《 烧碱单位产品能源消耗限额 》 国家标准简介
37
《烧烧烧烧烧烧烧烧烧烧烧烧》烧烧烧烧烧烧 烧烧烧烧烧烧烧烧 烧烧烧
description
《 烧碱单位产品能源消耗限额 》 国家标准简介. 刘东升. 中国氯碱工业协会. 2. 标准的主要内容. 4. 烧碱行业的主要节能技术. 3. 模拟计算. 5. 烧碱企业能耗监测方法. 1. 烧碱行业概况. 主要内容. 氯碱工业是以电和原盐为原料制取烧碱、氯气和氢气的行业,烧碱是重要的基础化学工业之一。在国民经济中占有重要的地位。中国的氯碱工业主要采用隔膜法和离子膜交换法两种生产工艺。氯碱工业的主要产品包括烧碱、聚氯乙烯( PVC )、氯气、氢气等。氯碱产品主要用于制造有机化学品、造纸、肥皂、玻璃、化纤、塑料等领域。 - PowerPoint PPT Presentation
Transcript of 《 烧碱单位产品能源消耗限额 》 国家标准简介
《烧碱单位产品能源消耗限额》国家标准简介
中国氯碱工业协会
刘东升

YOUR SITE HERE
主要内容
1. 烧碱行业概况1. 烧碱行业概况
2. 标准的主要内容2. 标准的主要内容
3. 模拟计算3. 模拟计算
4. 烧碱行业的主要节能技术4. 烧碱行业的主要节能技术
5. 烧碱企业能耗监测方法5. 烧碱企业能耗监测方法
YOUR SITE HERE
一、烧碱行业概况
氯碱工业是以电和原盐为原料制取烧碱、氯气和氢气的行业,烧碱是重要的基础化学工业之一。在国民经济中占有重要的地位。中国的氯碱工业主要采用隔膜法和离子膜交换法两种生产工艺。氯碱工业的主要产品包括烧碱、聚氯乙烯( PVC)、氯气、氢气等。氯碱产品主要用于制造有机化学品、造纸、肥皂、玻璃、化纤、塑料等领域。
近年来,中国氯碱工业迅速发展,原有氯碱企业纷纷扩大了生产能力,一些新的企业也相继投产,产能快速提升,,装置技术水平提高,整个氯碱工业呈规模化、高技术化发展态势。但是烧碱行业是以电和盐为原料的行业,因此节能就成为了烧碱行业永久的主题。
YOUR SITE HERE
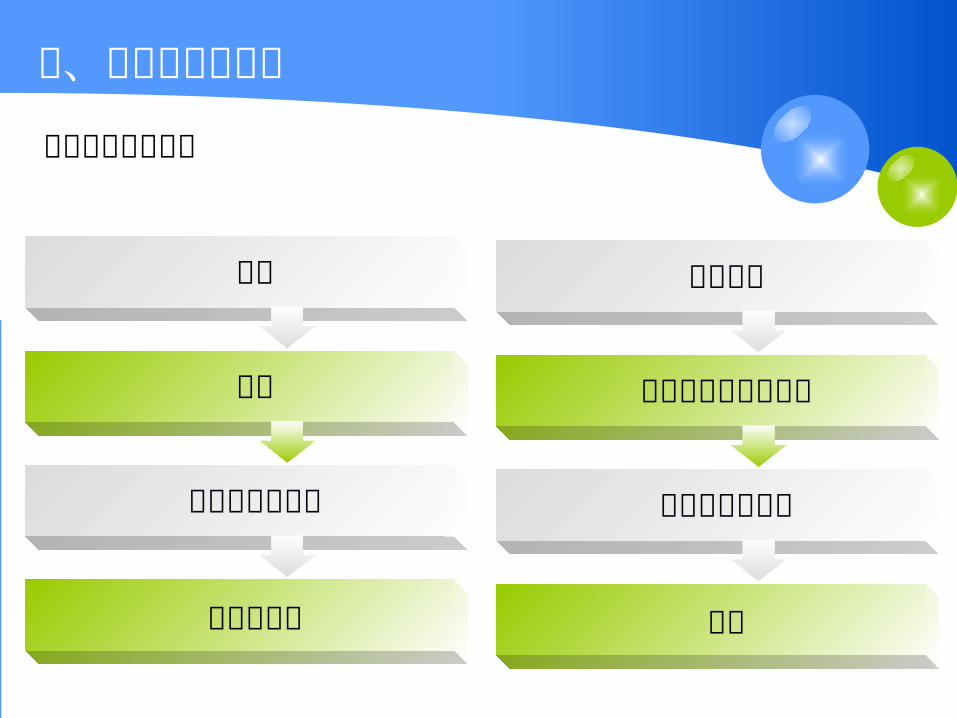
烧碱主要工艺介绍
1 、离子膜法烧碱 离子膜法烧碱是以离子膜为电解核心膜的生产工艺,主要工序包括一次盐水
精制、二次盐水精制、离子膜电解工序、氯氢处理工序、整流工序和蒸发工序。
离子膜法烧碱产出的烧碱为 30%的烧碱溶液,经过蒸发装置可以产出45%、 98%的烧碱。
2 、隔膜法烧碱 隔膜法烧碱是以隔膜为电解核心膜的生产工艺,主要工序包括盐水一次精制、
隔膜电解工序、氯氢处理工序、整流工序和蒸发工序。 隔膜法烧碱产出的烧碱为 12%的烧碱溶液,其中含有盐,还需要经过蒸发装
置除盐,也可以产出 30、 45%、 98%的烧碱。
YOUR SITE HERE
二、标准的主要内容
前言
范围
规范性引用文件
术语和定义
技术要求
统计范围和计算方法
节能管理和措施
附录
标准分为八个部分
YOUR SITE HERE
1.1本标准的第 4.1条和 4.2条是强制性的,其余为推荐性的。 1.2本标准附录 A 为资料性附录。 1.3本标准由国家发展和改革委员会资源节约和环境保护司、国家标
准化管理委员会工业一部提出。 1.4本标准由全国能源基础与管理标准化技术委员会归口。 1.5本标准主要起草单位:中国石油和化学工业协会、中国氯碱工业
协会等。 1.6本标准主要起草人:杨建荣、刘立初、唐必勇、干成军、朱建平、
黄华军、武法军、周雄、周军、尹健、刘东升、陈正刚、孙伟善、邹志晶。
(一)前言
YOUR SITE HERE
(二)范 围
2.1本标准规定了电解法(隔膜法、离子膜法)烧碱单位产品能源消
耗(以下简称能耗)限额的技术要求、统计范围和计算方法、节能管
理与措施。
2.2本标准适用于电解法(隔膜法、离子膜法)烧碱生产企业进行能
耗的计算、考核,以及对新建项目的能耗控制。
YOUR SITE HERE
(三) 规范性引用文件
3 .1下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB 209-2006 工业用氢氧化钠 GB/T 2589 综合能耗计算通则 GB/T 12497 三相异步电动机经济运行 GB/T 13466 交流电气传动风机(泵类、空气压缩机)系统经济运行通则 GB/T 13462 电力变压器经济运行 GB/T 14549 电能质量、公用电网谐波 GB 17167 用能单位能源计量器具配备和管理通则 GB 18613 中小型三相异步电动机能效限定值及能效等级 GB 19762 清水离心泵能效限定值及节能评价值 GB 19153 容积式空气压缩机能效限定值及节能评价值 GB 19761 通风机能效限定值及节能评价值 GB 20052 三相配电变压器能效限定值及节能评价值
YOUR SITE HERE
(四)术语和定义
下列术语和定义适用于本标准 4.1 烧碱生产系统 the production system of caustic soda 从原盐或盐卤经计量并进入化盐桶前的一级输送设备、电解用交流电经计量
进入整流变压器开始,到氯气、氢气经处理送出和成品烧碱包装入库为止的有关工序组成的完整工艺过程和设备。
4.2 烧碱辅助生产系统 the production assistant system of caustic soda
为生产系统工艺装置配置的工艺过程、设施和设备。 包括动力、供电、机修、供水、供气、采暖、制冷、仪表和厂内原料场地以及安全、环保等装置。
4.3 烧碱附属生产系统 the production accessory system of caustic soda
为生产系统专门配置的生产指挥系统(厂部)和厂区内为生产服务的部门和单位。
包括办公室、操作室、休息室、更衣室、澡堂、中控分析、成品检验、电解槽管理及修理、隔膜吸附、阳极涂钌和修复、阳极组装、石棉绒加工和回收、离子膜泄漏试验和修补等设施。
YOUR SITE HERE
4.4 烧碱生产界区 the production area of caustic soda 从原盐、电力、蒸汽等原材料和能源经计量进入工序开始,到成品烧碱计量入库和伴生氯气、氢气经处理送出为止的整个电解法烧碱产品生产过程。
由生产系统工艺装置、辅助生产系统和附属生产系统设施三部分组成。 4.5 烧碱产品综合能耗 the comprehensive energy consumption of
product caustic soda 报告期内,烧碱产品生产全部过程中的能源消耗总量。 注:能源消耗总量指生产系统、辅助生产系统和附属生产系统的各种能源消耗量和损失量之和,不包括基建、技改等项目建设消耗的、生产界区内回收利用的和向外输出的能源量。
4.6 烧碱单位产品综合能耗 the comprehensive energy consumption per unit product of caustic soda
用折 100%烧碱单位产量表示的综合能耗,即直接消耗的能源量,以及分摊到该产品的辅助生产系统、附属生产系统的能耗量和体系内的能耗损失量。
4.7 烧碱电解单元单位产品交流电耗 the AC electric consumption of ECU f per unit product of caustic soda
用电解碱折 100%烧碱单位产量表示的直接消耗的交流电量,即电解单元工艺电耗,不包括动力设备等的耗电量。
YOUR SITE HERE
(五)技术要求
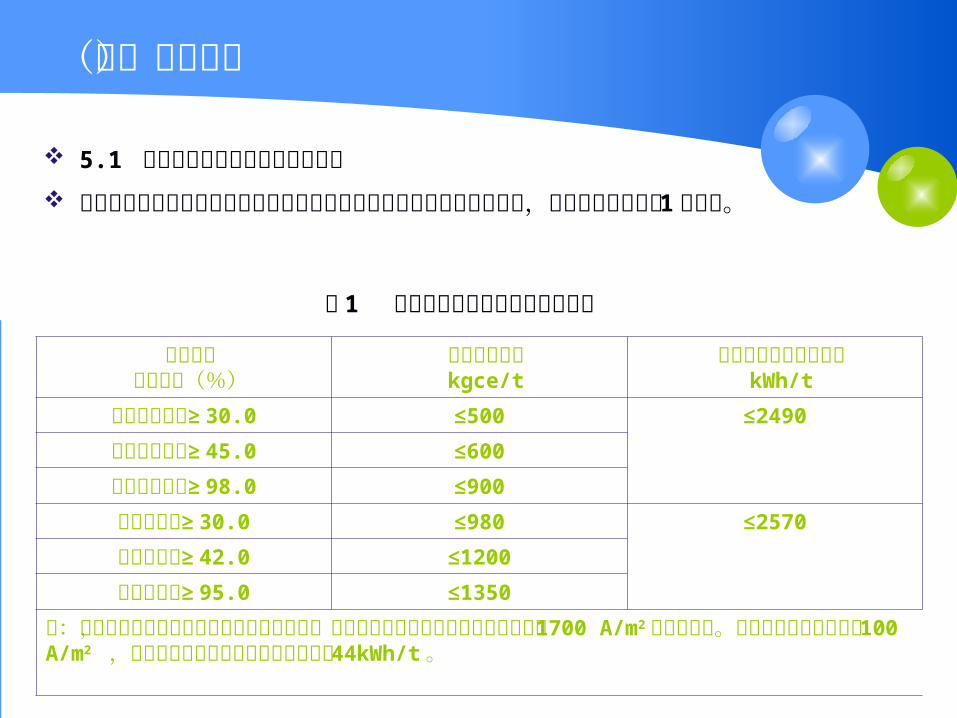
5.1 现有烧碱装置单位产品能耗限额 现有烧碱装置单位产品能耗限额指标包括综合能耗和电解单元交流电耗,其
限额值应符合表 1 的要求。
表 1 现有烧碱装置单位产品能耗限额
产品规格质量分数(%)
综合能耗限额kgce/t
电解单元交流电耗限额kWh/t
离子膜法液碱≥ 30.0 ≤500 ≤2490
离子膜法液碱≥ 45.0 ≤600
离子膜法固碱≥ 98.0 ≤900
隔膜法液碱≥ 30.0 ≤980 ≤2570
隔膜法液碱≥ 42.0 ≤1200
隔膜法固碱≥ 95.0 ≤1350
注:表中隔膜法烧碱电解单元交流电耗限额值,是指金属阳极隔膜电解槽电流密度在为1700 A/m2 的执行标准。并规定电流密度每增减 100 A/m2 ,烧碱电解单元单位产品交流电耗减增 44kWh/t 。
YOUR SITE HERE
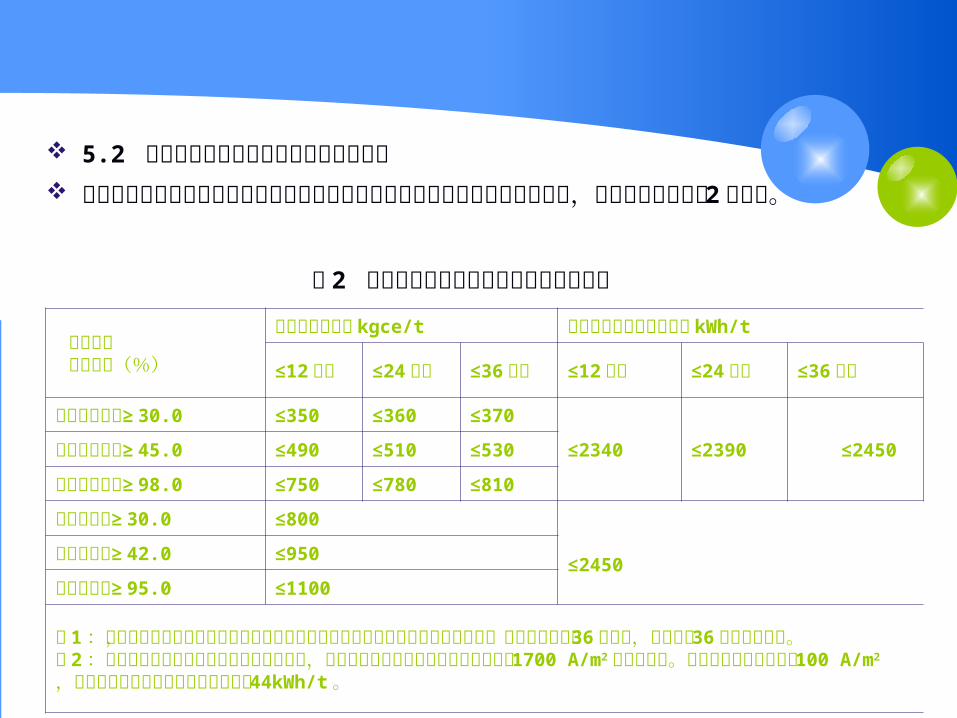
5.2 新建烧碱装置单位产品能耗限额准入值 新建烧碱装置单位产品能耗限额准入值指标包括综合能耗和电解单元交流电耗,
其准入值应符合表 2 的要求。
表 2 新建烧碱装置产品单位能耗限额准入值
产品规格质量分数(%)
综合能耗准入值 kgce/t 电解单元交流电耗准入值 kWh/t
≤12 个月 ≤24 个月 ≤36 个月 ≤12 个月 ≤24 个月 ≤36 个月
离子膜法液碱≥ 30.0 ≤350 ≤360 ≤370
≤2340 ≤2390 ≤2450离子膜法液碱≥ 45.0 ≤490 ≤510 ≤530
离子膜法固碱≥ 98.0 ≤750 ≤780 ≤810
隔膜法液碱≥ 30.0 ≤800
≤2450隔膜法液碱≥ 42.0 ≤950
隔膜法固碱≥ 95.0 ≤1100
注 1 :表中离子膜法烧碱综合能耗和电解单元交流电耗准入值按表中数值分阶段考核,新装置投产超过36 个月后,继续执行 36 个月的准入值。注 2 :表中隔膜法烧碱电解单元交流电耗准入值,是指金属阳极隔膜电解槽电流密度在为 1700 A/m2 的执行标准。并规定电流密度每增减 100 A/m2 ,烧碱电解单元单位产品交流电耗减增 44kWh/t 。

YOUR SITE HERE
5.3 烧碱装置单位产品能耗限额先进值 烧碱装置单位产品能耗限额先进值包括综合能耗和电解单元交流电耗。企业应通过节能技术改造和加强节能管理,使能耗限额先进值达到表 3 的要求。
表 3 烧碱装置单位产品能耗限额先进值
产品规格质量分数(%)
综合能耗先进值kgce/t
电解单元交流电耗先进值 kWh/t
离子膜法液碱≥ 30.0 ≤350 ≤2340
离子膜法液碱≥ 45.0 ≤490
离子膜法固碱≥ 98.0 ≤750
隔膜法液碱≥ 30.0 ≤800 ≤2450
隔膜法液碱≥ 42.0 ≤950
隔膜法固碱≥ 95.0 ≤1100
注:表中隔膜法烧电解单元交流电耗先进值,是指金属阳极隔膜电解槽电流密度为 1700 A/m2 的执行标准。并规定电流密度每增减 100 A/m2 ,烧碱电解单元单位产品交流电耗减增 44kWh/t 。

YOUR SITE HERE
(六)统计范围和计算方法
6.1能耗数据统计范围 6.1.1电解法烧碱产品生产系统能耗量应包括烧碱生产界区内实际消
耗的一次能源量和二次能源量。耗能工质(如水、氧气、氮气、压缩空气等),不论是外购的还是自产的均不应统计在能耗量中。但是,在烧碱生产中耗能工质所消耗的能源,应统计在能耗量中。
6.1.2未包括在烧碱生产界区内的企业辅助生产系统、附属生产系统能耗量和损失量应按消耗比例法分摊到烧碱生产系统内。
6.1.3回收利用烧碱生产界区内产生的余热、余能及化学反应热,不应计入能耗量中。供界区外装置回收利用的,应按其实际回收的能量从本界区内能耗中扣除。但在烧碱生产界区内作为燃料耗用的电解法制烧碱副产品氢气应计入能耗量中。
6.1.4各种能源的热值应折合为统一的计量单位千克标准煤。各种能源的热值以企业在报告期内实测的热值为准。没有实测条件的,可采用附录 A 中给定的各种能源折标准煤参考系数。
6.1.5能源消耗量的统计、核算应包括各个生产环节和系统,既不应重复,又不应漏计。
YOUR SITE HERE
6.2能耗计算方法 6.2.1综合能耗的计算应符合 GB/T 2589综合能耗计算通则中的规定。 6.2.2烧碱单位产品、烧碱电解单元综合能耗的计算应按 4.1条款表 1 中规
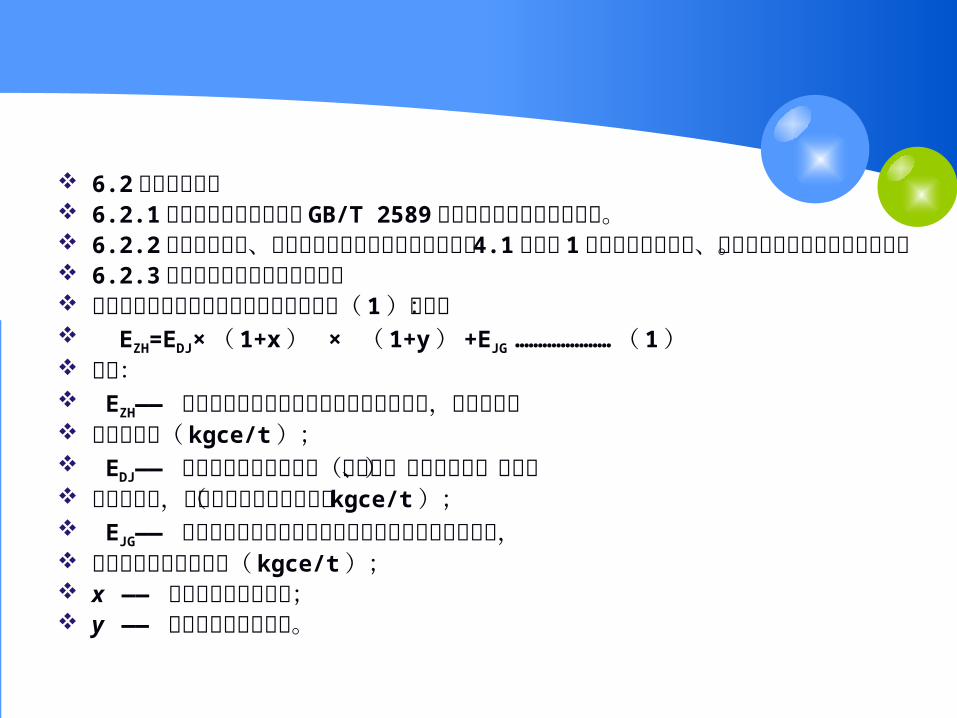
定的产品规格、生产方法分别进行能耗的核算。 6.2.3烧碱单位产品综合能耗的计算 某种规格烧碱单位产品综合能耗应按公式( 1 )计算: EZH=EDJ×( 1+x) × ( 1+y) +EJG ………………… ( 1 ) 式中: EZH—— 报告期内某种规格烧碱单位产品综合能耗,单位为千克 标准煤每吨( kgce/t); EDJ—— 报告期内烧碱电解单元(包括氯、氢处理过程)单位产 品综合能耗,单位为千克标准煤每吨( kgce/t); EJG—— 报告期内某种规格烧碱加工过程的单位产品综合能耗, 单位为千克标准煤每吨( kgce/t); x —— 实际发生的自用碱率; y —— 实际发生的碱损失率。
YOUR SITE HERE
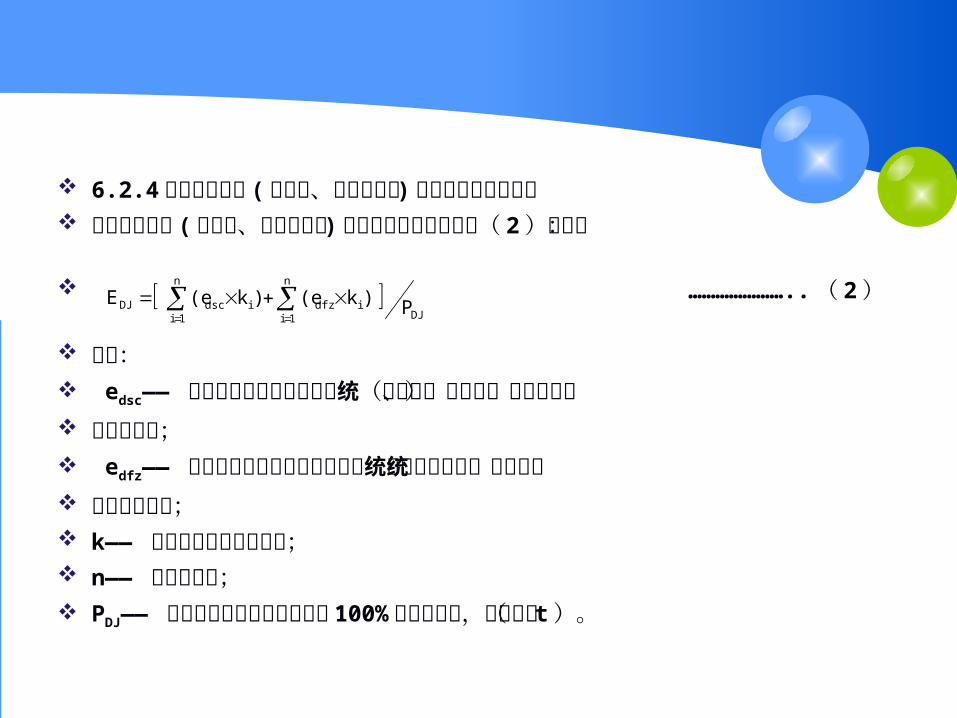
6.2.4 烧碱电解单元 ( 包括氯、氢处理过程 ) 单位综合能耗的计算 烧碱电解单元 ( 包括氯、氢处理过程 ) 单位综合能耗应按公式( 2 )计算:
………………….. ( 2 )
式中: edsc—— 报告期内电解单元生产系统(包括氯、氢处理)投入的各种 能耗实物量; edfz—— 报告期内电解单元辅助生产系统、附属生产系统投入的各 种能耗实物量; k—— 某种能源折标准煤系数; n—— 能源种类数; PDJ—— 报告期内电解单元电解碱折 100% 烧碱的产量,单位为( t )。
DJ
n
1iidfz
n
1iidscDJ P)k(e)k(eE
YOUR SITE HERE
6.2.5烧碱加工过程的单位产品综合能耗计算
某种规格烧碱加工过程的单位产品综合能耗应按公式( 3 )计算:
……………( 3 )
式中: ejsc—— 报告期内电解碱生产系统加工投入的各种能源消耗 实物量; ejfz—— 报告期内电解碱辅助生产系统、附属生产系统加工 投入的各种能源消耗实物量 ; PCP—— 报告期内某种规格烧碱折 100%烧碱的成品产 量,单位为吨( t )。
CP
n
i
n
iijfzijscJG PkekeE
1 1
)()(

YOUR SITE HERE
6.2.6烧碱电解单元单位产品交流电耗的计算
烧碱电解单元单位产品交流电耗应按公式( 4 )计算:
………………( 4 )
式中: QDH—— 报告期内电解法烧碱电解单元单位产品交流电 耗,单位为千瓦时每吨( kWh/t); QDL—— 报告期内电解单元生产过程实际投入的交流电 量,单位为千瓦时( kWh); PDJ—— 报告期内电解单元电解碱折 100%烧碱产量,单位 为吨( t )。
DJ
DLDH
P
YOUR SITE HERE
(七)节能管理和措施
7.1节能基础管理 企业应定期对烧碱产品综合能耗、烧碱单位产品综合能耗和烧碱电解单元单
位产品交流电耗进行考核,并把考核指标分解落实到各基层部门,建立用能责任制度。
企业应根据 GB 17167 配备能源计量器具并建立能源计量管理制度。 7.2节能技术管理 7.2.1经济运行 企业应使生产通用设备达到经济运行的状态,对电动机的经济运行管理应符
合 GB/T 12497的规定;对风机、泵类和空气压缩机的经济运行管理应符合GB/T 13466的规定;对电力变压器的经济运行管理应符合 GB/T 13462的规定。
对各种管网应加强维护管理,防止跑、冒、滴、漏的现象发生。
YOUR SITE HERE
7.2.2变电、整流工序 a) 提高整流器整流相数的脉波数 , 抑制谐波, 6 ( 10) KV供电母线的脉波数不应低于 12, 35( 66) KV供电母线的脉波数不应低于 18, 110KV供电母线的脉波数不应低于 24,与电网连接点执行国家标准 GB/T14549电能质量、公用电网谐波的有关规定。
b) 提高整流自然功率因数 , 减少高次谐波的危害。 7.2.3盐水工序 严格控制盐水质量,保证电解工序要求。 7.2.4电解工序 a)加强电槽管理 , 用好氯气、氢气余热。 b)采用改性隔膜、扩张阳极、活性阴极等技术,优化隔膜吸附工艺,降低电
耗。 7.2.5蒸发工序 采用新技术,提高蒸发效率,降低汽耗;加强蒸发系统蒸汽冷凝水及其余热
的再利用;加强设备、管道保温,降低能耗。

YOUR SITE HERE
7.2.6耗能设备 7.2.6.1企业应提高电机系统通用设备的能效,用高效节能设备更新淘汰高
耗能设备。年运行时间大于 3000小时的设备,电动机的能效应达到 GB 18613节能评价值的水平;清水离心泵的能效应达到 GB 19762节能评价值的水平;通风机的能效应达到 GB 19761节能评价值的水平;容积式空气压缩机的能效应达到 GB19153节能评价值的水平。应使电动机运行在额定负载的 75%~ 80%。
7.2.6.2企业应提高变电和配电设备的能效,配电变压器的能效应达到 GB 20052节能评价值的水平。变电和配电应采用低压集中补偿的方法,采用补偿电容,提高功率因数。
7.2.6.3企业应提高照明系统的能效,电光源及镇流器应选用能效值达到相关能效标准节能评价值的产品。
YOUR SITE HERE
(八)附录(略)
YOUR SITE HERE
三、模拟计算
计算实例:以下列某企业某月份烧碱产量和能源消耗计量数据,按 45%浓度离子膜成品烧碱计算其综合能源消耗。
(一)、烧碱单位产品综合能耗的计算 1 、烧碱电解单元单位产品综合能耗计算: 烧碱电解单元单位产品综合能耗= 1000×某种规格烧碱加工过程产品综合能
源消耗总量(吨标准煤)/某种规格烧碱折 100%烧碱成品产量(吨), 离子膜电解单元综合能耗总量= 5963976.134+ 13708.78+ 8907.04
= 5986591.955
离子膜电解单元单位产品综合能耗= 5986591.955÷17930.338=
333.88( kg标准煤 / 吨)
YOUR SITE HERE
2 、烧碱加工过程单位产品综合能耗(千克标准煤 / 吨) = 1000×某种规格烧碱加工过程产品综合能源消耗总量(吨标准煤)/某种
规格烧碱折 100%烧碱成品产量(吨), 45%离子膜液碱加工能耗= 998817.2398÷12703.625= 78.62(千克
标准煤 / 吨) 3 、某种规格烧碱单位产品综合能耗(千克标准煤 / 吨) =某种规格烧碱电解单元单位产品综合能耗×( 1+自用碱率)×( 1+碱损失率)(千克标准煤 / 吨) + 某种规格烧碱加工过程单位产品综合能耗(千克标准煤 / 吨),计算结果为:
45%离子膜液碱综合能耗= 333.88×( 1 + 0.914%)×( 1 + 1.679
% )+ 78.62= 421.21( kg标准煤 / 吨)
YOUR SITE HERE
(二)、 烧碱电解单元单位产品交流电耗计算
用电解碱折 100%烧碱单位产量表示的直接消耗的交流电量,即电解单元工
艺电耗,不包括动力设备等的耗电量。
烧碱电解单元单位产品交流电耗(千瓦小时 / 吨)= 10000×烧碱电解单元
生产过程实际投入交流电消耗量(万千瓦时)/电解单元电解碱折 100%烧
碱产量(吨)
电解单元交流电耗= 44301180.00÷17930.338= 2470( kwh/吨)
YOUR SITE HERE
(三)、自用碱及碱损失率的说明及计算 ( 以 45%离子碱为例 )
例:某企业报告期内离子膜电解单元电解碱产量为 17930.338吨,本系统自用
碱 163.841吨,期初结存 10.65吨,期末结存 18.956吨,浓碱耗用电解碱
量为 17870.901吨,浓碱生产量为 16545.842吨, 32%离子膜液碱耗用电
解碱量为 1055.789吨, 32%离子膜液碱实产量为 1055.343吨(含废氯气吸
收用碱), 45%离子膜液碱耗用浓碱量为 12713.636吨, 45%离子膜液碱实
产量为 12703.625吨, 99%离子膜液碱耗用浓碱量为 4082.555吨, 99%离
子膜液碱实产量为 4029.482吨,离子膜浓碱耗用电解碱的定额系数为
1.0163。
YOUR SITE HERE
1 、自用碱 自用碱指烧碱生产过程中耗用的由本系统生产的电解碱液量。 自用碱率=本期烧碱生产过程中耗用的由本系统生产的电解碱液量/本期电
解单元电解碱生产量 ×100%(均折 100%烧碱计算),计算结果为: 自用碱率= 163.841/17930.338×100%=0.914% 2 、碱损失 碱损失是指烧碱产品在生产过程中,从盐水电解工序生产开始直到成品烧碱
制造完毕并办完入库手续为止,这一生产过程中的工艺损失、质量损失、检修损失以及跑、冒、滴、漏等碱的损失量。烧碱生产过程中的碱损失分为分段损失和碱总损失。分段损失主要是考核工序(车间)的管理水平和状况的,而碱总损失是考核整个系统乃至整个企业的管理水平和状况的。
液碱损失率( % )=(本期液碱耗用电解碱量-本期液碱生产量)/本期液碱耗用电解碱量 ×100%(均折 100%烧碱计算)
YOUR SITE HERE
3 、离子膜碱损失率: ( 1 )浓碱碱损失率: 浓碱碱损失率 = (本期浓碱耗用电解碱量—本期浓碱生产量) / 本期浓碱耗用
电解碱量 ×100%
浓碱损失率=( 17870.901-1055.789-16545.842 ) /
17870.901×100%=1.507%
( 2 )液碱分段损失率: 液碱分段损失率(%)=(本期液碱耗用浓碱液量-本期液碱生产量) / 本期
液碱耗用浓碱液量 ×100%
本期液碱耗用浓碱液量 液碱分段损失率=( 12713.636-12703.625 ) /
12703.625×100%=0.079%
YOUR SITE HERE
( 3 )液碱总损失率:
液碱总损失率 (%)=(液碱耗用浓碱液量×浓碱耗用电解碱定额系数 - 液碱
生产量) / (液碱耗用浓碱量×液碱耗用电解碱定额系数) ×100%
式中的浓碱耗用电解碱定额系数意义是:每生产 1 吨浓碱液所消耗的电解碱液
量。(仍以 45%离子膜液碱举例说明)
离子膜浓碱耗用电解碱定额系数= (17870.901-1055.789) /16545.842
= 1.0163
液碱总损失率=( 12713.636×1.0163-12703.625 ) /
( 12713.636×1.0163 ) ×100%=1.679%
YOUR SITE HERE
四、烧碱行业主要的节能技术
1 、离子膜法烧碱生产技术
离子膜法制取烧碱是以离子交换膜为隔膜,采用电解法生产烧碱以及氯气
和氢气的生产方法,是 20世纪 70年代发展起来的新技术,也是目前国际上
最先进的烧碱生产技术。烧碱生产应用的离子膜有全氟离子膜、全氟羧酸膜
和全氟羧酸膜 / 磺酸复合膜,这种膜只允许钠离子通过,产生的碱液纯度高、
质量好、能耗低、无污染。离子膜法较隔膜法烧碱电耗略低,主要是离子膜
法烧碱直接就产出成品碱,不需要蒸发,从而能耗低。
YOUR SITE HERE
2 、金属扩张阳极、改性隔膜技术
金属扩张阳极与改性隔膜是近年来隔膜电解生产中的一项新工艺。所谓金属
扩张阳极,就是在钛铜复合棒上用弹簧片与两边的阳极片相连,使复合棒两
边的极片可以张开与收缩。
改性隔膜就是在制膜过程中向石棉浆料中加入一定量的改性剂(目前一般用
聚四氟乙烯纤维或乳液作为改性剂)及少量非离子表面活性剂,同时吸附在
阴极网袋上,制成的薄而均匀的石棉隔膜。
每吨烧碱可节电 100KWH以上。改性隔膜相对于普通隔膜来说,增加了产量,
降低了废石棉绒的排放量,减少了废石棉绒的环境危害。
YOUR SITE HERE
3 、“零极距”离子膜电解槽
离子膜法烧碱电解装置中,电解单元的阴阳极间距(极距)是一项非常重要的技术指标,其极距越小,单元槽电解电压越低,相应的生产电耗也越低,当极距达到最小值时,即为“膜极距”,亦称之为“零极距”。
零极距复极式离子膜电解槽是国内自高电密自然循环复极槽以来开发的新一代电槽。
零极距电解槽操作方便、运行平稳,满足生产工艺要求,与普通电槽相比,同等电密下,零极距电槽电压降低约 180mv,相应吨碱电耗下降约 127KWH,
综合技术指标达到国际先进水平。
YOUR SITE HERE
4 、氧阴极技术
氧阴极技术是近年来发展起来的一项新型离子膜电解技术。氧阴极的技术原
理是以氧气还原反应代替氢析出的还原反应,由于阴极反应不同,阴极的理
论分解电压也就不同。氧阴极比现行的普通阴极(镍网 + 活性涂层)的电极
电位降低了 1.2 V左右,在相同电流密度的运行条件下,可以在理论上达到
30%以上的节能效果。
普通离子膜法电解制烧碱技术,吨碱能耗 2300KWH,采用氧阴极技术制烧碱,
吨碱电耗为 1600KWH。吨碱降低电耗约 700KWH。
YOUR SITE HERE
5 、三效逆流膜式蒸发技术
三效逆流降膜蒸发工艺主要应用碱液在不同压力下沸点不同的原理,通过设
定不同的蒸发器在不同的操作压力下工作,使得本工艺过程中产生的二次汽
的热量得以利用;而且,设计当中还利用了成品碱( 50%烧碱)的热量,将
温度较高的 50%烧碱对Ⅱ效、Ⅲ效的出料碱液进行加热,进一步减少了蒸汽
的消耗量。
三效逆流离子膜烧碱降膜蒸发装置的考核吨碱汽耗值为 0.53吨,比普通的
单效碱蒸发工艺可减少吨碱汽耗 >0.6吨,比一般的双效蒸发工艺可减少吨
碱汽耗 >0.2吨。降低了蒸汽的消耗量,也就间接的降低了产生蒸汽而必须
消耗的煤炭资源,同时也减少了烧锅炉时排放到大气的废气。
YOUR SITE HERE
6 、氯化氢合成余热利用技术
氯气与氢气反应生成氯化氢时伴随释放出大量反应热,这些热量相当可观,
完全可以用来副产蒸汽。副产中压蒸汽合成炉在高温区段,使用钢制水冷壁
炉筒;在合成段顶部和底部钢材容易受腐蚀的区段,采用石墨材料制作。采
用这种方法既克服了石墨炉筒强度低和使用温度受限制的缺点,又克服了合
成段的顶部和底部容易腐蚀的缺点,从而使氯化氢合成的热能利用率提高到
70%,副产蒸汽压力可在 0.2~ 1.4MPa间任意调节,可并入中、低压蒸汽
网使用,使热能得到充分利用。
以生产 160吨 / 天氯化氢合成炉为例,每套装置年副产蒸汽折合标煤为
4900吨 / 年;节电 633600千瓦时。
YOUR SITE HERE
五、烧碱企业能耗监测方法
1 、确定范围
包括三个部分:烧碱生产系统、烧碱辅助生产系统和烧碱附属生产系 统
2 、查统计报表
3 、计算

Thank You!