第二章 G 指令编程基础
26
第第第 G 第第第第第第
description
第二章 G 指令编程基础. 2.1 概述 2.1.1 数控编程. 数控机床零件加工程序的编程简称为数控编程。. 数控编程就是将零件加工的 工艺顺序、运动轨迹与方向、位置量、工艺参数以及辅助操作 ,按照动作顺序用规定的代码和程序格式编成加工程序单,再将其制作成控制介质的过程。. 数控编程的常用方法有手工编程和自动编程两种。. 零件图. 确定工艺. 轨迹计算. 编写程序. 制作介质. 2.1.2 手工编程的工作流程. 试切. 准备功能. 进给功能. 尺寸字. 程序段号. 2.1.3 数控程序的典型构成. 例如: - PowerPoint PPT Presentation
Transcript of 第二章 G 指令编程基础
第二章 G 指令编程基础
2.1 概述2.1.1 数控编程
数控机床零件加工程序的编程简称为数控编程。
数控编程就是将零件加工的工艺顺序、运动轨迹与方向、位置量、工艺参数以及辅助操作,按照动作顺序用规定的代码和程序格式编成加工程序单,再将其制作成控制介质的过程。
数控编程的常用方法有手工编程和自动编程两种。
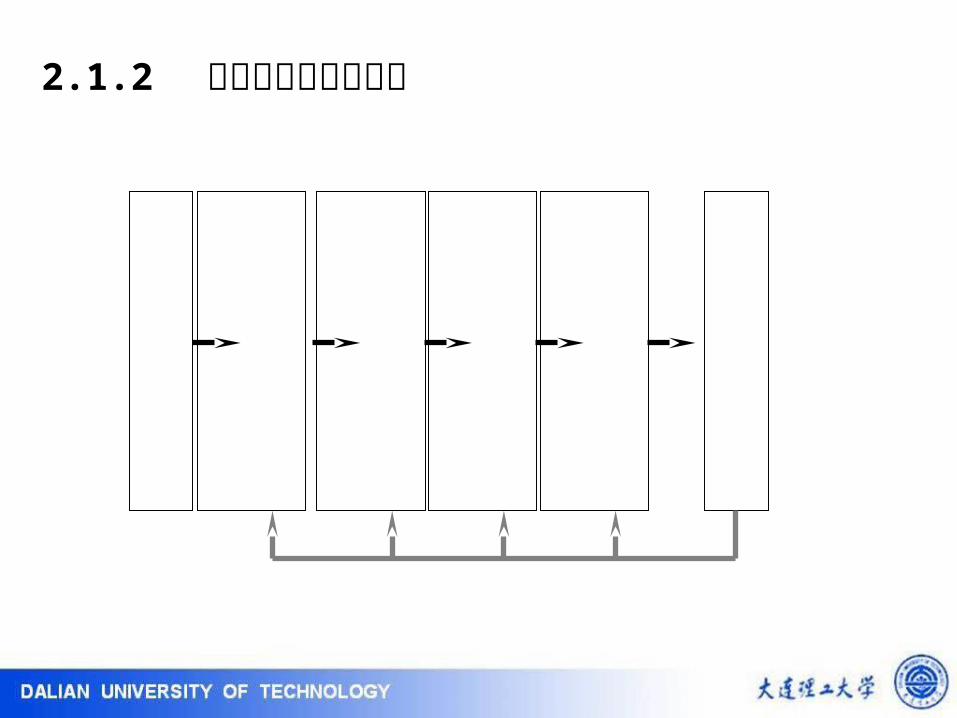
2.1.2 手工编程的工作流程
零件图
确定工艺
轨迹计算
编写程序
制作介质
试切
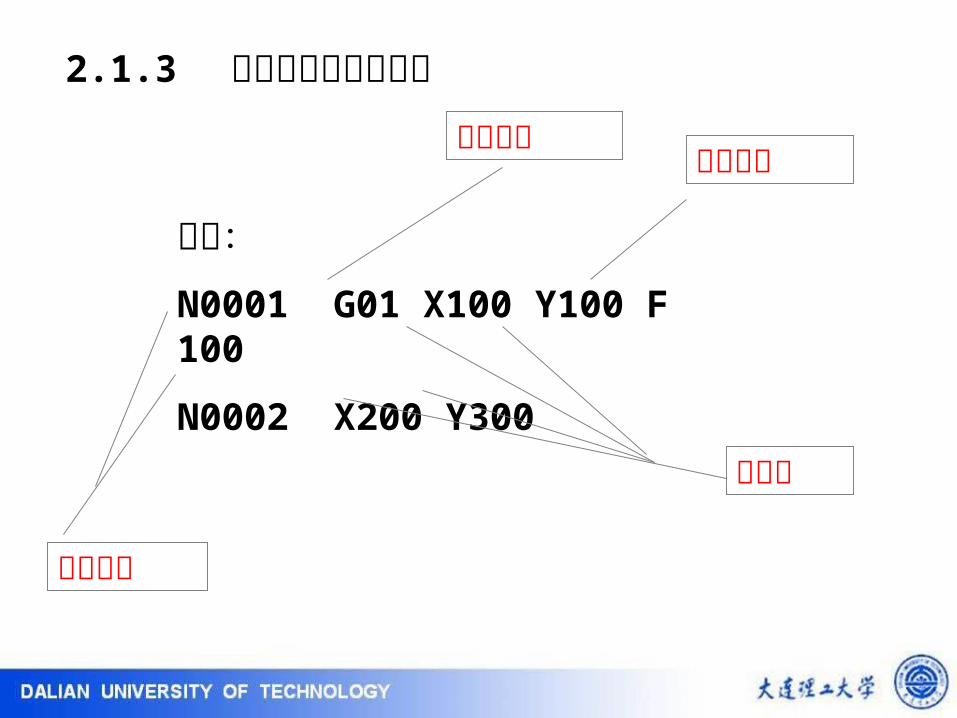
2.1.3 数控程序的典型构成
例如:
N0001 G01 X100 Y100 F100
N0002 X200 Y300
程序段号
尺寸字
准备功能进给功能
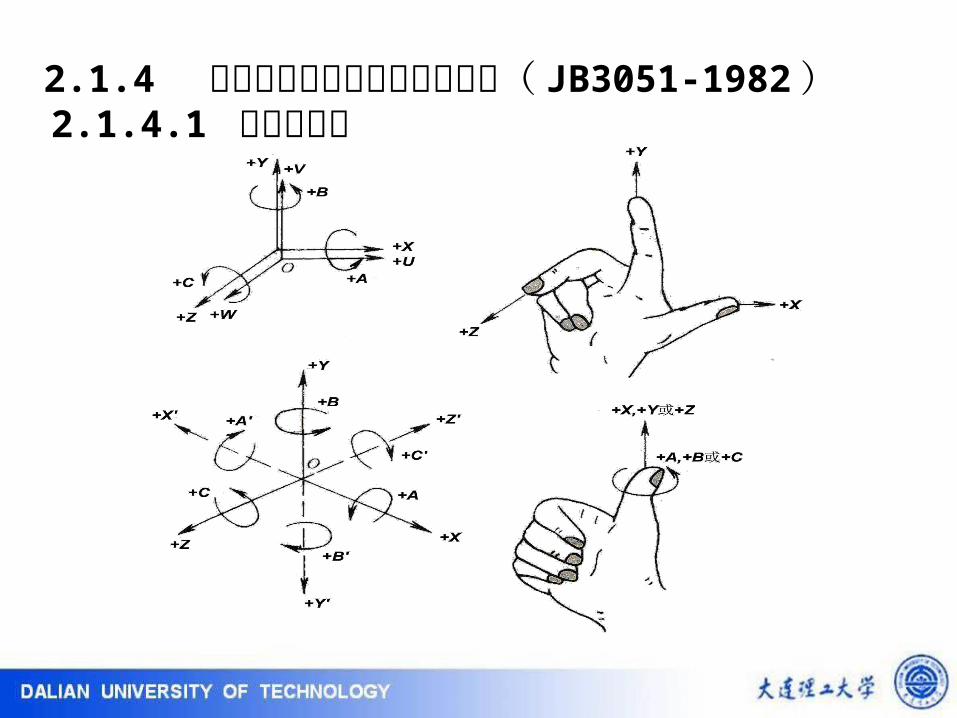
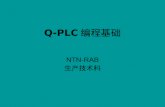
2.1.4 数控机床的坐标轴和运动方向( JB3051-1982 )2.1.4.1 右手坐标系
2.1.4.2 坐标轴定义XYZ 坐标轴按照刀具相对于工件运动的原则定义。
Z 轴:平行于机床主轴的坐标轴,刀具远离工件的方向为正。对于没有主轴的机床, Z 轴垂直于工件的装夹面。
X 轴:平行于工件装夹面的水平方向。在刀具旋转的机床上(例如铣床、镗床等),如果 Z轴是水平的(例如卧铣),沿主轴向工件看时,向右方向为正向。如果 Z 轴是垂直的(例如立铣),面对立柱向主轴方向看,向右为正。在工件旋转的机床上(例如车床、磨床等),主刀架上的刀具离开工件旋转中心的方向是正向。
Y 轴:其正方向根据右手定则由 X 和 Z 的方向确定。
X´Y´Z´ 坐标轴:按照工件相对于刀具的运动原则定义。其方向与 XYZ 坐标系的方向相反。
旋转坐标轴 A 、 B 、 C :表示轴线为 X 、 Y 、Z 的旋转运动,正方向由右手螺旋定则确定。
附加坐标轴(辅助坐标):平行于 X 、 Y 、Z 的其他辅助坐标分别定义为 U 、 V 、 W或 P 、 Q 、 R 。

车床坐标系统:
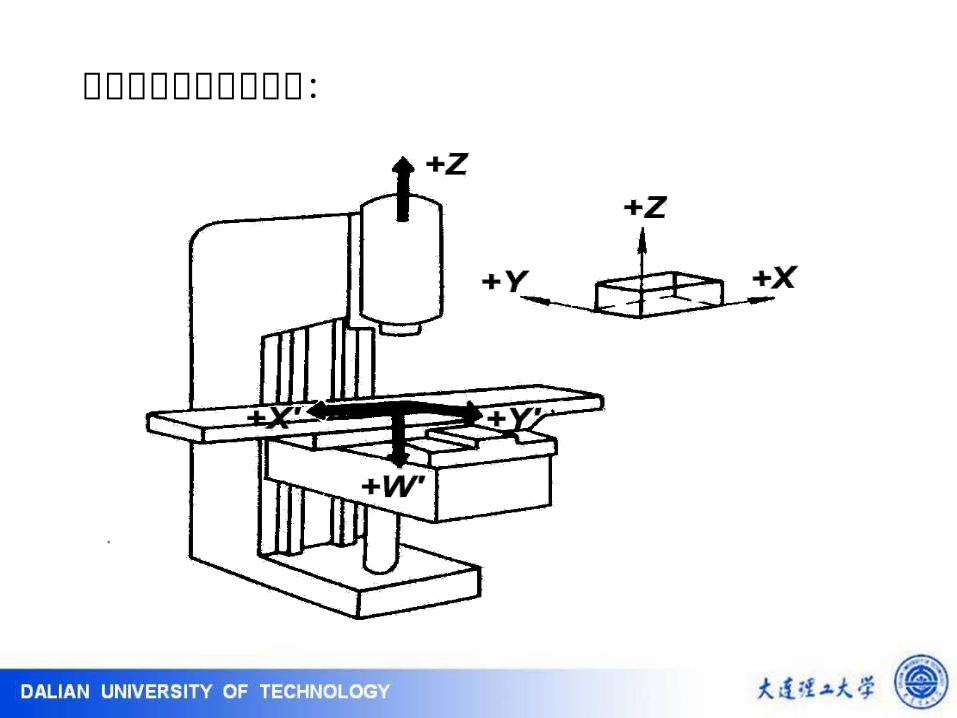
立式升降台铣床坐标系:
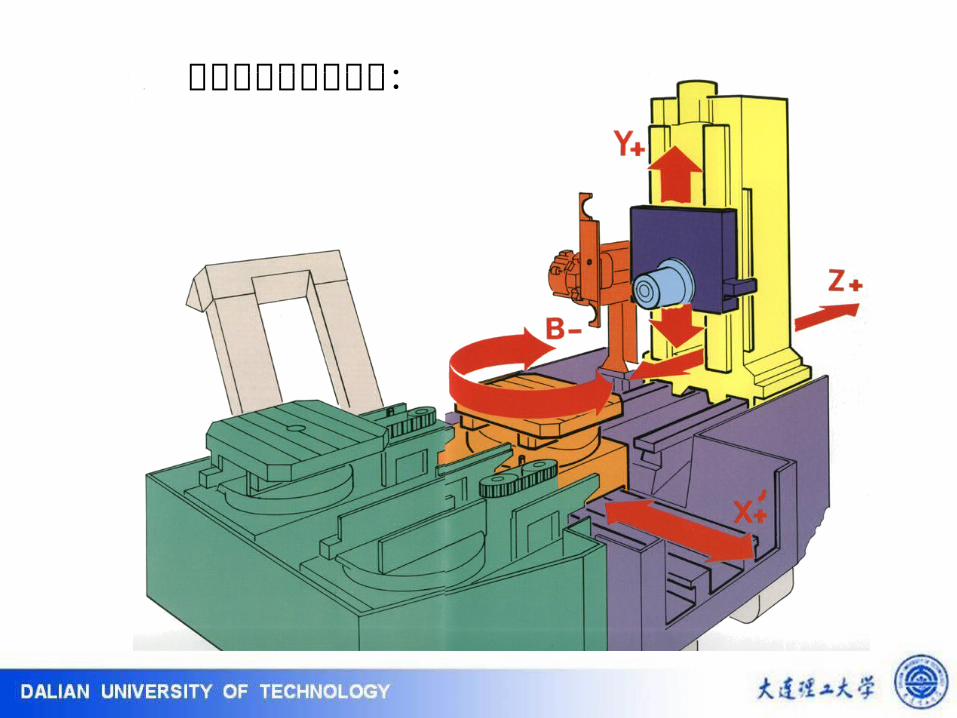
四轴加工中心坐标系:

2.1.5 数控机床的坐标系统
机床参考点:为了解决在刀具和工件装夹之后不能返回机械原点的问题,而设立的一个机床上电后返回的点。机床参考点和机床原点的位置关系是固定的。
机床坐标系:是数控机床的基本坐标系。其原点 M称为机床(机械)原点或零点。机床原点 M 也是其他坐标系的基准点和控制系统进行位置控制的基准点。
相对(增量)坐标:运动轨迹的终点坐标总是以起点坐标作为计算起点
工件坐标系:为了编程和工件装夹的方便,以工件上的一点为原点建立的坐标系,该原点称为工件原点(零点)。
绝对坐标:工件上的所有点的运动轨迹坐标值均以一个固定坐标原点作为计算起点。

2.2 常用的基本 G 指令
模态 G 指令:该指令被编程指定一次后,只要不再指定同组其他的指令或者不被注销之前(例如 M02 ) , 该指令一直有效。例如:
G01 X100 Y100X200 Y300
非模态 G 指令:仅在出现的程序段中有效,每次使用时必须重新指定。例如: G04
2.2.1 准备功能字
准备功能字的格式为“ G□ □” ,用来定义工件的几何形状和机床的运动状态,以便为插补做好准备。
( 1)
G00 快速定位G01 直线插补
G02 顺时针圆插补
G03 逆时针圆插补
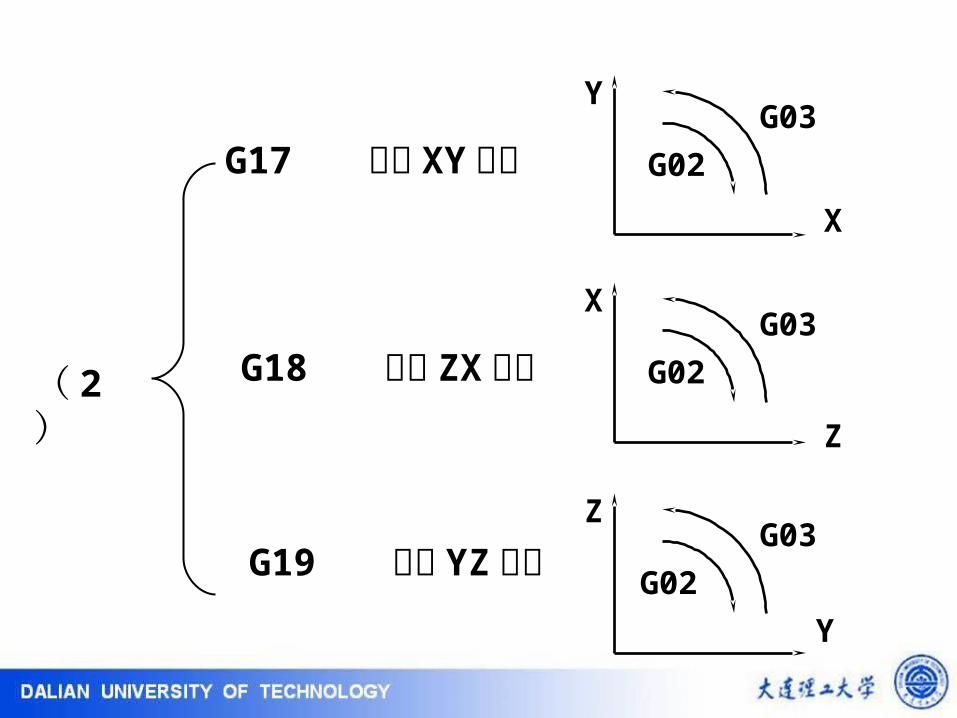
( 2 )
G17 选择 XY 平面
G18 选择 ZX 平面
G19 选择 YZ 平面
X
Y
G02
G03
X
Z
G02
G03
Y
Z
G02
G03
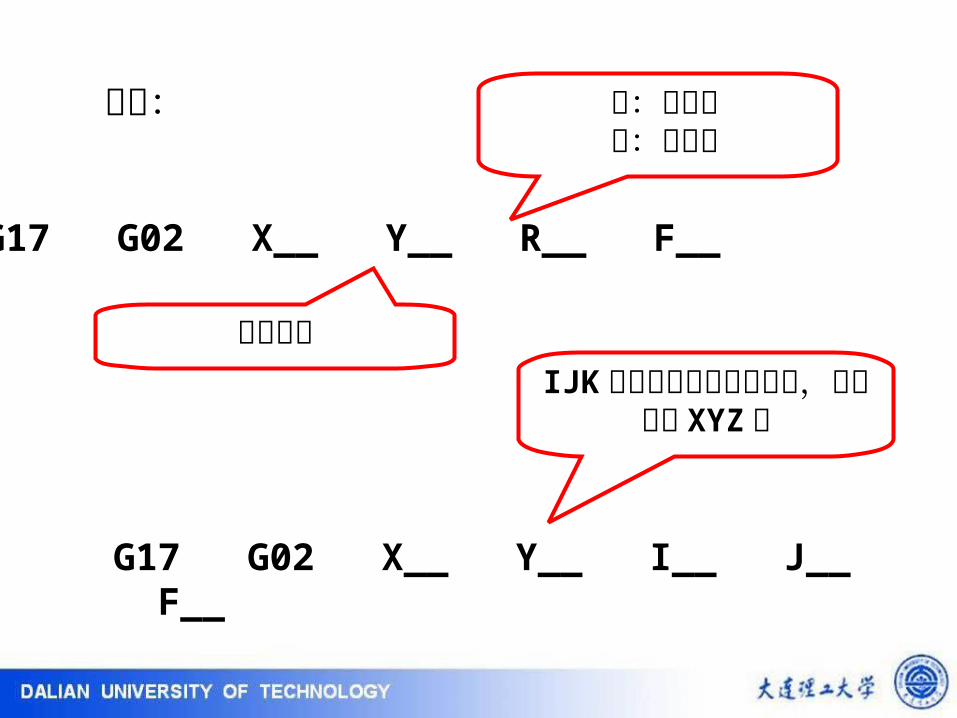
正:小半圆负:大半圆
G17 G02 X__ Y__ R__ F__
例如:
G17 G02 X__ Y__ I__ J__ F__
IJK 为圆心相对起点的坐标,分别对应 XYZ
轴
终点坐标
( 3 )G40 取消刀补G41 左刀补G42 右刀补
( 4 )G43 刀具偏置 / 刀长补偿—正G44 刀具偏置 / 刀长补偿—负G45 取消刀具偏置 / 刀长补偿
( 5)
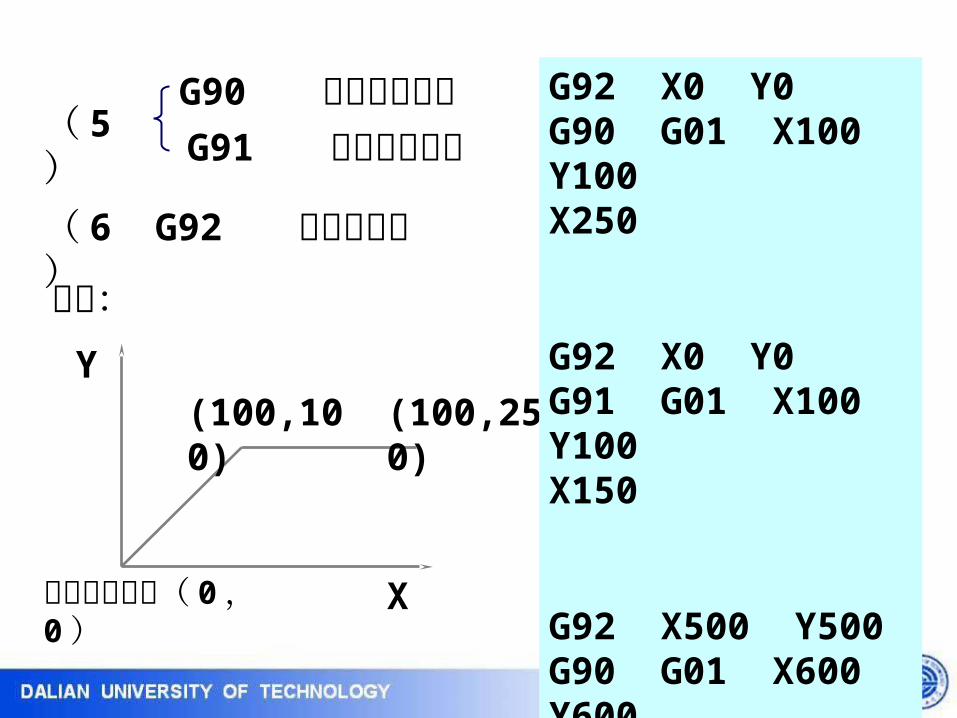
G90 绝对坐标编程G91 相对坐标编程
G92 坐标值预选( 6)例如:
X
Y
刀具当前位置( 0 , 0 )
(100,100) (100,250)
G92 X0 Y0G90 G01 X100 Y100X250
G92 X0 Y0G91 G01 X100 Y100X150
G92 X500 Y500G90 G01 X600 Y600X750
2.2.2 辅助功能字
M00 程序暂停 M02 程序结束
M03 主轴顺时针转动 M04 主轴逆时针转动
M05 主轴停止 M06 换刀
M07 2 号冷却液开 M08 1 号冷却液开
M09 冷却液关
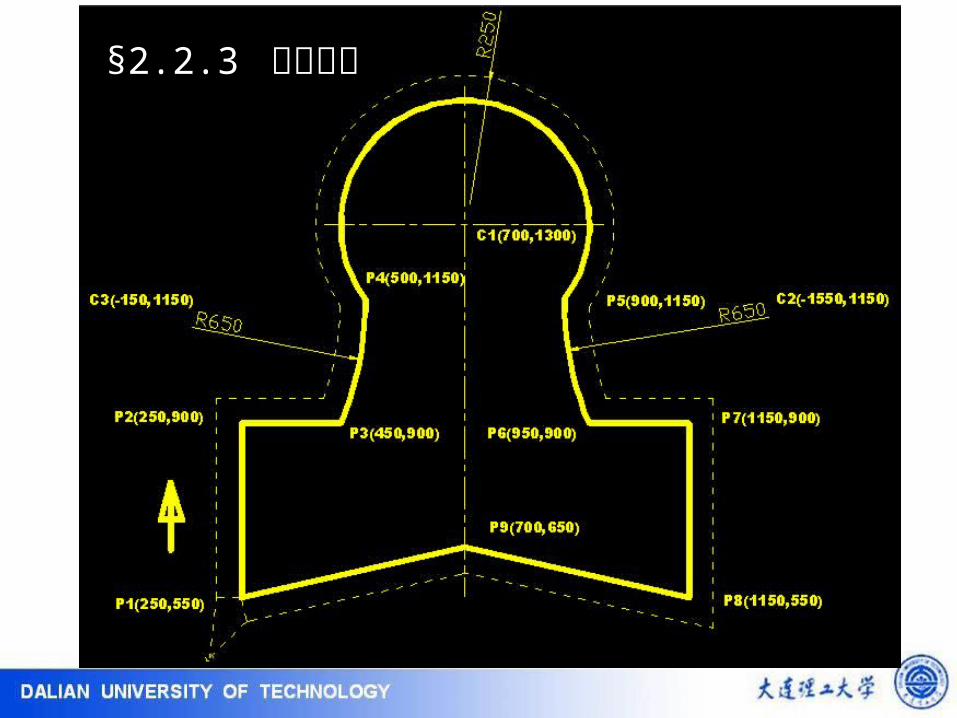
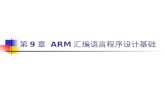
§2.2.3 编程举例
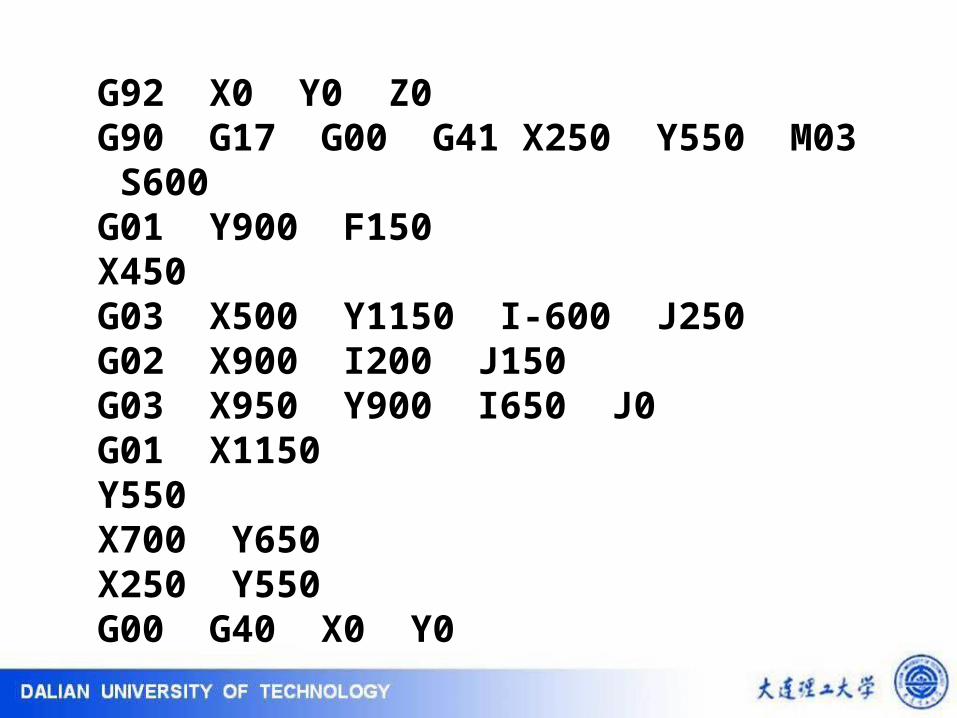
G92 X0 Y0 Z0G90 G17 G00 G41 X250 Y550 M03 S600G01 Y900 F150X450G03 X500 Y1150 I-600 J250G02 X900 I200 J150G03 X950 Y900 I650 J0G01 X1150Y550X700 Y650X250 Y550G00 G40 X0 Y0
2.3 APT 自动编程简介
2.3.1 概述
1952年, MIT 在开发出了世界上第一台数控铣床的同时,也开发出了计算机辅助自动编程 软件 APTI ( Automatic Programmed Tool ),随后开发出了APTII 、 APTIII 和 APTIV 。 ISO 在 APT 基础之上制订了 ISO4342-1985 标准。
目前基于图形 化的数控机床自动编程软件多以 Pro-Engineer 、 CATIA 、 UGII 、 Master CAM 、 CAXA ME 为主。
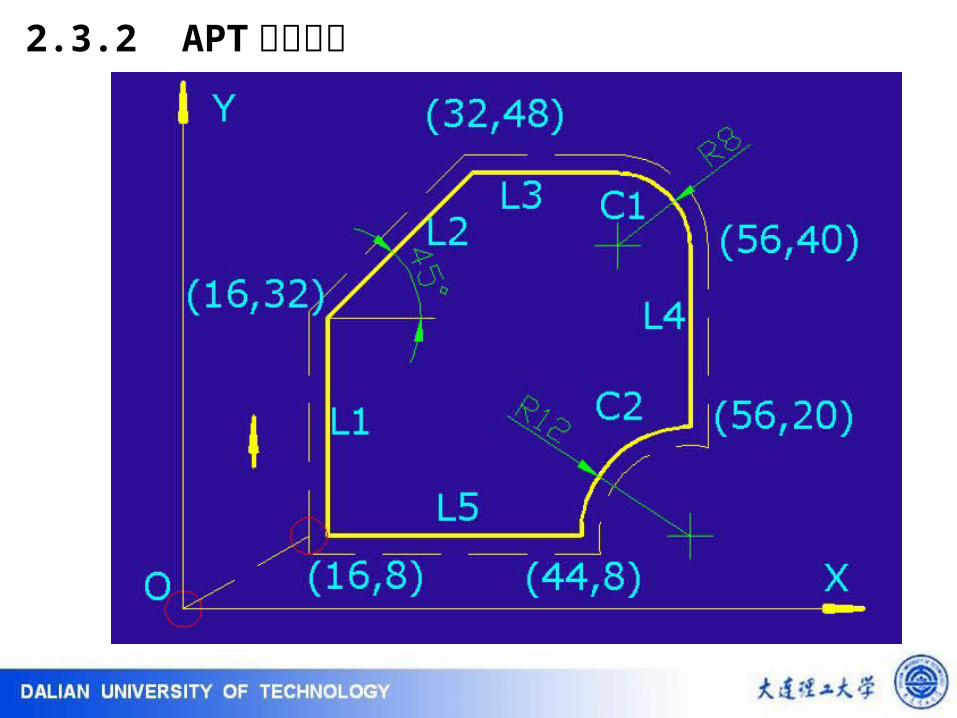
2.3.2 APT 编程举例
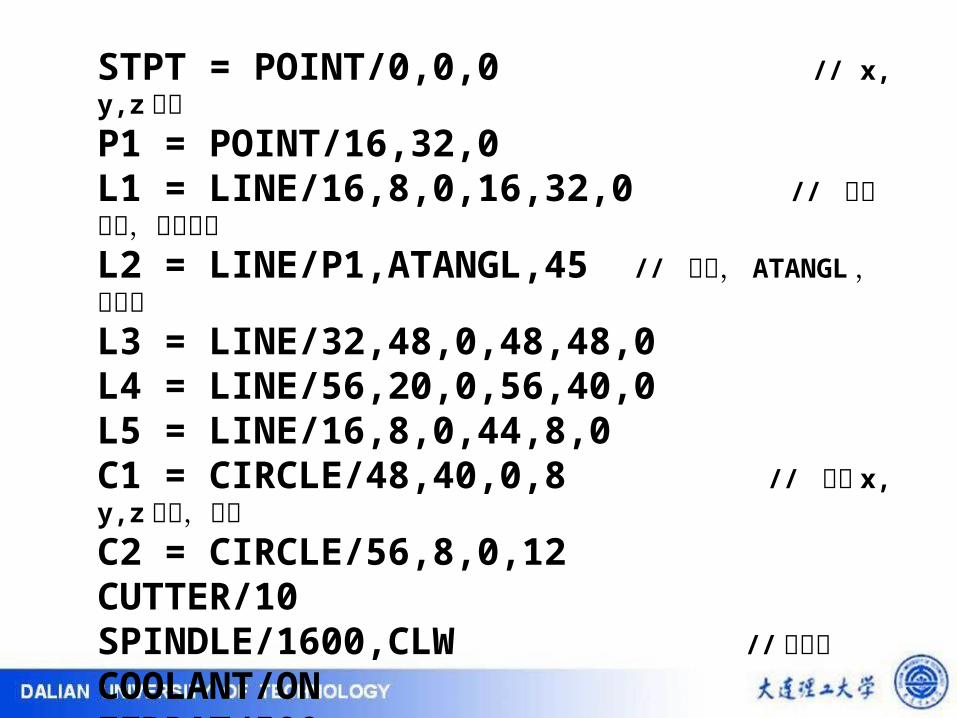
STPT = POINT/0,0,0 // x,y,z 坐标P1 = POINT/16,32,0L1 = LINE/16,8,0,16,32,0 // 起点坐标,终点坐标L2 = LINE/P1,ATANGL,45 // 起点, ATANGL ,角度值L3 = LINE/32,48,0,48,48,0L4 = LINE/56,20,0,56,40,0L5 = LINE/16,8,0,44,8,0C1 = CIRCLE/48,40,0,8 // 圆心 x,y,z 坐标,半径C2 = CIRCLE/56,8,0,12CUTTER/10SPINDLE/1600,CLW // 顺时针COOLANT/ONFEDRAT/500FROM/STPT
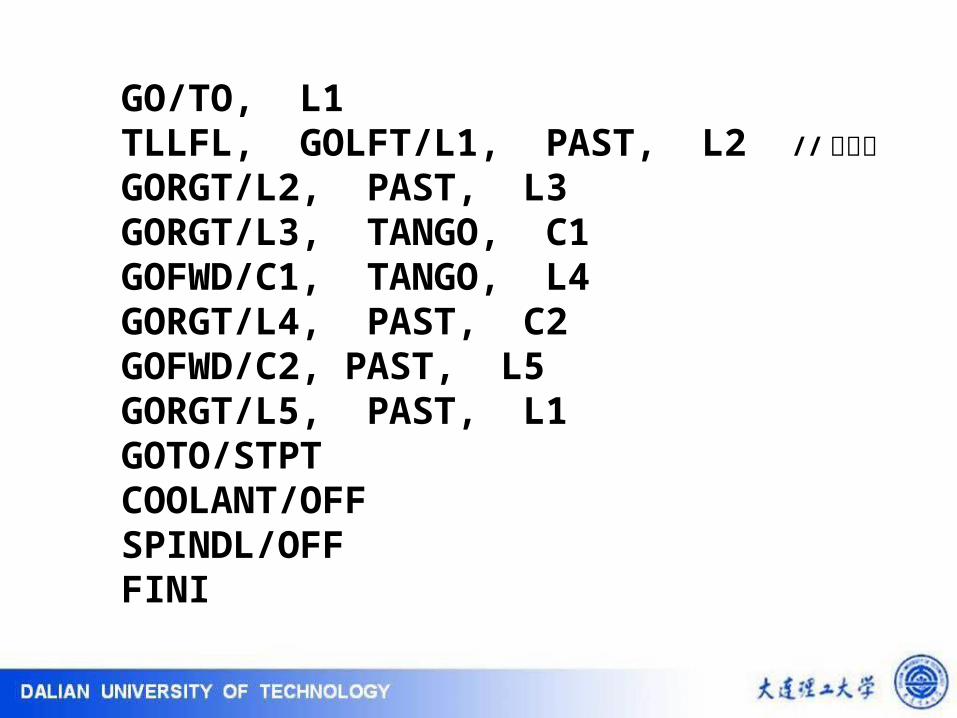
GO/TO, L1TLLFL, GOLFT/L1, PAST, L2 // 左刀补GORGT/L2, PAST, L3GORGT/L3, TANGO, C1GOFWD/C1, TANGO, L4GORGT/L4, PAST, C2GOFWD/C2, PAST, L5GORGT/L5, PAST, L1GOTO/STPTCOOLANT/OFFSPINDL/OFFFINI
2.4 图形 化的 CAD/CAM 自动编程软件
美国 Unigraphics Solutions公司 ( 简称 UGS) 的 UG
以色列 Cimatron公司的 Cimatron
美国 CNC Sofeware 公司MasterCAM
北京海尔软件有限公司的 Caxa 制造工程师