第三章 数控机床编程基础知
9
第第第 第第第第第第第第第 第第第第第第 一、 1. 了了了了了了了了了了了; 2. 了了了了了了了了了了了; 3. 了了了了了了了了了了了; 4. 了了了了了了 G 、 M 了了了了了; 5. 了了了了 M 了了了了了 F 、 S 、 T 了了。 第 第第第第 、 1 了了了了了 了了了了了了了了了了了了了了了 .:。 2 了了了了了 了了了了了了了了了了 .:。 3 了了了了了了了了 了了了了了了了了了 .:。 第 第第第第 、
-
Upload
christen-dixon -
Category
Documents
-
view
45 -
download
4
description
第三章 数控机床编程基础知. 一、教学基本要求 1. 了解数控编程方法和过程; 2. 熟悉数控机床的编程规则; 3. 熟悉数控机床的程序结构; 4. 了解数控编程 G 、 M 指令功能表; 5. 掌握常用 M 指令应用和 F 、 S 、 T 功能。 二、教学提示 1 .教学重点:数控机床的编程规则和程序结构。 2 .教学难点:数控机床的程序结构。 3 .教学手段和方法:课堂讲授结合自学。 三、教学内容. 第三节 数控机床的程序结构. 一、程序字 一个程序段有若干个 “ 字 ” 组成。 - PowerPoint PPT Presentation
Transcript of 第三章 数控机床编程基础知

第三章 数控机床编程基础知 一、教学基本要求 1. 了解数控编程方法和过程; 2. 熟悉数控机床的编程规则; 3. 熟悉数控机床的程序结构; 4. 了解数控编程 G 、 M 指令功能表; 5. 掌握常用 M 指令应用和 F 、 S 、 T 功能。 二、教学提示 1 .教学重点:数控机床的编程规则和程序结构。 2 .教学难点:数控机床的程序结构。 3 .教学手段和方法:课堂讲授结合自学。 三、教学内容

第三节 数控机床的程序结构 一、程序字 一个程序段有若干个“字”组成。 程序中字符的集合,称为程序字,简称字。程序字通常由一个
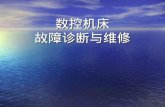
地址 ( 用字母表示 ) 和一组数字组成,即“地址 + 数字”。如 G01 总称为字,其中 G 表示地址, 01 为数字组合,如图 3-11 所示。
二、程序号 每一个程序必须先指定程序号。程序号的地址为字母 O 、 P
或%,随机床而异,紧接着为 4 位数字。可编程序的范围从 0001-9999 。
三、程序段号(程序句号) 每一个程序段都必须有一个段号;其地址为字母 N ,程序段编
号范围为 N000l-N9999 。程序段号一般以递增 10 的方式编号,以便于修改时插入新语句。有些机床具有自动编号功能。
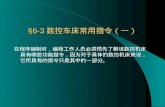
四、程序段 程序段通常由程序段号及一个或多个程序字组成,如图 3-12
所示。一个程序段是一条完整的指令。

图 3-11 字的含义
图 3-12 程序段的含义
五、程序段格式( 1 ) 所谓程序段格式,是指程序段书写规则。 它包括机床所要求执行的功能和运动所需要的几何数据及工艺参数。( 2 )加工程序的组成:一个零件加工程序是由若干以段号大小顺序排列的程序段组成。每个程序段又由几部分组成,如表 3-1 所示。

表 3-1 程序段组成
序号 功 能 地 址 范 围 意 义
1 程序号 O 、 P 、%*
0000-9999 指 定 程 序 号 、 子 程 序号
2 程序段号 N 0000-9999 指定程序段号
3 准备功能 G 00-99 指定动作方式
4
坐标字尺寸字
X 、 Y 、 ZI , J , K
±(0.001-9999.999)*±(0.001-9999.999)*
X , Y , Z 坐 标 运 动指令圆心坐标、螺距
5 进给速度 F l-1200mm/min* 进给速度指令
6 主轴功能 S 150-4000r / min* 主轴转速指令
7 刀具功能 T 01—20* 选择刀具指令
8 辅助功能 M 00—99 辅助功能
注:打 * 者随机床类型而异,具体规定参照机床说明书。

第四节 数控编程 G 、 M 指令功能表 在数控加工程序中,用各种 G 、 M 指令来描述工艺过程的各
种操作和运动特征。国际上广泛使用 ISO 标准 G 、 M 指令,我国机械工业部制订的标准 JB3208-83 ,与国际标准等效
G 、 M 指令分别由地址字 G 、 M 以及 2 位数字组成,共有 100 种 G 指令和 100 种 M 指令: G00-G99 , M00-M99 。

第五节 常用 M 指令应用 一、程序暂停 指令: M00 功能:在完成该程序段其它指令后, M00 使程序停在本段状
态,不执行下段。 当按下控制面板上的循环启动键 (CYCLE START) 后,可继续
执行下一程序段。 应用:该指令可应用于自动加工过程中,停车进行某些固定的手动操作,如手动变速、换刀等。
二、程序计划暂停 指令: M01 功能:与 M00相似。不同的是,必须在控制面板上,预先按
下“任选停止 (OPTIONAL STOP)”开关,当执行完编有 M01指令的程序段的其它指令后,程序即停止。
若不按下“任选停止”开关,则 M01 不起作用,程序继续执行。
应用:常用于关键尺寸的抽样检查或临时停车。

三、程序结束指令: M02 功能:该指令表示加工程序全部结束。 它使主轴、进给、切削液都停止,机床复位。有的机床设定该功能可卷回纸带到“程序开始”字符。 应用:该指令必须编在最后一个程序段中。四、主轴正转、反转、停 指令: M03 、 M04 、 M05 功能: M03 、 M04 指令使主轴正、反转。与同段其它指令一起开始执行。 所谓正转是沿主轴轴线向正 Z 方向看,顺时针方向旋转。逆时针方向则为反转。也可用右手定则判断:用右手拇指代表正 Z 方向,紧握四指则代表主轴正转方向。 M05 指令使主轴停止,是在该程序段其它指令执行完成后才停止的。格式: M03 S 或 S M03 M04 S 或 S M04

五、换刀指令: M06功能:自动换刀。用于具有自动换刀装置的机床,如加工中心和
有回转刀架的数控车床。格式: M06 T 或 T M06( 有些机床规定,刀具号出现在换刀指
令前一段;也有机床用 T 指令换刀而不用 M06 指令 )六、冷却液开、关指令: M07 、 M08 、 M09功能: M07 、 M08 分别命令 2 号切削液 ( 雾状 ) 和 1 号切削液 (
液状 ) 开, M09 命令切削液停。七、夹紧、松开指令: M10 、 M11功能:分别命令机床运动部件的夹紧与松开。应用:适用于工件、夹具、主轴、机床滑座等的夹紧与松开。八、纸带结束指令: M30 ,功能:在完成程序段所有指令后,使主轴、进给及冷却液停止,
机床复位,纸带倒回到“程序开始”字符。即返回程序开头。应用:该指令必须编在最后一个程序段中,表示加工程序结束。

第六节 F 、 S 、 T 功能 一、 F—进给功能 用 F 功能可以直接规定各轴的进给速度, F 功能用字母 F 及 F 后
数字表示,其切削进给速度为 mm / min 。 二、 S—主轴功能 指定主轴转速的功能。 S 功能的单位是转/分。 在编程时除用 S 代码指令主轴转速外,还要用 M 代码指令主轴
转向,是顺时针转还是逆时针转。 使用 S 功能一定要根据机床说明书中相应的值选定。 三、 T—刀具功能 刀具功能也称 T 功能。这是用来进行刀具选择的功能,刀具功能
用字母 T 及后面的数字表示.