวธเปนกระบวนการเชอมทอาศยการยดตดจากตวกลางอนๆ แตการเชอมเสยดทาน (Friction Welding) เปนการเชอมในสถานะของแขงทอาศยการเสยดทานบรเวณผวหนารอยตอของชนงานภายใตแรงกด (Pressure) จนทาใชผวหนาของชนงานเกดความรอนทงสองชน แลวใชแรงกดอกครงเพอใหชนงานยดตดกน การเชอมเสยดทานมตวแปรในการเชอม คอ ความเรวหมนหวจบ (Spindle Speed) อตราการปอน (Feed Rate) เวลาในการกดแช (Holding Time) และแรงกด (Pressure) [4] โดยวสดวศวกรรมในกลมพลาสตกมจดหลอมเหลวของชนงานทไมสงมาก ดงนนการการนากรรมวธการเชอมเสยดทานมาประยกตเขากบการเชอมอะครลคจงเปนสงทนาสนใจ ตวแปรจากการเชอมเสยดทานสงผลโดยตรงตอสมบตทางกลบรเวณแนวเชอมหลงจากการเชอมอะครลค และเปนองคความรใหมทสามารถถายทอดสภาคอตสาหกรรมได
จากขอมลและเหตผลดงทไดกลาวไวขางตนจงเปนทมาของโครงการวจยน โดยจะศกษาตวแปรของการเชอมเสยดทานทมความเหมาะสมในการเชอมอะครลค ดวยเครองกลงแบบอตโนมต (Turning CNC) จากนนศกษาสมบตทางโลหะวทยา (โครงสรางทางมหภาค) สมบตทางกลของแนวเชอม (Weld Metal) เชนคาความแขง คาความตานทานแรงดง เพอนาผลทไดจากการทดลองไปใชในงานเชงวศวกรรมและประยกตใชจรงในภาคอตสาหกรรมตอไป
1.2 วตถประสงคของโครงการวจย - เพอศกษาตวแปรทสงผลตอการเชอมอะครลคโดยใชกรรมวธการเชอมเสยดทานดวยเครองกลงแบบ
อตโนมต
1.3 ขอบเขตของโครงการวจย
2
การวจยนจะศกษาการเชอมวสดวศวกรรมกลมพลาสตก (อะครลค) ดวยกรรมวธการเชอมเสยดทาน โดยใชเครองกลงอตโนมตในการควบคมการเชอม ตวแปรเบองตนในการทดลอง คอ ความเรวหมนหวจบ (Spindle Speed) อตราการปอน (Feed Rate) เวลาในการกดแช (Holding Time) และแรงกด (Pressure) ทมผลกระทบอนเนองมาจากการเชอม และสงผลโดยตรงตอคณสมบตของแนวเชอมหลงจากการเชอมชนงาน
1.4 ประโยชนทคาดวาจะไดรบ - ทราบถงคาแปรทเหมาะสมในการเชอมอะครลคโดยใชกรรมวธการเชอมเสยดทานดวยเครองกลงแบบอตโนมต - องคความรทไดจากการเชอมอะครลคดวยกรรมวธการเชอมเสยดทานสามารถนาไปประยกตใชงานทางวศวกรรมและอตสาหกรรมได เชน อตสาหกรรมผลตชนสวน อตสาหกรรมเครองบน อตสาหกรรมบรรจภณฑ โดยมประยกตการผลตใหอยในรปแบบระบบอตโนมต - พฒนาบคลากรทางดานการศกษาและผลตนกศกษาในระดบ ป.ตร - ไดองคความรใหมสาหรบการเชอมเสยดทานในการเชอมวสดวศวกรรมในกลมพลาสตกโดยใชระบบการควบคมดวยเครองกลงอตโนมต
บทท 2
เอกสารและงานวจยทเกยวของ
2.1 ทฤษฎ สมมตฐาน และ/หรอกรอบแนวความคดของการวจย
2.1.1 อะครลค อะครลคพลาสตก (Acrylic plastic) หรอพลาสตกอะครลค ขณะทอกหลายคนเรยกวา กระจก
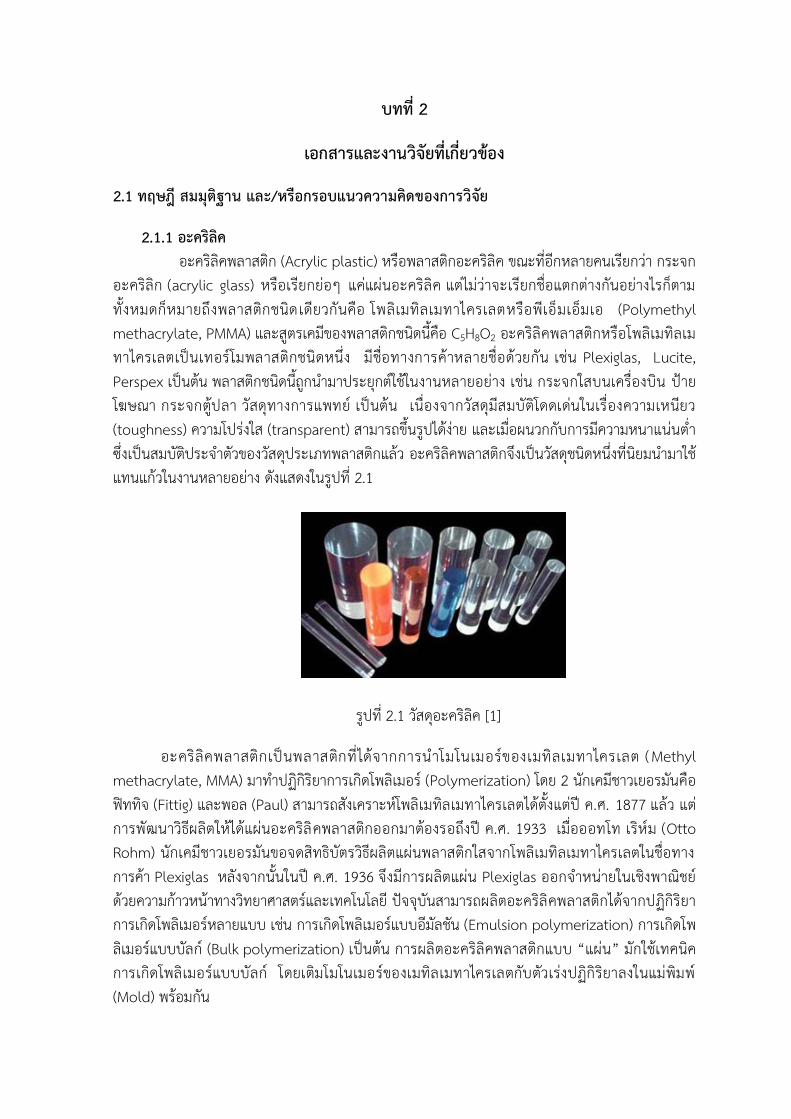
อะครลก (acrylic glass) หรอเรยกยอๆ แคแผนอะครลค แตไมวาจะเรยกชอแตกตางกนอยางไรกตาม ทงหมดกหมายถงพลาสตกชนดเดยวกนคอ โพลเมทลเมทาไครเลตหรอพเอมเอมเอ (Polymethyl methacrylate, PMMA) และสตรเคมของพลาสตกชนดนคอ C5H8O2 อะครลคพลาสตกหรอโพลเมทลเมทาไครเลตเปนเทอรโมพลาสตกชนดหนง มชอทางการคาหลายชอดวยกน เชน Plexiglas, Lucite, Perspex เปนตน พลาสตกชนดนถกน ามาประยกตใชในงานหลายอยาง เชน กระจกใสบนเครองบน ปายโฆษณา กระจกตปลา วสดทางการแพทย เปนตน เนองจากวสดมสมบตโดดเดนในเรองความเหนยว (toughness) ความโปรงใส (transparent) สามารถขนรปไดงาย และเมอผนวกกบการมความหนาแนนต าซงเปนสมบตประจ าตวของวสดประเภทพลาสตกแลว อะครลคพลาสตกจงเปนวสดชนดหนงทนยมน ามาใชแทนแกวในงานหลายอยาง ดงแสดงในรปท 2.1
รปท 2.1 วสดอะครลค [1]
อะครลคพลาสตกเปนพลาสตกทไดจากการน าโมโนเมอรของเมทลเมทาไครเลต (Methyl methacrylate, MMA) มาท าปฏกรยาการเกดโพลเมอร (Polymerization) โดย 2 นกเคมชาวเยอรมนคอ ฟททจ (Fittig) และพอล (Paul) สามารถสงเคราะหโพลเมทลเมทาไครเลตไดตงแตป ค.ศ. 1877 แลว แตการพฒนาวธผลตใหไดแผนอะครลคพลาสตกออกมาตองรอถงป ค.ศ. 1933 เมอออทโท เรหม (Otto Rohm) นกเคมชาวเยอรมนขอจดสทธบตรวธผลตแผนพลาสตกใสจากโพลเมทลเมทาไครเลตในชอทางการคา Plexiglas หลงจากนนในป ค.ศ. 1936 จงมการผลตแผน Plexiglas ออกจ าหนายในเชงพาณชย ดวยความกาวหนาทางวทยาศาสตรและเทคโนโลย ปจจบนสามารถผลตอะครลคพลาสตกไดจากปฏกรยาการเกดโพลเมอรหลายแบบ เชน การเกดโพลเมอรแบบอมลชน (Emulsion polymerization) การเกดโพลเมอรแบบบลก (Bulk polymerization) เปนตน การผลตอะครลคพลาสตกแบบ “แผน” มกใชเทคนคการเกดโพลเมอรแบบบลก โดยเตมโมโนเมอรของเมทลเมทาไครเลตกบตวเรงปฏกรยาลงในแมพมพ (Mold) พรอมกน
4
สมบตของอะครลคพลาสตก 1. มความหนาแนนประมาณ 1.15-1.19 กรม/ลกบาศกเซนตเมตร 2 มจดหลอมเหลวทอณหภม 130-140 องศาเซลเซยส และจดเดอดทอณหภม 200 องศาเซลเซยส 3. มความทนทานตอการกระแทก (impact strength) สงกวาแกวและโพลสไตรน แตต ากวาโพล
คารบอเนตและพลาสตกวศวกรรมชนดอน 4. อะครลคพลาสตกมเนอออนจงเกดรอยขดขดไดงาย 5. แสงสวางสามารถสองผานเนอพลาสตกไดถงรอยละ 92 และมการสะทอนกลบทผว
6. มความทนทานตอสภาพแวดลอมดกวาพลาสตกชนดอนเชน โพลคารบอเนต จงนยมใช อะครลคพลาสตกกบงานกลางแจงดวย
7. อะครลคพลาสตกไมทนทานตอตวท าละลายหลายชนด
การประยกตใช ปจจบนอะครลคพลาสตกถกประยกตใชในงานหลายอยางไมวาจะเปนเครองประดบ อปกรณ
ส านกงาน อปกรณในหองน า สทาบาน ปายโฆษณาหรอปายชอราน และอนๆ อกมากมาย แตมการใชงานบางอยางทน าจดเดนของพลาสตกมาใชไดอยางลงตว นนคอ กระจกบอเลยงปลา ตปลาสวนใหญมกจะใชกระจกแกว เชนเดยวกบในบอเลยงปลาขนาดใหญอยางในพพธภณฑสตวน าทตองใชแผนกระจกหนามากเพอรองรบแรงดนและน าหนกของน าปรมาณมหาศาล ดงแสดงในรปท 2.2 แตกระจกแกวมขอดอยส าคญอยางหนงคอ ขนาดแผนกระจกทหนาขน จะมผลใหแสงสองผานไดนอยลง ท าใหมองเหนปลาในบอไมชดเจนเทาทควร ดงนนบอเลยงปลาขนาดใหญสมยใหมจงเปลยนมาใชแผนอะครลคพลาสตกแทนกระจกแกว เพราะอะครลคมจดเดนเหนอกวากระจกแกวหลายอยาง เชน
1. น าหนกเบากวา (อะครลคพลาสตกมความหนาแนนนอยกวาแกวมากกวาครง) ท าใหสามารถเคลอนยายและตดตงไดงายกวา
2. แสงสวางสามารถสองทะลผานอะครลคพลาสตกไดมากกวาแกว 3. การเชอมตอแผนอะครลกพลาสตกสามารถเชอมไดถงระดบโมเลกล โดยทาสารเคมบางชนด
เชน ไดคลอโรมเทน (Dichloromethane) หรอไตรคลอโรมเทน (Trichloromethane) ลงทผวพลาสตกท าใหพลาสตกออนตว หรอเหลวกอนประกบแผนอะครลคเขาดวยกน วธนท าใหพลาสตกสามารถเชอมตอกนไดเปนเนอเดยว และบรเวณรอยตอจะมขนาดเลกมากจนแทบมองไมเหน ท าใหผลงานมความสวยงามมากกวา
4. อะครลกพลาสตกมความเปนฉนวนความรอนดกวาแกวประมาณรอยละ 20 จงชวยลดคาใชจายในดานพลงงานส าหรบท าความรอนหรอความเยนในน าได ขณะทจดดอยของการใชอะครลคพลาสตกคอ มนมราคาแพงกวาแกว และเกดรอยขดขดไดงายกวาแกว (แตสามารถน าอะครลคไปเคลอบผวใหทนตอการขดขดได)

5
รปท 2.2 อโมงคใตน าทท าจากวสดอะครลค [1]
2.1.3 การเชอมเสยดทาน (Friction Welding)
การเชอมโลหะในสภาวะของแขง (Solid State Welding) เปนกระบวนการเชอมทอณหภมทเกดขนในขณะเชอมต ากวาจดหลอมเหลวของโลหะนน โดยทโลหะยงอยในสภาวะของแขงหรอบางครงอาจจะหลอมเหลวเพยงเลกนอย โลหะบางประเภทจะหลกเลยงการเชอมตอทอณหภมของการหลอมละลาย เพราะวาทอณหภมหลอมละลายเมอโลหะแขงตวกอาจจะท าใหเกดการแตกขนไดและนอกจากนนกจะมการเกดโครงสรางขนมาใหม ซงอาจจะไมเหมอนกบโครงสรางเรมตนของโลหะนน จากเหตผลขางตนจงไดมการคดคนการเชอมเสยดทาน (Friction Welding, FW) ทสถาบนการเชอมขององกฤษ (The Welding Institute, TWI) การเชอมเสยดทานมหลกการสรางความรอนคลายๆ กบการเชอมเสยดทานแบบกวน คออาศยการเสยดทานระหวางวสด 2 ชน เพอใหเกดความรอน แตการเชอมเสยดทานไมใชหวเชอม (Tool) ในการเชอม เพราะความรอนทไดเกดจากการสมผสกนของผวหนารอยตอของชนงานทงสองชนภายใตแรงกดจนท าใชผวหนาของชนงานเกดความรอนทงสองชน ความรอนทเกดขนทผวหนารอยตอสงผลใหชนงานเกดการออนตว (Softening) แลวเสยรปอยางชาๆ แบบ Plastic deformation แลวใหแรงกดอกครงเพอใหชนงานยดตดกน หลงจากนนจงหยดการหมนของหวจบชนงาน รอจนชนงานเกดการเยนตว จะเหนไดวาการเชอมเสยดทานไมมการสนเปลองหวเชอม การเชอมเสยดทานมตวแปรในการเชอม ทส าคญคอ คอ ความเรวหมนหวจบ (Spindle Speed) อตราการปอน (Feed Rate) เวลาในการกดแช (Holding Time) และแรงกด (Pressure) และตวแปรอนๆ เชน อณหภมดง หรอการเตรยมผวงาน เปนตน แสดงในรปท 2.3
รปท 2.3 หลกการเชอมเสยดทาน [12]
6
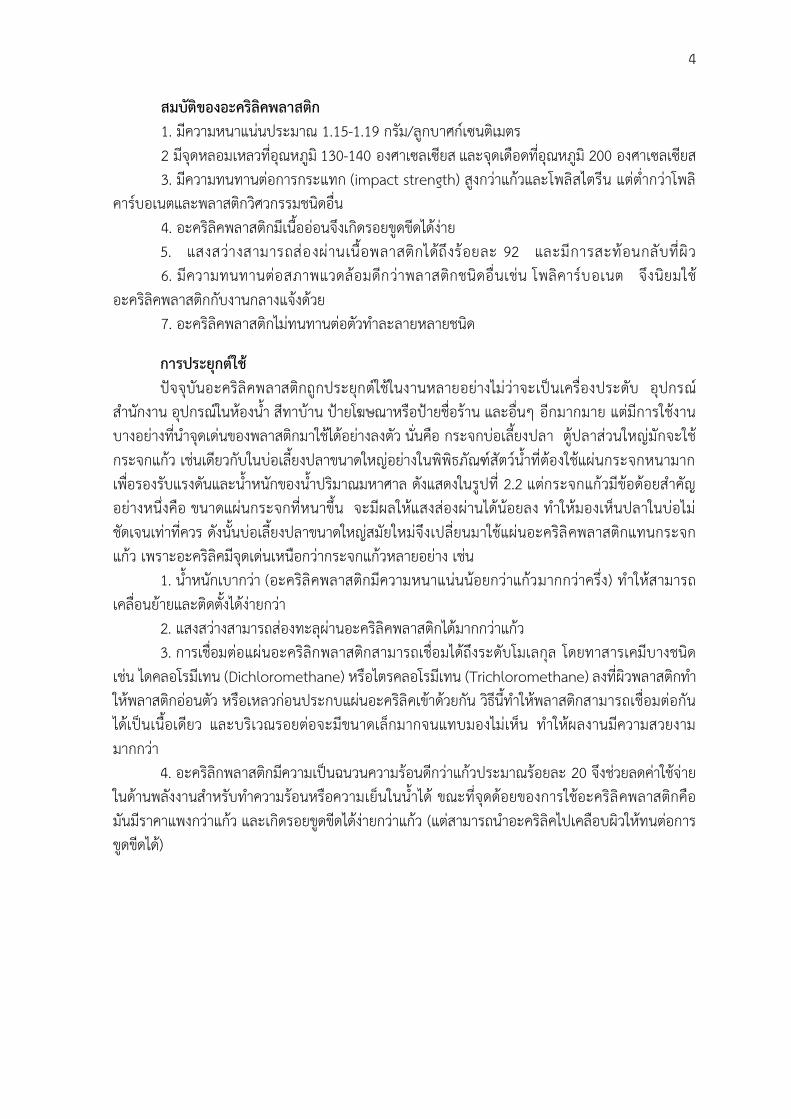
การเชอมเสยดทานจะมขนตอนอย 4 ขนตอน คอ การใหแรงกดชนงานเพอใหผวหนาของชนงานทงสองชนสมผสกนจนเกดการเสยดทานระหวางกน โดยชวงนจะสงผลใหชนงานมแรงเสยดทานทสง จากนนใหเวลาเพอใหความรอนเกดการแพรไปยงชนงานทงสองชนใหเกดการออนตว บรเวณผวรอยตอ จากนนใหแรงกดอกครงเพอใหชนงานทออนตวเกดการอดตว เวลาทใชจะสนกวาชวงแรก เมอชนงานเกดกนจงหยดความเรวรอบทหมนชนงาน โดยขนตอนการเชอมเสยดทานดงแสดงในรปท 2.4
รปท 2.4 ขนตอนการเชอมเสยดทาน [12]
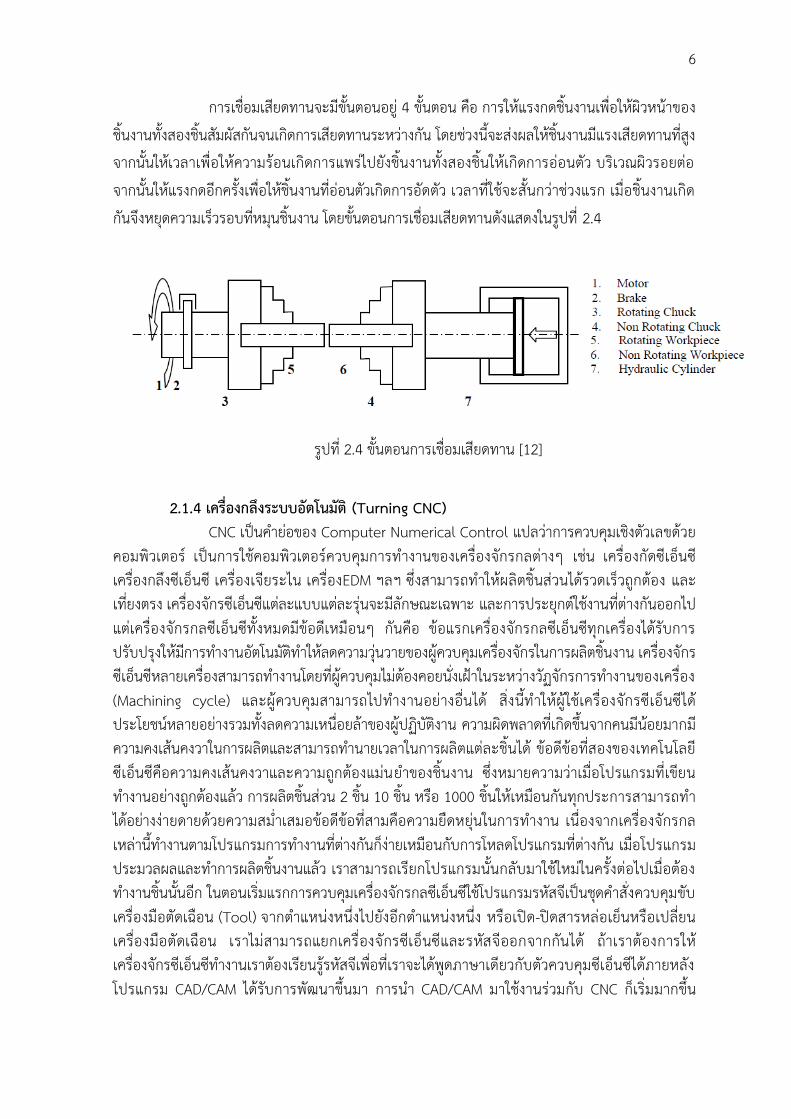
2.1.4 เครองกลงระบบอตโนมต (Turning CNC) CNC เปนค ายอของ Computer Numerical Control แปลวาการควบคมเชงตวเลขดวยคอมพวเตอร เปนการใชคอมพวเตอรควบคมการท างานของเครองจกรกลตางๆ เชน เครองกดซเอนซ เครองกลงซเอนซ เครองเจยระไน เครองEDM ฯลฯ ซงสามารถท าใหผลตชนสวนไดรวดเรวถกตอง และเทยงตรง เครองจกรซเอนซแตละแบบแตละรนจะมลกษณะเฉพาะ และการประยกตใชงานทตางกนออกไปแตเครองจกรกลซเอนซทงหมดมขอดเหมอนๆ กนคอ ขอแรกเครองจกรกลซเอนซทกเครองไดรบการปรบปรงใหมการท างานอตโนมตท าใหลดความวนวายของผควบคมเครองจกรในการผลตชนงาน เครองจกรซเอนซหลายเครองสามารถท างานโดยทผควบคมไมตองคอยนงเฝาในระหวางวฏจกรการท างานของเครอง (Machining cycle) และผควบคมสามารถไปท างานอยางอนได สงนท าใหผใชเครองจกรซเอนซไดประโยชนหลายอยางรวมทงลดความเหนอยลาของผปฏบตงาน ความผดพลาดทเกดขนจากคนมนอยมากมความคงเสนคงวาในการผลตและสามารถท านายเวลาในการผลตแตละชนได ขอดขอทสองของเทคโนโลยซเอนซคอความคงเสนคงวาและความถกตองแมนย าของชนงาน ซงหมายความวาเมอโปรแกรมทเขยนท างานอยางถกตองแลว การผลตชนสวน 2 ชน 10 ชน หรอ 1000 ชนใหเหมอนกนทกประการสามารถท าไดอยางงายดายดวยความสม าเสมอขอดขอทสามคอความยดหยนในการท างาน เนองจากเครองจกรกลเหลานท างานตามโปรแกรมการท างานทตางกนกงายเหมอนกบการโหลดโปรแกรมทตางกน เมอโปรแกรมประมวลผลและท าการผลตชนงานแลว เราสามารถเรยกโปรแกรมนนกลบมาใชใหมในครงตอไปเมอตองท างานชนนนอก ในตอนเรมแรกการควบคมเครองจกรกลซเอนซใชโปรแกรมรหสจเปนชดค าสงควบคมขบเครองมอตดเฉอน (Tool) จากต าแหนงหนงไปยงอกต าแหนงหนง หรอเปด-ปดสารหลอเยนหรอเปลยนเครองมอตดเฉอน เราไมสามารถแยกเครองจกรซเอนซและรหสจออกจากกนได ถาเราตองการใหเครองจกรซเอนซท างานเราตองเรยนรรหสจเพอทเราจะไดพดภาษาเดยวกบตวควบคมซเอนซไดภายหลงโปรแกรม CAD/CAM ไดรบการพฒนาขนมา การน า CAD/CAM มาใชงานรวมกบ CNC กเรมมากขน

7
ความเขาใจเรองการรวม CNC กบ CAD/CAM จะชวยใหเขาใจวธการของโปรแกรมรหสจเพอใหเครองจกรซเอนซท างาน แสดงในรปท 2.5
รปท 2.5 เครองกลงระบบอตโนมต (Turning CNC)
2.1.5 การทดสอบความแขง เปนการทดสอบความสามารถของโลหะในการตานทานตอการแปรรปถาวร เมอถกแรงกดจากหวกดกระท าลงบนชนทดสอบ การทดสอบความแขงทนยมใชม 3 วธ คอ บรเนลล รอกเวลล และวกเกอรส ส าหรบในงานวจย ผวจยไดเลอกวธการทดสอบแบบวกเกอรส เนองจากการทดสอบความแขงแบบวกเกอรส จะเหมาะส าหรบการวดบรเวณพนทหนาตดของแนวกวนโดยในการวดความแขงจะใชหวกดเพชรมลกษณะเปนปรามดฐานสเหลยมทปลายหวกดท ามม 136 องศา ดงรปท 2.6 โดยเวลาทใชในการกด 10 วนาท คาความแขงจะค านวณจากแรงกดทกระท าตอหนงหนวยพนทผว สามารถวดคาความแขงไดตงแตโลหะทนมมากคาความแขงประมาณ 5 kgf/mm2 จนถงโลหะทแขงมากๆ ประมาณคาความแขงประมาณ 1,500 kgf/mm2 โดยไมตองเปลยนหวกด จะเปลยนเฉพาะแรงกดเทานน โดยมคาระหวาง 1 -120 kgf ขนอยกบความแขงของโลหะ

8
รปท 2.6 แรงกดทกระท าตอหนงหนวยพนทผวดวยเครองไมโครวกเกอรส
การวดคาความแขงดวยเครองวดความแขงแบบไมโครวกเกอรส บรเวณภาคตดตามยาวรอยกวนเพอหาวาในแตละบรเวณของชนทดสอบกวนมคาความแขงภายในเนอวสดทแตกตางกนมากนอยเพยงใด จากการค านวณโดยใชสมการ
Hv = d
P2
854.1
เมอ Hv คอ คาความแขงแบบ Vickers (kgf /mm2) P คอ แรงกด (kgf) d คอ ขนาดเสนทแยงมม d1 และ d2 เฉลย (mm)
2.1.6 การทดสอบความแขงแรงดง
การทดสอบสมบตเชงกล เพอหาคาความแขงแรงดงของกรรมวธโดยการแพร จะทดสอบแรงดงของรอยยดตดจากการตอ ใชชนทดสอบแบบลดขนาดตามมาตรฐานงานกลม น ามาขนรปเปนชนทดสอบแรงดง ตามยาวกบแนวเชอม น าไปทดสอบแรงดงทอณหภมหองความเรวในการดง 1.67 x 10-2 มลลเมตร/วนาท โดยใชมาตรฐาน ASTM (A370) เพอดคาความตานทานแรงดงสงสด และคาเปอรเซนตการยดหลงจากการเสยรป โดยการเตรยมชนงานดงแสดงในรปท 2.7 และมาตรฐาน ASTM (A370)
รปท 2.7 ชนงานทดสอบแรงดงตามมาตรฐาน ASTM A370 2.2 การทบทวนวรรณกรรม/งานวจยทเกยวของ
นกวจยชาวบราซล Eder Paduan Alves และคณะ [5] ไดเชอมอะลมเนยม AA 1050 เขากบสแตนเลส AISI 304 โดยในการเชอมใชชนงานโต 14.8 มลลเมตร ยาว 100-110 มลลเมตร ใชตวแปรเบองตนท รอบในการหมนเชอมท 3,200 รอบ/นาท แรงกดเรมตน 2.1 MPa เวลา 7-32 วนาท และแรงกดชวงทสอง 0.7-2.8 MPa เวลา 1-2 วนาท กอนการเชอมมการท าความสะอาดผวหนารอยตอดวยน ายาอะซโตน จากการทดลองครงนพบวาทตวแปรแรงกดเรมตน 2.1 MPa เวลา 32 วนาท และแรงกดชวงทสอง 2.4 MPa เวลา 2 วนาท ใหคาความตานทานแรงดงสงสด 80.08 MPa โดยผลจากการทดลองยงพบวาอะลมเนยม AA 1050 มการออนตวเขาไปยงดานสแตนเลส

9
S. CELIK AND D. GUNES [6] ซงเปนนกวจยชาวเยอรมนไดศกษาการเชอมเสยดทานระหวางอะลมเนยมคอมโพสต เกรด A356 กบเหลก AISI 1030 โดยใชแรงกด 2 ระดบคอ 20 และ 40 MPa เวลาในการเสยดทาน 4, 6, 8, 10 และ 12 วนาท จากนนเพมแรงกดเปน 40 และ 60 MPa เวลา 4 วนาท จากการทดสอบแรงดงพบวาชนงานขาดทอะลมเนยมคอมโพสต เกรด A356 โดยคาความตานทานแรงดงสงสดอยท 99.05 MPa คดเปน 33.7 เปอรเซนตเมอเปรยบเทยบกบเนอวสดเดมของอะลมเนยมคอมโพสต (MMC) ลกษณะการแตกหกจะเปนอะลมเนยมคอมโพสต เกรด A356 ทไปยดเกาะผวหนาของเหลก AISI 1030 มการแตกหกของซลกอนบรเวณผวหนารอยตอ นกวจยน าโดย I. Bhamji และคณะ ชาวองกฤษ [7] ไดศกษาการเชอมวสดตางชนดเขาดวยกน โดยการใชการเชอมแบบเสยดทาน ซงในการเชอมจะใชอะลมเนยม AA1050-H111 เขากบทองแดง C101 ชนงานทเชอมมขนาดความโต 50 มลลเมตร ใชแรงกดในการเชอม 75 MPa เวลาในการเสยดทาน 5 วนาท กอนทจะใชแรงกดเขาไปอก 2 มลลเมตร ในการทดลองพบวาคาความตานทานแรงดงสงสดอยท 76 MPa โดยหากใชแรงกดเขาไปนอยกวา 1 มลลเมตร ชนงานไมสามารถยดตดได นกวจยกลมจากจน SONG Yu-lai และคณะ [8] ไดเชอมเหลกหลอ (nodular cast iron) กบอะลมเนยม Al 1050 ชนงานมขนาดความโต 20 มลลเมตร และกอนการเชอมมการขดผวรอยตอดวยกระดาษทรายเบอร 1,000 กรด ตวแปรทใช คอ แรงกดเรมตน 40 MPa เวลา 1 วนาท และแรงกดชวงทสอง 100 MPa เวลา 3 วนาท ทความเรวหมน 3,000 รอบ/นาท จากการทดลองพบวาอะลมเนยม Al 1050 แพรไปยงเหลกหลอเนองจาก อะลมเนยมมจดหลอมเหลวทนองกวาเหลกหลอเมอไดรบการเสยดทานจนเกดความรอนท าใหออนตวไดงายกวาเหลกหลอ จงแพรไปยงเหลกหลองายกวา
อดศกด บตรวงษ สรสงห อารยางกร และชวลต ถนวงศพทกษ [9] ไดศกษาปจจยทมผลตอการเชอมทอพลาสตกกลมดวยอลตราโซนค การศกษานใชทอพลาสตกกลม (PMMA) ขนาดเสนผาศนยกลาง 35 mm หนา 2 mm มมมบากของทอหลายขนาดไดแก 5.7 , 3.8 , 2.8 และ 0 เพอใหสามารถสวมเขากนได ใชความถในการเชอมท 28 kHz ทความเรวรอบ 100 rpm และ 25 rpm โดยมแรงกดดานขางชวยเสรมใหเกดแนวเชอม ผลทได พบวาการประยกตใชอลตราโซนคในการเชอมทอพลาสตกกลมนนสามารถสรางรอยเชอมได และทต าแหนงจดเชอมนนพลาสตกจะเกดการหลอมละลายเปนเนอเดยวกน
P. Rombaut และคณะซงเปนนกวจยจากสถาบนงานเชอมของเบลเยยม [10] ไดเชอมเหลกกลาละมน (Mind Steel) กบอะลมนา (Al2O3) ดวยการเชอมเสยดทาน ซงถอไดวาเปนการเชอมตางวสดทยากเขาดวยกน จากการทดลองพบวาการเชอมท าไดยาก จงน าเอาอะลมเนยม เกรด 5083 มาเปนตวประสานระหวางกลางชนงานทง 2 ชน ท าใหเชอมชนงานได เนองจากอะลมนาและเหลกกลามจดหลอมเหลวทแตกตางกนมาก ท าใหเกดการเชอมตอหนไดยาก และตวแปรทใชในการเชอม คอ ความเรวรอย 900 รอบตอนาท และแรงกดทใชคงท

บทท 3
วธการด าเนนงาน
3.1 การด าเนนงานวจย
งานวจยนเปนการเชอมตอชนของอะครลค ทมการเตรยมชนงานแบบเพลากลม ขนาดเสนผานศนยกลาง 20 มลลเมตร ดวยกรรมวธการเชอมเสยดทานแบบกวน (Friction Welding Process; FW) การเชอมจะเปนแบบอตโนมต โดยใชเครองจกรกลแบบอตโนมตทมการปรบเปลยนตวแปรในการเชอม คอ ความเรวหมนเชอมและระยะอดเชอม หลงจากนนวเคราะหผลและสรปผลการทดลองจากลกษณะทางกายภาพ ดงนน การด าเนนงานวจยครงนไดด าเนนงานตามขนตอน ดงน
รปท 3.1 ขนตอนการด าเนนงานวจยโดยสรป
3.2 วสดทใชในงานวจย
วสดอะครลคทใชส าหรบทดลองจะใชอะครลค เกรด (Acrylic 8H polymer) หรอมชอทางการคาเรยก PMMA0132V1 โดยเปนโพลเมอรในกลมโพลเมทลเมทาไครเลตหรอพเอมเอมเอ (Polymethyl
เชอมเสยดทาน (Friction Welding)
เตรยมชนงาน (อะครลค) (Preparation Sample)
ตรวจสอบทางโลหะวทยา (Metallurgical)
ออกแบบการทดลอง (Experimental design)
ทดสอบความแขง (Hardness testing)
ทดสอบความแขงแรง (Tensile strength testing)
วเคราะหผลการทดลอง (Analysis)
สรปผล (Report)
ทดลองเชอมเบองตนเพอหาตวแปร (Preliminary)

11
methacrylate, PMMA) และสตรเคมของพลาสตกชนดนคอ C5H8O2 เปนวสดมสมบตโดดเดนในเรองความเหนยว (toughness) ความโปรงใส (transparent) สามารถขนรปไดงาย ซงมความตานทานแรงดงท 78 MPa และความแขงอยท 98 HRM
รปท 3.2 วสดอะครลค
3.3 เครองมอและอปกรณ 3.3.1 เครองกลงยหอ JET รน GHB1340A ส าหรบใชเตรยมชนงานอะครลคในการเชอม โดยการกลงผวหนาของอะครลคใหมความราบเรยบของผวหนา เครองกลงถกออกแบบมาใชกบระบบไฟฟา ขนาด 380 โวลต ลกษณะหวจบเปนแบบสามจบเพอความสะดวก และรวดเรวในการยดจบชนงาน ตวเครองมการควบคมความเรวในการหมนและการเดนดวยระบบแสดงผลแบบอตโนมต เพอความแมนย าและถกตองในการใชงานดงแสดงในรปท 3.3
รปท 3.3 เครองกลงส าหรบเตรยมชนงานเชอม 3.3.2 เครองกลงแบบอตโนมต ยหอ SHUN CHUAN รน CNC-1640 ใชในการเชอมเสยดทานของ
อะครลค นอกจากนนเครองกลงระบบอตโนมตยงถกใชในการเตรยมชนงานทดสอบแรงดงของชนงานหลงจากการเชอมเสยดทาน ดงแสดงในรปท 3.4

12
รปท 3.4 เครองกลงระบบอตโนมต (CNC Turning)
3.4 ขนตอนการทดลอง วสดอะครลคทใชส าหรบทดลองจะใชอะครลค เกรด (Acrylic 8H polymer) หรอมชอทางการคาเรยก PMMA0132V1 โดยในการทดลองจะใชเครองกลงในการเตรยมชนงานใหไดขนาดตามแบบของชนงานส าหรบการทดลอง 3.4.1 วสดอะครลคถกเตรยมชนงานดวยเครองกลงทความเรวรอบในการกลงดวยความเรว 400 รอบตอนาท ในการกลงจะใชมดกลงแบบเหลกกลาความเรวรอบสง (High Speed Steel) เพอลดการเกดความรอนจากการกลง และเพอใหไดผวหนางานกลงทมความราบเรยบสง ดงแสดงในรปท 3.5
รปท 3.5 ชนงานอะครลคส าหรบการเชอมเสยดทาน 3.4.2 จากนนน าชนงานอะครลคมาเชอมเสยดทาน ซงใชการควบคมจากเครองกลงแบบอตโนมต ในการควบคม ความเรวหมน ความเรวเดน เปนตน การควบคมจากเครองกลงแบบอตโนมตจะน าไปสการเชอมทแมนย าและถกตองยงขน ขนตอนการเชอมเสยดทานของอะครลคเรมจากการน าชนงานทงสองชนจบเขากบหวจบของเครองกลงและชดจบยดอกดานของชนงาน ดงแสดงในรปท 3.6 (ก) ซงในการเชอมชนงานดานหนงไมเกดการหมนและชนงานอกดานเกดการหมน แลวใหผวรอบเชอมทงสองชนเกดการสมผสกนจนเกดการเสยดทานระหวางผวชนงานทงสองชนจนเกดเปนความรอนในขณะเชอมเสยดทาน ดงแสดงในรปท 3.6 (ข) ความ

13
รอนระหวางผวสมผสของชนงานทงสองชนจะสงผลใหบรเวณทไดรบความรอนเกดการออนตวจากการเสยดทาน เนองจากเกดการหมนเพยงดานเดยวของชนงานสงผลใหเกดความรอน ความเรวรอบทแตกตางกนท าใหความรอนทเกดขนตามไปดวย และสงผลตอการยดตดของชนงานหลงจากการเชอมเมอเกดการออนตวของวสดกใหใชแรงกดดนชนงานทงสองชนใหยดตดกน แรงกดจะสงผลใหชนงานยดตดไดดยงขน ดงแสดงในรปท 3.6 (ค) หลงจากนนหยดการควบคมของเครองกลงแบบอตโนมต รอใหชนงานเชอมเยนตวกจะเสรจส าหรบขนตอนของการเชอมเสยดทาน ดงแสดงในรปท 3.6 (ง) อยางไรกตามกอนการเชอมชนงานตงมการเตรยมงานทด ทงระนาบผวหนาและอยางยงเลยคอความสะอาดของผวหนาชนงาน ซงจะเปนสงทขดขวางการเกดความรอนส าหรบการเชอมเสยดทาน
รปท 3.6 ขนตอนการเชอมเสยดทานของอะครลค
3.4.3 ในการเชอมเสยดทานอะครลคมการทดลองเบองตนเพอหาตวแปรทเหมาะสม และเปนไปไดส าหรบการเชอมชนงานใหมความยดตดกน โดยการทดลองเบองตนจะทดลองท 300, 600, 900, 1200, 1500 และ 1800 รอบตอนาท หลงจากการทดลองแลวพบวาตวแปรทใชในการทดลองทมคาความเรวในการหมนต ากวา 600 รอบตอนาท สงผลใหชนงานไมยดตด จงก าหนดตวแปรในการทดลองใหมเปน 600, 1000, 1400 และ 1800 รอบตอนาท ตามล าดบ ดงแสดงในตารางท 3.1 โดยตวแปรความเรวรอบปรบเปลยน 4 ระดบ และระยะกดอดจนเกดการเสยรป อยท 2 ระดบ คอ 2.2 และ 3.2 มลลเมตร ตามล าดบ โดยตวแปรระยะกดอดไดจากการทบทวนวรรณกรรมทผานมา
ตารางท 3.1 ตวแปรในการทดลองเชอมเสยดทานของอะครลค
Number of Experiments
Parameter Rotational Speed
(rpm) Burn of Length
(mm) Weld Time (second)
1 600
2.2 30 2 3.2
3 1000 2.2
14
4 3.2 5
1400 2.2
6 3.2 7
1800 2.2
8 3.2
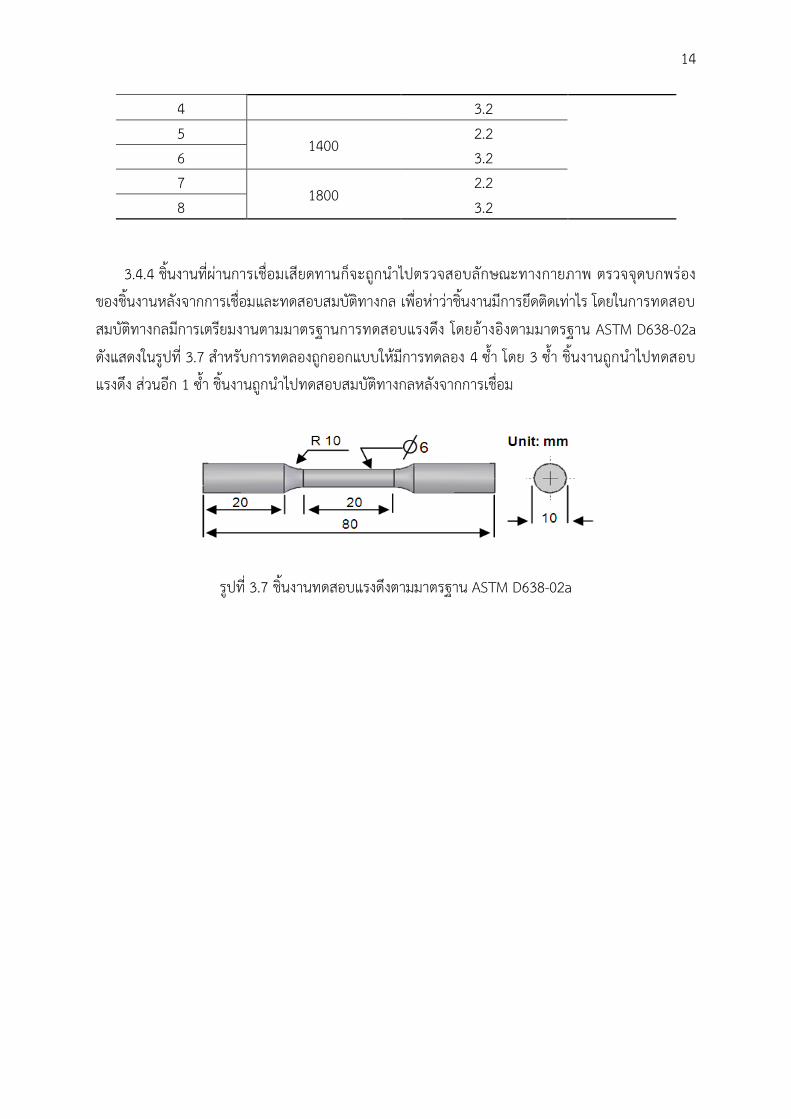
3.4.4 ชนงานทผานการเชอมเสยดทานกจะถกน าไปตรวจสอบลกษณะทางกายภาพ ตรวจจดบกพรองของชนงานหลงจากการเชอมและทดสอบสมบตทางกล เพอหาวาชนงานมการยดตดเทาไร โดยในการทดสอบสมบตทางกลมการเตรยมงานตามมาตรฐานการทดสอบแรงดง โดยอางองตามมาตรฐาน ASTM D638-02a ดงแสดงในรปท 3.7 ส าหรบการทดลองถกออกแบบใหมการทดลอง 4 ซ า โดย 3 ซ า ชนงานถกน าไปทดสอบแรงดง สวนอก 1 ซ า ชนงานถกน าไปทดสอบสมบตทางกลหลงจากการเชอม
รปท 3.7 ชนงานทดสอบแรงดงตามมาตรฐาน ASTM D638-02a
บทท 4
ผลการทดลองและวจารณผล
จากการศกษาการเชอมเสยดทานของอะครลคซงเปนวสดในกลมโพลเมอร พบวาหลงจากท าการเชอมชนงานเรยบรอยแลว ชนงานทไดท าการทดลองในตวแปรตางๆ มการยดตดเขาดวยกน กอนทจะถกน าไปตรวจสอบลกษณะของรอยตอโดยใชกลองทมก าลงขยายต าๆ และน าไปทดสอบสมบตทางกลของชนงาน เพอน าขอมลทไดจากการทดลองไปวเคราะหผลการทดลองตอไป โดยสามารถแสดงผลไดดงตอไปน
4.1 ผลของลกษณะทางกายภาพ
จากผลการเชอมเสยดทานของตวแปรทความเรวรอบ 600, 1000, 1400 และ 1800 รอบตอนาท ของทงระยะกดอดท 2.2 และ 3.2 มลลเมตร ดงแสดงในรปท 4.1 พบวาชนงานยดตดเขาดวยกนไดด แตชนงานหลงการเชอมจะเกดครบ (Flash) ทเกดขน โดยครบทเกดขนเปนผลมาจากความรอนระหวางผวชนงานทงสองชน ท าใหวสดเกดการออนตวเมอดนชนงานเขาไปสงผลใหเกดการไหลตวของชนงานออกมาดานขางแนวเชอม เรยกวา ครบ โดยทความเรวหมนเชอมสงและแรงทใชในการกดสง สงผลท าใหความรอนน าเขาขณะเชอมมปรมาณมาก ท าใหเนอเดมของอะครลคเกดการออนตวสงท าใหมโอกาสเกดครบไดงาย [10] และเกดในปรมาณทมาก
อยางไรกตามการไหลวนของเนออะครลคบรเวณรอยเชอม ทถกผลกออกมาเปนครบบรเวณกงกลางของแนวเชอม ขนอยกบความเรวหมนเชอม โดยทความเรวหมนเชอมต ากลบพบวาครบทเกดขนหลงจากการเชอมเกดขนไดนอย ดงแสดงในรปท 4.1 (ก, จ) เนองจากความแตกตางของอณหภมทเกดขนจากการหมนเชอมและแรงกดสงผลใหเกดการเสยดทานนอยลง แตเมอเพมความเรวหมนไปสความเรวหมนเชอม 1400 รอบตอนาท กลบพบวามลกษณะการเกดครบทสมบรณ โดยครบทเกดขน ดงแสดงในรปท 4.1 (ค, ช) เนองจากมการเปลยนแปลงโครงสรางใหม ท าใหลดสมบตดานความโปรงใสของอะครลคลงไปเมอเปรยบเทยบกบวสดเดมๆ ดงแสดงในรปท 4.1 (ก, ข, ค, ง, จ, ฉ, ช, ซ) เนองจากตวแปรดงกลาวท าใหเกดความรอนจากการเสยดทานทสงขนและเกดการออนตวบรเวณรอยเชอม สงผลใหเกดครบหลงจากการเชอมทสงขนตามไปดวย เปนทนาสงเกตวาครบทเกดขนจะมลกษณะสขาวขนแตกตางจากลกษณะเดมของอะครลคอยางชดเจน อยางไรกตามความเรวรอบทสงเกนไป ทความเรวรอบ 1800 รอบตอนาท พบวาชนงานเกดการหลอมละลายทสงมาก สงผลใหครบทเกดขนหลอมตามไปดวย ดงแสดงในรปท 4.1 (ง, ซ) นอกจากนนการเกดครบทสงมากไมสงผลดตอชนงานเชอมมากนก เพราะท าใหชนงานสนลงหลงจากการเชอม

16
รปท 4.1 ลกษณะของชนงานทผานการเชอมเสยดทาน (ก) 600 (ข) 1000 (ค) 1400 (ง) 1800 รอบตอนาท
ของระยะกดอด 2.2 มลลเมตร และ (จ) 600 (ฉ) 1000 (ช) 1400 (ซ) 1800 รอบตอนาท ของระยะกดอด 3.2 มลลเมตร
4.2 ลกษณะโครงสรางมหภาคและจลภาค
การเชอมเสยดทานของตวแปรทความเรวรอบ 600, 1000, 1400 และ 1800 รอบตอนาท ของทงระยะกดอดท 2.2 และ 3.2 มลลเมตร แสดงใหเหนวามการเปลยนแปลงของโครงสรางในระดบมหภาคและจลภาคอยางชดเจน จะเหนไดวาบรเวณเนอเชอมมการเปลยนแปลงโครงสรางอยางชดเจน เปนผลมาจากความรอนระหวางผวชนงานทงสองชนทเสยดทานระหวางกน ท าใหวสดเกดการออนตวและเกดการเสยรปอยางถาวร(Plastic deformations) โครงสรางภายในบรเวณเนอเชอมเกดการขาดระหวางโซโมเลกลเลกๆ ทยดเกาะกนของวสดโพลเมอร โซโมเลกลเหลานถกท าลายจากการหมนและแรงทางกลจากการเสยดทานจนเสยหาย [11] จากโครงสรางแบบราบเรยบ ดงแสดงในรปท 4.2 (c) ไปเปนโครงสรางทมลกษณะทหยาบ ดงแสดงในรปท 4.2 (b) ซงน าไปสการลดสมบตดานความโปรงใส โซโมเลกลทถกท าลายบรเวณเนอเชอมมการเรยงตวกนใหมอยางหลวมๆ ท าใหบรเวณดงกลาวมลกษณะสขาวขน อยางไรกตามยงพบวาบรเวณเนอเชอมเกดชองวางของอากาศจากการแทรกตวของอากาศและความชนในระหวางการเชอม ซงสงผลใหอากาศทแทรกตวเขาไปไมสามารถออกมาไดทนหลงชนงานเชอมเกดการเยนตว น าไปสการโดนกกไวภายในจนเปนชองวางของอากาศ ทสงผลทแยตอสมบตทางกลของแนวเชอม โดยเฉพาะสมบตทางดานแรงดงทสงผลอยางชดเจน ดงแสดงในรปท 4.2 (a) นอกจากนนยงพบวาเกดรอยแตกเลกมากบรเวณเนอเชอมเนองมาจากการเกดการกระแทกของผวหนารอยตอชนงานทงสองชนในระหวางการเชอม อกทงวสดอะครลคเปนวสดโพลเมอรในกลมวสดเปราะ ซงม
5 mm 5 mm 5 mm
5 mm 5 mm 5 mm
5 mm
5 mm
(ก) (ข) (ค) (ง)
(จ) (ฉ) (ช) (ซ)

17
ความเสยงทจะท าใหชนงานเกดการแตกหกไดงาย อยางไรกตามบรเวณแนวเชอมเปนบรเวณทรบอทธพลจากความรอนมากทสด จงสงผลใหเกดการเปลยนแปลงอยางชดเจน ในขณะทบรเวณอนๆ ไมเกดการเปลยนแปลงของโครงสรางเพราะไมไดรบความรอนในระหวางการเชอม ความรอนในระหวางการเชอมจงเปนสาเหตส าคญทท าใหเกดการเปลยนแปลงของโครงสรางบรเวณแนวเชอม [12] และเชนกนการเกดความรอนทแตกตางกนสงผลมาจากตวแปรในการทดลองทแตกตางกนตามไปดวย
รปท 4.2 โครงสรางมหภาคและจลภาคทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร 4.3 คาความแขงแรงดง
จากกราฟทแสดงในรปท 4.3 เปนผลการทดสอบความแขงแรงดง จะพบวาทบรเวณแนวเชอมของวสดอะครลคจะมความแขงแรงดงทต ากวาเมอเทยบกบเนอเดมของอะครลค ซงคาความแขงแรงดงของเนอเดมของอะครลค อยท 78 MPa โดยทความเรวรอบ 600 รอบตอนาท จะใหคาความแขงแรงดงจะมสงสด อยท 18.11 MPa เนองจากทความเรวหมนเชอมต าๆ ความรอนจากการเสยดทานทจะท าใหเนออะครลคบรเวณรอยเชอมมการออนตวลงมอณภมนอย ท าใหไมสามารถใหอาการเขาไปแทรกตวได [11] ซงน าไปสการเกดชองวางอากาศ (Air Bubble) คลายๆ กน การเชอมแตความเรวหมนเชอมสงเกนไปท าใหคาความแขงแรงดงมคาลดลง เนองจากความเรวรอบทสงมากเกนท าใหเกดความรอนในขณะเชอมทสง น าไปสการเกดชองวางอากาศ

18
ไดงาย อยางไรกตามคาความตานทานแรงดงของทกตวแปรการทดลองไมแตกตางกนมาก เนองจากทกตวแปรจากการทดลองเกดชองวางอากาศในระหวางการเชอม ซงชองวางอากาศเหลานจะไปลดสมบตทางกลทางดานแรงดงของแนวเชอมใหนอยลง ซงสงผลใหพนทหนาตดในการยดตดลดนอยลง ท าใหแรงดงทไดนอยตามไปดวย โดยตวแปรทความเรวรอบ 1000, 1400, 1800 รอบตอนาท ทระยะกดอด 2.2 มลลเมตร มคาความตานทานแรงดง 15.99, 15.47 และ 15.29 MPa ตามล าดบ ในขณะทเพมระยะกดอดเปน 3.2 มลลเมตร พบวาคาความตานทานแรงดงสงขนเลกนอย เมอเปรยบเทยบกบทระยะกดอด 2.2 มลลเมตร โดยทความเรวรอบ 1000, 1400, 1800 รอบตอนาท มคาความตานทานแรงดง 16.05, 16.29 และ 16.00 MPa ตามล าดบ
รปท 4.3 คาความแขงแรงดงของแนวเชอม
4.4 ผวรอยแตกหกของแนวเชอม
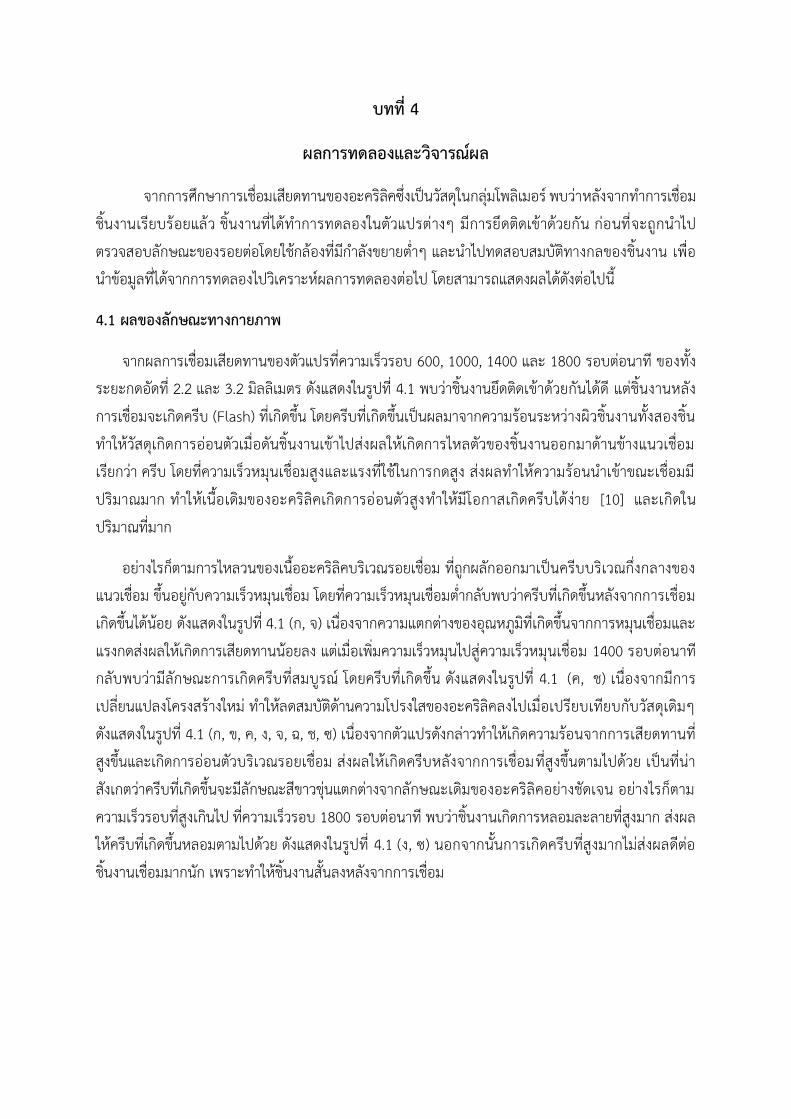
จากผลการเชอมเสยดทานอะครลคเมอน าผวรอยแตกหกจากการดงมาวเคราะห เราสามารถแบงบรเวณตางๆ ได 3 ลกษณะ คอ (1) บรเวณตรงกลางชนงาน (central zone; Fud) เปนบรเวณทเกดการสกหรอของรอยเชอมจากการกระแทก เพราะบรเวณนจะเกดความรอนจากการเสยดทานนอยทสด (2) บรเวณพวงตอจากกงกลาง (peripheral zone; Fpl) บรเวณนเกดความรอนจากการเสยดทานระหวางผวชนงานไดดขนสงผลใหเกดการแลกเนอกนของทงสองชนงาน “plasticized pile-up” เนอทมการแลกกนแสดงใหเหนถงการยดตดของชนงานเขาดวยกน การเกดชวงเสยดรปแบบพลาสตกจะเกดขนไดงายในบรเวณน (3) บรเวณสวนกลาง (middle section; Fpd) บรเวณนจะเกดการเสยดทานบรเวณผวมากกวาบรเวณอนๆ ท าใหเกดความรอนในระหวางการเชอมสงทสด [12] ท าใหเกดการแลกเนอของวสดแบบสลบเนอ โดยจากรปท 4.4 แสดงผวรอยแตกหกของชนงานทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร จากผลการทดลองจะเหนไดวาบรเวณตรงกลางชนงาน (Fud) จะมพนทกวางกวาบรเวณอนๆ เนองจากความเรวรอบทต าท าใหความรอนในการเชอมต าไปดวยสงผลให Fud มบรเวณทกวาง ในทางตรงกนขางเมอเพมความเรวรอบไปส 1800 รอบ

19
ตอนาท สงผลให Fud มบรเวณทแคบลงอยางชดเจน ดงแสดงในรปท 4.5 อยางไรกตามเมอวเคราะหบรเวณตางๆ ของชนงานผวรอยแตกหกจากการดงพบวามชองวางอากาศ (Air Bubble) กระจายทวทงผวรอยขาดของชนงาน ซงชองวางอากาศเหลานสงผลตอความแขงแรงดงของชนงานโดยตรง ผวรอยแตกหกจากการดงทมชองวางอากาศมากจะน าไปสความแขงแรงดงของชนงานทต า ในทางตรงกนขามผวรอยแตกหกจากการดงทมชองวางอากาศนอยน าไปสความแขงแรงดงของชนงานทสง
รปท 4.4 ลกษณะผวรอยแตกหกของชนงานทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร
20
รปท 4.5 ลกษณะผวรอยแตกหกของชนงานทความเรวรอบ 1800 รอบตอนาท ระยะกดอด 2.2 มลลเมตร
เปนทนาสงเกตวาความเรวรอบทสงจะมชองวางอากาศขนาดใหญกวาทความเรวรอบในการหมนต าๆ ดงแสดงในรปท 4.5 (a, b) เนองจากความเรวรอบสงท าใหอะครลคเกดชวงการเสยรปแบบพลาสตก (Plastic deformation) ทสง [12] ท าใหอากาศแทรกตวเขาไปงายกวาความเรวรอบต า เมอเนอเชอมเยนตวอากาศเหลานนออกมาไมทน จงถกกกไวภายในเนอเชอมจนเปนชองวางอากาศ ดงแสดงในรปท 4.4 (a, b) ทแสดงลกษณะของชองวางอากาศ อยางไรกตามปรมาณการไหลของเนออะครลคบรเวณแนวเชอมจะเกดการไหลตวในทศทางเดยวกบการกมนของชนงานในขนตอนของการเชอม ดงแสดงในรปท 4.5 (c) สดทายการศกษาการเชอมเสยดทานอะครลคเปนทนาสนใจอยางสง ชนงานมการยดตดกน หลงการเชอมเสยดทานอะครลคแสดงใหเหนวาชองวางอากาศเปนสงทสงผลตอสมบตทางกลของชนงาน ซงมาตวแปรทใชในการเชอม อยางไรกตามการน าไปประยกตใชงานควรมการค านงลกษณะของงานและสมบตทางกลดวยเชนกน 4.5 ความแขงของแนวเชอม
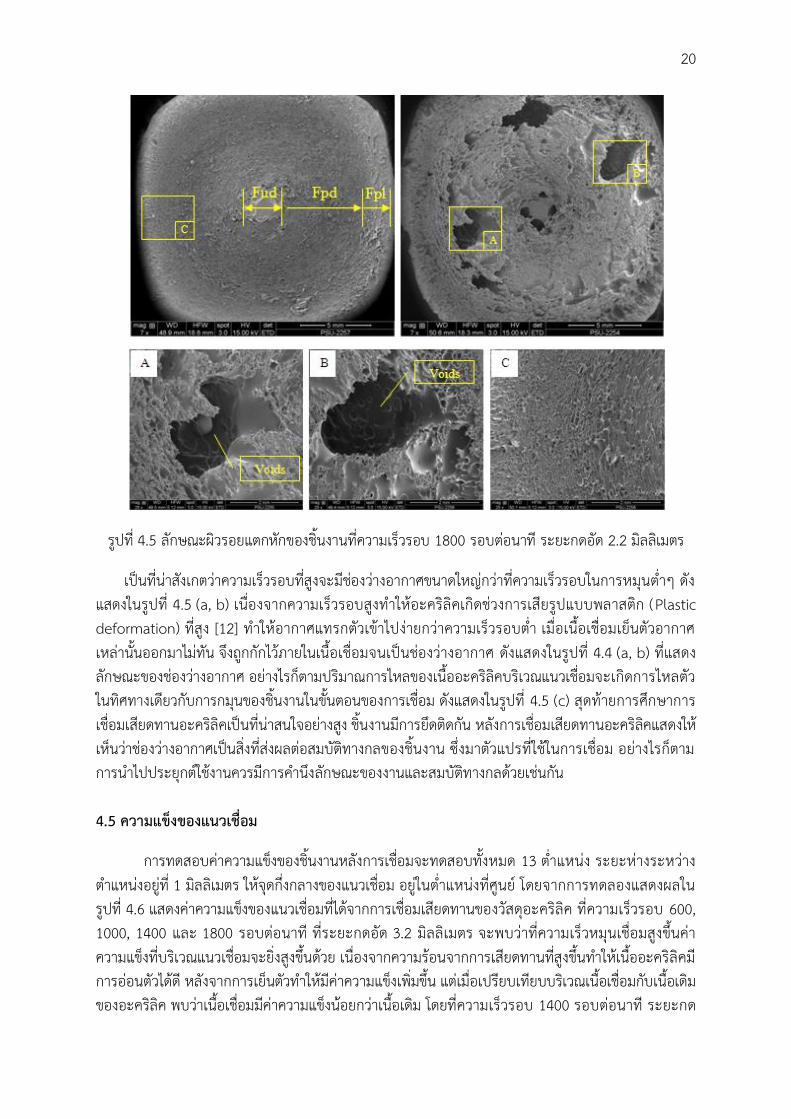
การทดสอบคาความแขงของชนงานหลงการเชอมจะทดสอบทงหมด 13 ต าแหนง ระยะหางระหวางต าแหนงอยท 1 มลลเมตร ใหจดกงกลางของแนวเชอม อยในต าแหนงทศนย โดยจากการทดลองแสดงผลในรปท 4.6 แสดงคาความแขงของแนวเชอมทไดจากการเชอมเสยดทานของวสดอะครลค ทความเรวรอบ 600, 1000, 1400 และ 1800 รอบตอนาท ทระยะกดอด 3.2 มลลเมตร จะพบวาทความเรวหมนเชอมสงขนคาความแขงทบรเวณแนวเชอมจะยงสงขนดวย เนองจากความรอนจากการเสยดทานทสงขนท าใหเนออะครลคมการออนตวไดด หลงจากการเยนตวท าใหมคาความแขงเพมขน แตเมอเปรยบเทยบบรเวณเนอเชอมกบเนอเดมของอะครลค พบวาเนอเชอมมคาความแขงนอยกวาเนอเดม โดยทความเรวรอบ 1400 รอบตอนาท ระยะกด
21
อด 3.2 มลลเมตร ใหคาความแขงชนงานเฉลยสงสดอยท 88.66 HRM แตยงมคานอยกวาเนอเดมของอะครลคทมความแขงอยท 98 HRM โดยเฉพาะบรเวณเนอเชอมทไดหลงจากการทดลอง
รปท 4.6 คาความแขงของแนวเชอม ทระยะกดอด 3.2 มลลเมตร
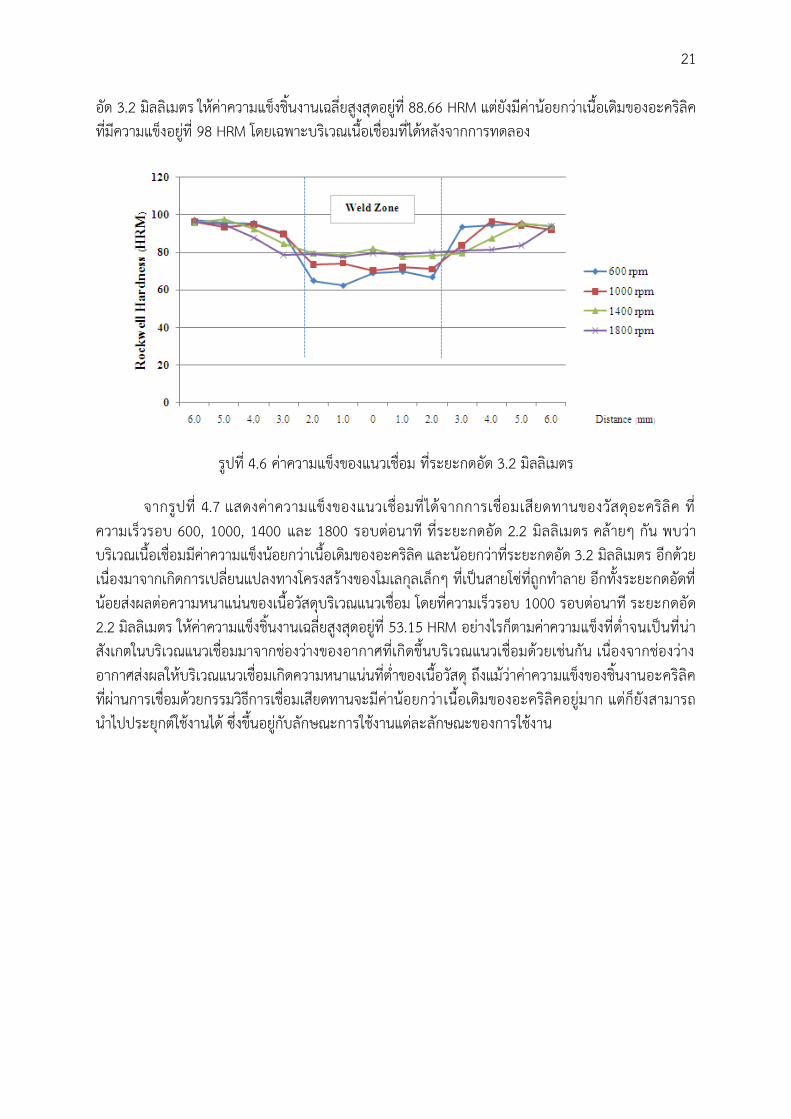
จากรปท 4.7 แสดงคาความแขงของแนวเชอมทไดจากการเชอมเสยดทานของวสดอะครลค ทความเรวรอบ 600, 1000, 1400 และ 1800 รอบตอนาท ทระยะกดอด 2.2 มลลเมตร คลายๆ กน พบวาบรเวณเนอเชอมมคาความแขงนอยกวาเนอเดมของอะครลค และนอยกวาทระยะกดอด 3.2 มลลเมตร อกดวยเนองมาจากเกดการเปลยนแปลงทางโครงสรางของโมเลกลเลกๆ ทเปนสายโซทถกท าลาย อกทงระยะกดอดทนอยสงผลตอความหนาแนนของเนอวสดบรเวณแนวเชอม โดยทความเรวรอบ 1000 รอบตอนาท ระยะกดอด 2.2 มลลเมตร ใหคาความแขงชนงานเฉลยสงสดอยท 53.15 HRM อยางไรกตามคาความแขงทต าจนเปนทนาสงเกตในบรเวณแนวเชอมมาจากชองวางของอากาศทเกดขนบรเวณแนวเชอมดวยเชนกน เนองจากชองวางอากาศสงผลใหบรเวณแนวเชอมเกดความหนาแนนทต าของเนอวสด ถงแมวาคาความแขงของชนงานอะครลคทผานการเชอมดวยกรรมวธการเชอมเสยดทานจะมคานอยกวาเนอเดมของอะครลคอยมาก แตกยงสามารถน าไปประยกตใชงานได ซงขนอยกบลกษณะการใชงานแตละลกษณะของการใชงาน

22
รปท 4.7 คาความแขงของแนวเชอม ทระยะกดอด 2.2 มลลเมตร

บทท 5
สรปผลการทดลอง
การศกษาการเชอมเสยดทานอะครลคดวยเครองจกรกลอตโนมต หลงจากท าการเชอมชนงานเรยบรอยแลว ชนงานทไดท าการทดลองในตวแปรตางๆ ถกน าไปทดสอบสมบตของรอยตอ แลวน าผลทไดจากการทดลองไปวเคราะหผลการทดลอง โดยผลการทดลองสามารถแสดงผลไดดงตอไปน
5.1 สรปผล
(1) ความตานทานแรงดงสงสดจากการทดลองมคา 18.11 MPa ทความเรวรอบ 600 รอบตอนาท ระยะกดอด 3.2 มลลเมตร แตยงมคาทต าอยมากเมอเปรยบเทยบกบคาความแขงแรงดงของเนอเดมของอะครลคทมคา 78 MPa โดยปรมาณชองวางทมากสงผลใหคาความแขงแรงดงของชนงานเชอมลดลง
(2) ความเรวหมนเชอมสงขนสงผลใหคาความแขงทบรเวณแนวเชอมจะยงสงขนดวย โดยทตวแปรความเรวรอบ 1400 รอบตอนาท ระยะกดอด 3.2 มลลเมตร ใหคาความแขงชนงานเฉลยสงสดอยท 88.66 HRM แตเมอเปรยบเทยบกบเนอเดมของอะครลคพบวายงมคานอยกวาเดม ทมความแขงอยท 98 HRM
(3) บรเวณเนอเชอมมการเปลยนแปลงโครงสราง ภายในบรเวณเนอเชอมเกดการขาดระหวางโซโมเลกลเลกๆ จากการหมนและแรงทางกลจากการเสยดทานจนเสยหาย
5.2 ขอเสนอแนะ
ควรมการศกษาเพมเตมส าหรบการเชอมวสดกลมโพลเมอรกบวสดกลมอนๆ เชน การเชอมวสดกลมโพลเมอรกบวสดกลมเซรามก การเชอมวสดกลมโพลเมอรกบวสดกลมโลหะ เปนตน เพอน าไปสสมบตทางกลทดของชนงานเชอมและน าไปประยกตใชงานไดหลากหลายยงขน

24
บรรณานกรม
[1] http://www.mtec.or.th/index.php?option=com_content&task=view&id=577&Itemid=36 [2] http://www.thaigundam.com/forum/index.php?topic=64.0 [3] D.Grewells and A.Benatar (2008) “Welding of Plastics: Fundamentals and New Developments” Agricultural and Biosystems Engineering, Iowa State University, Ames, USA. [4] K. Narasimha Murthy, V.P. Raghupathy and D. Sethuram (2011) “Friction Welding & Friction Stir Welding International Center for Advancement of Manufacturing Technology. 24 & 25 November, 2011 [5] Eder Paduan Alves, et al., (2010) “Welding of AA1050 aluminum with AISI 304 stainless steel by rotary friction welding process” Vol.2, No.3, pp. 301-306. [6] S. CELIK AND D. GUNES (2012) “Continuous Drive Friction Welding of Al/SiC Composite and AISI 1030” Welding research. [7] I. Bhamji, et al., (2012) “Linear friction welding of aluminum to copper” Institute of Materials, Minerals and Mining Published by Maney on behalf of the Institute. [8] SONG Yu-lai, et al., (2007) “Strength distribution at interface of rotary-friction-welded aluminum to nodular cast iron” Trans. Nonferrous Met. Soc. [9] อดศกด บตรวงษ สรสงห อารยางกร และชวลต ถนวงศพทกษ (2552) “ศกษาปจจยทมผลตอการเชอมทอพลาสตกกลมดวยอลตราโซนค” วารสารวชาการ ม.อบ. ปท 11 ฉบบท 2 พฤษภาคม - สงหาคม 2552. [10] P.H.F de Oliveira., S.T. Amancio-Filho, J.F.dos Santos, E. Hage Jr (2010) “Preliminary study on the feasibility of friction spot welding in PMMA” Materials Letters, 64: 2098-2101. [11] Saeid Hoseinpour Dashatan., Taher Azdast, Samrand Rash Mhmadi, Arvin Bagheri (2013) “Friction stir spot welding of dissimilar polymethyl methacrylate and acrylonitrile butadiene styrene sheets” Materials and Design, 45: 135-141. [12] C. B. Lin., Li-Cheng, Yi-Chun Chou (2003) “Effect of solvent and cosolvent on friction welding properties between part of PMMA with PVC” Journal of Materials Science, 33 (12): 2563-2570.


















