项目十: CAXA 数控车 2008
106
Click here to load reader
description
项目十: CAXA 数控车 2008. 学习目标. ◎ 掌握 CAXA 数控车 2008 软件使用方法和技巧 ◎学会使用 CAXA 数控车 2008 软件绘制典型零件 ◎学会使用 CAXA 数控车 2008 软件进行后置处理 ◎学会使用 CAXA 数控车 2008 软件进行 DNC 加工. 任务一 CAXA 数控车造型及后置处理. 任务二 DNC 加工. 任务一 CAXA 数控车造型及后置处理. 任务描述 本任务主要学习 CAXA 数控车 2008 软件的绘图和造型功能,根据加工需要进行后置处理。 零件如图 7.1 所示,毛坯尺寸 - PowerPoint PPT Presentation
Transcript of 项目十: CAXA 数控车 2008

项目十: CAXA 数控车 2008

学习目标 ◎ 掌握 CAXA 数控车 2008 软件使用方法和技巧 ◎ 学会使用 CAXA 数控车 2008 软件绘制典型零件 ◎ 学会使用 CAXA 数控车 2008 软件进行后置处理 ◎ 学会使用 CAXA 数控车 2008 软件进行 DNC 加工

任务一 CAXA 数控车造型及后置处理
任务二 DNC 加工

任务一 CAXA 数控车造型及后置处理 任务描述 本任务主要学习 CAXA 数控车 2008 软件的绘图
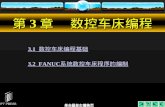
和造型功能,根据加工需要进行后置处理。 零件如图 7.1 所示,毛坯尺寸 mm ,材料为 45 号钢,分析零件加工工艺,编写加
工程序。
32 70

图 7.1 零件图

技能目标 掌握软件的基本绘图功能 掌握软件的造型功能 掌握软件的后置处理的基本技巧

知识准备
•1 .软件界面介绍

图 7.2 CAXA 数控车 2008 系统界面

2 .主菜单命令
–( 1 )文件模块。 它主要对系统的文件进行管理。 文件管理操作包括:新建、打开、关闭(关闭当
前的文件)、保存、另存为、数据输入、数据输出和退出等。

( 2)编辑模块。
它主要对已有的对象进行编辑。 编辑操作包括:撤消、恢复、剪切、复制、粘贴、
删除、元素不可见、元素可见、元素颜色修改和元素层修改等。

( 3)应用模块。
它是最重要的模块, CAXA 数控车 2008 各种曲线生成、轨迹生成、后置处理、线面编辑和几何变换等功能项都在其中。

( 4)设置模块。
设置模块用来设置当前工作状态、拾取状态和操作者界面的布局。
设置模块操作包括:当前颜色、层设置、拾取过滤设置、系统设置、绘制草图、曲面真实感、特征窗口和自定义。

( 5)工具模块。
工具模块包括坐标系、显示工具和查询。

( 6)坐标系。
坐标系的操作包括创建坐标系、激活坐标系、删除坐标系、隐藏坐标系和显示所有坐标系。

( 7)显示工具。
显示工具的操作包括旋转、平移、放大、全局、远近、视向定位和全屏显示。

( 8)查询。
查询包括对坐标、距离、角度和元素属性的查询。

3 .弹出菜单
–( 1 )点工具组。 该组包括:缺省点、屏幕点、端点、中点、交点、
圆心、垂足点、切点、最近点、控制点、刀位点和存在点等。

( 2)矢量工具组。
该组包括:直线方向、 X 轴正方向、 X 轴负方向、Y 轴正方向、 Y 轴负方向、 Z 轴正方向、 Z 轴负方向和端点切矢量。

( 3)选择集拾取工具组。
该组包括:拾取添加、拾取所有、拾取取消、取消尾项和取消所有等。

( 4)轮廓拾取工具组。
该组包括:单个拾取、链拾取、限制链拾取等。

( 5)岛拾取工具组。
该组包括:单个拾取、链拾取、限制铁拾取等。

4 .工具条驱动
图 7.3 工具栏驱动

5 .鼠标、键盘和热键
–( 1 )鼠标键。 ① 鼠标左键可以用来激活菜单,确定形置点、拾
取元素等。 ② 鼠标右键用来确认拾取、结束操作和终止命令。

–( 2 )回车键和数值键。
–( 3 )空格键。–( 4 )热键。

在 CAXA 数控车中设置了以下几种功能热键: ① F5键。 将当前面切换至 XOY 面,同时将显示平面置为 XOY 面,将图形投影到 XOY 面内进行显示。

② F6键。 将当前面切换至 YOZ 面,同时将显示平面置为 YOZ 面,将图形投影到 YOZ 面内进行显示。

③ F7键。 将当前面切换至 XOZ 面,同时将显示平面置为 XOZ 面,将图形投影到 XOZ 面内进行显示。

④ F8键。 显示轴测图,按轴测图方式显示图形。 ⑤ F9 键。 切换当前面,将当前面在 XOY 、 YOZ 、 XOZ之间进行切换.但不改变显示平面。

任务实施 工艺分析
• 1 .零件几何特点 零件加工面主要为端面、外圆、锥面、圆弧面、槽和螺纹。
尺寸如图 7.1 所示。

2 .选择工具、量具和刀具
–( 1 )工具选择。–( 2 )量具选择。–( 3 )刀具选择。

图 7.4 加工所需主要刀具

3 .制定加工工艺路线
–( 1 )车端面。–( 2 )粗车 24 、 22 、 10外圆、锥度
及 R16外圆弧。–( 3 )精车 24 、 22 、 10外圆、锥度
及 R16外圆弧。

–( 4 )切槽。–( 5 )车螺纹。–( 6 )切断。

4 .切削用量选择

软件造型操作• 1 .绘制零件图形

图 7.5 零件造型图

2 .相关参数设置
–( 1 )粗车外轮廓。 粗车 24 、 22 、 10外圆、锥度及 R16 外圆弧。
① 在 CAXA 数控车 2008“主”窗口的“数控车”菜单中,单击“轮廓粗车”,系统弹出“粗车参数表”对话框。

② 单击“加工参数”标签,输入“加工参数”,如图 7.6所示。

图 7.6 粗车加工参数设定

③ 单击“进退刀方式”标签,输入各参数,如图7.7 所示。

图 7.7 进退刀方式参数设定

④ 单击“切削用量”标签,输入各参数,如图 7.8 所示。

图 7.8 切削用量参数设定

⑤ 单击“轮廓车刀”标签,输入各参数,如图 7.9所示。
⑥ 单击“确定”按钮,按提示拾取加工表面轮廓,输入进退刀点,生成刀具轨迹。

图 7.9 轮廓车刀参数设定

( 2)精车外轮廓。
精车 24 、 22 、 10外圆、锥度及 R16 外圆弧。
① 在 CAXA 数控车 2008“主”窗口的“数控车”菜单中,单击“轮廓精车”,系统弹出“精车参数表”对话框。

② 单击“加工参数”标签,输入“加工参数”,如图 7.10 所示。

图 7.10 精车加工参数设定

③ 单击“进退刀方式”标签,输入各参数,如图7.11 所示。

图 7.11 进退刀方式参数设定

④ 单击“切削用量”标签,输入各参数,如图 7.12 所示。

图 7.12 切削用量参数设定

⑤ 单击“轮廓车刀”标签,输入各参数,如图 7.13 所示。

图 7.13 轮廓车刀参数设定

⑥ 单击“确定”按钮,按提示拾取加工表面轮廓,输入进退刀点,生成刀具轨迹。

( 3)加工外沟槽。
用切槽刀切 4× 14 的外沟槽。 ① 在 CAXA 数控车 2008“主”窗口的“数控
车”菜单中,单击“切槽”,系统弹出“切槽参数表”对话框。

② 单击“切槽加工参数”标签,输入“加工参数”,如图 7.14 所示。

图 7.14 切槽加工参数设定

③ 单击“切削用量”标签,输入各参数,如图 7.15 所示。

图 7.15 切削用量参数设定

④ 单击“切槽刀具”标签,输入各参数,如图 7.16所示。
⑤ 单击“确定”按钮,按提示拾取加工槽轮廓,输入进退刀点,生成刀具轨迹。

图 7.16 切槽刀具参数设定

( 4)用螺纹车刀加工外螺纹( M16×1.5-6g )。
① 在 CAXA 数控车 2008“主”窗口的“数控车”菜单中,单击“车螺纹”,再依次拾取螺纹的起点和终点,系统弹出“车螺纹参数表”对话框。
② 单击“螺纹参数”标签,输入“螺纹参数”,如图 7.17 所示。

图 7.17 螺纹参数设定

③ 单击“螺纹加工参数”标签,输入各参数,如图 7.18 所示。

图 7.18 螺纹加工参数设定

④ 单击“进退刀方式”标签,输入各参数,如图7.19所示。

图 7.19 进退刀方式参数设定

⑤ 单击“切削用量”标签,输入各参数,如图 7.20 所示。

图 7.20 切削用量参数设定

⑥ 单击“螺纹车刀”标签,输入各参数,如图 7.21 所示。
⑦ 单击“确定”按钮,按提示输入进退刀点,生成刀具轨迹。

图 7.21 螺纹车刀参数设定

3 .轨迹仿真
在 CAXA 数控车 2008“主”窗口的“数控车”菜单中,单击“轨迹仿真”后,在下拉菜单中拾取“二维实体”,按粗车、切槽和精车过程依次拾取刀具轨迹,即可进行仿真加工。

4 .生成代码 生成代码的操作步骤:
– ( 1 )在 CAXA 数控车 2008“ 主”菜单区中的“数控车”子菜单区中选取“生成代码”功能项,则弹出一个需要操作者输入文件名的对话框,要求操作者填写后置程序文件名。

–此外系统还在信息提示区给出当前生成的数控程序所适用的数控系统和车床系统信息,它表明目前所调用的车床配置和后置设置情况。

( 2 )输入文件名后单击“保存”按钮,系统提示拾取加工轨迹。

5 .查看代码
在 CAXA 数控车 2008“主”菜单区中的“数控车”子菜单区中选取“查看代码”菜单项,则弹出一个需要操作者选取数控程序的对话框,如图 7.22 所示。

图 7.22 选择后置文件名对话框

6.参数修改
–( 1 )操作步骤。 在 CAXA 数控车 2008“主”菜单区中的“数控
车”子菜单区中选取“参数修改”菜单项,系统则提示操作者拾取要进行参数修改的加工轨迹。

( 2)轮廓拾取工具。
轮廓拾取工具提供 3 种拾取方式:单个拾取、链拾取和限制链拾取。
① “单个拾取”需操作者依次拾取需批量处理的各条曲线。

② “链拾取”需操作者指定起始曲线及链搜索方向,系统按起始曲线及搜索方向自动寻找所有首尾搭接的曲线。

③ “限制链拾取”需操作者指定起始曲线、搜索方向和限制曲线,系统按起始曲线及搜索方向自动寻找首尾搭接的曲线至指定的限制曲线。

7 .轨迹仿真
轨迹仿真操作步骤如下。–( 1 )在 CAXA 数控车 2008“ 主”菜单
区中的“数控车”子菜单区中选取“轨迹仿真”功能项,同时可指定仿真的步长。
–( 2 )拾取要仿真的加工轨迹。–( 3 )右键结束拾取,系统即开始仿真。

8 .后置处理设置
在 CAXA 数控车 2008“主”菜单区中的“数控车”子菜单区中选取“后置设置”功能项。
系统弹出后置处理设置参数表,如图 7.23 所示。

图 7.23 后置处理设置对话框

任务二 DNC 加工 任务描述 本任务主要了解 DNC 的特点和应用,通过学习掌
握 DNC 加工。

技能目标
● 了解 DNC 的特点和应用 ● 掌握 FANUC 的 DNC 基本操作

知识准备
• 1 . DNC 的概念和特点 DNC 最早是指分布式数控系统( Distributed Numerical Control),其含义是用一台大型计算机同时控制几台数控机床。

2 . CAXA网络 DNC2008 软件应用
CAXA网络 DNC2008 是目前国内使用较多的传输软件的一种, CAXA网络 DNC 系统的特点是采用服务器 /客户端软件结构。

CAXA网络 DNC2008 单台服务器可管理的数控设备超过 256 台,其接入方式有以下四种:
① RS232 转以太网络接入 ② 以太网卡直接接入 ③ 无线局域网络接入 ④ 多串口卡接入

( 1)网络 DNC 采集。
DNC采集模块主要采集数控设备开机与关机、主轴转与停、执行程序名和起止时间、故障代码等运行状态数据,并能生成或采集机床累计开机时间、主轴累计运转时间、程序累计运行时间等数据。

具体分以下三个方面: ① 机床实时状态监测 ② 生产状态监测 ③ 维修监测

图 7.25 基本信息监测

图 7.26 加工信息监测

( 2)网络 DNC 通信。
CAXA网络 DNC2008通信模块负责底层的物理连接、机床的加工代码传输、机床的相关文件传输。

图 7.27 CAXA网络 DNC通信模块

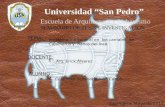
任务实施 以 FANUC Series 0i Mate-TC 系统为例,说明 C
AXA网络 DNC2008 程序传输的操作方法。 如图 7.28 所示。

图 7.28 FANUC Series 0i Mate-TC 系列操作面板

–( 1 )将 FANUC Series 0i Mate-TC数控车床处于 EDIT (编辑)状态,然后点取“ PROG” (程序)键,在显示屏上选择“操作”按钮,如图 7.29 所示。

图 7.29 程序操作界面

–( 2 )点击“向右”方向软键,后选择“ READ” (读取)键,如图 7.30所示。

图 7.30 程序读取界面

–( 3 )输入新建程序名,点击“ EXEC” (执行)键,如图 7.31 所示。

图 7.31 传输执行界面

此时显示屏上显示传输过来的程序,如图 7.32 所示,传输完成。

图 7.32 传输完成界面