
методичка. курсовой проект. техпроцесс изготовления и...
76
КОГОАУ СПО «Колледж промышленности и автомобильного сервиса» РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ Тематика и методические указания к выполнению курсового проекта для студентов специальности 250401 Технология деревообработки
Transcript of методичка. курсовой проект. техпроцесс изготовления и...
КОГОАУ СПО «Колледж промышленностии автомобильного сервиса»
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
Тематика и методические указания к выполнению курсового проекта для студентов специальности
250401 Технология деревообработки
Киров 2016
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ: методические указания к выполнению курсового проекта для студентов специальности 250401 Технология деревообработки/ сост. М.В. Горшков. – Киров, 2016. – 42 с.
Рецензент:
2

ОГЛАВЛЕНИЕ.
1. Цели и задачи курсового проекта 42. Требования к уровню освоения 43. Требования к выполнению 53.1. Общие положения 53.2. Оформление курсового проекта 53.3. Защита курсового проекта 63.4. Состав документации курсового проекта 64. Методические указания к выполнению 84.1. Техническое описание и разработка чертежей изделия 84.2. Разработка технологического процесса изготовления и сборки изделия 84.3. Расчет норм расхода основных и вспомогательных материалов 124.4. Расчёт потребного количества оборудования 20Библиографический список 29Приложение 1. Образец оформления титульного листа курсового проекта 30Приложение 2. Образец схемы технологического процесса 31Приложение 3. Нормативы операционных припусков на обработку 32Приложение 4. Технологические отходы и полезные выходызаготовок деталей мебели из различных материалов 36Приложение 5. Нормативы расхода клея 37Приложение 6. Расход шлифовальных шкурок 38Приложение 7. Время, необходимое для раскроя ДСтП на 100 деталей 39Приложение 8. Задания на курсовое проектирование 40
3
1. Цель и задачи курсового проектаЦелью выполнения курсового проекта является формирование у
студентов системного мышления, практической базы системного исследования при разработке технологических процессов изготовления изделий и принятии решений в области профессиональной деятельности, закрепления теоретических знаний и приобретения необходимых практических умений, приобретения профессиональных компетенций по составлению карт технологического процесса по всем этапам изготовления продукции деревообрабатывающих производств, выполнению технологических расчетов оборудования, расхода сырья и материалов.
2. Требования к уровню освоенияВ результате выполнения курсового проекта студенты должны:- Составлять карты технологического процесса по всем этапам
изготовления продукции деревообрабатывающих производств.- Организовывать ведение технологического процесса изготовления
продукции деревообработки.- Выполнять технологические расчеты оборудования, расхода сырья и
материалов.- Разрабатывать технологические процессы деревообрабатывающих
производств, процессов технологической подготовки производства, конструкций изделий с использованием САПР.
- Внедрять в производство технологические процессы изготовления продукции.
- Совершенствовать существующие технологические процессы.
4
3. Требования к выполнению
3.1. Общие положенияКурсовой проект - важный элемент учебного процесса,
способствующий подготовке специалистов.Цель курсового проекта – углубить знания студентов, полученные ими
в ходе теоретических и практических занятий, привить им навыки проектирования технологических процессов изготовления изделий из древесины, а также научить подбирать, изучать и обобщать материалы литературных источников.
Курсовой проект позволяет студентам проявить инициативу и в выборе самого широкого круга дополнительной информации по теме, и в изучении профессиональных дисциплин. Подготовка и защита курсового проекта обогащает студентов опытом и знаниями, необходимыми им при выполнении дипломных работ.
Задачами курсового проекта является:- систематизация, закрепление и расширение полученных в колледже
теоретических и практических знаний;- развитие навыков самостоятельной работы и овладение методикой
системного исследования при решении рассматриваемых проблемных вопросов;
- выявление степени подготовленности студентов для самостоятельной практической работы по специальности в рыночных условиях.
Методологической основой курсового проекта должны являться инструктивные материалы, специальная литература, а также учетные данные, характеризующие порядок изготовления и сборки деталей.
Выполнение курсового проекта складывается из следующих основных этапов:
- разработка чертежей заданного изделия;- разработка карты и схемы технологического процесса изготовления
изделия;- расчёт сырья и материалов;- расчёт оборудования;- предоставление работы преподавателю;- доработка и оформление работы с учетом замечаний преподавателя;- защита курсового проекта.
3.2. Оформление курсового проектаПроект должен быть написан аккуратно. Информацию следует
располагать, соблюдая следующие размеры полей: левое – 30 мм, правое – 10 мм, верхнее – 15 мм, нижнее – 20 мм. Шрифт - Times New Roman. Размер шрифта (кегль) – 14. Межстрочный интервал – 1,5. Пронумерованными должны быть все страницы кроме титульного листа и спецификаций. Рекомендуемый объём 20-30 страниц.
Курсовой проект должен состоять из теоретической и практической части, выполненных на основе фактического материала конкретного изделия из древесины.
5
3.3. Защита курсового проектаЗащита проекта позволяет выявить знания студентов по избранной
теме, их глубину и самостоятельность. Защита проходит в форме публичного выступления студентов группы, длительностью 8-10 минут, может сопровождаться иллюстративным материалом на цифровых носителях, по окончании доклада задаются вопросы по защищаемой теме.
3.4. Состав документации курсового проектаВ курсовом проекте предусматривается выполнить следующее:сконструировать чертёж общего вида изделия в изометрической
проекции и сборочный чертёж со спецификацией на основании данных технического задания (рекомендуемый формат – А2);
начертить деталировки деталей, указанных преподавателем (форматы – А4);
разработать технологический процесс изготовления изделия (рекомендуемый формат – А3);
рассчитать нормы расхода основных и вспомогательных материалов на изготовление изделия и количество образующихся в процессе его производства отходов. Для плитных материалов составить карты раскроя;
рассчитать потребное количество оборудования на годовую программу выпуска изделий.
Выполненный курсовой проект должен состоять из пояснительной записки и графической части.
Примерное содержание пояснительной записки:Титульный лист (образец указан в Приложении 1)Задание на курсовое проектированиеСодержаниеВведениеТехническое описание и разработка чертежей изделияРазработка технологических процессовХарактеристики технологических операцийКарта технологического процессаРасчет норм расхода основных и вспомогательных материаловРасчет количества отходов древесных и облицовочных материаловРасчет норм расхода клеевых материалов (при наличии клеевых
соединений)Расчет потребного количества оборудования и инструментаСпецификации на формате А4Карты раскроя плитных материаловЗаключениеБиблиографический список.
Графическая часть курсового проекта:сборочный чертеж и аксонометрическое изображение изделия на
формате А2;6
чертежи сборочных единиц и деталей на формате А4;схема технологического процесса изготовления изделия на формате
А3.Текст пояснительной записки должен быть выполнен на одной стороне
листа белой бумаги формата А4. При этом он может быть распечатан на принтере или написан рукой черными чернилами (пастой) с соблюдением установленных требований.
Задание на курсовое проектирование приводится на отдельном листе. При этом указываются: номер варианта задания; наименование изделия и его эскиз; материалы деталей; конструктивно-функциональные характеристики изделия.
7
4. Методические указания к выполнению
4.1. Техническое описание и разработка чертежей изделияСначала производится описание назначения и принципа
функционирования изделия. Указывается, из каких элементов оно состоит, на каких соединениях собирается.
По заданному эскизу и габаритным размерам определяются все недостающие или необозначенные элементы и их количество: детали, сборочные единицы и фурнитура. При этом учитывается материал изделия, его конструктивные особенности, стиль и виды соединений. Для выбора фурнитуры можно использовать каталоги российских и импортных производителей, из которых нужно взять название, марку (модель), габаритные размеры и основные параметры (угол раствора петли, тип стяжки и т.д.).
С учётом этого начертить сборочный чертёж изделия с необходимым количеством основных и дополнительных видов, разрезов и сечений. Все детали и соединения должны хорошо просматриваться и быть понятными и читаемыми. Каждой сборочной единице, детали и фурнитуре должны присваиваться позиции. Номера позиций и названия элементов должны быть указаны в спецификации и совпадать со сборочным чертежём и основными надписями в деталировках. На свободном месте чертежа справа нужно выполнить изометрическое или диметрическое изображение готового изделия.
После выполнения сборочного чертежа и спецификации изделия разрабатываются деталировки деталей, указанных преподавателем. Форма и размеры деталей должны коррелировать со сборочным чертежём. Вся конструкторская документация должна быть выполнена в строгом соответствии с ЕСКД.
Код сборочных чертежей должен иметь структуру:КПАС.000000.<номер сборочной единицы в проекте, например 001>-
<номер варианта, например 05>.Код чертежей деталей должен иметь структуру:КПАС.000000.<номер детали в сборочной единице, например 003>-
<номер варианта, например 05>.
4.2. Разработка технологического процесса изготовления и сборки изделия
Разработка технологического процесса - один из основных этапов выполнения курсового проекта.
При разработке технологического процесса изготовления изделий не-обходимо учитывать достижения науки и техники, опыт передовых предпри-ятий деревообрабатывающей промышленности, максимальную механизацию и автоматизацию техпроцессов, применение новых прогрессивных материалов и технологических режимов. Желательно, чтобы на основе анализа возможных вариантов технологического процесса был выбран и обоснован лучший из них.
8
Исходными данными для разработки технологического процесса служат сборочные чертежи изделия, чертежи деталей и техническое описание изделия, нормы точности и другие данные.
При выполнении курсового проекта технологический процесс изготовления изделия разрабатывается только на механическую обработку, начиная с раскроя материалов и заканчивая операцией устранения дефектов на деталях и сборочных единицах перед отделкой. Технологический процесс отделки изделия лакокрасочными и другими отделочными материалами в данном курсовом проекте не разрабатывается.
Технологический процесс изготовления брусковых деталей из сухих пиломатериалов (влажность древесины должна быть (8 ± 2) %) состоит из следующих этапов:
раскрой пиломатериалов по длине (торцовка) и по ширине или толщине (продольный раскрой) на заготовки;
первичная механическая обработка заготовок;склеивание заготовок в брус или в щит;вторичная механическая обработка.Цель первичной механической обработки - получение чистовых
заготовок. В первичную механическую обработку входят следующие операции: фугование и рейсмусование (строгание).
Для изготовления деталей небольшой длины (примерно до 700 мм) рекомендуется применять кратные заготовки, общая длина которых составляет более 1000 мм. В этом случае кратную заготовку распиливают уже на детали требуемой длины после ее обработки по толщине и ширине, что приводит к снижению потерь древесины на припуски и уменьшению трудоемкости изготовления деталей.
Технологический процесс изготовления клееных заготовок состоит из подготовки делянок (для щита) или ламелей (для бруса) и их склеивания.
Технология подготовки делянок к склеиванию включает в себя строгание заготовок с предварительным фугованием. При этом продолжительность хранения заготовок после строгания перед склеиванием не должно превышать 8 ч.
Если короткомерные делянки или ламели имеют такое же поперечное сечение, как заготовки, то на их концах фрезеруют зубчатые шипы и их склеивают по длине, а затем торцуют на заготовки требуемой длины. Для этой цели применяют специальные линии сращивания. Затем заготовки строгают и после этого склеивают по ширине или толщине.
Режимы склеивания заготовок из массивной древесины зависят от марки выбранного клея.
Цель вторичной механической обработки - получение деталей. Во вторичную механическую обработку входят следующие операции: фрезерование (шипов, проушин и других профилей), сверление отверстий, шлифование.
Технологический процесс изготовления щитов из ламинированной ДСтП и ДВП включает следующие операции:
9
1) раскрой плит на щитовые заготовки (первый вариант - без припусков на механическую обработку, второй вариант - с припуском на опиливание и фрезерование или только на фрезерование);
2) опиливание и фрезерование или только фрезерование заготовок в размер по ширине и длине (при втором варианте раскроя);
3) облицовывание кромок облицовочным материалом, снятие свесов по длине и толщине, смягчение ребер;
4) сверление отверстий под шканты и фурнитуру.Первый вариант раскроя ламинированной ДСтП предпочтительнее,
однако он применяется только при наличии форматно-обрезных станков высокой точности.
При составлении схемы технологического процесса необходимо исключить пересечение маршрутов движения заготовок, а также возвратных движений. Схема технологического процесса должна быть выполнена по форме, которая приведена в приложении 2.
Количество граф «стадии и операции технологических процессов» зависит от количества технологических операций. Технологические операции изготовления различных деталей и сборочных единиц, выполняемые на одинаковом оборудовании, на схеме должны обозначаться кружками, расположенными в одних вертикальных графах. При этом линии, соединяющие кружки, не должны пересекаться друг с другом.
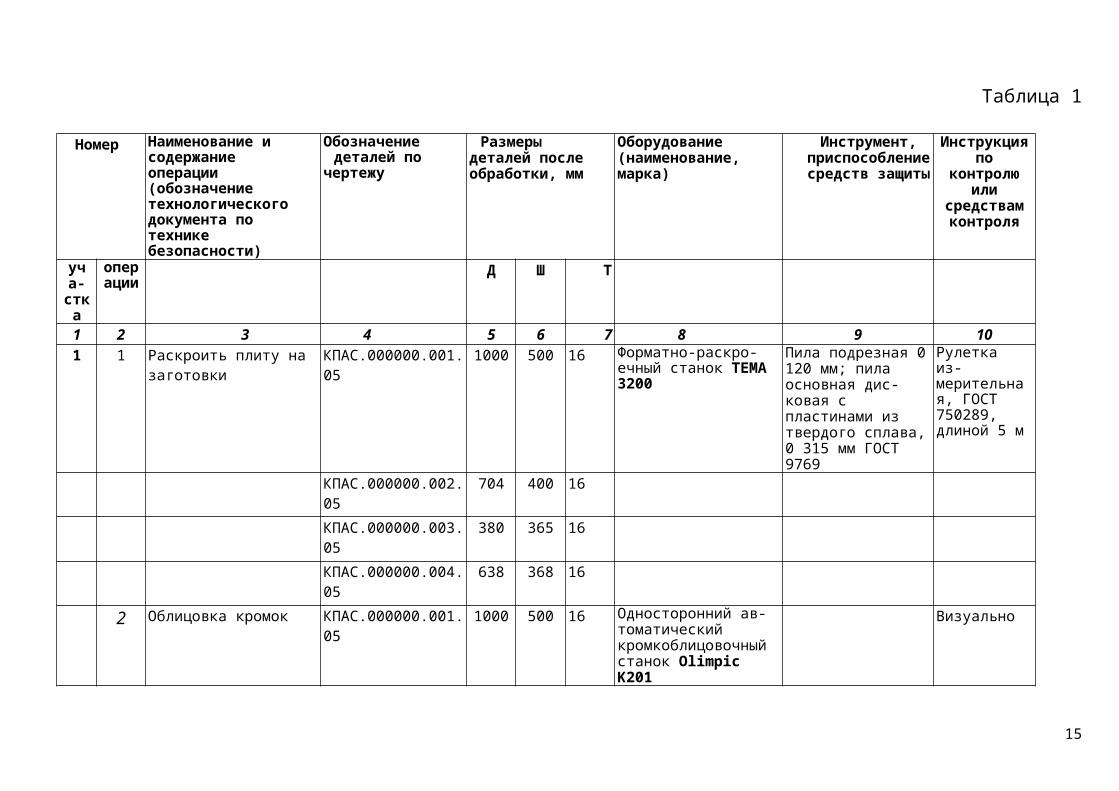
В карте технологического процесса приводятся содержание операции, размеры заготовок после выполнения данной операции, оборудование, режущий инструмент и средства измерения для контроля качества.
В содержание операции должно быть включено:- наименование операции, выражаемое глаголом в неопределенной
форме (например: раскроить, фрезеровать, сверлить и т. д.), по ГОСТ 3.1702-79;
- наименование обработанной поверхности (например, пласть, кромка ит. д.);- информация о размерах и их условных обозначениях.Здесь также указывается количество одновременно выполняемых
действий (например: согласно чертежу просверлить два сквозных отверстия диаметром 10 мм).
Допускается указывать в описании операции характер обработки (например: предварительная, окончательная). Также указываются режущий и измерительный инструменты, шаблоны и специальные приспособления, применяемые при выполнении этой операции.
После описания технологического процесса должны быть даны технические характеристики выбранного оборудования и ссылки на источники, приведенные в библиографическом списке.
Для осуществления технологического процесса механической обработки деталей и сборочных единиц изделия необходимо произвести выбор оборудования.
Выбор оборудования осуществляется на основании изучения перспективных и технологических процессов, а так же с учетом годовой программы изготовления изделия.
10
В карте технологического процесса также должны быть указаны сборочные операции.
Образец карты технологического процесса приведён в таблице 1.
11
Таблица 1
Номер Наименование и содержаниеоперации (обозначение технологического документа по технике безопасности)
Обозначениедеталей по чертежу
Размеры деталей после обработки, мм
Оборудование (наименование, марка)
Инструмент, приспособление средств защиты
Инструкция по контролю
или средствам контроля
уча-стка
опера-ции
Д Ш Т
1 2 3 4 5 6 7 8 9 101 1 Раскроить плиту на
заготовкиКПАС.000000.001.05 1000 500 16 Форматно-раскроечный
станок ТЕМА 3200Пила подрезная 0 120 мм; пила основная дисковая с пластинами из твердого сплава, 0 315 мм ГОСТ 9769
Рулетка из-мерительная, ГОСТ 750289, длиной 5 м
КПАС.000000.002.05 704 400 16
КПАС.000000.003.05 380 365 16
КПАС.000000.004.05 638 368 16
2 Облицовка кромок КПАС.000000.001.05 1000 500 16 Односторонний ав-томатический кромкоблицовочный станок Olimpic K201
Визуально
КПАС.000000.002.05 704 400 16
КПАС.000000.003.05 484 350 16
КПАС.000000.004.05 380 365 16
12
4.3. Расчет норм расхода основных и вспомогательных материаловК основным материалам в производстве изделий относятся материалы,
которые входят в состав изделия. К вспомогательным материалам относятся материалы, которые используются при производстве изделия, но не входят в его состав (например, шлифовальная шкурка, растворители и пр.).
Расчет норм расхода основных и вспомогательных материалов приводится ниже по методике [1].
Нормы расхода пиломатериалов и лущеного шпона рассчитываются в кубических метрах с точностью до пятого знака после запятой.
Нормы расхода древесностружечных (ДСтП) и древесноволокнистых (ДВП) плит, строганого шпона и облицовочных пленок рассчитываются в квадратных метрах с точностью до третьего знака после запятой.
Норма расхода материалов, применяемых при изготовлении одного изделия, рассчитывается для всех деталей или сборочных единиц в соответствии со спецификацией деталей. Размеры заготовок из древесины и древесных материалов должны учитывать припуски на обработку, нормативы припусков приведены в приложении 3.
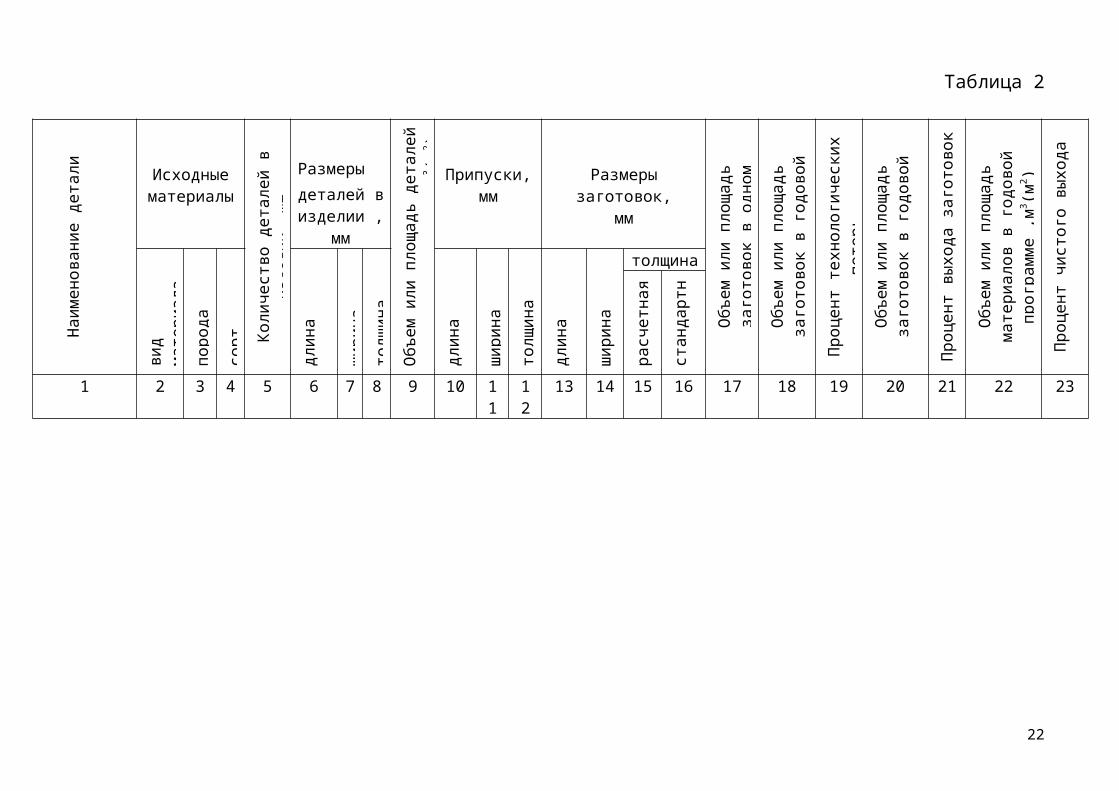
После определения норм расхода на изделие определяют расход материалов на выполнение годовой производственной программы. Сводная спецификация расхода древесных и облицовочных материалов на изготовление изделия показана в таблице 2.
Графы со 2 по 8 спецификации заполняются на основании рабочих чертежей и спецификации деталей на изделие.
Объем или площадь каждой детали в одном изделии (графа 9) определяется как произведение ее размеров на количество в изделии, т.е. данных граф 6, 7, 8 и 4 или 6, 7 и 4. В графах 10, 11, 12 указываются величины припусков на обработку, в графе 19 – процент технологических потерь, в графе 21 – процент выхода заготовок при раскрое.
При расчете заготовок из ДВП задней стенки изделия, которые после раскроя древесных материалов не обрабатываются по периметру, припуски не учитываются.
В таблице Б9 МУ указан процент полезного выхода для плит и фанеры. Остальные расчеты ведомости являются чисто арифметическими. Размеры заготовок (графы 13,14,15) определяются суммой размеров
деталей в чистоте и величин припусков на обработку. Размеры заготовок из ДСтП по длине (графа 13) находят сложением размера детали в чистоте (графа 6) с припуском по длине (графа 10), аналогично находят размер заготовки по ширине. Эти же припуски необходимо учитывать при расчете заготовок облицовочного материала, так как в технологическом процессе предусмотрено облицовывание пластей щитовых заготовок (с припусками). После облицовывания пластей опиливаются вначале продольные кромки с облицовыванием соответствующих кромок кромочным материалом, затем опиливаются и облицовываются поперечные кромки.
Объем заготовок (графа 17) определяется произведением их размеров и количества в изделии, т.е. данных граф 13,14,15 и 5; площадь листовых материалов – произведением данных граф 13,14 и 5.
13
В графе 17 указывается объем или площадь заготовок, необходимых для изготовления годовой программы.
В графе 20 записывается объем или площадь заготовок с учетом технологических потерь (Кт), т.е. данные графы 18 умножаются на (100 + Кт) и делятся на 100.
Объем или площадь древесных материалов, расходуемых на годовую программу (графа 22), определяется делением объема или площади заготовок (графа 20) на процент выхода заготовок при раскрое (графа 21) и умножением результатов на 100.
Показателем эффективности использования древесных материалов является процент чистого выхода (графа 23). Он определяется отношением объема или площади деталей в годовой программе (данные графы 9, умноженные на количество изделий в годовой программе) к объему или площади древесных материалов (графа 22) и умножением на 100.
В пояснительной записке приводятся по одному расчёту табличных значений детали на каждый вид материала изделия. Остальные значения заносятся в таблицу без указания расчётов.
Полученные значения граф 19 и 23 сравниваются с нормативными из Приложения 4. При необходимости производится коректировка расчётов.
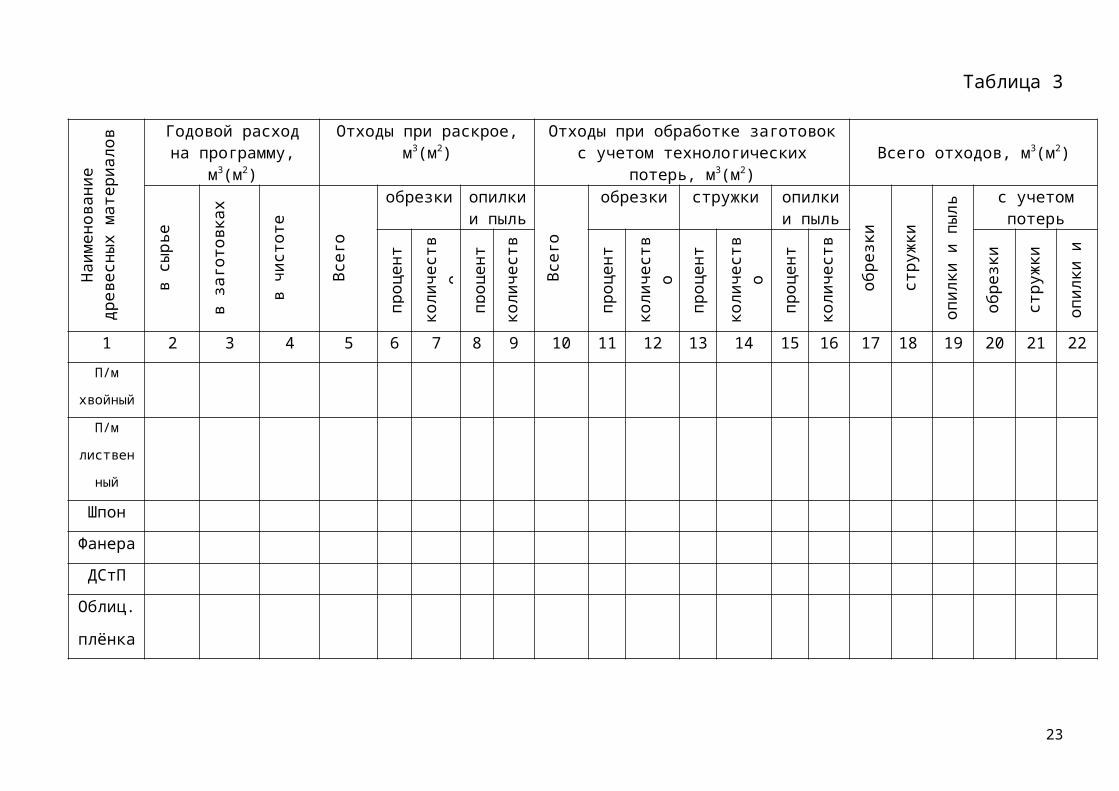
Количество отходов по стадиям обработки определяется из сводной спецификации расхода древесных и облицовочных материалов на изготовление изделия (таблица 2); во внимание принимаются суммарные данные по видам древесных материалов. Результаты сводятся в ведомость расчета количества отходов (таблица 3).
Данные граф 1-4 таблицы 3 берутся из результатов суммирования по видам материалов данных граф 21,19,9 таблицы 2, итог 9 графы умножается на годовую программу выпуска. Количество отходов при раскрое, графа 5 таблицы 2, равно разности объема древесных материалов, графа 2 и объема заготовок с учетом технологических потерь, графа 3.
При раскрое отходы получаются в виде обрезков, опилок и пыли. Количество обрезков, графа 6, составляет 90% - ДСтП, 90% -ДВП, 100% - материал облицовочный и 100% - кромочный пластик от количества отходов при раскрое; количество опилок и пыли, графа 8 - 10% - ДСтП и 10% - ДВП, облицовочная плёнка и кромочный пластик - по 0%.
Количество отходов при обработке заготовок с учетом технологических потерь, графа 10, равно разности объема заготовок с учетом технологических потерь, графа 4, и объема деталей в чистоте, графа 3.
При обработке заготовок отходы получаются в виде обрезков, стружек, опилок и пыли. Количество обрезков, графа 11, можно принять 5% - ДСтП, по 30% - облицовочная плёнка и кромочный пластик и 100% - ДВП от количества отходов, получаемых при обработке заготовок. Количество стружек, графа 13 – 80% ДСтП , по 70% - облицовочная плёнка и кромочный пластик и 0% -ДВП. Количество опилок, графа 15 – 15% - ДСтП, облицовочная плёнка и кромочный пластик и ДВП по 0%.
14
Отходы в виде обрезков суммируются и записываются в графу 17, в виде стружек – из 14 графы переносятся в 18 графу, в виде опилок и пыли (графы 9, 16) суммируются и записываются в графу 19.
В производстве есть безвозвратные отходы. Потери обрезков в среднем составляют 2% от их количества, поэтому в графу 20 записываются данные графы 17, умноженные на 0,98. Потери стружек, опилок и пыли составляют 10% от их количества, поэтому в графу 21 и 22 записываются соответственно данные граф 18 и 19, умноженные на 0,9.
Полученные отходы могут быть деловыми, т.е. возвращенными в производство в качестве вторичного сырья, и топливными.
Количество всех отходов составляет сумму данных граф 20, 21, 22 таблицы 3 по каждому виду материалов. Для изготовления мелких деталей может быть использовано около 70% обрезков, , и около 20% обрезков, получаемых при раскрое. Отрезки размером от 250 мм и выше можно склеивать по длине на зубчатый шип, что увеличивает выход основных заготовок на 8-12%. Для изготовления древесностружечных плит может остаться 10 % обрезков плит при раскрое, около 80% стружек, полученные в результате механической обработке древесностружечных плит, облицованных по пластям строганным шпоном.
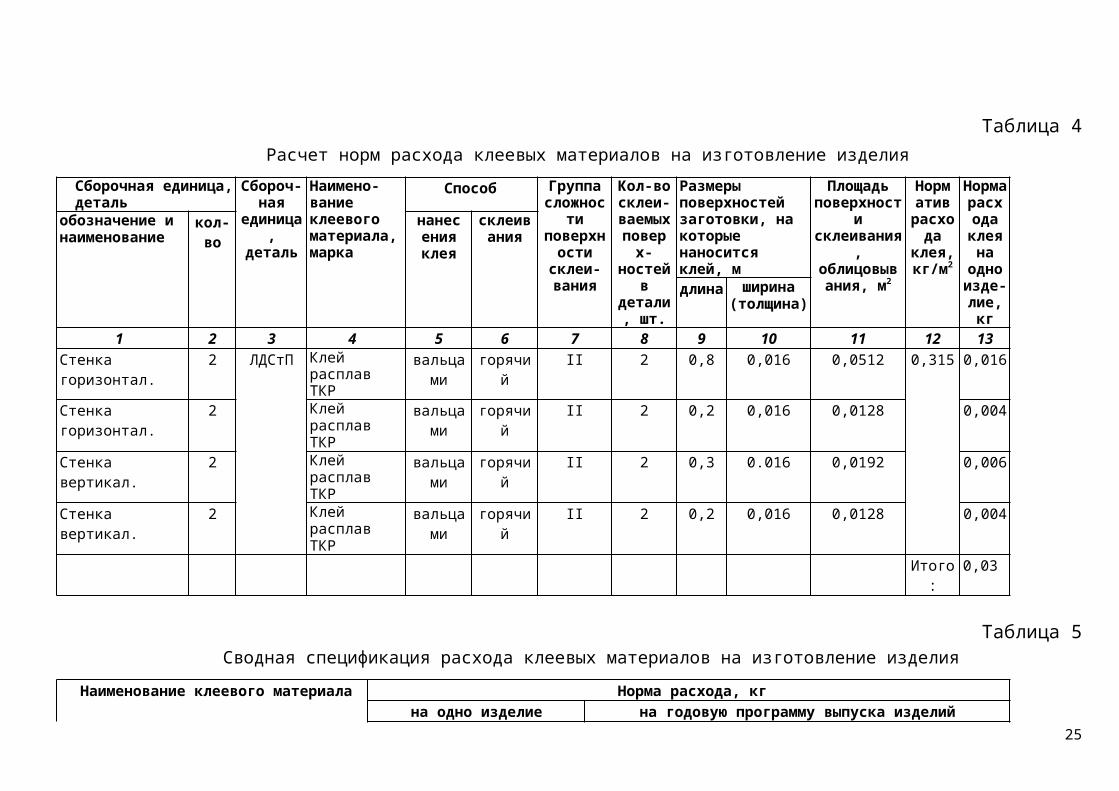
Расчет норм расхода клеевых материалов на изделие выполняется на каждый вид клея с учетом способа склеивания (горячий, холодный), метода нанесения клея (ручной, механизированный), вида склеиваемого материала и группы сложности склеиваемых поверхностей.
Склеиваемые поверхности подразделяются на следующие группы сложности:
I - пласти щитовых заготовок;II - кромки щитовых заготовок, пласти и кромки брусковых
заготовок;III - склеиваемые поверхности шиповых соединений.Сначала определяются площади склеиваемых поверхностей в
квадратных метрах с точностью до 0,001. Затем устанавливается норма расхода применяемых марок клея на изделие путем соответствующего суммирования данных графы 13 с учетом марки клея, вида склеиваемого материала, способа склеивания и метода нанесения клея.
Нормативы расхода рабочего раствора клеев некоторых марок, в зависимости от условий склеивания, приведены в приложении 5.
При облицовывании кромок щитовых заготовок из ДСтП шпоном или пластиком норматив расхода клея-расплава (ТКР-4) составляет 0,315 кг на 1 м.
После расчета норм клеевых материалов заполняется сводная спецификация расхода клеевых материалов, которая представлена в таблицах 4 и 5.
15
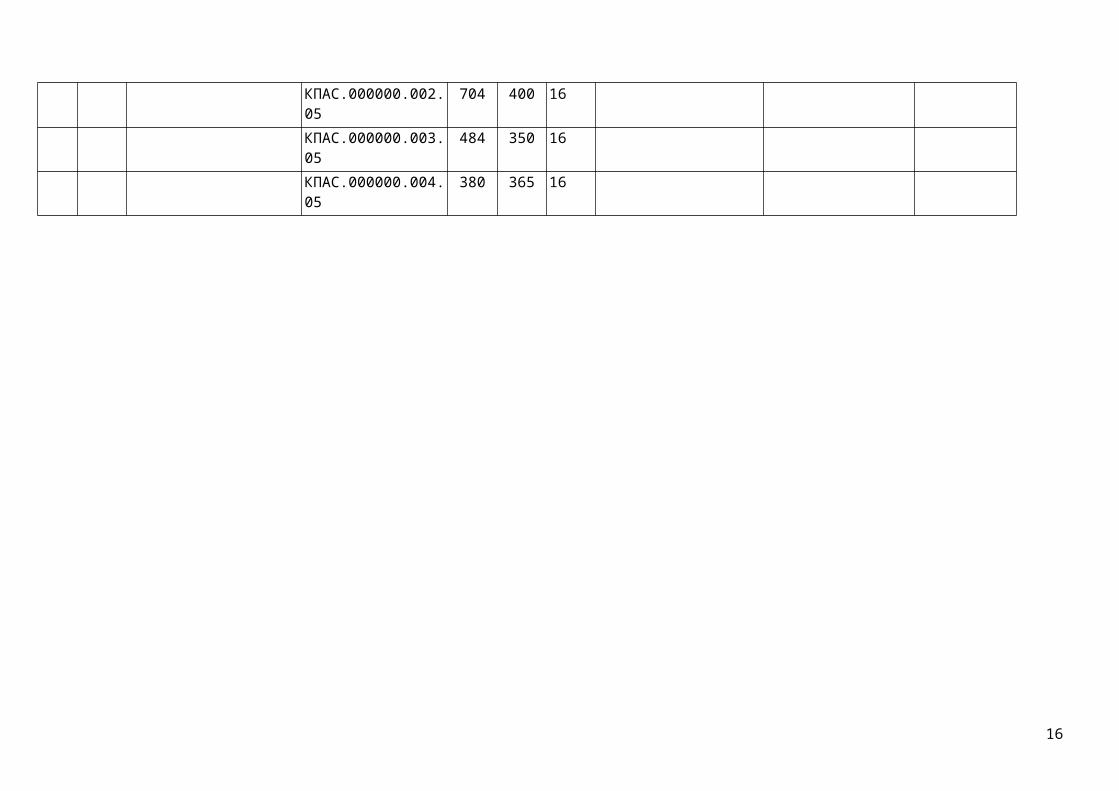
Таблица 2Н
аиме
нова
ние
дета
ли Исходные материалы
Кол
ичес
тво
дета
лей
в из
дели
и,
шт
Размерыдеталей в изделии ,
мм
Объ
ем и
ли п
лощ
адь
дета
лей
в од
ном
изде
лии
, м3 (м
2 ) Припуски, мм
Размеры заготовок,мм
Объ
ем и
ли п
лощ
адь
заго
тово
к в
одно
м из
дели
и, м
3 (м2 )
Объ
ем и
ли п
лощ
адь
заго
тово
к в
годо
вой
прог
рамм
е, м
3 (м2 )
Про
цент
тех
ноло
гиче
ских
по
терь
Объ
ем и
ли п
лощ
адь
заго
тово
к в
годо
вой
прог
рамм
е с
уче
том
техн
олог
ичес
ких
поте
рь, м
3 (м2 )
Про
цент
вы
хода
заг
отов
ок
Объ
ем и
ли п
лощ
адь
мате
риал
ов в
год
овой
пр
огра
мме
,м3 (м
2 )
Про
цент
чис
того
вы
хода
вид
мате
риал
а
поро
да
сорт
длин
а
шир
ина
толщ
ина
длин
а
шир
ина
толщ
ина
длин
а
шир
ина
толщина
расч
етна
я
стан
дарт
ная
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
16
Таблица 3Н
аиме
нова
ние
древ
есны
х ма
тери
алов
Годовой расход на программу, м3(м2)
Отходы при раскрое, м3(м2) Отходы при обработке заготовок с учетом технологических потерь, м3(м2) Всего отходов, м3(м2)
в сы
рье
в за
гото
вках
в чи
стот
е
Все
го
обрезки опилки и пыль
Все
го
обрезки стружки опилки и пыль
обре
зки
стру
жки
опил
ки и
пы
ль
с учетом потерь
проц
ент
коли
чест
во
проц
ент
коли
чест
во
проц
ент
коли
чест
во
проц
ент
коли
чест
во
проц
ент
коли
чест
во
обре
зки
стру
жки
опил
ки и
пы
ль
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
П/м
хвойный
П/м
лиственны
й
Шпон
Фанера
ДСтП
Облиц.
плёнка
Кром. пл
ДВП
17
Таблица 4Расчет норм расхода клеевых материалов на изготовление изделия
Сборочная единица, деталь
Сбороч-ная
единица, деталь
Наимено-вание клеевогоматериала, марка
Способ Группа сложност
и поверхно-сти склеи-
вания
Кол-во склеи-
ваемых поверх-ностей в детали,
шт.
Размеры поверхностей заготовки, на которые наносится клей, м
Площадь поверхности склеивания, облицовыва-
ния, м2
Норма-тив
расхода клея, кг/м2
Норма расхо-
да клея
на одно изде-лие, кг
обозначение и наименование
кол-во
нанесе-ния клея
склеива-ния
длина ширина (толщина)
1 2 3 4 5 6 7 8 9 10 11 12 13Стенка горизонтал. 2 ЛДСтП Клей расплав
ТКРвальцами горячий II 2 0,8 0,016 0,0512 0,315 0,016
Стенка горизонтал. 2 Клей расплав ТКР
вальцами горячий II 2 0,2 0,016 0,0128 0,004
Стенка вертикал. 2 Клей расплав ТКР
вальцами горячий II 2 0,3 0.016 0,0192 0,006
Стенка вертикал. 2 Клей расплав ТКР
вальцами горячий II 2 0,2 0,016 0,0128 0,004
Итого: 0,03
Таблица 5Сводная спецификация расхода клеевых материалов на изготовление изделия
Наименование клеевого материала Норма расхода, кгна одно изделие на годовую программу выпуска изделий
1 2 3Клей расплав ТКР-4 0,03 3000
18
Для шлифования заготовок применяются шлифовальные шкурки на бу-мажной (ГОСТ 6456) или на тканевой (ГОСТ 5009) основе. Нормы расхода шлифовальных шкурок на изготовление изделия рассчитываются по видам основ и номерам зернистости. Нормативы расхода шлифовальных шкурок приведены в приложении 6.
В технологических процессах изготовления составных частей изделий, разрабатываемых в курсовых проектах, предусмотрены следующие операции шлифования заготовок:
шлифование (калибрование) заготовок из ДСтП перед их облицовыва-нием шлифовальной шкуркой на тканевой основе зернистостью - № 32-16;
шлифование пластей и кромок щитовых заготовок после их облицо-вывания строганым шпоном; при этом могут быть использованы шлифо-вальные шкурки на бумажной или на тканевой основе зернистостью № 25-20 (ясень, дуб, бук, береза) или 20-16 (красное дерево, орех) - первое шлифо-вание, № 12-10 - второе шлифование, № 8 - третье шлифование;
шлифование заготовок брусковых деталей изготовленных из пиломате-риалов: заготовки шлифуют шкуркой зернистостью № 20-16 - первое шлифо-вание, № 8 - второе шлифование.
Исходными данными для расчета норм расхода шлифовальных шкурок являются:
площадь шлифуемых поверхностей заготовок;нормативы расхода шлифовальных шкурок, установленные в зависимо-
сти от различных факторов (вида основы шкурки, номера зернистости, способа шлифования - станочное или ручное, материала шлифуемой заготовки и формы шлифуемой поверхности и др.).
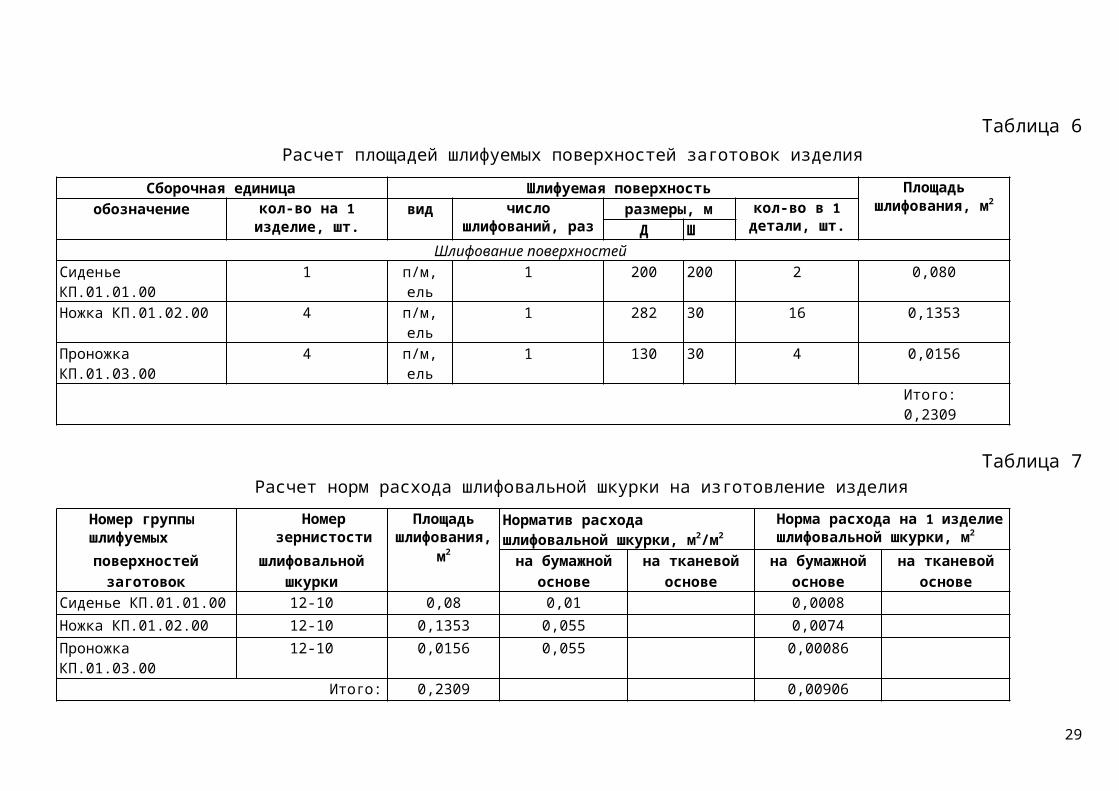
Расчет площадей шлифуемых поверхностей заготовок выполняется в табличной форме. Пример расчета приведен в таблице 6.
Затем определяются нормы расхода шлифовальной шкурки. Пример расчета показан в таблице 7.
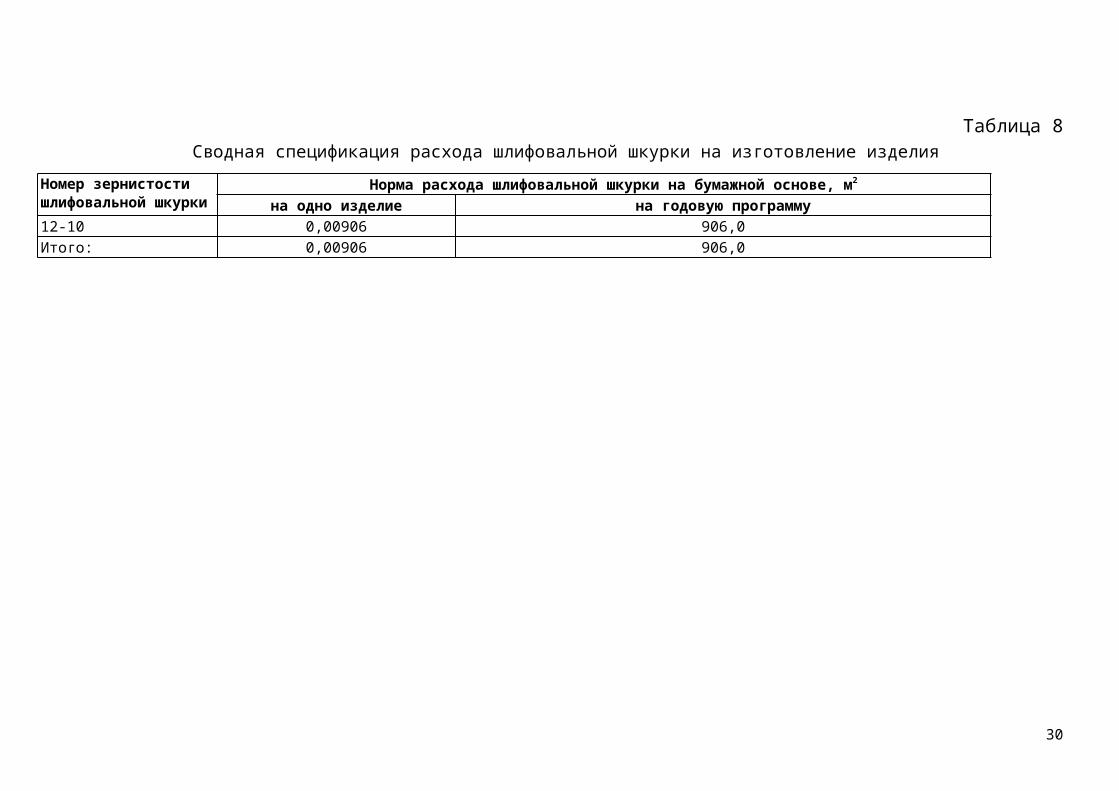
После этого составляется сводную спецификацию расхода шлифовальной шкурки на изготовление одного изделия и определяется ее расход на годовую производственную программу. Пример составления спецификации приведен в таблице 8.
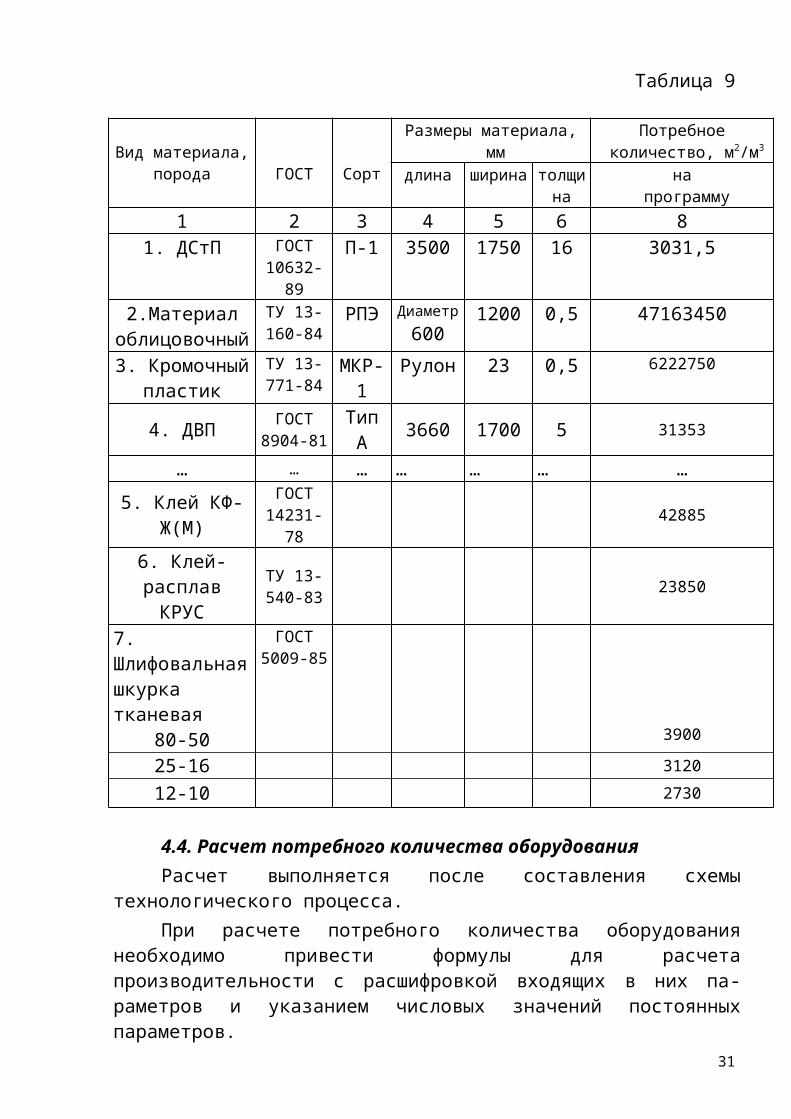
Расчет потребности в материалах заканчивается составлением спецификации на годовую программу.
Результаты заносятся в таблицу 9 – «Спецификация используемых материалов».
19
Таблица 6Расчет площадей шлифуемых поверхностей заготовок изделия
Сборочная единица Шлифуемая поверхность Площадь шлифования, м2обозначение кол-во на 1 изделие,
шт.вид число шлифований,
разразмеры, м кол-во в 1
детали, шт.Д ШШлифование поверхностей
Сиденье КП.01.01.00 1 п/м, ель 1 200 200 2 0,080Ножка КП.01.02.00 4 п/м, ель 1 282 30 16 0,1353Проножка КП.01.03.00 4 п/м, ель 1 130 30 4 0,0156
Итого: 0,2309
Таблица 7Расчет норм расхода шлифовальной шкурки на изготовление изделия
Номер группы шлифуемых
Номер зернистости
Площадь шлифования,
м2
Норматив расходашлифовальной шкурки, м2/м2
Норма расхода на 1 изделие шлифовальной шкурки, м2
поверхностей шлифовальной на бумажной на тканевой на бумажной на тканевойзаготовок шкурки основе основе основе основе
Сиденье КП.01.01.00 12-10 0,08 0,01 0,0008Ножка КП.01.02.00 12-10 0,1353 0,055 0,0074Проножка КП.01.03.00 12-10 0,0156 0,055 0,00086
Итого: 0,2309 0,00906
Таблица 8Сводная спецификация расхода шлифовальной шкурки на изготовление изделия
Номер зернистости шлифовальной шкурки
Норма расхода шлифовальной шкурки на бумажной основе, м2
на одно изделие на годовую программу12-10 0,00906 906,0Итого: 0,00906 906,0
20
Таблица 9
Вид материала,порода ГОСТ Сорт
Размеры материала, мм
Потребное количество, м2/м3
длина ширина толщина
на программу
1 2 3 4 5 6 81. ДСтП ГОСТ
10632-89П-1 3500 1750 16 3031,5
2.Материал облицовочный
ТУ 13-160-84
РПЭ Диаметр 600
1200 0,5 47163450
3. Кромочный пластик
ТУ 13-771-84
МКР-1
Рулон 23 0,5 6222750
4. ДВП ГОСТ 8904-81
Тип А 3660 1700 5 31353
… … … … … … …5. Клей КФ-
Ж(М)ГОСТ
14231-78 42885
6. Клей-расплавКРУС
ТУ 13-540-83 23850
7. Шлифовальная шкурка тканевая
80-50
ГОСТ 5009-85
390025-16 3120
12-10 2730
4.4. Расчет потребного количества оборудованияРасчет выполняется после составления схемы технологического
процесса.При расчете потребного количества оборудования необходимо
привести формулы для расчета производительности с расшифровкой входящих в них параметров и указанием числовых значений постоянных параметров.
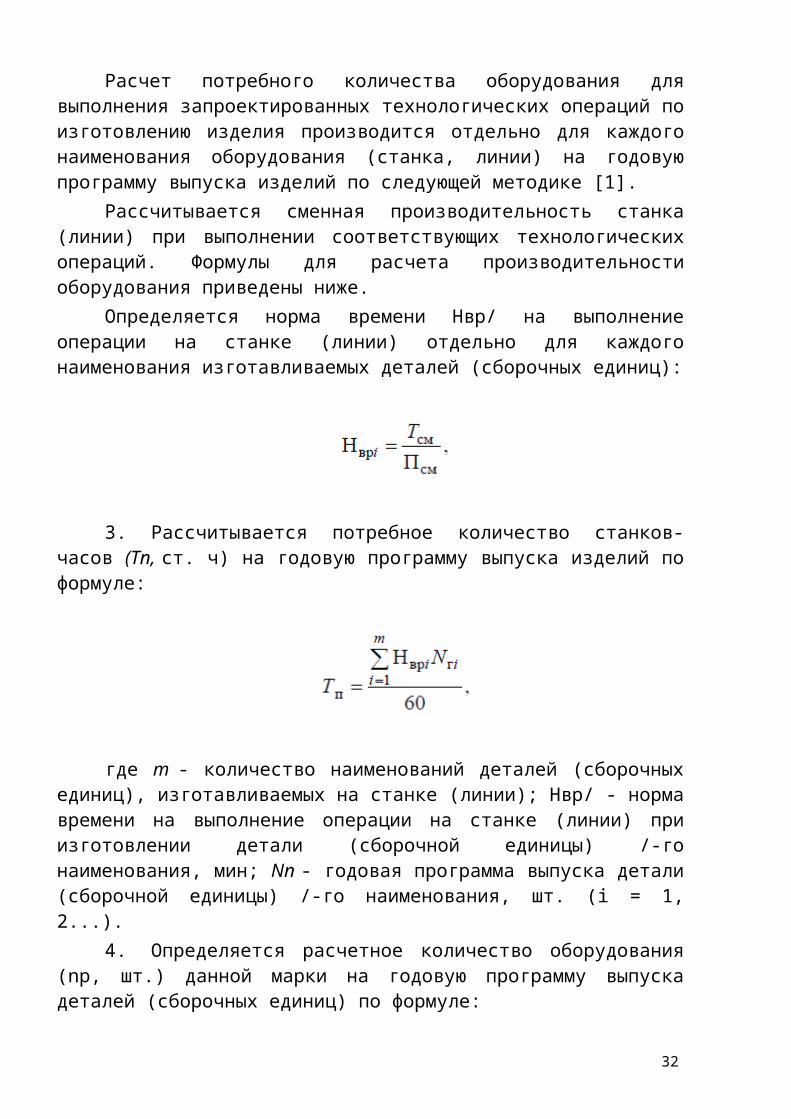
Расчет потребного количества оборудования для выполнения запроектированных технологических операций по изготовлению изделия производится отдельно для каждого наименования оборудования (станка, линии) на годовую программу выпуска изделий по следующей методике [1].
Рассчитывается сменная производительность станка (линии) при выпол-нении соответствующих технологических операций. Формулы для расчета производительности оборудования приведены ниже.
Определяется норма времени Нвр/ на выполнение операции на станке (линии) отдельно для каждого наименования изготавливаемых деталей (сборочных единиц):
21
3. Рассчитывается потребное количество станков-часов (Тп, ст. ч) на годовую программу выпуска изделий по формуле:
где m - количество наименований деталей (сборочных единиц), изготавливаемых на станке (линии); Нвр/ - норма времени на выполнение операции на станке (линии) при изготовлении детали (сборочной единицы) /-го наименования, мин; Nn - годовая программа выпуска детали (сборочной единицы) /-го наименования, шт. (i = 1, 2...).
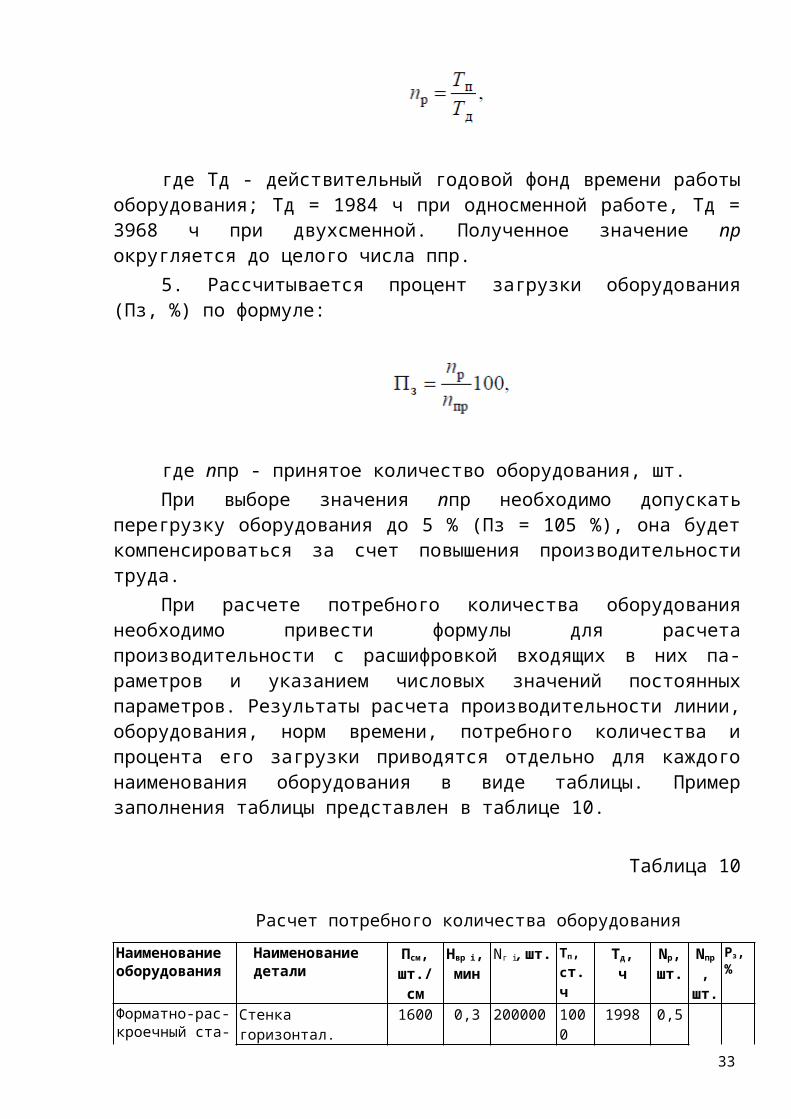
4. Определяется расчетное количество оборудования (np, шт.) данной марки на годовую программу выпуска деталей (сборочных единиц) по формуле:
где Тд - действительный годовой фонд времени работы оборудования; Тд = 1984 ч при односменной работе, Тд = 3968 ч при двухсменной. Полученное значение пр округляется до целого числа ппр.
5. Рассчитывается процент загрузки оборудования (Пз, %) по формуле:
где ппр - принятое количество оборудования, шт.При выборе значения ппр необходимо допускать перегрузку
оборудования до 5 % (Пз = 105 %), она будет компенсироваться за счет повышения производительности труда.
22
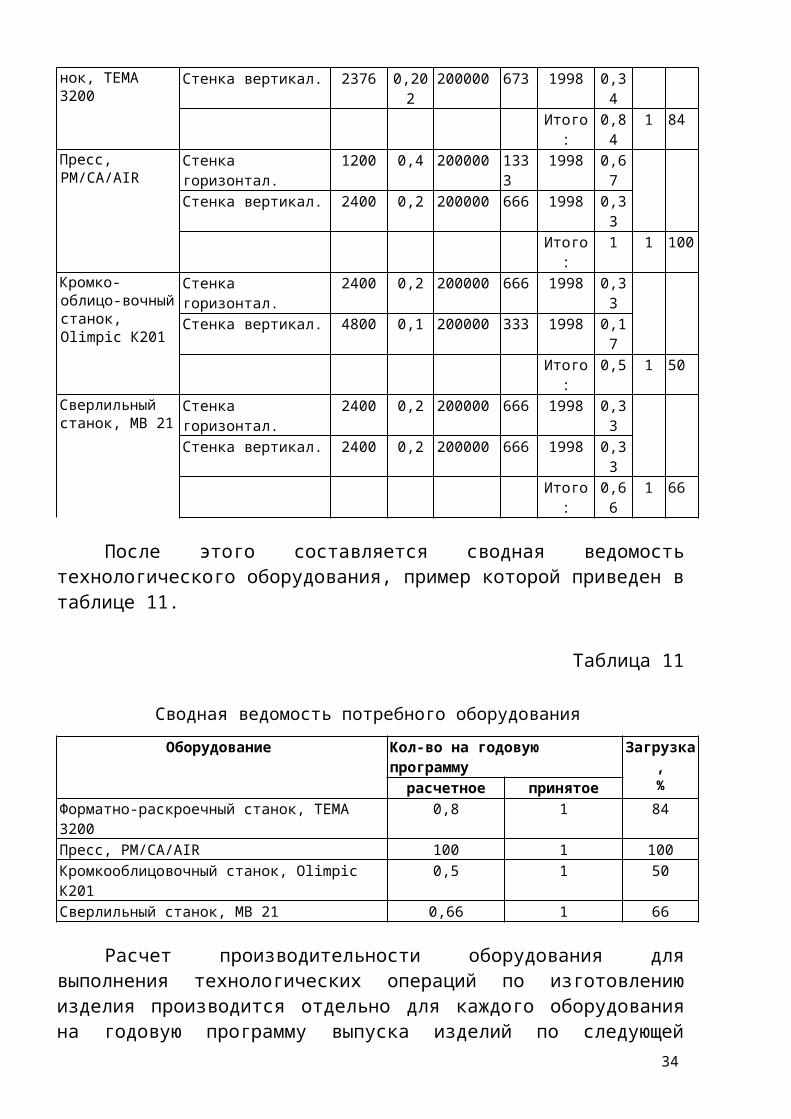
При расчете потребного количества оборудования необходимо привести формулы для расчета производительности с расшифровкой входящих в них параметров и указанием числовых значений постоянных параметров. Результаты расчета производительности линии, оборудования, норм времени, потребного количества и процента его загрузки приводятся отдельно для каждого наименования оборудования в виде таблицы. Пример заполнения таблицы представлен в таблице 10.
Таблица 10
Расчет потребного количества оборудования
Наименование оборудования
Наименование детали
Псм,шт./см
Нвр i,мин
Nг i, шт. Тп, ст. ч
Тд,ч
Nр,шт.
Nпр,шт.
Pз,%
Форматно-рас-кроечный станок, ТЕМА 3200
Стенка горизонтал. 1600 0,3 200000 1000 1998 0,5Стенка вертикал. 2376 0,202 200000 673 1998 0,34
Итого: 0,84 1 84Пресс, PM/CA/AIR
Стенка горизонтал. 1200 0,4 200000 1333 1998 0,67Стенка вертикал. 2400 0,2 200000 666 1998 0,33
Итого: 1 1 100Кромко-облицо-вочный станок, Olimpic К201
Стенка горизонтал. 2400 0,2 200000 666 1998 0,33Стенка вертикал. 4800 0,1 200000 333 1998 0,17
Итого: 0,5 1 50Сверлильный станок, МВ 21
Стенка горизонтал. 2400 0,2 200000 666 1998 0,33Стенка вертикал. 2400 0,2 200000 666 1998 0,33
Итого: 0,66 1 66
После этого составляется сводная ведомость технологического оборудования, пример которой приведен в таблице 11.
Таблица 11
Сводная ведомость потребного оборудования
Оборудование Кол-во на годовую программу Загрузка,%расчетное принятое
Форматно-раскроечный станок, ТЕМА 3200 0,8 1 84Пресс, PM/CA/AIR 100 1 100Кромкооблицовочный станок, Olimpic К201 0,5 1 50Сверлильный станок, МВ 21 0,66 1 66
Расчет производительности оборудования для выполнения технологиче-ских операций по изготовлению изделия производится отдельно для каждого оборудования на годовую программу выпуска изделий по следующей методике [1].
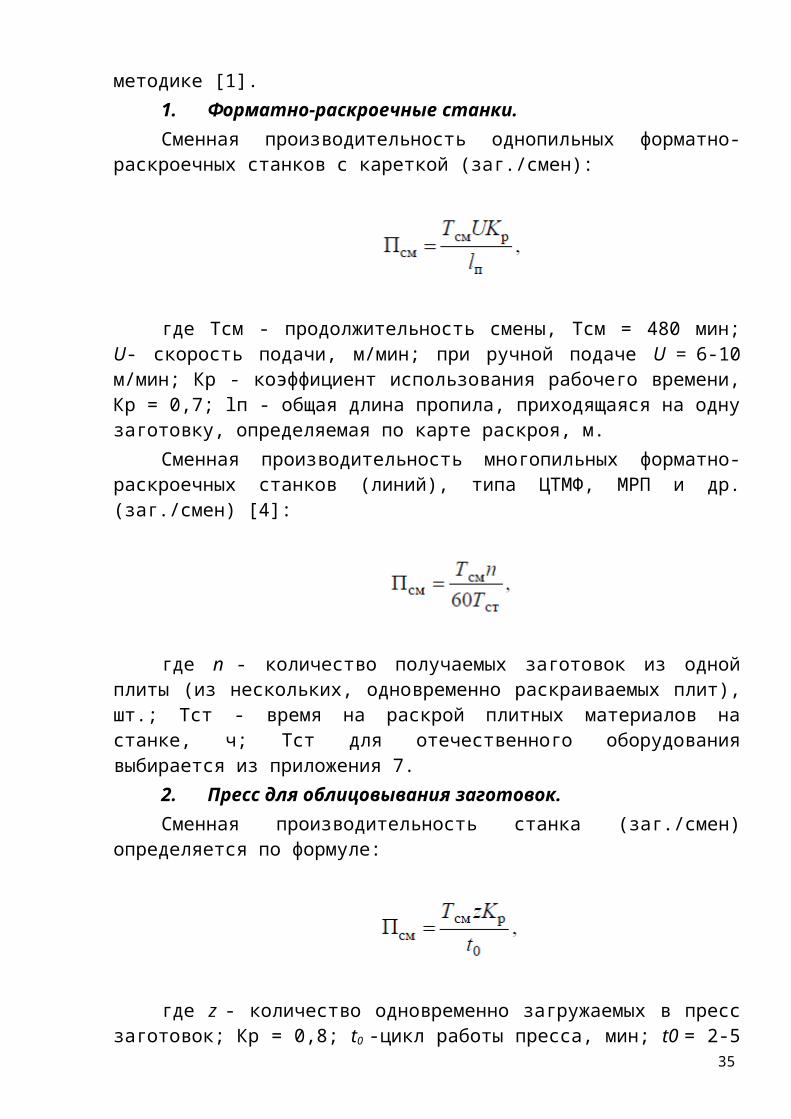
1. Форматно-раскроечные станки.Сменная производительность однопильных форматно-раскроечных
станков с кареткой (заг./смен):
23
где Тсм - продолжительность смены, Тсм = 480 мин; U- скорость подачи, м/мин; при ручной подаче U = 6-10 м/мин; Кр - коэффициент использования рабочего времени, Кр = 0,7; lп - общая длина пропила, приходящаяся на одну заготовку, определяемая по карте раскроя, м.
Сменная производительность многопильных форматно-раскроечных станков (линий), типа ЦТМФ, МРП и др. (заг./смен) [4]:
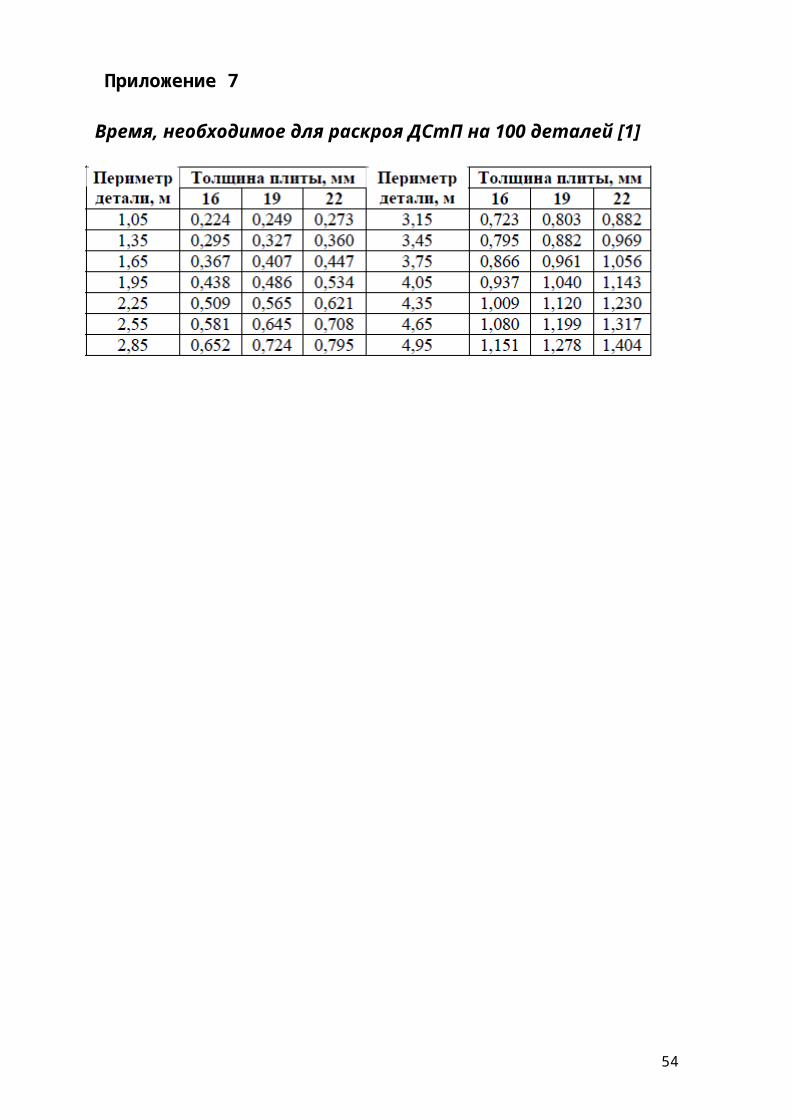
где п - количество получаемых заготовок из одной плиты (из нескольких, одновременно раскраиваемых плит), шт.; Тст - время на раскрой плитных материалов на станке, ч; Тст для отечественного оборудования выбирается из приложения 7.
2. Пресс для облицовывания заготовок.Сменная производительность станка (заг./смен) определяется по
формуле:
где z - количество одновременно загружаемых в пресс заготовок; Кр = 0,8; t0 -цикл работы пресса, мин; t0 = 2-5 мин, меньшее значение - при малом количестве одновременно прессуемых заготовок, большее - при большом количестве прессуемых заготовок.
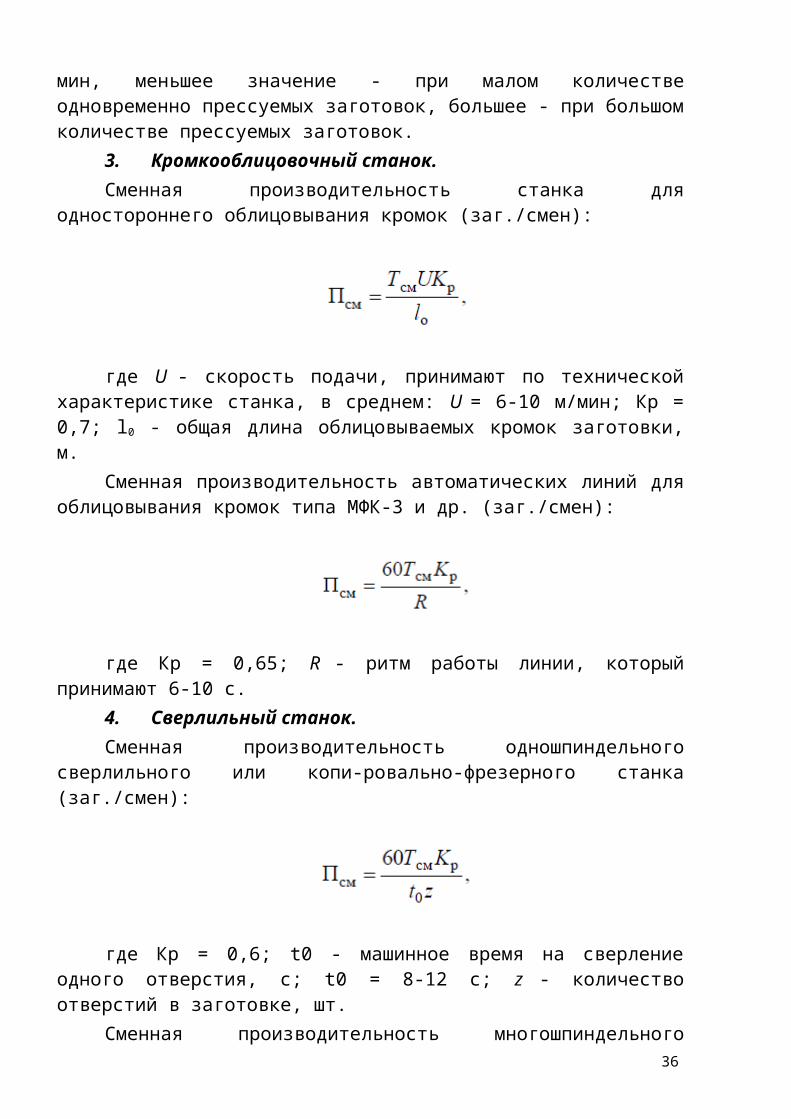
3. Кромкооблицовочный станок.Сменная производительность станка для одностороннего
облицовывания кромок (заг./смен):
где U - скорость подачи, принимают по технической характеристике
24
станка, в среднем: U = 6-10 м/мин; Кр = 0,7; l0 - общая длина облицовываемых кромок заготовки, м.
Сменная производительность автоматических линий для облицовывания кромок типа МФК-3 и др. (заг./смен):
где Кр = 0,65; R - ритм работы линии, который принимают 6-10 с.4. Сверлильный станок.Сменная производительность одношпиндельного сверлильного или
копи-ровально-фрезерного станка (заг./смен):
где Кр = 0,6; t0 - машинное время на сверление одного отверстия, с; t0 = 8-12 с; z - количество отверстий в заготовке, шт.
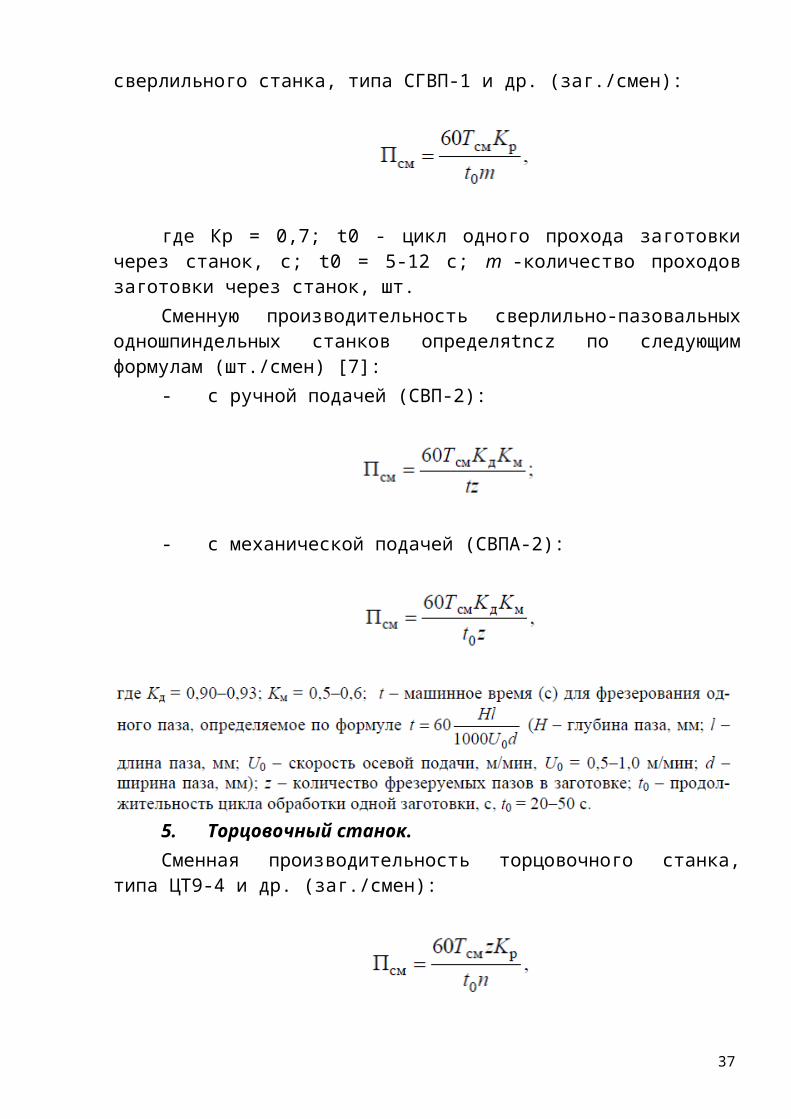
Сменная производительность многошпиндельного сверлильного станка, типа СГВП-1 и др. (заг./смен):
где Кр = 0,7; t0 - цикл одного прохода заготовки через станок, с; t0 = 5-12 с; m -количество проходов заготовки через станок, шт.
Сменную производительность сверлильно-пазовальных одношпиндельных станков определяtncz по следующим формулам (шт./смен) [7]:
- с ручной подачей (СВП-2):
- с механической подачей (СВПА-2):
25
5. Торцовочный станок.Сменная производительность торцовочного станка, типа ЦТ9-4 и др.
(заг./смен):
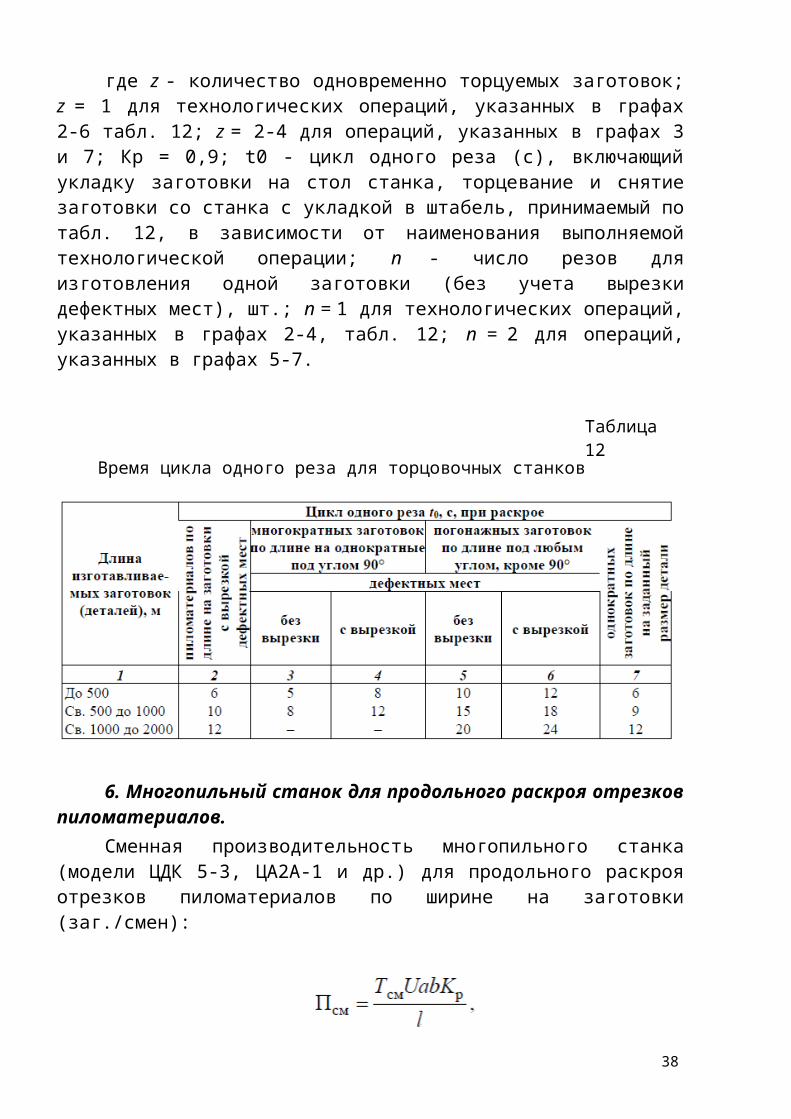
где z - количество одновременно торцуемых заготовок; z = 1 для технологических операций, указанных в графах 2-6 табл. 12; z = 2-4 для операций, указанных в графах 3 и 7; Кр = 0,9; t0 - цикл одного реза (с), включающий укладку заготовки на стол станка, торцевание и снятие заготовки со станка с укладкой в штабель, принимаемый по табл. 12, в зависимости от наименования выполняемой технологической операции; n - число резов для изготовления одной заготовки (без учета вырезки дефектных мест), шт.; n = 1 для технологических операций, указанных в графах 2-4, табл. 12; n = 2 для операций, указанных в графах 5-7.
Таблица 12Время цикла одного реза для торцовочных станков
26
6. Многопильный станок для продольного раскроя отрезков пиломатериалов.
Сменная производительность многопильного станка (модели ЦДК 5-3, ЦА2А-1 и др.) для продольного раскроя отрезков пиломатериалов по ширине на заготовки (заг./смен):
где U - скорость подачи, м/мин; а - кратность отрезков по длине, зависящая от требуемых длин заготовок, длину кратного отрезка обычно принимают от 1000 до 2000 мм; b - кратность отрезка по ширине, мм; Кр = 0,9; l - длина распиливаемого отрезка, м.
7. Фуговальный станок с ручной подачей.Сменная производительность станка (заг./смен) определяется по
формуле:
где U = 8-12 м/мин; Кр = 0,8; 1з - длина обрабатываемых заготовок, м; m - среднее число проходов заготовки через станок; m = 2 для каждой обрабатываемой стороны заготовки; с - число обрабатываемых сторон заготовки.
8. Рейсмусовый или четырехсторонние продольно-фрезерные станки.
Сменную производительность рейсмусовых или четырехсторонних про-дольно-фрезерных станков (заг./смен) рассчитывают по формуле:
где U - скорость подачи, м/мин, принимаемая по технической характеристике станка; z - число одновременно обрабатываемых на станке заготовок, z = 3-5 шт. - при обработке на рейсмусовом станке; z = 1 - при обработке на четырехстороннем продольно-фрезерном станке; Км = 0,8-0,9; lз - длина обрабатываемых заготовок, м; m - число проходов заготовки через станок.
9. Фрезерный станок.
27
Сменная производительность при фрезеровании паза или фальца на фрезерных станках модели ФС-1 и др., рассчитывается по формуле, (заг./смен):
где U = 6-8 м/мин; Кр = 0,6-0,7; l - длина фрезеруемого паза (фальца в заготовке), м.
Сменная производительность при фрезеровании шипов на фрезерных станках модели ФСШ-1 и др. (заг./смен) рассчитывается по формуле
где z - количество одновременно обрабатываемых заготовок в одном пакете толщиной 100 мм, определяемое по формуле 100/h (h - толщина заготовки, мм); Кр = 0,5-0,6; t0 - цикл обработки одного пакета заготовок, мин; t0 = 0,8-1,2 мин; п - количество обрабатываемых концов заготовки.
10. Шипорезный станок.Производительность односторонних шипорезных станков для
формирования рамных и ящичных шипов (заг./смен) [4]:
где Кр = 0,9-0,93; Км - коэффициент использования машинного времени, Км = 0,5-0,6; U - скорость перемещения каретки (подача стола), м/мин; п - количество одновременно обрабатываемых заготовок; S - ход перемещения стола (перемещение стола), м; z - количество обрабатываемых концов заготовки.
Производительность двусторонних шипорезных станков для формирования рамных шипов (заг./смен) [4]:
28
где Кр = 0,75-0,8; Км = 0,5-0,6; U - скорость подачи, м/мин; U = 1,5-16 м/мин; n - количество одновременно обрабатываемых заготовок; S0 - шаг между упорами цепей механизма подачи, м; S0 = 0,25 м.
11. Шлифовальные станки.Сменная производительность шлифовальных станков с ручным
перемещением стола и утюжка (моделей ШлПС-6М, ШлПС-8М) (заг./смен) [1]:
где U - скорость перемещения утюжка, м/мин, U = 3-6 м/мин; с - ширина утюжка, м; для вышеуказанных моделей шлифовальных станков, с = 0,16 м; Кр = 0,65-0,75; l - длина шлифуемой поверхности заготовки, м; b - ширина шлифуемой поверхности заготовки, м; p - коэффициент перекрытия перемещений утюжка по ширине шлифуемой заготовки; p = 1,5; z - число шлифований для получения требуемой шероховатости поверхности; n - количество шлифуемых пластей заготовки.
Сменная производительность шлифовальных станков с конвейерной подачей (моделей ШлПС-9, ШлПС-10), а также линий (моделей МКШ-3, МКШ-4), определяется по формуле (шт./смен) [1]:
где U - скорость подачи м/мин, U = 16 м/мин; Кр = 0,8; l - длина шлифуемой заготовки, м; 1р - величина межторцовых разрывов между шлифуемыми заготовками, 1р = 0,25 м; m - количество проходов заготовки через станок при шлифовании одной поверхности; m = 2 для станков; m = 1 для линий; n - количество шлифуемых пластей заготовки.
29
Библиографический список
1. Стовпюк, Ф. С. Технология изделий из древесины [Текст] : учеб. посо-бие / Ф. С. Стовпюк, Е. Н. Кандакова. - СПб. : ЛТА, 2007. - 94 с.
2. Гончаров, Н. А. Технология изделий из древесины [Текст] : учебник / Н. А. Гончаров, В. Ю. Башинский, Б. М. Буглай. - М. : Лесн. пром-сть, 1990. -528 с.
3. Справочник мебельщика. Конструкции и функциональные размеры. Материалы. Технология производства [Текст] / под ред. В. П. Бухтиярова. - М. : Лесн. пром-сть, 1985. - 360 с.
4. Справочник мебельщика. Станки и инструменты. Организация произ-водства и контроль качества [Текст] / под ред. В. П. Бухтиярова. - М. : Лесн. пром-сть, 1985. - 379 с.
5. Стержнев, Ю. Ф. Практическое руководство по конструированию мебели [Текст] / Ю. Ф. Стержнев. - СПб. : Политехника, 2000. - 226 с.
6. Стовпюк, Ф. С. Конструирование изделий из древесины [Текст] : учеб. пособие / Ф. С. Стовпюк, Е. Н. Кандакова. - СПб. : ЛТА, 2005. - 115 с.
7. Стовпюк, Ф. С. Технология изделий из древесины [Текст] : пособие по курсовому проектированию с элементами НИРС для студентов спец. 1720 / Ф. С. Стовпюк. - Л., 1987. - 90 с.
8. Базанов, Л. Ф. Разработка конструкции изделия [Текст] : учеб. пособие / Л. Ф. Базанов, В. М. Цухло. - М. : МГУЛ, 2004. - 75 с.
9. Мамонтов, Е. А. Практикум по проектированию технологических процессов изделий деревообработки [Текст] : учеб. пособие / - СПб. : Профи, 2010. – 334 с.
30
Приложение 1
Образец оформления титульного листа курсового проекта
КОГОАУ СПО «Колледж промышленностии автомобильного сервиса»
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
Курсовой проект.
Вариант № ____
Изделие:______________________________________________
Выполнил: студент гр. ТД-_____________________________
(Ф.И.О.)
Проверил: _________________ (Ф.И.О.)
Киров 2016
31
Приложение 2
Образец схемы технологического процесса
32
Приложение 3
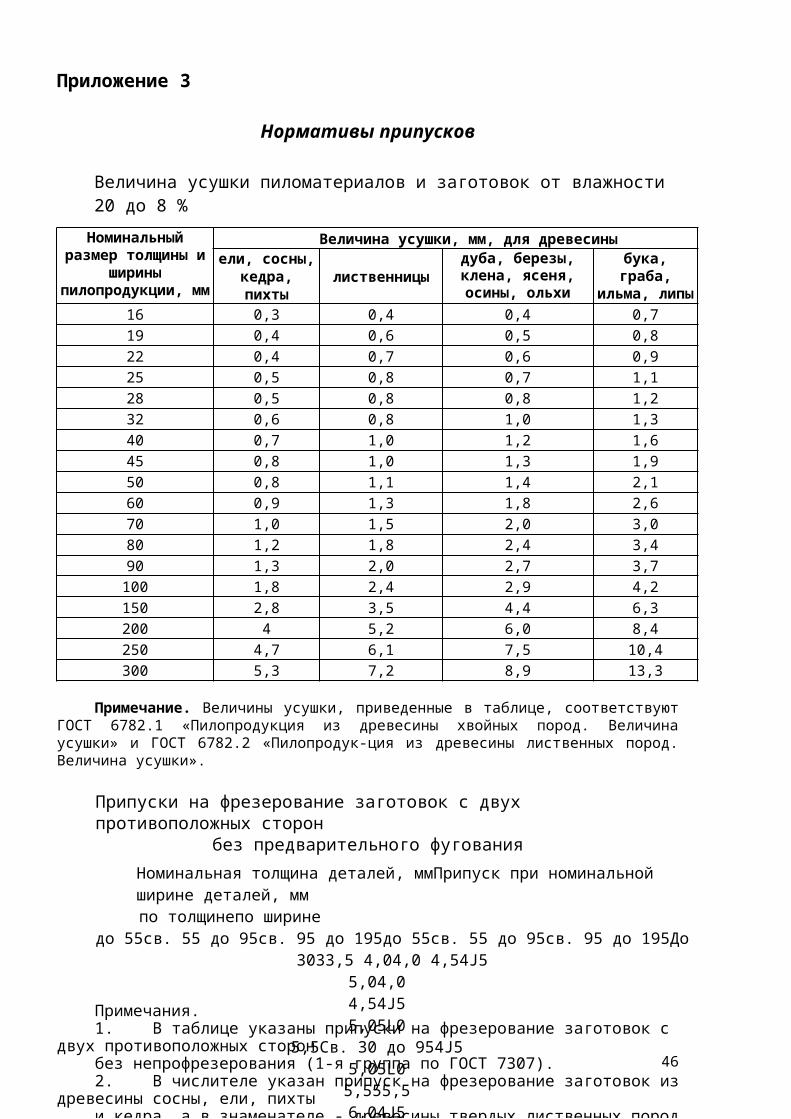
Нормативы припусков
Величина усушки пиломатериалов и заготовок от влажности 20 до 8 %
Номинальный размер толщины и ширины пилопродукции, мм
Величина усушки, мм, для древесиныели, сосны,
кедра, пихты лиственницы дуба, березы, клена, ясеня, осины, ольхи
бука, граба, ильма, липы
16 0,3 0,4 0,4 0,719 0,4 0,6 0,5 0,822 0,4 0,7 0,6 0,925 0,5 0,8 0,7 1,128 0,5 0,8 0,8 1,232 0,6 0,8 1,0 1,340 0,7 1,0 1,2 1,645 0,8 1,0 1,3 1,950 0,8 1,1 1,4 2,160 0,9 1,3 1,8 2,670 1,0 1,5 2,0 3,080 1,2 1,8 2,4 3,490 1,3 2,0 2,7 3,7100 1,8 2,4 2,9 4,2150 2,8 3,5 4,4 6,3200 4 5,2 6,0 8,4250 4,7 6,1 7,5 10,4300 5,3 7,2 8,9 13,3
Примечание. Величины усушки, приведенные в таблице, соответствуют ГОСТ 6782.1 «Пилопродукция из древесины хвойных пород. Величина усушки» и ГОСТ 6782.2 «Пилопродук-ция из древесины лиственных пород. Величина усушки».
Припуски на фрезерование заготовок с двух противоположных сторонбез предварительного фугования
33
Номинальная толщина деталей, ммПрипуск при номинальной ширине деталей, ммпо толщинепо ширине
до 55св. 55 до 95св. 95 до 195до 55св. 55 до 95св. 95 до 195До 3033,5 4,04,0 4,54J55,04,04,54J55,05L0
5,5Св. 30 до 954J55,05L05,555,56,04J55,05L05,555,5
6,0
Примечания.1. В таблице указаны припуски на фрезерование заготовок с двух противоположных
сторонбез непрофрезерования (1-я группа по ГОСТ 7307).2. В числителе указан припуск на фрезерование заготовок из древесины сосны, ели,
пихтыи кедра, а в знаменателе - древесины твердых лиственных пород и березы.
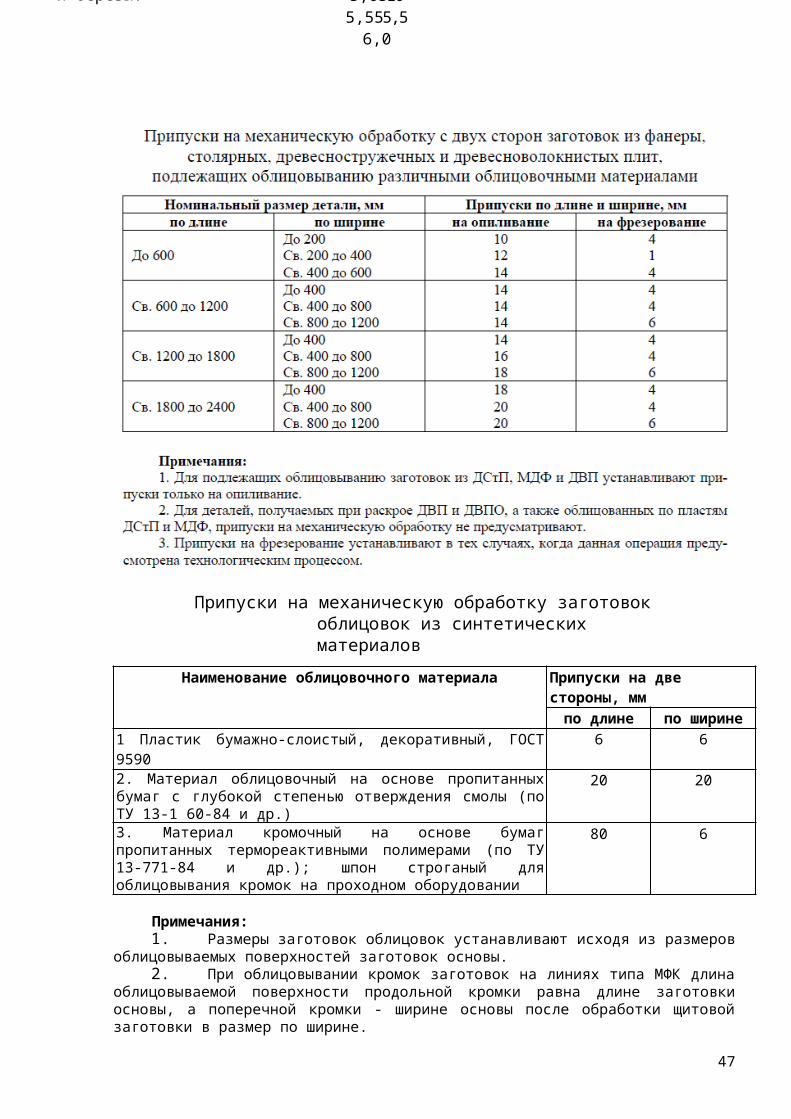
Припуски на механическую обработку заготовок облицовок из синтетических материалов
Наименование облицовочного материала Припуски на две стороны, ммпо длине по ширине
1 Пластик бумажно-слоистый, декоративный, ГОСТ 9590 6 62. Материал облицовочный на основе пропитанных бумаг с глу-бокой степенью отверждения смолы (по ТУ 13-1 60-84 и др.)
20 20
3. Материал кромочный на основе бумаг пропитанных терморе-активными полимерами (по ТУ 13-771-84 и др.); шпон строганый для облицовывания кромок на проходном оборудовании
80 6
Примечания:1. Размеры заготовок облицовок устанавливают исходя из размеров облицовываемых по-
верхностей заготовок основы.2. При облицовывании кромок заготовок на линиях типа МФК длина облицовываемой по-
верхности продольной кромки равна длине заготовки основы, а поперечной кромки - ширине основы после обработки щитовой заготовки в размер по ширине.
34
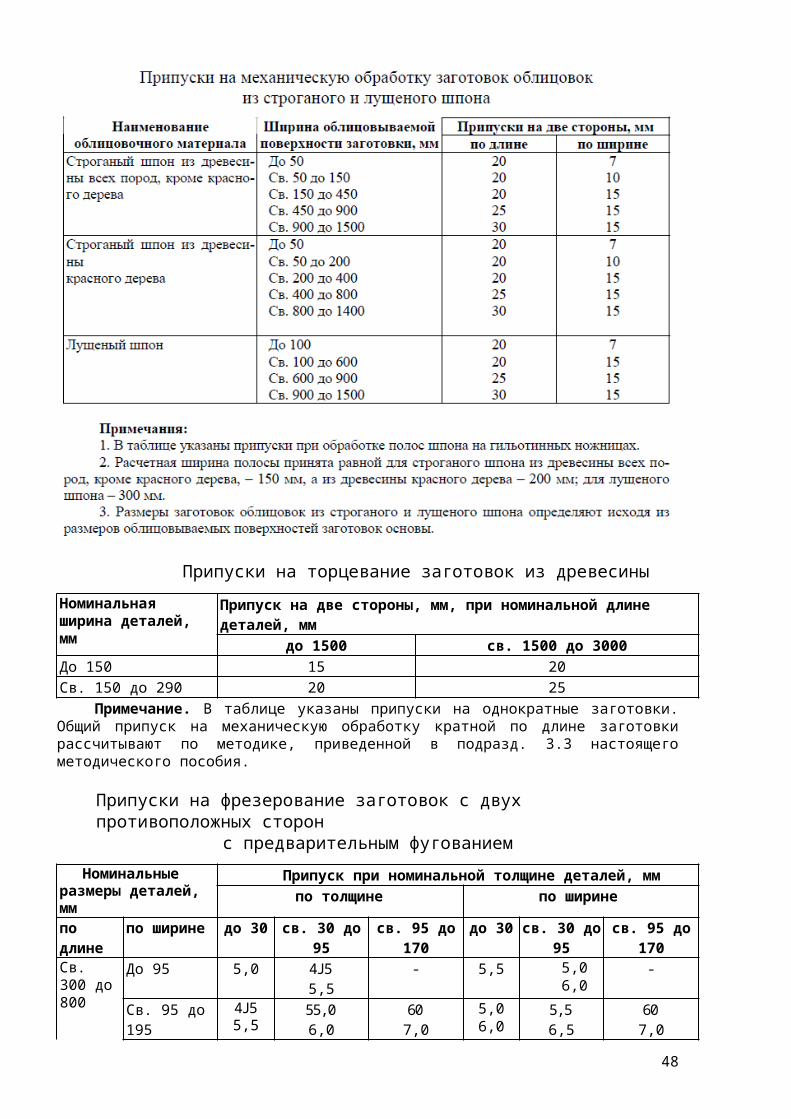
Припуски на торцевание заготовок из древесины
Номинальная ширина деталей, мм
Припуск на две стороны, мм, при номинальной длине деталей, ммдо 1500 св. 1500 до 3000
До 150 15 20Св. 150 до 290 20 25
Примечание. В таблице указаны припуски на однократные заготовки. Общий припуск на механическую обработку кратной по длине заготовки рассчитывают по методике, приведенной в подразд. 3.3 настоящего методического пособия.
Припуски на фрезерование заготовок с двух противоположных сторонс предварительным фугованием
Номинальные размеры деталей, мм
Припуск при номинальной толщине деталей, ммпо толщине по ширине
по длине по ширине до 30 св. 30 до 95 св. 95 до 170 до 30 св. 30 до 95 св. 95 до 170Св. 300 до 800
До 95 5,0 4J55,5
- 5,5 5,0 6,0 -
Св. 95 до 195 4J5 5,5 55,06,0
607,0
5,0 6,0 5,56,5
607,0
Св. 800 до 1600
До 95 4J55,5
5L06,0
- 5L06,0
5516,5
-
Св. 95 до 195 5,0 6,0 55,56,5
657,5
5,56,5
607,0
65 7,5
Св. 1600 до 2400
До 95 55,56,5
6,07,0
- 607,0
65 7,5 -
Св. 95 до 195 6,07,0
657,5
7J58,5
657,5
7,08,0
7J58,5
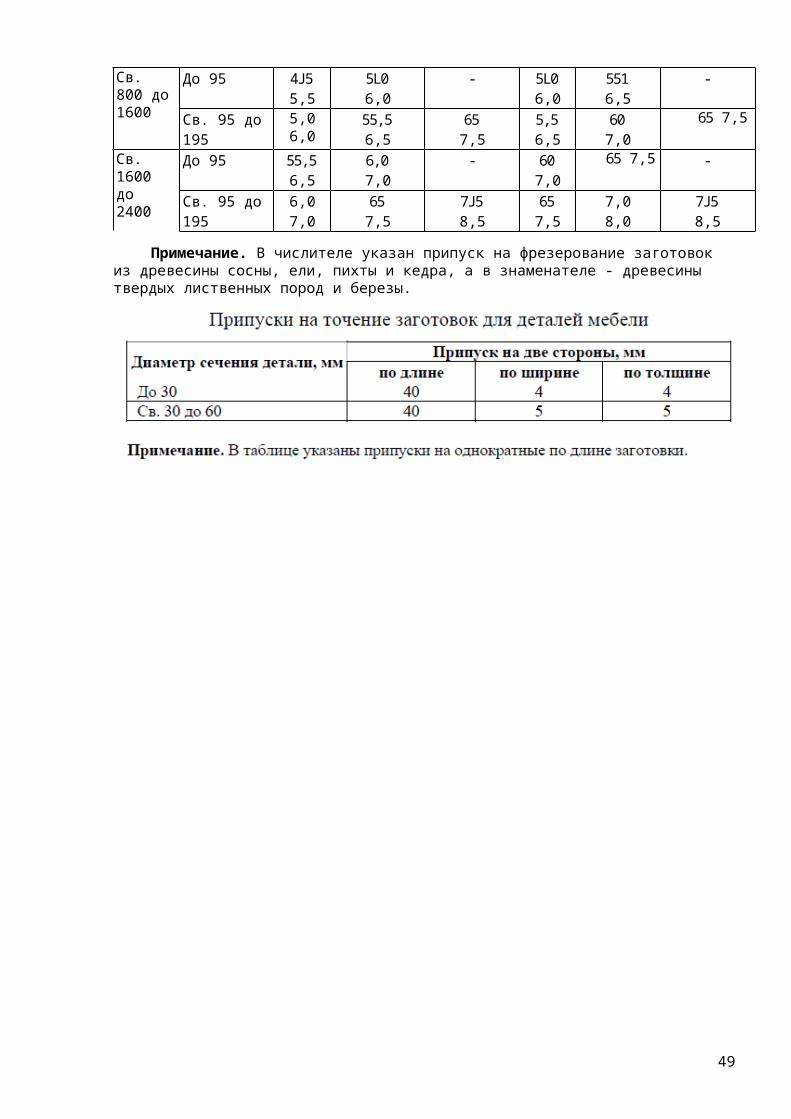
35
Примечание. В числителе указан припуск на фрезерование заготовок из древесины сосны, ели, пихты и кедра, а в знаменателе - древесины твердых лиственных пород и березы.
36
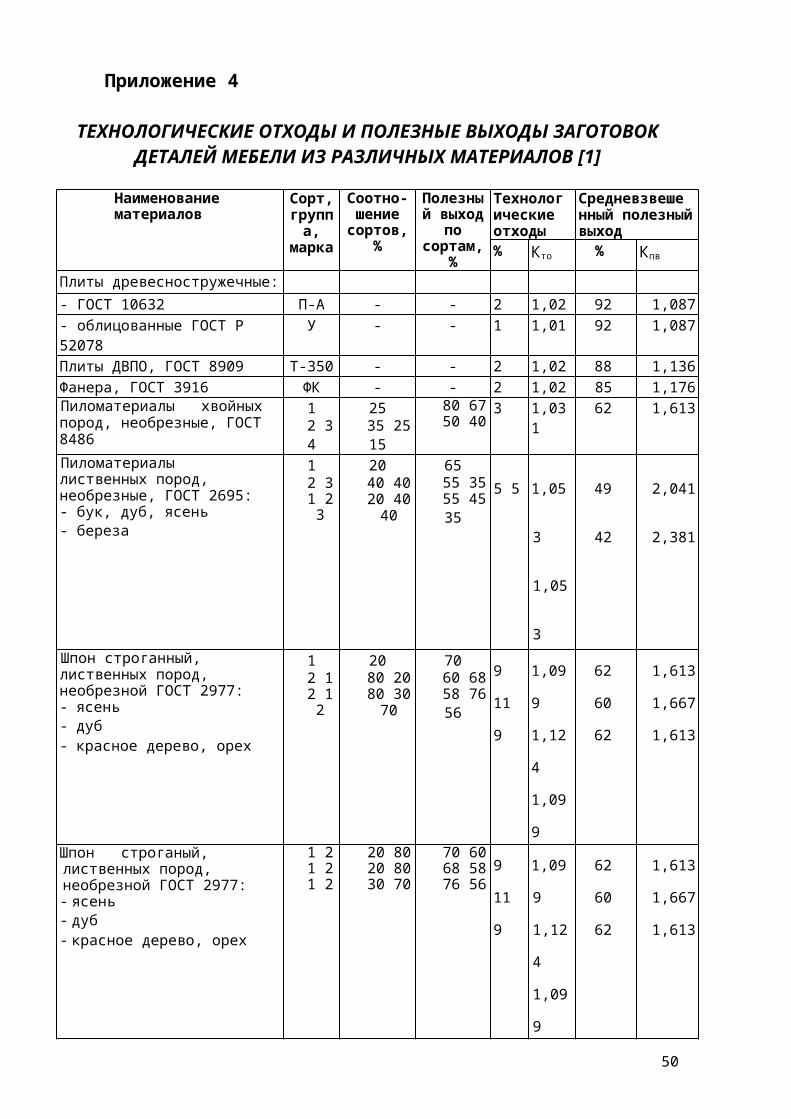
Приложение 4
ТЕХНОЛОГИЧЕСКИЕ ОТХОДЫ И ПОЛЕЗНЫЕ ВЫХОДЫ ЗАГОТОВОК ДЕТАЛЕЙ МЕБЕЛИ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ [1]
Наименование материалов
Сорт, группа, марка
Соотно-шение
сортов,%
Полезный выход по
сортам, %
Технологи-ческие отходы
Средневзвешен-ный полезный выход
% Кто % Кпв
Плиты древесностружечные:- ГОСТ 10632 П-А - - 2 1,02 92 1,087- облицованные ГОСТ Р 52078 У - - 1 1,01 92 1,087Плиты ДВПО, ГОСТ 8909 Т-350 - - 2 1,02 88 1,136Фанера, ГОСТ 3916 ФК - - 2 1,02 85 1,176Пиломатериалы хвойных пород, необрезные, ГОСТ 8486
12 34
2535 2515
80 67 50 40
3 1,031 62 1,613
Пиломатериалы лиственных пород, необрезные, ГОСТ 2695:- бук, дуб, ясень- береза
12 3
1 2 3
2040 4020 40
40
6555 3555 4535
5 5 1,053
1,053
49 42 2,041
2,381
Шпон строганный, лиственных пород, необрезной ГОСТ 2977:- ясень- дуб- красное дерево, орех
12 1
2 1 2
2080 2080 30
70
7060 6858 7656
9
11
9
1,099
1,124
1,099
62
60
62
1,613
1,667
1,613Шпон строганый, лиственных пород, необрезной ГОСТ 2977:- ясень- дуб- красное дерево, орех
1 2 1 2 1 2
20 80 20 80 30 70
70 60 68 58 76 56
9 11
9
1,099
1,124
1,099
62 60
62
1,613
1,667
1,613Материал облицовочный на основе бумаг ТУ13-160-84и др.
- - - 5 1,053 92 1,087
Материал кромочный на основе бумаг ТУ 13771-84 и др.
- - - 3 1,031 97 1,031
Профильные погонажные детали из МДФ, облицованные
- - - 1 1,01 92 1,087
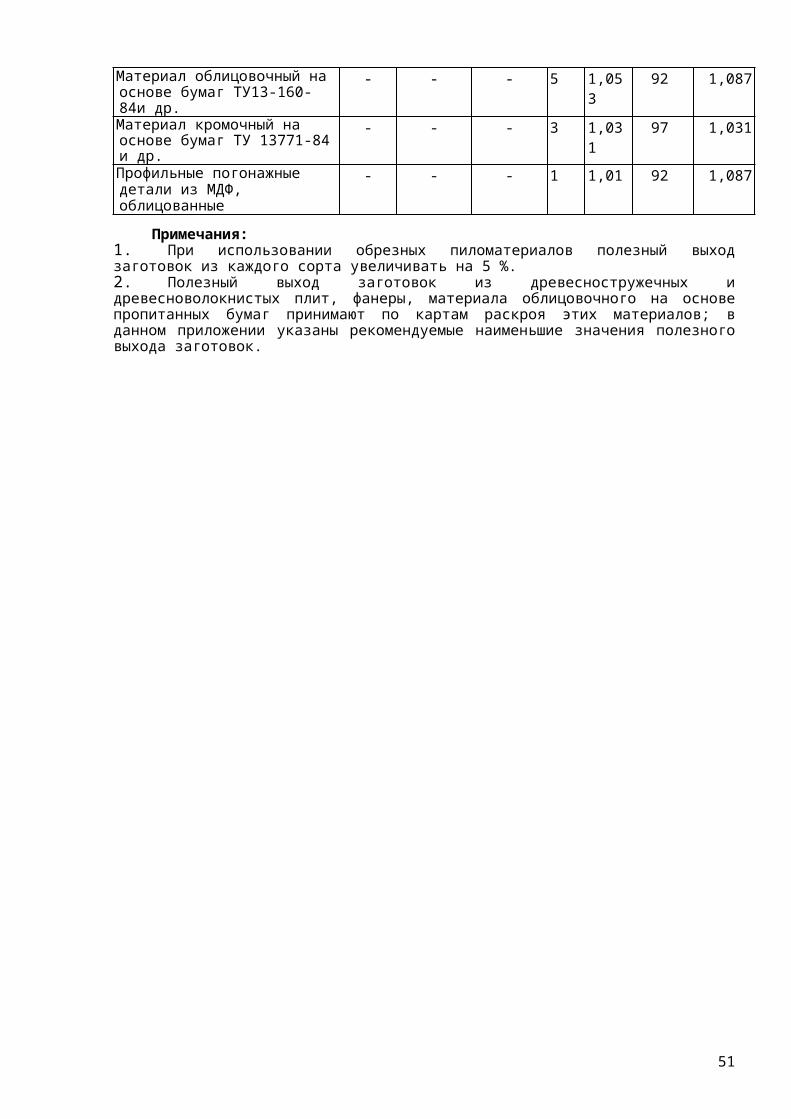
Примечания:1. При использовании обрезных пиломатериалов полезный выход заготовок из каждого сорта увеличивать на 5 %.2. Полезный выход заготовок из древесностружечных и древесноволокнистых плит, фанеры, материала облицовочного на основе пропитанных бумаг принимают по картам раскроя этих материалов; в данном приложении указаны рекомендуемые наименьшие значения полезного вы-хода заготовок.
37
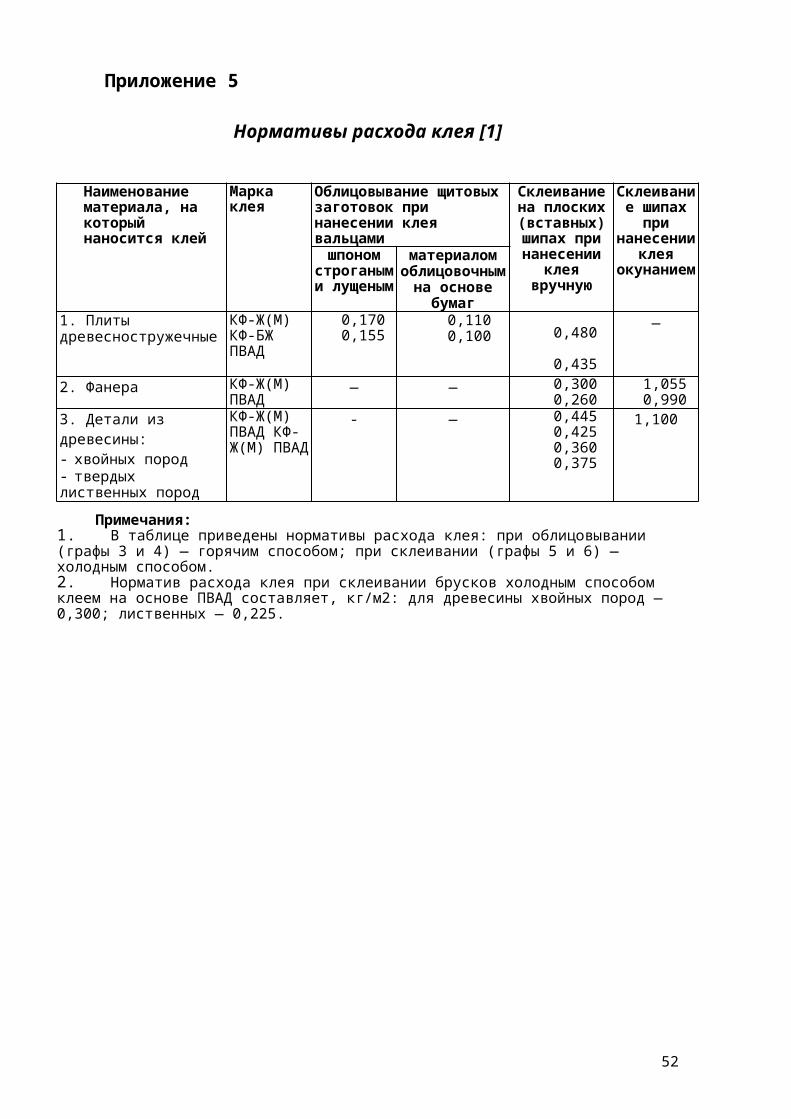
Приложение 5
Нормативы расхода клея [1]
Наименование материала, на которыйнаносится клей
Марка клея
Облицовывание щитовых заготовок при нанесении клея вальцами
Склеивание на плоских (вставных) шипах при нанесении
клея вручную
Склеивание шипах
при нанесении
клея окунанием
шпоном строганым и лущеным
материалом облицовочным на основе бумаг
1. Плиты древесностру-жечные
КФ-Ж(М)КФ-БЖПВАД
0,170 0,155
0,110 0,1000,480 0,435
—
2. Фанера КФ-Ж(М) ПВАД
— — 0,300 0,260 1,055 0,990
3. Детали из древесины:- хвойных пород- твердых лиственных пород
КФ-Ж(М) ПВАД КФ-Ж(М) ПВАД
- — 0,445 0,425 0,360 0,375
1,100
Примечания:1. В таблице приведены нормативы расхода клея: при облицовывании (графы 3 и 4) — горячим способом; при склеивании (графы 5 и 6) — холодным способом.2. Норматив расхода клея при склеивании брусков холодным способом клеем на основе ПВАД составляет, кг/м2: для древесины хвойных пород — 0,300; лиственных — 0,225.
38
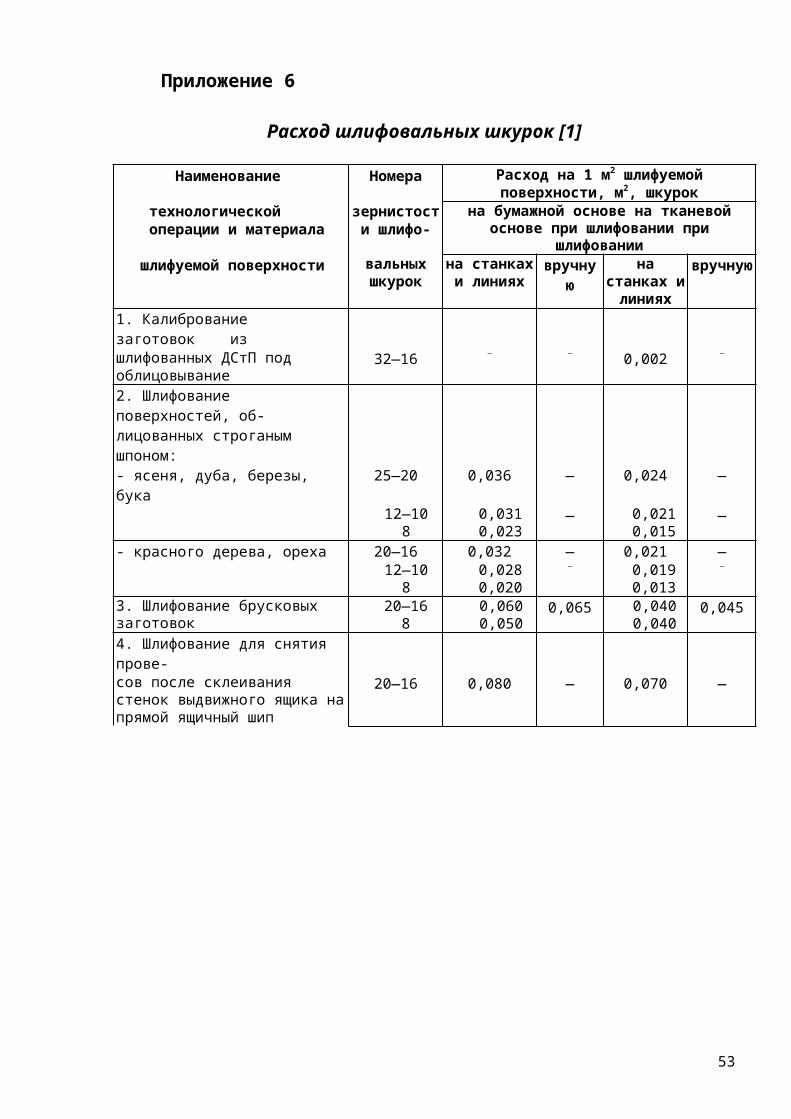
Приложение 6
Расход шлифовальных шкурок [1]
Наименование Номера Расход на 1 м2 шлифуемой поверхности, м2, шкурок
технологической операции и материала
зернистости шлифо-
на бумажной основе на тканевой основе при шлифовании при шлифовании
шлифуемой поверхности вальных шкурок
на станках и линиях
вручную на станках и линиях
вручную
1. Калибрование заготовок изшлифованных ДСтП под облицо-вывание
32—16 — — 0,002 —
2. Шлифование поверхностей, об-лицованных строганым шпоном:- ясеня, дуба, березы, бука 25—20 0,036 — 0,024 —
12—108
0,031 0,023
— 0,021 0,015
—
- красного дерева, ореха 20—16 0,032 — 0,021 —12—10
80,028 0,020
— 0,019 0,013
—
3. Шлифование брусковых загото-вок
20—168
0,060 0,050
0,065 0,040 0,040
0,045
4. Шлифование для снятия прове-сов после склеивания стенок вы-движного ящика на прямой ящич-ный шип
20—16 0,080 — 0,070 —
39
Приложение 7
Время, необходимое для раскроя ДСтП на 100 деталей [1]
40
Приложение 8
Задания на курсовое проектирование.
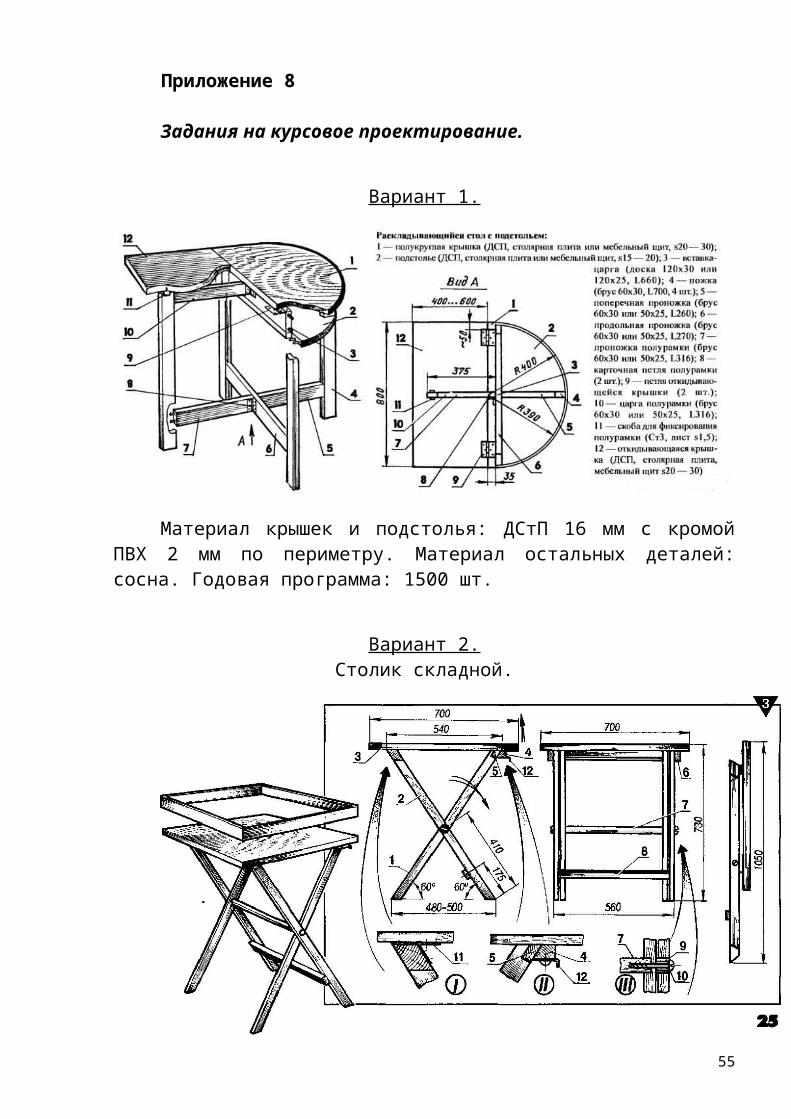
Вариант 1.
Материал крышек и подстолья: ДСтП 16 мм с кромой ПВХ 2 мм по периметру. Материал остальных деталей: сосна. Годовая программа: 1500 шт.
Вариант 2.Столик складной.
Материал: сосна, ель. Столешница – мебельный щит. Верхняя рамка должна одеваться на столешницу на фальц. Годовая программа: 3000 шт.
41
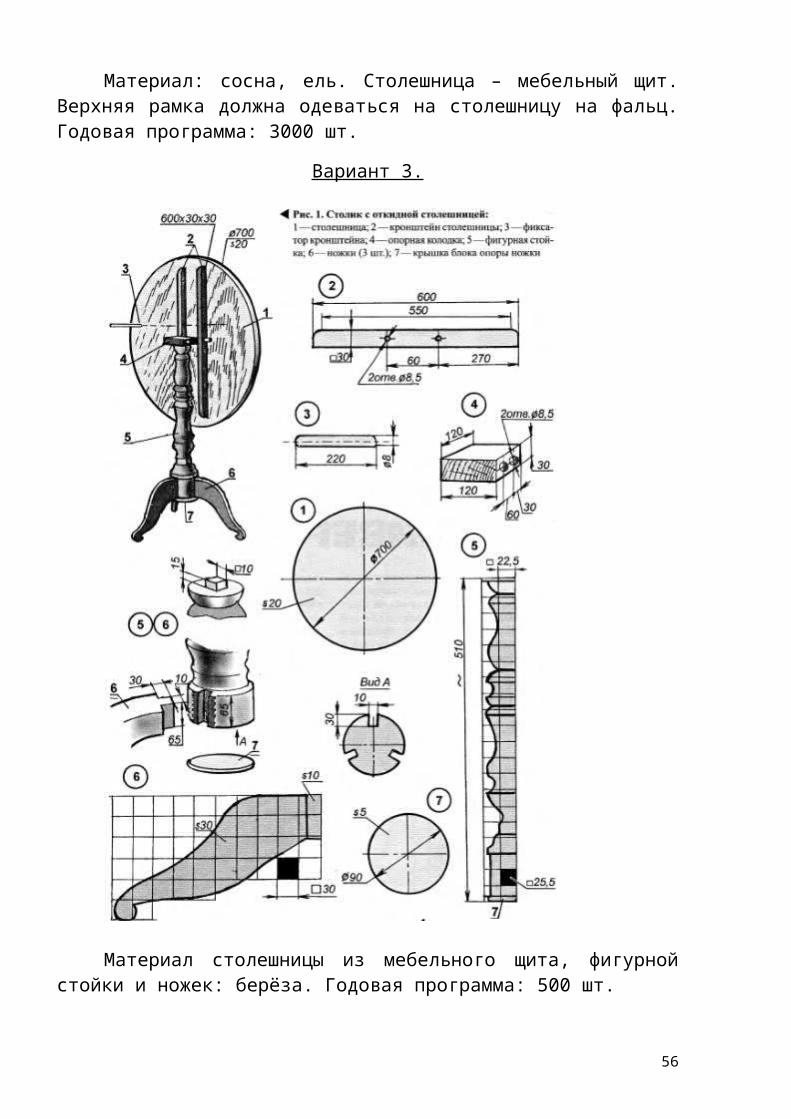
Вариант 3.
Материал столешницы из мебельного щита, фигурной стойки и ножек: берёза. Годовая программа: 500 шт.
42
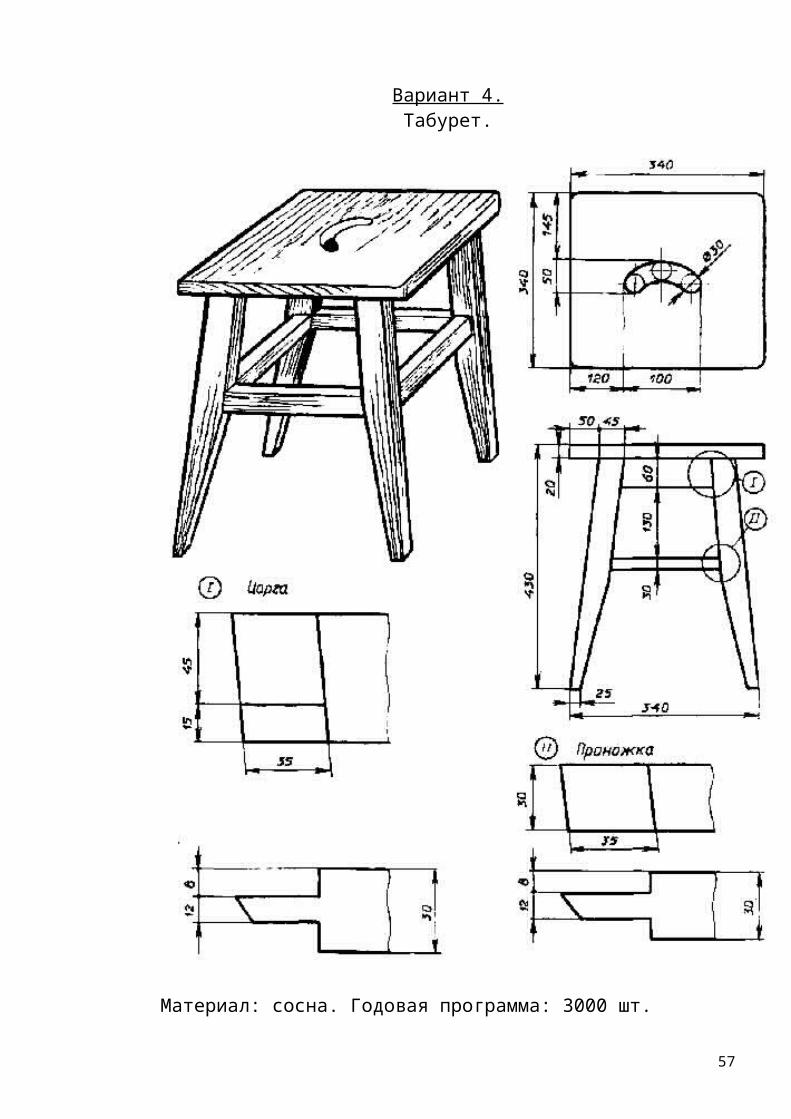
Вариант 4.Табурет.
Материал: сосна. Годовая программа: 3000 шт.
43
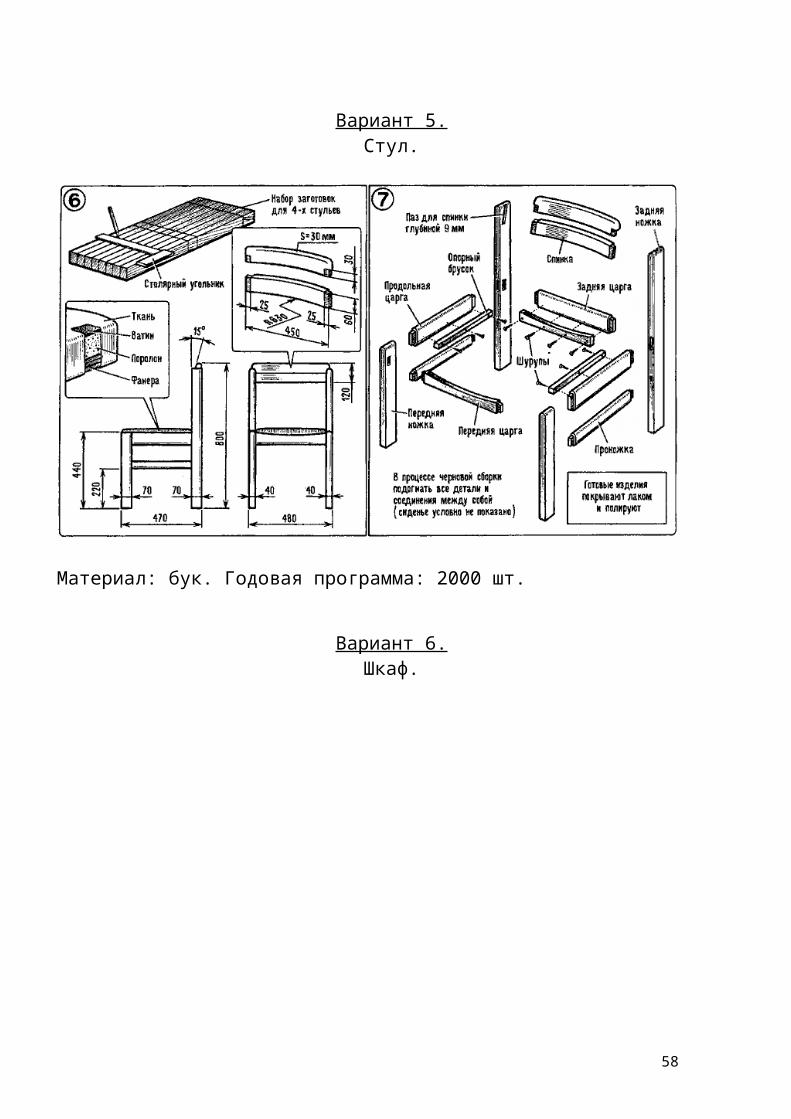
Вариант 5.Стул.
Материал: бук. Годовая программа: 2000 шт.
Вариант 6.Шкаф.
Материал фасадов, столешницы и крышки: дуб, материал остальных деталей: сосна. Годовая программа: 100 шт.
44
Вариант 7.Скамейка.
Материал: осина. Годовая программа: 2000 шт.
45
Вариант 8.Скамья.
Материал: липа. Годовая программа: 1000 шт.
46
Вариант 9.Стул.
Материал: сосна. Годовая программа: 800 шт.
Вариант 10.
Материал: лиственница. Годовая программа: 500 шт.47
Вариант 11.Стул.
Материал: сосна. Годовая программа: 2000 шт.
Вариант 12.Кровать двухъярусная.
Материал: ЛДСтП 16 мм. Материал досок подматрасных: ЛДСтП 24 мм. Годовая программа: 500 шт.
48
Вариант 13.
Материал: осина. Годовая программа: 1500 шт.
49
Вариант 14.Скамья.
Материал: сосна. Годовая программа: 600 шт.
50
Вариант 15.Шезлонг.
Материал: липа. Годовая программа: 300 шт.
Вариант 16.Стенка мебельная.
Материал фасадов: МДФ. Материал остальных деталей: ЛДСтП 16 мм. Годовая программа: 200 шт.
51
Вариант 17.Дверь филёнчатая.
Материал: сосна. Габаритные размеры и технические требования: ГОСТ 6629-88. Годовая программа: 4000 шт.
Вариант 18.
Материал: сосна. Годовая программа: 100 шт.
52
Вариант 19.Софа угловая.
Материал: сосна. Годовая программа: 300 шт.
Вариант 20.Тумба.
Материал фасадов: ДСтП 16 мм, облицованная пластиком. Матариал задней стенки: ДВП. Остальные материалы: ЛДСтп 16 мм. Годовая программа: 1500 шт.
53
Вариант 21.
Материал: сосна. Годовая программа: 500 шт.
Вариант 22.
Материал: ЛДСтП. Годовая программа: 700 шт.54
Вариант 23.Подиум.
Материал: сосна. Годовая программа: 50 шт.
Вариант 24.
Материал: сосна. Годовая программа: 200 шт.55
Вариант 25.Комод.
Материал фасадов: ясень, остальных деталей: сосна. Годовая программа: 200 шт.
Вариант 26.Стенка мебельная.
Материал: ЛДСтП. Годовая программа: 300 шт.56
Вариант 27.Арка декоративная.
Материал: клён. Годовая программа: 400 шт.
Вариант 28.Шкаф с откидной кроватью.
Материал: ЛДСтП 16 мм. Годовая программа: 800 шт.
57
Вариант 29.Кроватка детская.
Материал: сосна. Годовая программа: 2000 шт.
Варианты 30-31.Стол компьютерный.
Материал: ЛДСтП. Годовая программа: 800 шт.
58


















