калачев.чернов.оборудование хлебопек отрасли
68
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕХНОЛОГИЙ И УПРАВЛЕНИЯ (образован в 1953 году) __________________________________________________________ Кафедра «Пищевые машины» Дистанционное Пищ. маш. – 14.22.2703 зчн. скр. обучение Пищ. маш. – 11.22.1706 зчн. скр. Пищ. маш. – 11.22.1706 зчн. плн. Пищ. маш. – 14.22.2703 зчн. плн М.В. Калачев, М.Е. Чернов Оборудование отрасли. Технологическое оборудование отрасли (хлебопекарных и макаронных предприятий) Учебно-практическое пособие по «Технологическому оборудованию хлебопекарных и макаронных предприятий» для студентов 3 курса сокращенной формы обучения и студентов 5 курса полной формы обучения по специальности 2703 и 3, 4 курсов сокращенной формы и 5, 6 курсов полной формы обучения по специальности 1706 www.msta.ru Москва – 2004 г.
-
Upload
katarina-yezovskaya -
Category
Documents
-
view
2.050 -
download
3
Transcript of калачев.чернов.оборудование хлебопек отрасли
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТТЕХНОЛОГИЙ И УПРАВЛЕНИЯ
(образован в 1953 году)__________________________________________________________
Кафедра «Пищевые машины»
Дистанционное Пищ. маш. – 14.22.2703 зчн. скр. обучение Пищ. маш. – 11.22.1706 зчн. скр.
Пищ. маш. – 11.22.1706 зчн. плн. Пищ. маш. – 14.22.2703 зчн. плн
М.В. Калачев, М.Е. Чернов
Оборудование отрасли.Технологическое оборудование отрасли
(хлебопекарных и макаронных предприятий)Учебно-практическое пособие по «Технологическому
оборудованию хлебопекарных и макаронных предприятий» длястудентов 3 курса сокращенной формы обучения и студентов 5
курса полной формы обучения по специальности 2703 и 3, 4 курсовсокращенной формы и 5, 6 курсов полной формы обучения
по специальности 1706
www.msta.ru
Москва – 2004 г.
2
УДК 664.66 : 664.69 К 17
Ó Калачев М.В., Чернов М.Е. Оборудование отрасли. Технологическоеоборудование отрасли (хлебобулочных и макаронных предприятий). Учебно-практическое пособие. – М., МГУТУ, 2004
В учебно-практическом пособии в кратком и систематическом видеизложено содержание курса «Технологическое оборудование хлебопекарных имакаронных предприятий». В нем рассмотрены поточные линии производства,а также машины и аппараты, входящие в них.
После каждой темы даны вопросы и тесты позволяющие контролироватьстепень усвоения материала. Указан перечень лабораторных работ проводимыхкафедрой «Пищевые машины» по данной специальности. Имеется словарьосновных понятий.
Учебно-практическое пособие предназначено для студентов 3 курсасокращенной формы обучения и студентов 5 курса полной формы обучения поспециальности 2703 и 3, 4 курсов сокращенной формы и 5, 6 курсов полнойформы обучения по специальности 1706.
Авторы: проф., к.т.н. Калачев Михаил Владимирович проф., к.т.н. Чернов Мишель Евгеньевич
Рецензенты: директор опытного хлебозавода Цодиков Ефим Семенович; Ген.директор макаронной фабрики «Экстра-М» Зернышков Михаил Александрович
Редактор: Свешникова Н.И.
ISBN
© Московский государственный университет технологий и управления, 2004109004, Москва, Земляной вал, 73
3
Содержание
Введение……………………………………………………………………….. 5Тема 1. Схемы производства хлебобулочных изделий ………..…….…….. 51.1. Машинно-аппаратурные схемы производствахлебобулочных изделий …………………………………………………….... 6Вопросы для самоконтроля по теме ………………………………….…....… 7Тест по теме………………………………………………..………………..…. 7Тема 2. Оборудование для транспортирования, храненияи подготовки сырья……………………………………………………….….... 82.1. Транспортирование муки………………………………………………… 82.2. Оборудование для хранения муки………………………………………102.3. Просеивание муки ……………………………………………………..... 112.4. Оборудование для подготовки дополнительного сырья ………...…… 12Вопросы для самоконтроля по теме………………………………………… 12Тесты по теме………………………………………………………………… 12Тема 3. Оборудование для дозирования ……………………………………133.1. Дозаторы муки …………………………………………………………...133.2. Дозаторы жидких компонентов ………………………………………...14Дозатора непрерывного действия ………………………………………….. 15Вопросы для самоконтроля по теме………………………………………....16Тесты по теме ………………………………………………………………....16Тема 4. Оборудование для приготовления теста ………………………......164.1. Тестомесильные машины ………………………………………………..16Тестомесильные машины периодического действия ………………..……..17Тестомесильные машины непрерывного действия ………………….……. 194.2. Тестоприготовительные агрегаты ……………………………………... 19Тестоприготовительные агрегаты периодического действия ……………. 214.3. Дежеопрокидыватели …………………………………………………... 22Вопросы для самоконтроля по теме………………………………………....22Тесты по теме …………………………………………………………………22Тема 5. Оборудование для деления и формования теста ……………….....235.1. Тестоделительные машины ……………………………………………. 235.2. Тестоформующие машины …………………………………………….. 25Тестоокруглительные машины……………………………………………… 25Тестозакаточные машины …………………………………………………... 265.3. Способы борьбы с прилипанием теста к рабочим органам ………….. 26Вопросы для самоконтроля по теме……………………………………....… 26Тесты по теме ………………………………………………………………... 27Тема 6. Оборудование для расстойки кусков теста …………………….… 27Вопросы для самоконтроля по теме………………………………………… 29Тесты по теме …………………………………………………………...…… 29Тема 7. Хлебопекарные печи ……………………………………………..... 297.1. Тупиковые печи ………………………………………………………… 317.2. Туннельные печи …………………………………………………..…… 32
4
7.3. Расстойно-печные агрегаты ………………………………………….… 337.4. Механизмы для посадки и выгрузки тестовых заготовок …………… 33Вопросы для самоконтроля по теме ……………………………………..… 34Тесты по теме …………………………………………………………...…… 34Тема 8. Оборудование остывочного отделения и экспедиции …….…..… 34Вопросы для самоконтроля ……………………………………………….… 36Тесты по теме ……………………………………………………………...… 36Тема 9. Оборудование для производства макаронных изделий ………..…379.1. Макаронные прессы ………………………………………………..…… 389.2. Машины для резки макаронных изделий ………………………...…… 40Вопросы для самоконтроля по теме………………………………………… 40Тесты по теме ……………………………………………………………...… 41Тема 10. Оборудование для сушки макарон …………………………….… 41Вопросы для самоконтроля по теме………………………………………… 45Тесты по теме ……………………………………………………………...… 45Тема 11. Стабилизаторы-накопители ……………………………………… 46Вопросы для самоконтроля по теме………………………………………… 47Тесты по теме …………………………………………………………...…… 47Тема 12. Участки производства специализированныхмакаронных изделий ………………………………………………………… 4812.1. Участок производства вермишели быстрого приготовления …….… 4812.2. Производство сырых макаронных изделий длительного хранения .. 48Вопросы для самоконтроля по теме………………………………………… 49Тесты по теме …………………………………………………………...…… 50Тема 13. Тара и упаковка хлебопекарной и макаронной продукции ….… 50Вопросы для самоконтроля по теме………………………………...…….… 53Тесты по теме ……………………………………………………………...… 53Некоторые формулы технологического расчета машин и аппаратов …… 53Лабораторные работы, проводимые в лабораторияхкафедры «Пищевые машины» ……………………………………………… 60Тесты по дисциплине …………………………………………………….…. 60Словарь основных понятий ……………………………………………….… 62Ответы на тестовые задания …………………………………………...…… 64Список литературы ……………………………………………………..…… 65
5
ВведениеЛекции носят обзорный характер, материал имеет связь с общими
техническими дисциплинами — детали машин, подъемно-транспортныеустройства, технология и т.д.
Некоторые разделы требуют дополнительного самостоятельногорассмотрения, они будут указаны в дальнейшем.
Хлеб — источник белка, углеводов, минеральных веществ, витаминов иклетчатки.
В последние годы условия работы хлебопекарной промышленностименяются. Почти все хлебозаводы и пекарни приватизированы, началидействовать рыночные законы. Наметилось уменьшение потребления хлеба исоответственно его выработка. На хлебозаводах сокращаются рабочие места,консервируется технологическое оборудование, прекращаются инвестиции, аследовательно производство нового оборудования. Одновременно открываютсяновые пекарни, вырабатывающие широкий ассортимент хлебобулочныхизделий и мучных кондитерских изделий. Однако, некоторые пекарни невыдержав конкуренции были закрыты.
В настоящее время основан выпуск отечественного оборудования дляпекарен производительностью 0,2—5,0 т/сутки. Разработаны комплексыоборудования А2—ХПО, Л4—ХПМ 500 и другие для пекарен малой мощности.
Основные направления в развитии хлебопекарной промышленности внастоящее время являются:
- внедрение прогрессивных технологических схем, ускоренных способовприготовления теста с использованием оборудования позволяющего сокращатьсроки технологических операций;
- значительное повышение качества изготовления машин и аппаратов, ихэксплуатационной надежности;
- опережающие темпы создания технологического оборудования длянебольших пекарен;
- оснащение линий, отдельных участков и машин компьютерной имикропроцессорной техникой;
- увеличение выработки хлебобулочных изделий повышеннойбиологической ценности, для детского питания, диетических сортов.
Тема 1. Схемы производства хлебобулочных изделий.
Машинно-аппаратурные схемы поточных линий на хлебозаводах и впекарнях в зависимости от вида вырабатываемых изделий и степенимеханизации технологических операций бывают различными, однако операциитехнологических процессов осуществляется примерно в одинаковойпоследовательности.
Хлебопекарное производство включает отделения:- приема, хранения и подготовки сырья (склад, транспорт и др.);- расходных емкостей для подготовленного сырья и полуфабрикатов;
6
- приготовления полуфабрикатов (тестоприготовления);- разделки теста;- выпечки изделий;- остывочное, фасовки и упаковки;- экспедиции.Склады муки и дополнительного сырья, а также остывочное отделение и
экспедиция на любом заводе являются общими для всех производственныхпоточных линий.
Различают схемы механизированных линий: 1) для производства ржаногои пшеничного формового хлеба; 2) для производства батонов; 3) дляпроизводства круглого, подового, ржаного и пшеничного хлеба; 4) дляпроизводства сдобы и булочной мелочи.
1.1. Машинно-аппаратурные схемы производства хлебобулочныхизделий.
Упрощенное изображение расположения технологических машин иаппаратов, а также увязанного с ними транспортного оборудования, всоответствии с принятой технологией производства, представляет собоймашинно-аппаратурную схему.
В качестве примера машинно-аппаратурных схем можно рассмотретьсхему производства батонов вырабатываемых на крупных хлебопекарныхпредприятиях.
Прием, хранение, подготовка сырья, остывочное отделение у всех линийобщие или укомплектованы аналогичным оборудованием.
Прием, хранение, подготовка сырья, остывочное отделение у всех линийобщие или укомплектованы аналогичным оборудованием.
Мука на производство доставляется автомуковозом. Для разгрузки егоемкость подключается с помощью гибкого шланга к приемному щитку маркиХЩП-2. Затем мука по трубам аэрозольтранспортом подается в силосы типаХЕ-160, в которых хранится 5—7 суток. Из силосов мука с помощью роторныхМ-116 питателей, через переключатели марки ПДЕ поступает в бункер, затем впросеиватель марки ПБ-1,5, промежуточный бункер и на автоматические весымарки ДМ-200.
Далее мука аэрозольтранспортом подается в производственные ХЕ-63Вбункера. Из них поступает в дозаторы, откуда дозируется в тестомесильнуюмашину марки И8-ХТА/1.
Работу аэрозольтранспорта обеспечивает компрессорная станция КС,оборудованная компрессором, ресивером и фильтром. Для равномерногораспределения сжатого воздуха при всех режимах работы перед питателемустанавливают ультразвуковые сопла.
При тарном хранении сахар поступает и хранится в мешках, дрожжи,маргарин, яйца, жиры — в бочках. Скоропортящееся сырье хранят вхолодильных камерах.
При бестарном хранении соль, сахарный сироп, молоко, жиры молочнаясыворотка доставляются специализированным автотранспортом. При
7
поступлении в жидком виде сырье перекачивают по трубопроводам врасходные сборники, откуда через бачки постоянного уровня подаются кдозаторам.
Отмеривание жидких компонентов к тестомесильной машинеосуществляется дозировочными станциями Ш2-ХДМ питающимися от бачков.
Замес опары проводится месильной машиной И8-ХТА/1, откуданагнетателем лопастным типа И8-ХТА/3 опара перекачивается вшестисекционный бункер марки И8-ХТА/2, для брожения. Выбродившая опаралопастным нагнетателем подается во вторую тестомесильную машину длязамеса теста. Туда же отмеривается порция (непрерывно) муки и оставшихсяжидких компонентов дозаторами типа Ш2-ХДМ.
Замешанное тесто третьим лопастным питателем марки И8-ХТА/3нагнетается в корытообразный бункер И8-ХТА/6. Из него выброженное тестосамотеком направляется в тестоделитель.
Для разных сортов выбирают разные типы тестоделителей. Так как длябатонов можно использовать А2-ХТН; для пшеничного подового А2-ХТН1-1-Н(РТ-2М); для формового пшеничного РТ-2М; для мелкоштучных изделий Ш2-ХДА или Р3-ХДП.
Для получения хорошей батонообразной формы заготовки сначалаобрабатывают на округлителе марки Т1-ХТН, где заготовкам придаетсяшаровая форма. Затем конвейером круглые куски теста подаются назакаточную машину марки Т1-ХТ2-3-1, где им придается форма батона.«Роторно-ленточный укладчик» укладывает их на люльки расстойного шкафатипа «РШВ», после окончания расстойки специальный механизм шкафа РШВперекладывает заготовки на под печи типа Г4-ПХ3-С (25), в рабочей камерекоторой производится гигротермическая обработка и выпечка. Готовый хлеб(батоны) сваливается с пода печи на циркуляционный стол накопитель А2-ХМТ. На нем производится отбраковка и перекладка на лотки контейнерамарки ХКЛ, который отводится в остывочное отделение.
Вопросы для самоконтроля по теме:1. Какие технологические процессы происходят при производстве
хлебобулочных изделий?2. Какая машина-аппарат является определяющей (главной) при
производстве хлеба?3. Какое оборудование одинаково используется в производстве (машинно-
аппаратурных схемах) хлеба и макаронных изделий?4. Какая машина-аппарат является определяющей при производстве
макаронных изделий?
Тесты по теме:1. Какие производственные отделения являются общими для всех
поточных линий? Почему именно?а) остывочное отделение и склад; б) тесторазделочное отделение; в)
пекарное отделение.
8
2. В производстве хлебобулочных изделий различают механизированныелинии:
а) производство ржаного или пшеничного формового хлеба; б)производство батонов; в) производство круглого подового хлеба; г) всех вышеперечисленных линии.
3. Головным устройством (машиной) в производстве хлеба является: а)тестомесильная машина; б) тестоделитель; в) печь.
4. Головным устройством (машиной) в производстве макаронных изделийявляется:
а) макаронный пресс; б) сушилка; в) стабилизатор-накопитель.5. Общим участком при производстве хлеба и макаронных изделий
является:а) хранения и обработки; б) замеса теста; в) формования.
Тема 2. Оборудование для транспортирования, хранения и подготовкисырья.
2.1. Транспортирование муки.Мука на хлебозаводах хранится в силосах бестарным способом или в
мешках — тарным способом.На современных и проектируемых предприятиях применяют бестарное
хранение муки. Транспортировка муки между предприятиями можетосуществляться в мешках — тарным способом или в специальныхавтомуковозах или железнодорожных платформах - бестарным.
Внутри завода мука может транспортироваться с помощью шнеков, норий,цепных транпортеров - механическим транспортом. При бестарном хранениимука может еще транспортироваться с помощью пневмо или аэрозоль-транспорта, или смешанного транспорта.
Принцип действия пневмотранспорта основан на сообщении мукескорости, с которой поток воздуха перемещается по трубам при концентрациив пределах от 0,5 до 4 кг/кг воздуха. Эти установки могут работать принагнетании воздуха в систему (низкого давления), или на всасывание.
В нагнетательных аэрозольтранспортных установках мука насыщаетсявоздухом (аэрируется) и перемещается по трубам при концентрациях до 200кг/кг воздуха (высокое давление).
Показатели пневматического и аэрозольного транспорта приведены втаблице № 1. Таблица № 1
Показатели пневмотранспорт
аэрозольтранспорт
концентрация кг/кг 0,5 — 4 20 — 200скорость воздуха м/сек 16 — 25 5 — 7диаметр трубопровода мм 75 — 300 20 — 100
9
избыточное давление МН/м2 0,03или разрежение
0,25
конструктивные различия:
нагнетатели вентилятор иливоздуходувка
компрессор с рессивером
разгрузители циклон и фильтр нет
Установки аэрозольтранспорта имеют ряд преимуществ передпневматическими: меньше диаметр трубопровода, не требуются громоздкиефильтрующие устройства, производительность больше т.к. большеконцентрация смеси.
Бестарное хранение и транспортировка муки по сравнению с тарнымспособом хранения и транспортировки имеет ряд преимуществ: 1) исключениетяжелых физических работ, весь процесс механизирован; 2) возможнаавтоматизация процесса; 3) экономия на таре (мешках); 4) уменьшается распыл(потери) муки; 5) мука аэрируется, улучшается ее качество; 6) улучшаетсясанитарное состояние производства; 7) снижаются эксплуатационные расходы;8) для крупных и средних предприятий экономится электроэнергия; 9)экономится площадь.
К недостаткам пневмо- и аэрозольтранспорта следует отнести: 1)возможность завалов в трубопроводах; 2) накопление зарядов статическогоэлектричества в трубопроводах, силосах (их стенках) матерчатых фильтрах, чтоможет при определенной концентрации мучной смеси вызватьискрообразование и взрыв; 3) требование повышенной квалификацией (напериферии не всегда есть) обслуживающего персонала — компрессовщика.
Для предотвращения завалов в трубах необходимо соблюдатьпоследовательность пуска и останова аэрозольтранспортных линий: при пускесначала производится продувка сжатым воздухом в течение 1—2 мин всейлинии от питателя до приемной емкости, после чего мука загружается вмукопровод; при остановке сначала прекращают подачу муки и продуваютлинию (в течение 1 мин) до полного удаления муки. Радиус изгиба труб долженбыть не менее 10 диаметров трубы.
Для облегчения ликвидации завалов (пробок) муки при монтажемукопроводов устанавливают продувочные штуцера перед коленами,двойными и простыми отводами, а также перед каждым разветвлением. Прииспользовании центральных компрессорных станций для обслуживания двухили более одновременно работающих питателей перед каждым устанавливаютрегулятор расхода и давления воздуха.
В процессе бестарного хранения муки в емкости могут возникать слоиуплотненного материала, так называемые статические своды. Кроме того,своды могут образовываться и при истечении материала, если возникающее вматериале напряжение не превышает прочности свода. Сводообразованиезатрудняет разгрузку емкостей и приводит к неустойчивой работепневмотранспортной установки.
10
Экспериментами доказано, что своды могут не образовываться, еслигеометрические параметры емкости выбраны в соответствии с физико-механическими свойствами сыпучего материала.
Так макаронная мука (крупчатка) имеющая крупитчатую структуру ибольшую плотность, чем хлебопекарная, 700 кг/м3 против 550 кг/м3,соответственно, лучше транспортируется пневмотранспортом, чем аэрозоль.Автомуковоз перевозящий крупчатку разгружается в два раза дольше, чем схлебопекарной мукой.
При эксплуатации бестарных складов хранения муки необходимоучитывать, что твердые частицы муки, взвешенные в воздухе, составляютдисперсную систему — аэрозоль. При транспортировании муки происходитэлектризация аэрозоля, в результате возможен взрыв.
Взрывоопасная концентрация смеси лежит в пределах от 20 до 100 г на 1м3 воздуха. Для снятия статического электричества необходимо заземлятьтрубопроводы и другие элементы аэрозольтранспорта.
Питатели используются для создания смеси муки и воздуха необходимойконцентрации.
Питатели делятся на шлюзовые (барабанные), шнековые и камерные.Последние являются питателями периодического действия.
Основной недостаток шлюзовых питателей — большая утечка сжатоговоздуха обратно в бункер. Геометричность шлюзовых питателей, зависящая отвеличины зазоров между корпусом и ротором, а также между ротором икрышками, сильно снижается вследствие деформации вала. Деформациювызывает большой перепад давления в зонах загрузки и выгрузки материала,ведущий к повышенному износу лопастей ротора. Для улучшениягерметизации увеличивают жесткость конструкции, применяют регулируемыебронзовые накладки на лопасть, повышают точность обработки сопрягаемыхповерхностей ротора и корпуса.
Достоинством питателя является простота, малогабаритность, малыйрасход энергии.
В отличие от шлюзовых в шнековых питателях утечка воздуха непревышает 10—15%, что достигается главным образом в результатеобразования пробки из материала на входе в камеру. Основной недостатокшнекового питателя — высокий удельный расход энергии, затрачиваемой наперемещение и уплотнение муки.
2.2. Оборудование для хранения муки.Хранение необходимо для создания запаса муки на 7 суток и одновременно
для созревания ее, что улучшает хлебопекарные свойства.К классификации склада и его устройств.Склад для хранения муки может быть бестарным (БХМ) и тарным (в
мешках). При бестарном хранении силоса могут устанавливаться в помещениях— закрытого типа и вне зданий — склад открытого типа.
Силоса для БХМ используются различной конструкции — круглой илипрямоугольной формы, горизонтальные или вертикальные. Материалом
11
является сталь, бетонные плиты, полимерные материалы, или армированнаярезина. Последние используются для силосов малой вместимости с цельюустановки в пекарнях.
Для БХМ чаще используются цилиндрические силоса типа ХЕ-160.Промышленностью выпускается А2-Х2-Е-160А вместимостью 50,7 м3, А2-Х3-Е-160А вместимостью 48 м3, А2-Х3-Е-160Б — 34 м3.
Для БХМ могут применяться силоса М-111, А1-ХБУ, А1-ХБЮ и др.Силос типа ХЕ-160 представляет собой цилиндр с нижней конусной
частью, наклоненной под углом 600 к горизонту. Для лучшей разгрузки вконусе устанавливаются трубы и ложное днище в виде решеток с натянутым наних бельтингом, куда подают сжатый воздух, разрушающий своды иаэрирующий муку.
В крышке бункера имеется отверстие, над которым установленвстряхивающий фильтр. Для осмотра и обслуживания имеется люк.
Для строительства склада муки открытого типа часто используют бункерамарки ХЕ-160А. Тогда конусная часть бункера с подвесным питателем закрытаюбкой цилиндрической формы от атмосферных явлений, асамовытряхивающийся фильтр ХЕ-161, на верхней крышке бункера закрытспециальным кожухом.
При тарном хранении муки в мешках их укладывают по партиям настеллажах в штабели тройниками или пятериками не более 8 мешков в ряд повысоте при ручной укладке, а при использовании автопогрузчиков — в 12рядов.
Между группами штабелей должны быть проходы не менее 0,75 м, от стен— 0,5 м, для проезда электропогрузчиков 3,0 м. Температуру в мучных складахследует поддерживать не ниже 8 0С.
2.3. Просеивание муки.Просеивающие машины предназначены для очистки муки от посторонних
примесей. Одновременно с просеиванием муки происходит разрыхление иаэрация, что улучшает ее качество и увеличивает выход. Частицы продуктапрошедшие через сито называются «проходом», а не прошедшие — «сходом».
К классификации просеивателей.Просеиватели имеют сита цилиндрические или плоские, совершающие
вращательное или возвратно-поступательное движение. При неподвижныхситах просеиватели имеют специальные побудители.
Сита выполняются из металлической проволоки или штампованными изтонкого листа. Подразделяются по номерам, которые соответствуют размеруситовой ячейки в мм. Для просеивания пшеничной муки используются сита №1—1,6, для ржаной — № 2—2,5.
На хлебозаводах и в пекарнях применяют контрольное просеивание, дляэтого можно использовать просеиватели типа «Бурат» - ПБ-1,5, ПБ-2,85; Ш2-ХМЕ (Воронеж) с вращающимися ситами. Производительность ПБ-1,5—3 т/ч, аШ2-ХМЕ — до 11 т/ч.
12
В пекарнях используют малогабаритный просеиватель МПМ-800 М,который по конструкции аналогичен просеивателю «Пионер».Производительность МПМ-800 М — до 1400 кг/ч.
В просеивателях с неподвижным ситом системы «Пионер» рабочимэлементом является неподвижное цилиндрическое сито, расположенноевертикально, относительно которого мука перемещается посредством шнека.
2.4. Оборудование для подготовки дополнительного сырья.Дополнительным сырьем при хлебопекарном производстве считается
молоко, сахар, жир различные улучшители и т. п. Для равномерногораспределения при замесе теста указанное сырье используется в жидком виде:сахар растворяется, прессованные дрожжи распускаются, а жиррастапливаются. Одновременно растворы легче транспортировать и точнеедозировать.
Для растворения сахара и прессованных дрожжей используютсяпропеллерные мешалки Х-14, для растапливания жира (маргарин, сливочногомасло) применяется жирорастопитель Х-15Д. Это бачок с коническим днищем,рубашкой для подачи горячей воды и пропеллерной, вертикальной мешалкой.Для эмульгирования жиров применяется установка ХЭЖ. Для приготовлениязаварки используется заварочная машина Х3М-300.
Соль растворяют до получения насыщенного раствора и затем фильтруют,очищая от примесей. На производстве применяются солерастворители типаХСР, Т1-ХСБ, Т1-ХСУ и др. В зависимости от сорта хлеба содержание соли втесте составляет от 1,0—2,5 %, по муке.
Вопросы для самоконтроля по теме:1. Какие четыре типа транспорта используются при транспортировании
муки?2. В чем отличие оборудования для аэрозоль и пневмотранспорта?3. Какие достоинства у аэрозоль и пневмотранспорта муки?4. Какие недостатки у аэрозоль и пневмотранспорта муки?5. Какие типы питателей используются для пневматической
транспортировки муки?6. Какие модификации просеивателя «Пионер» используют в малых
предприятиях?7. Какие недостатки имеет просеиватель с барабанными вращающимися
ситами?
Тесты по теме:1. Какой способ транспортирования муки является самым
производительным? Почему именно?а) механический транспорт; б) аэрозольтранспорт; в) пневмотранспорт.2. Какой недостаток при транспортировании муки аэрозольтранспортом
является самым опасным? Почему именно?
13
а) забивание трубопровода; б) возникновение статистическогоэлектричества; в) требования повышенной квалификации для обслуживающегоперсонала.
3. Какой питатель имеет наибольший коэффициент утечки воздуха?Почему именно?
а) шнековый; б) шлюзовый; в) камерный.4. Какой тип просеивателей наиболее применим в пекарнях?а) «Бурат»; б) Ш2-ХМЕ; в) МПМ-800М.5. Какой принцип работы используется в аэрозольтранспорте?а) работа под высоким давлением; б) работы под низким давлением; в)
работа под разрежением.
Тема 3. Оборудование для дозирования.
К классификации дозаторов.Дозаторы можно подразделить на дозаторы непрерывного и
периодического действия. В свою очередь их можно подразделить на дозаторы:работающие по весовому и объемному принципу. Объемные дозаторыконструктивно более просты и надежны в работе, но, как правило, менее точны,чем весовые.
Основным требованием при дозировании является точность.
3.1. Дозаторы муки.Дозаторы по конструктивному устройству можно подразделить:
непрерывного действия — шнековые, барабанные (роторные), ленточные,тарельчатые, вибрационные; периодического — бункерные и ковшовые.
Роторный (барабанный) дозатор ХАТ — непрерывного действия, работаетпо объемному принципу.
Ленточные дозаторы ВНИИХПа и Р3-ХДА являются дозатораминепрерывного действия. Работающий в пищевой промышленности дозаторВНИИХПа, в настоящее время, заменяется более точным Р3-ХДА. ДозаторВНИИХПа работает по объемному принципу и имеет один ленточный конвейерс одним механизмом регулирования — заслонкой.
Дозатор Р3-ХДА аналогичен по конструкции, но более сложен, и работаетпо весовому принципу.
Полуавтоматический дозатор муки Ш2-ХДА. Он работает по весовомупринципу, периодического действия.
Достоинством этого дозатора является возможность работы вавтоматическом режиме, повышенная точность по сравнению с автомукомеромМД-100, наличие второго циферблатного устройства, облегчающегообслуживание.
Автомукомер МД-100 является предшественником Ш2-ХДА иконструктивно похож на него. В настоящее время автомукомеры оченьраспространены в промышленности. Отличается МД-100 от Ш2-ХДАотсутствием механизма досыпки и вместо циферблатного устройства
14
установлено коромысло с гирями. В последнее время выпускают современныйаналог МД-100 (200) – это полуавтоматический дозатор сыпучих материаловДСМ-1, ДСМ-2, построенный на основе микропроцессора и включающийсяэлектронный блок задания и измерения веса, тензометрические датчики, блокэлектропитания и конечной автоматики. Эти устройства установлены наконическом бункере вместо коромысла с гирями (ДМ-100).
Полуавтоматические весовые дозаторы сыпучих материалов ДСМ-1, ДСМ-2 предназначены для использования на предприятиях хлебопекарнойпромышленности взамен дозаторов муки МД-100, ДМ-200.
Станция построена на современной отечественной и импортнойэлементарной базе на основе микропроцессора и включает в себя следующиекомпоненты: несущая рама; бункер с автоматической заслонкой; шнек сприводом или гибкий шнек с приводом (шнеком комплектуется по требованиюзаказчика); электронный блок задания и измерения веса; тензометрическиедатчики; блок электропитания и конечной автоматики.
Управление станцией осуществляется с пульта нажатием клавиш.Оператором устанавливается вес муки в пределах от 10 до 200 кг на пультеблока задания и измерения веса. Производится автоматическое взвешивание.При совпадении заданного и измеренного значений веса муки выдается сигналокончания загрузки на исполнительные механизмы – шнек и заслонку бункерадозатора.
Для учета муки на табло пульта управления выводится информация омассе сыпучих материалов, прошедшей через бункер дозатора. Длярегистрации используются два счетчика: сбрасываемый – для сменного учета,несбрасываемый – для администратора. Дозатор обеспечивает сохранностьинформации при отключении электропитания. Имеется возможность выводаинформации на компьютер (интерфейс – RS 485). Самодиагностиканеисправностей. Бункер дозатора выполнен из нержавеющей стали.
3.2. Дозаторы жидких компонентов.Дозаторы по конструктивному принципу подразделяются: непрерывного
действия — черпаковые, стаканчиковые, шестеренные, поршневые;периодического действия — мембранные, электродные, бункерные — весовые.
Работать дозаторы жидкости могут с фиксированным илинефиксированным ритмом. Фиксированный ритм работы — это когдаоткрывание и закрывание клапанов жестко связано с механическим приводом,и происходит даже, когда отмериваемой жидкости нет. Нефиксированный —это если клапана слива открываются только тогда, когда в сливном бачкенабирается заданное количество жидкости.
Дозаторы могут быть скомпонованы в дозировочные станции дляодновременного или последовательного отмеривания жидких компонентов(вода, соль, сахар и др.). Это станции ВНИИХП-04, Ш2-ХДБ периодическогодействия и ВНИИХП-05 и 06 непрерывного.
В последнее время в промышленности внедрены дозаторы, работающие вприменением компьютеров. Таким дозатором является дозатор – жидких
15
компонентов ДЖК. Он предназначен для многокомпонентного весовогодозирования жидких продуктов с температурой до 90 0С. Дозатор можетработать в едином комплексе с мучным дозатором ДСМ-1; ДСМ-2 итестоделительной машиной ТМД-330, а также может встраиваться в любыеавтоматические системы.
Дозатор состоит из цилиндрического бункера с конусным завершением внижней части, на которой установлен выпускной клапан. Сверху бункеразакрыт съемной крышкой, в которой имеется отверстие и гибкий шланг длязалива жидких продуктов и смотровой люк.
Бункер подвешивается к опорной раме через один силоизмерительныйдатчик. Блок заливных клапанов, представляет собой единую камеру, накоторой размещены клапаны. К клапанам подводятся трубопроводы жидкихпродуктов. Слив жидких продуктов из бункера осуществляется через сливнойпатрубок или выпускной клапан. На корпусе бункера размещен патрубок дляпромывки бункера.
Дозатор комплектуется весовым контроллером. Контроллер обеспечиваетсуммирование в собственной памяти итогов дозирования, а также передачу попротоколу на компьютер в стандарте RS 485 данных о дозировании.
В дозаторах воды и дозировочных станциях, для получения воды нужнойтемпературы, используют терморегуляторы. Они обеспечивают попеременнуюподачу горячей и холодной воды в камеру (бачек) смешивания до полученияводы нужной температуры. В настоящее время в промышленности работаетдилатометрический терморегулятор ТДК-1. Принцип работы, которого,основан на разности линейного расширения различных металлов — латуннойтрубки (большой коэффициент) и стержня из инварной стали (малыйкоэффициент).
Дозаторы непрерывного действия.В автоматической дозировочной станции ВНИИХП-06 отдельные
дозаторы работают по принципу фиксированного ритма. Станцияпредназначена для приготовления воды заданной температуры и дозированияпо объему порционно-непрерывным методом четырех жидких компонентов(воды, солевого и сахарного растворов маргарина или жира).
Достоинством станции является возможность одновременного дозированиянескольких компонентов. Недостатком — сложность конструкции.
Дозаторы периодического действия.Дозатор жидких компонентов Ш2-ХДБ работает по весовому принципу
действия. Он предназначен для дозирования воды, раствора соли, жидкогожира, сахара, дрожжей, закваски и других жидких компонентов, необходимыхдля приготовления теста. Дозатор производит последовательный набор дозжидких компонентов по заранее заданной программе и предназначен дляработы с тестомесильными машинами периодического действия.
16
Вопросы для самоконтроля по теме:1. Какое главное достоинство имеет дозатор муки Ш2-ХДА?2. В чем сущность способа досыпания муки?3. Какие типы дозаторов жидких компонентов применяются в
промышленности?4. Какие типы дозаторов муки применяются в промышленности?
Тесты по теме:1. Какое требование, предъявляемое к дозаторам, является основным?а) простота конструкции; б) точность работы; в) малая энергоемкость.2. Какой из дозаторов работает с повышенной точностью, т.е. имеет
механизм досыпания?а) Р3-ХДА; б) ХАТ; в) ленточный дозатор ВНИИХПа.3. Дозатор муки Р3-ХДА работает по:а) весовому принципу; б) объемному принципу; в) смешанному принципу
действия.4. Дозатор жидких компонентов Ш2-ХДБ работает по:а) весовому принципу; б) объемному принципу; в) смешанному принципу
действия.5. Дозатор жидкости Ш2-ХДБ отмеривает дозы:а) воды; б) солевого раствора; в) раствора жира; г) все перечисленные
жидкости.
Тема 4. Оборудование для приготовления теста.
4.1. Тестомесильные машины.Тестомесильные машины применяются на предприятиях хлебопекарной и
макаронной промышленности для замеса полуфабрикатов и теста. Процессзамеса заключается в смешивании составных частей теста (муки, воды,дрожжей, соли, сахара, масла и других продуктов в однородную массу,придании этой массы необходимых физико-механических свойств инасыщении ее воздухом с целью создания благоприятных условий дляброжения).
Замес не является простым механическим процессом; он сопровождаетсябиохимическими и коллоидными явлениями и повышением температуры теста,при переходе механической энергии в тепловую. Сам процесс можно условноподразделить на три стадии — предварительное смешивание; собственно замеси пластификация.
Таким образом, время замеса, интенсивность, определяются сортом хлебакачеством муки и добавленными компонентами.
К классификации месильных машин.По роду работы месильные машины делят на машины периодического и
непрерывного действия. Первые имеют стационарные месильные емкости
17
(дежи) и сменные (подкатные дежи). Дежи бывают неподвижными, сосвободным и принудительным вращением.
В зависимости от интенсивности воздействия рабочего органа наобрабатываемую массу месильные машины делятся на три группы:
- обычные тихоходные, у которых рабочий процесс не сопровождаетсязаметным нагревом теста, на замес расходуется энергия 5—12 Дж/г;
- быстроходные (машины для интенсивного замеса теста), рабочий процесссопровождается нагревом теста 5—7 0С, на замес расходуется энергия 15—30Дж/г;
- супербыстроходные (суперинтенсивные), у которых замессопровождается нагревом теста на 10—20 0С и требует устройства водяногоохлаждения корпуса месильной камеры либо предварительного охлажденияводы, используемой для замеса теста, на замес расходуется 30—45 Дж/г.
Величина удельной работы здесь является ориентировочной и не имеетстрого раздельного ряда, поскольку может на одной и той же машинеизменяться в зависимости от длительности замеса, определяемой качествоммуки.
В зависимости от расположения оси месильного органа различают машиныс горизонтальной, наклонной и вертикальной осями.
По характеру движения месильного органа бывают машины с круговым,вращательным, планетарным, сложным плоским и пространственнымдвижением месильного органа.
По количеству месильных камер, обеспечивающих необходимыепараметры на разных стадиях замеса, различают однокамерные, двухкамерныеи трехкамерные тестомесители.
В зависимости от примененной системы управления тестомесильныемашины бывают с ручным, полуавтоматическим и автоматическимуправлением.
В последние годы в хлебопекарной промышленности чаще сталиприменяться быстроходные месильные машины интенсивного замеса. Цель -интенсифицировать созревание теста после замеса, улучшить его качество. Притаком замесе макромолекулы клейковины частично дезагрегируются, затем ихструктура перестраивается, что улучшает эластичность. Зерна крахмалаповреждаются и становятся более податливыми для действия b - амилазы, чтоувеличивает количество сахара; возрастает газообразование. В результатеувеличивается выход хлеба, замедляется черствение.
В зависимости от ассортимента, производительности, самого помещениядля замеса, используют месильные машины разной конструкции.
Тестомесильные машины периодического действия.Это машины Т1-ХТ2А (Стандарт), А2-ХТ2Б, разработанные на базе ТПИ
новые Р3-ХТИ и Ш2-ХТА, для плотного теста ТМ-63М и др. Тестомесильнаямашина Т1-ХТ2А выпускается вместо машины «Стандарт», предназначена длязамеса опары (закваски) и теста в подкатных дежах Т1-ХТД емкостью 330 л.
18
Достоинством машины является ее универсальность (замешивают дажехалву). Недостатком - ручной труд для перекатывания деж, потребностьзаглубления пола для привода площадки и необходимость специального пола(обычно металлические плиты) для перекатывания дежи.
Месильная машина А2-ХТ2-Б предназначена для замеса пшеничного иржано-пшеничного теста в невращающихся, подкатных дежах. Планетарноевращение месильного органа имеет и машина ТМД-330. Она предназначена дляпорционного замеса теста из пшеничной и ржаной муки в невращающейсяподкатной деже.
Машина смонтирована на чугунном основании. На основании с двухсторон имеются наклонные площадки под ходовые колеса дежи, а в переднейфигурный паз для направляющего ролика. Для закрепления дежи на плитепредусмотрен кронштейн под ловитель дежи.
В траверсе машины расположены механизмы подъема и вращениямесильного органа. Подъемный месильный орган имеет планетарное вращение.Хвостовик месильного органа выполнен в виде спирали из нержавеющей стали.Предусмотрена автоматическая остановка хвостовика месильного органа вопределенном секторе дежи с его последующим автоматическим подъемом.Крышка дежи изготовлена из нержавеющей стали.
В тестомесильной машине применяются подкатные дежи типа Т1-ХТ-2Диз нержавеющей или черной стали объемом 330 литров. Скорость вращениямесильного органа вокруг центра составляет – 10,5/21 мин-1, а хвостовикамесильного органа вокруг себя – 40/80 мин-1.
Режим работы тестомесильной машины автоматический илиполуавтоматический. Тестомесильная машина ТМД-330 оснащена пультомуправления, позволяющим программировать и запоминать режимы работы длязамеса различных рецептур теста, переключать режимы скоростей в любойпоследовательности.
Тестомесильная машина ТМД-330 выпускается в двух исполнениях:односкоростная и двухскоростная. Двухскоростная машина используется дляинтенсивного замеса теста.
Достоинством является система автоматического управления, чтозначительно упрощает эксплуатацию тестомесильной машины, создаетдвухскоростной режим замеса, обеспечивает оптимальную эффективностьтехнологических операций и возможность автоматизации производства.
Недостатком является – ручной труд по перекатыванию деж иотносительная сложность планетарного редуктора для привода месильногооргана.
Тестомесильная машина Р3-ХТИ-3, Ш2-ХТ2-И (ТПИ). Конструкциямашины разработана ВНИИХПом. Предназначена для интенсивного замесапшеничного, ржаного-пшеничного теста с переменным режимом работы,который обеспечивается благодаря применению трехскоростногоэлектродвигателя на машине ТПИ. Машина имеет стационарную
19
корытообразную месильную емкость, которая позволяет механизироватьвыгрузку дежи путем поворачивания ее вокруг горизонтальной оси.
Движение рабочего органа в машине осуществляется по сложнойтраектории, в результате чего обеспечивается интенсивная, механическаяобработка теста.
Частота вращения месильного органа 60, 90, 120 об/мин,продолжительность замеса от 2,5 до 3,5 мин. Вместимость емкости 0,35 м3.
На базе этой машины разработана Ш2-ХТА с частотой вращения 60 и 90об/мин. В приводе установлен один электродвигатель с промежуточным валоми автоматической коробкой скоростей. В остальной конструкция аналогичнаР3-ХТИ.
Машины используются в тестоприготовительных агрегатах или автономно.Достоинством является - универсальность, возможность работы в
автоматическом режиме.Недостатком - сложность конструкции, повышенная энергоемкость. У
машины Р3-ХТИ (Ш2-ХТ2-И) - два двигателя N - 11 кВт, и у Ш2-ХТА - один N- 15 кВт.
Тестомесильные машины непрерывного действия.Эти машины применяются в тестоприготовительных агрегатах
непрерывного действия. Машины Х-12Д, Х-26А, И8-ХТА-12/1 по принципудействия аналогичны, по конструкции различаются незначительно.Классическая схема такой машины представлена на рис. 4.3.
Выпускаемая в настоящее время И8-ХТА-12/1 имеет два вала с частотойвращения 56,3 об/мин и мощность электродвигателя N = 4 кВт.
Машина состоит из корытообразной емкости, изготовленной изнержавеющей стали, вала с лопастями, расположенными по винтовой линии ипод углом к оси вала, крышки и привода.
Наклон лопаток необходим для передвижения теста вдоль оси машины,расположение лопаток по винтовой линии обеспечивает равномерную нагрузкуна рабочих органах и приводе машины. Наклон лопаток (угол) можетизменяться для регулирования интенсивности замеса и производительностимашины.
Для интенсивного замеса может использоваться тестомесильная машинанепрерывного действия Р3-ХТО. Она имеет две камеры смешивания со своимимесильными органами и приводами. Во второй камере (камере окончательногозамеса и пластификации) установлен пластификатор, состоящий из двухроторов и механизма их выдвижения для очистки.
4.2. Тестоприготовительные агрегаты.Тестоприготовление возможно в тестоприготовительных агрегатах и в
подкатных дежах т. е. безагрегатным способом. Этот способ применяется привыработке широкого ассортимента хлебобулочных, в том числе имелкоштучных, изделий на хлебозаводах и пекарнях.
20
Существуют способы тестоприготовления: безопарный (однофазный);опарный, для ржаных сортов на заквасках (двухфазный); ускоренный способ.
Брожение теста сопровождается рядом физических, коллоидных,биохимических и других превращений в результате которых оно приобретаетопределенную структуру, в нем накапливаются ароматические, вкусовые идругие вещества. Брожение может осуществляться в несколько стадий, или фаз.
В состав каждого тестоприготовительного агрегата входит: тестомесильнаямашина одна или более, аппарат для брожения опары (закваски) или теста,дозировочная аппаратура и вспомогательное оборудование (насосы,трубопроводы и т.п.).
К классификации тестоприготовительных агрегатов.По способу приготовления теста агрегаты делят на периодически
действующие, непрерывно действующие и комбинированные. В зависимости отсхемы тестоведения их подразделяют на однофазные (безопарные) имногофазные (опарные).
В зависимости от способа управления рабочими процессами агрегатыизготавливают, с ручными или автоматическими управлением.
Емкости брожения в агрегатах, могут быть горизонтального иливертикального расположения.
Агрегаты непрерывного тестоприготовления.В этих агрегатах замес теста производится непрерывно, а его брожение
осуществляется в емкостях, где оно имеет возможность перемещаться тем илииным способом. Агрегаты могут быть однофазными или двухфазными.
Агрегат Ш-32 ХТР это агрегат с горизонтальной схемой брожения состоитдвухсекционного бродильного аппарата, двух месильных машин непрерывногодействия и с автоматическими дозировочными станциями и шнековогодозатора опары.
Основным недостатком схемы брожения является неравномерная скоростьтечения полуфабриката в бродильной емкости, она максимальна по центру иминимальна в пристенных слоях. Это может вызывать колебания плотностиполуфабриката и теста.
Агрегат И8-ХТА-6 предназначен для двухфазного приготовленияпшеничного теста на большой густой опаре с расположением на одном этаже.Агрегат укомплектован тестомесильными машинами И8-ХТА-12/1 для замесаопары и теста, шестисекционным бункером для брожения опары, питателямитеста и опары и дозировочными станциями.
При выработке на тестоприготовительном агрегате И8-ХТА ржаных сортовего конструкция несколько меняется, в связи с технологией приготовленияржаного теста, В агрегат добавляют еще один питатель с соответствующимтрубопроводом и механизм дозирования теста. В качестве такого дозатораможет использоваться делительная головка установленная на концедополнительного трубопровода.
При выработке ржаного теста в месильной машине замешивается закваска(из муки и порции спелой закваски, разжиженной водой), и с помощью
21
питателя подается в первую из шести секций бункера, В течение 3,5–4 часовзакваска бродит, а за это время последовательно загружаются остальные пятьсекций бункера. Выбродившая закваска из первой секции через нижнееразгрузочной отверстие с шибером самотеком поступает в бункер 10,разделенный на две части, откуда 1/3 закваски питателем (через делительнуюголовку) возвращается в первую месильную машину для замеса(возобновления) закваски, а 2/3 другим питателем подаются во вторуютестомесильную машину для замеса теста. Туда же дозируются жидкиекомпоненты, мочка и мука. Мочка является не только приемом ликвидациибрака готовой продукции, но полуфабрикатом, улучшающим качество хлеба,его ароматические свойства.
Закваску, поступающую в бункер для деления на две части можноразжижать водой и жидкими компонентами в соответствии с рецептурой. Тогдаменяется его конструкция, и вместо лопастных питателей применяютшестеренчатые или центробежные насосы.
Тестоприготовительные агрегаты периодического действия.Кольцевой дежевой агрегат Ш2-ХТК с дежевым конвейером Ш2-ХБВ.Агрегат состоит из жесткого кольцевого конвейера, на котором
установлены восемь съемных дежей вместимостью 330 л, тестомесильноймашины Р3-ХТИ-3, дежеопрокидывателя ПО-1 или А2-ХПД. При этомподъемная площадка дежеопрокидывателя заменена специальным вилочнымзахватом с реечным механизмом для съема дежей с кольцевого конвейера иперемещения их к дежеопрокидывателю с последующей фиксацией дежи для ееподъема и опрокидывания. В настоящее время Московский ремонтно-механический комбинат (РМК) выпускает кольцевые на 7,9 и 11 дежпроизводительностью 0,63; 0,82; 1,0 т/час. Тестомесильная машина установленаотдельно и замешанное тесто подается в дежу ленточным конвейером. Дляподачи дежи с выбродившим тестом на дежеопрокидыватель установленспециальный переталкиватель деж.
Тестоприготовительный агрегат Ш2-ХТД с ковшовым цепным конвейеромШ2-ХББ (Тульская схема) предназначен для выработки теста из пшеничноймуки. Агрегат состоит из тестомесильной машины, Ш2-ХТ2А интенсивногозамеса, каркаса, цепного двухниточного конвейера. Между цепями конвейераподвешено, 15 штук, корытообразных емкостей, вместимостью 0,33 м3. Нанижней ветке цепного конвейера смонтирован механизм опрокидыванияемкостей.
В последнее время разработаны новые виды пшеничных и ржаныхзаквасок, которые требуют своего машинно-аппаратурного оформления.
Ускоренные способы приготовления позволяют организовать работупредприятия в одну или две смены, так как отпадает необходимостьзаблаговременно приготовлять тесто, они хороши для пекарен.
К достоинствам агрегатов относятся возможность создания поточногопроизводства. Агрегаты обеспечивают хорошее качество хлеба, по сравнению с
22
дежами требуют меньше площади помещения, значительно повышаютпроизводительность труда, облегчают условия работы.
Общими недостатками всех агрегатов является затрудненный переход ссорта на сорт, из-за трудностей очистки емкостей для брожения,тестомесильных машин и питателей. Некоторые агрегаты громоздки, зачастуюнеобходима установка площадки обслуживания. Подача опары потрубопроводу в тестомесильную машину агрегатов И8-ХТА должнапроизводится на высоту около 4 м, что может вызвать ее перегрев.
4.3. Дежеопрокидыватели.Они предназначаются для освобождения дежей от теста. Подразделяются
на подъемоопрокидыватели и опрокидыватели без подъема. Могут применятьсяс подкатными дежами и входить в агрегат для съема с конвейера ипоследующего опрокидывания.
Дежеподъемоопрокидыватель А2-ХПД, состоящий из одной колоннышироко применяется в настоящее время.
Вопросы для самоконтроля по теме:1. Какие существуют типы тестомесильных машин по степени
интенсивности обработки?2. Какие существуют типы тестомесильных машин по конструкции
рабочего органа?3. Почему лопасти смесителя непрерывного действия расположены по
винтовой линии?4. Как следует изменить конструкцию тестоприготовительного агрегата
И8-ХТА-6 для перехода с пшеничного на ржаной сорт?5. Как обеспечить незначительное (10-12%) увеличение производитель-
ности агрегата Ш32?
Тесты по теме:1. Какое количество энергии расходуют быстроходные тестомесильные
машины (Дж/г)?а) 12; б) 30; в) 45.2. К какому типу относится тестомесильная машина Т1-ХТ2А?а) тихоходная; б) быстроходная; в) супербыстроходная.3. Сколько электродвигателей имеет тестомесильная машина Р3-ХТИ?а) один; б) два; в) три.4. Расположение лопастей месильной машины И8-ХТА-12/1 по винтовой
линии обеспечивает:а) перемещение теста к выгрузке; б) равномерную нагрузку на привод; в) и
то и другое.5. Тестоприготовительный агрегат Ш-32 ХТР относится к агрегатам?а) непрерывного действия; б) периодического действия; в) смешанного
действия.6. Общим недостатком у всех тестоприготовительных агрегатов является:
23
а) громоздкость; б) затрудненный переход с сорта на сорт; в) нагрев опары(теста) при транспортировании.
Тема 5. Оборудование для деления и формования теста.
5.1. Тестоделительные машины.Тестоделительные машины предназначены для отделения кусков
одинаковой массы от всего количества теста или для разделения заранеевзвешенного курса теста на несколько одинаковых кусков. Основнымкачественным показателем работы тестоделительной машины являетсяточность деления теста.
Относительная погрешность массы тестовой заготовки, характеризующаяточность работы делителя, не должна превышать 2% для массовых сортовхлеба и 3% — для мелкоштучных изделий.
Сложность процесса деления теста обусловливается, прежде всего,неоднородностью самого продукта обработки. При делении теста в приемнуюворонку тестоделительной машины может поступать тесто различнойконсистенции и различной объемной массы вследствие отклонений придозировании компонентов, а также из-за возможных нарушений режиматехнологического процесса. Кроме того, объемная масса теста зависит отсвойств перерабатываемой муки.
Для получения кусков теста равной массы имеют большое значениеусловия и режим работы машины: уровень теста в приемной воронке; величинаи постоянство давления на тесто в конце нагнетательного процесса;взаимодействие рабочих органов и теста. Уровень теста в приемной воронкедолжен поддерживаться постоянным, при этом обеспечивается надежноезаполнение рабочей камеры.
Величина давления существенно влияет на точность деления икачественные показатели теста. С увеличением рабочего давления повышаетсяточность работы делителя, но когда оно превысит определенное значение,произойдет нежелательное изменение структуры теста, ухудшение егокачества. Одновременно с увеличением давления возрастает потребнаямощность электродвигателя и размеры деталей машины для сохраненияпрочности.
Рациональной величиной давления в рабочей камере следует считать 0,1МПа.
К классификации тестоделителей.По типу нагнетателей тестоделительные машины разделяются на машины
с поршневым, лопастным, валковым, шнековым, пневматическим и другиминагнетателями.
По способу деления — подразделяются на штампующие, делящие мернымкарманом и отрезающие ножом.
24
В зависимости от кинематической связи машины могут работать сфиксированным и нефиксированным ритмом отделения кусков теста. Вмашинах первой группы привод делительного механизма жестко связан сдругими механизмами всей машины, поэтому делительный механизм работаетдаже когда в воронке нет теста.
В машинах второй группы делительный механизм кинематически несвязан с общим механизмом машины и включается в работу только придостижении куском теста заданной массы.
Одним из наиболее распространенных тестоделителей работающих впромышленности является А2-ХТН. Он имеет лопастное нагнетательное,деление с помощью мерного кармана и фиксированный ритм работы.Предназначен для деления ржаных и пшеничных сортов теста. Масса кускаколеблется от 0,2 до 1,0 кг.
На базе тестоделителя А2-ХТН разработано несколько модификаций: А2-ХТ1-Н, А2-ХТ1-Н-01, А2-ХТ1-Н-03, А2-ХТ2-Н2 для деления теста изпшеничной, ржано-пшеничной и ржаной муки.
Недостатками тестоделителя А2-ХТН с модификациями являетсясложность конструкции и несоответствие формы прямоугольной лопасти ицилиндрического мерного кармана делительной головки.
Шнековое негнетание теста применяется в тестоделительных машинах«Кузбасс», ХДФ-М2, Р3-ХРС, ТП-1 (Поток). Машины «Кузбасс» применяютсяследующих модификаций: «Кузбасс-2М-1», «Кузбасс-2М-2» с укладкойзаготовок в формы посадочного конвейера, «Кузбасс-68-2М». Все эти машиныпо принципу действия одинаковы и различаются конструкцией привода иустройством приемных конвейеров.
Эти машины, как правило, применяются для деления на куски теста изржаной и пшеничной муки и муки II сорта. Делить пшеничное тесто, особенноиз муки высших сортов не рекомендуется т. к. шнек создавая избыточноедавление, одновременно, разрушает клейковинный каркас пшеничного теста.
Тестоделитель «Кузбасс» имеет шнековое нагнетание, деление мернымкарманом и фиксированный ритм работы. Масса куска теста колеблется от 0,4до 1,1 кг.
Тестоделители типа «Кузбасс» очень часто применяются в посадчиках дляформовых сортов. Это посадчики ДПА, Ш33-ХД3-У и др.
Достоинством делителя является относительная простота конструкции,надежность работы и возможность использования в посадчиках. Недостатком -ухудшение качества теста при работе на пшеничных сортах.
Достаточно широко распространены тестоделители с валковымнагнетанием. Они применяются для нагнетания пшеничных сортов, имеют однуили несколько пар рифленых валков.
Масса куска колеблется от 0,04 до 0,1. Это тестоделители РТ-2, РТ-2МА;типа А2-ХЛС, Р2-ХДП, Ш25-ХДА и др. Два последних для делениямелкоштучных изделий.
25
Для деления теста из пшеничной муки применяют еще тестоделители споршневым нагнетанием. За счет большого давления создаваемого поршнем наэтих машинах обеспечивается большая точность деления.
Однако, для получения надежной работы и прочности самой конструкциизакладывается большая мощность и соответствующие размеры. Впромышленности работают делители РМК-60А, кооператор. Последний можетработать и на ржаном тесте.
5.2. Тестоформующие машины.Машины предназначенные для придания кускам теста соответствующей
формы готовых изделий, называются тестоформующими. Формованиетестовых заготовок производится двумя способами: обработкой куска тестадвижущимися рабочими органами, имеющими различную форму, иштампованием тестовых заготовок с помощью фигурных органов.
Для получения батонообразных изделий применяют закаточные машины, адля круглых сортов округлители.
Округление необходимо для сглаживания всех неровностей наповерхности кусков и создания пленки, которая препятствует выходу газов изтеста при предварительной расстойке. Наличие пленки дает увеличение объемаи равномерную пористость мякиша после выпечки.
К классификации машин.Все тестоформующие машины в зависимости от способа придания формы
кускам теста разделяются на две группы: машины для формования тестовыхзаготовок прокатной, к которым относятся тестоокруглительные итестозакаточные машины, и машины для штампования тестовых заготовок.
Тестоокруглительные машины.В зависимости от формы и характера поверхности рабочих органов,
применяемых для округления кусков теста, тестоокруглительные машиныподразделяются на три группы: с конической, цилиндрической и плоскойрабочей поверхностью. В машинах первой группы округление кусков тестапроизводится между внутренней поверхностью вращающейся чаши иповерхностью неподвижно установленного спирального желобка. В машинахвторой группы округление кусков производится между цилиндрическимиповерхностями двух противоположно вращающихся барабанов,расположенных эксцентрично один в другом. В машинах третьей группыокругление производится плоскими движущимися лентами трех транспортеров,два из которых установлены под углом к горизонтальному транспортеру.Ленты транспортеров движутся с различной скоростью.
Существуют и другие способы и механизмы тестоокругления. В Россииполучили наибольшее распространение машины с вращающейся коническойчашей. Это округлители Т1-ХТС для округления куска теста массой 0,05—0,2кг, Т1-ХТН-0,2-1,5 кг и А2-ХПО/6 для мелкоштучных изделий в пекарнях.
26
Тестозакаточные машины.Они подразделяются на барабанные МЗЛ-50 и ленточные Т1-ХТ2-3В настоящее время получили распространение машины Т1-ХТ2-3-1 массой
куска 0,22 — 1,1 кг и Т1-ХТ2-3 массой - 0,055 — 0,22 кг.Тестозакаточная машина Т1-ХТ2-3. Предназначена для формования
батонообразных заготовок из пшеничного теста.Пшеничное тесто имеет клейковинный каркас, заполненный набухшими
крахмальными зернами, что делает его упругим, эластичным с малой силойприлипания и все вышеназванные машины работают на пшеничных сортахтеста.
Ржаное тесто не имеет клейковинного каркаса, оно более вязкое и липкое.Из-за этого округлительные и закаточные машины для формования
ржаного теста не применяются. Округление осуществляется на лентеконвейера, края которой в двух, или трех местах загибаются к верху боковымироликами. Сразу после роликов установлен флажок, имеющий возможностьотклоняться. Тестовые заготовки, попадая на конвейер, обсыпаются мукой. Вместах установки роликов — сдавливаются с боков и флажкамипереворачиваются вокруг своей оси. Такое, трехкратное сдавливание спереворотами придает заготовке из ржаного теста форму шара.
В промышленности работают специализированные формующие машиныдля получения рогаликов, бараночных изделий, хлебных палочек и др.
5.3. Способы борьбы с прилипанием теста к рабочим органам.Пшеничное и ржаное тесто имеет свойство липнуть к рабочим органам
тестоделителей, формующих машин, формам при выработке формовых сортов,ножам надрезчика и т. п.
Для предотвращения прилипания применяют: 1. обдувку воздухом; 2.обсыпку мукой; 3. смазку маслом или эмульсиями; 4. смачивание водой; 5.полимерные покрытия (фторопласт 3 или 4); 6. кремнеорганические смолы и т.п.
Вопросы для самоконтроля по теме:1. Какие существуют способы борьбы с прилипанием теста к рабочим
поверхностям технологического оборудования?2. Какие способы нагнетания теста применяют в тестоделителях?3. Какие способы деления теста применяются в тестоделителях?4. Какие типы тестоокруглителей применяются в хлебопекарной
промышленности?5. Какие операции выполняют закаточные машины?6. Сколько полных оборотов должна сделать тестовая заготовка в зоне
уплотнения на закаточной машине для получения хорошего качества теста?7. Почему тестоделители типа «Кузбасс» не рекомендуют для
производства хлеба из пшеничной муки высшего и 1-го сорта?
27
Тесты по теме:1. Какое требование, предъявляемое к тестоделителям, является основным?а) простота конструкции; б) точность деления; в) малая энергоемкость.2. Тестоделитель А2-ХТН имеет нагнетание:а) шнековое; б) лопастное; в) валковое.3. Тестоделитель «Кузбасс» рекомендован для деления теста:а) пшеничного 1 сорта; б) ржаного; в) пшеничного высшего сорта.4. Тестозакаточная машина Т1-ХТ2-3 относится к типу машин:а) ленточному; б) барабанному; в) смешанному (комбинированному).5. Какие способы борьбы с применением теста к рабочим органам
применяются при формовании?а) подсыпка мукой; б) смазывание маслом; в) применение полимерных
материалов; г) все выше перечисленные способы.
Тема 6. Оборудование для расстойки кусков теста.
Установки для расстойки теста предназначены для восстановленияпористой структуры, т. е. для дополнительного брожения теста в кусках,поступающих от формующих машин.
В формующих машинах (тестоделительно-округлительных и закаточных)тесто, подвергаясь механической обработке, теряет большую частьсодержащегося в нем диоксида углерода и уплотняется.
Для пшеничного теста из сортовой муки предусматривается две расстойки:предварительная - непосредственно после округлительной машины иокончательная - после закатки. Предварительная расстойка длится 5—10 минут,а окончательная – 30—60 минут в зависимости от развеса куска, формы ирецептуры. Для предотвращения подсыхания и заветривания изделий,окончательную расстойку проводят в специальных камерах или шкафах свлажностью воздуха до 85 % и температурой 35—40 0С.
Для ржаных сортов применяются только окончательную расстойку при тойже влажности и температуре 30—35 0С. Воздух с необходимыми параметрамиполучают в кондиционерах или с помощью простых отопительных иувлажняющих аппаратов.
Приготовление воздуха нужных параметров с помощью кондиционераболее совершенно, так как влага и температура равномернее распределяется покамере расстойки.
В результате расстойки структура тестовых заготовок становитсяпористой, объем может увеличиться в 1,4—1,5 раза, а плотность снижается на80—40%. Заготовки приобретают ровную, гладкую, эластичную поверхность.
При недостаточной или плохо проведенной (по параметрам) расстойкеготовые изделия получаются бесформенными, с плотным мякишем инадрывами.
28
К классификации устройств для расстойки:предварительная расстойка производится в шкафах или на открытой ленте
конвейера. Окончательная в шкафах или камерах. Шкафы могут бытьленточные, люлечные, полочные, с передвижными этажерками.
Конвейерные шкафы подразделяются на универсальные, предназначенныедля расстойки широкого ассортимента хлебобулочных изделий, и специальные- для расстойки только определенного сорта.
По форме они могут быть Г-образные, П-образные и Т-образные. Порасположению цепного конвейера их можно подразделить на горизонтальные,вертикальные и комбинированные.
В шкафах могут применяться однополочные или многополочные люльки.Многополочные люльки позволяют уменьшить габаритные размеры, однакоболее неудобны при загрузке-разгрузке, и из-за выше расположенного центратяжести, могут раскачиваться. Это, при расстойке заготовок на листах, можетвызвать падение листов с люлек.
Шкаф типа РШВ предназначен для расстойки заготовок мелкоштучных ибулочно-батонных изделий. Относится к шкафам с вертикальным цепнымконвейером. В зависимости от производительности выпускают шкафы трехтипоразмеров для печей с площадью сетчатого пода 25, 40 и 50 м2 (РШВ, РШВ-2, РШВ-3).
В комплект шкафа входят роторно-ленточный посадчик и пересадочныйленточный конвейер, предназначенный для разгрузки люлек шкафа и посадкитестовых заготовок на под печи.
Движение конвейера осуществляется от привода, который имеет вариатордля регулировки скорости, а следовательно времени расстойки.
Расстойные шкафы с вертикальным расположением люлечного конвейеракомпактны, операции посадки и выгрузки заготовок полностьюмеханизированы. Шкафы удобны в эксплуатации. Однако разность среднегоколебания температуры и относительная влажность воздуха в верхней инижней зонах шкафа может достигать соответственно 5—7 0С и 10—15 %. Этоснижает качество изделий.
Конвейерный шкаф Т1-ХР3 имеет горизонтальный цепной конвейер.Предназначен для окончательной расстойки тестовых заготовок при выработкекруглого хлеба массой до 1 кг в автоматизированных поточных линиях спечами с ленточным и люлечным подами площадью от 25 до 50 м2. Этот шкафизготавливается трех модификаций: Т1-ХР3-80 — к печам с площадью пода 25м2; Т1-ХР3-120 — к печам с площадью пода 40 м2; Т1-ХР3-140 — к печам сплощадью пода 50 м2. Эти шкафы одинаковы по конструкции и различаютсямежду собой количеством горизонтальных секций каркаса и люлек.
Достоинством шкафа является постоянство технологических параметровиз-за горизонтального расположения конвейера.
Недостатком невозможность плавного регулирования времени расстойки.В настоящее время в промышленности работают универсальные шкафы
типа Т1-ХР-2А (30, 48 и т. п.), Т1-ХР-2Г, Т1--ХР-3Г (30,48). По устройству онинапоминают конструкцию Т1-ХР3, т. е. горизонтальный конвейер. F-образная
29
форма. В пекарнях расстойка производят в камерах, куда закатывают вагонеткис тестовыми заготовками. Такая камера может быть односекционной илимногосекционной, с автоматической регулировкой параметров воздуха и безнее.
Механизмы для надрезки и наколки заготовокНадрезчики и механизмы наколки тестовых заготовок предназначены для
получения надрезов на верхней поверхности тестовых заготовок для некоторыхсортов подового хлеба, например, батонов, городских булок и т. п. Этонеобходимо для выпуска газа из заготовок, предотвращения разрывовповерхности. В промышленности получил широкое распространение надрезчикс одним или несколькими ножами, закрепленными на быстро движущейсяленте.
Вопросы для самоконтроля по теме:1. Какие технологические параметры воздуха необходимо поддерживать в
расстойных камерах?2. Какие преимущества и недостатки имеют расстойные шкафы с
горизонтальным и вертикальным движением конвейера?3. Какая разница между предварительной и окончательной расстойкой?4. Какие типы шкафов для окончательной расстойки применяются в
хлебопекарной промышленности?
Тесты по теме:1. В расстойных шкафах рекомендуют поддерживать температуру:а) 20–25 0С; б) 25–30 0С; в) 35–40 0С.2. Шкаф РШВ предназначен для расстойки изделий?а) батонообразных подовых; б) круглых подовых; в) прямоугольных
формовых.3. Расстойный шкаф РШВ имеет механизм регулировки времени расстойки
с помощью: а) пальцевого диска и конечного выключателя; б) вариатораскорости; в) комплексного механизма.
4. Влажностный режим расстойки в шкафах и камерах составляет: а) 60–65%W; б) 65–75%W; в) 75–80%W.
5. Надрезы или наколка поверхности тестовых заготовок необходима для:а) повышения точности массы куска; б) улучшения хлебопекарных свойств; в)сохранения поверхности тестовых заготовок.
Тема 7. Хлебопекарные печи.
Печь — один из главных агрегатов, определяющих технический уровеньхлебопекарного производства. Печь должна обеспечивать хорошее качествопродукции, высокую степень механизации, наименьший удельный расходтоплива, небольшую тепловую инерцию.
При расчете хлебозавода сначала выбирают тип печи. Количество печейзависит от размеров пода, массы изделий, продолжительности выпечки. Оно
30
должно быть минимальным. Однако установка одной печи нецелесообразна,так как ограничиваются возможности в выработке ассортимента, кроме того,при выходе ее из строя останавливается все производство.
При выборе и проектировании печей следует обратить внимание на размерпосадочного фронта печи, его увязку с размерами люлек расстойного шкафа,для создания производственных линий. Должна обеспечиваться надежностьконструкций, высокий к. п. д., широкое применение автоматических системрегулирования и контроля, а также современные требования промышленнойэстетики.
Печи целесообразно приспосабливать для выработки определенных сортовхлеба, так, например, при выпечке подового пшеничного хлеба в пекарнойкамере создаются три основные зоны: 1-ая предварительного увлажнения стемпературой среды 100—120 0С; 2-ая интенсивного теплообмена 230—260 0С;3-я со сниженной интенсивностью 150—180 0С.
При выпечке ржаного хлеба зона увлажнения обычно отсутствует.В процессе выпечки в пекарной камере тепло передается тестовым
заготовкам в результате излучения (радиации) от поверхностей нагрева,конвекции - от парогазовой среды пекарной камеры, теплопроводности - отпода печи к нижней поверхности тестовой заготовки.
В печах обычно различают: пекарную камеру, где производится выпечка;топочное устройство; теплопередающее устройство (каналы, дымогарныетрубы, пароводяные трубки, электронагреватели); конвейерные поды(пластинчатые, цепные, люлечные, люлечно-подиковые, ленточные стальныеили сетчатые); корпус (блочно-каркасный, каркасный, выполненный кирпичнойкладкой); привод подвижного пода; целый ряд механизмов и приборов,регулирующих и контролирующих процесс выпечки.
К классификации печей.Печи различаются:- по технологическому признаку — универсальные и специализиро-
ванные;- по типу пекарной камеры - тупиковые, когда посадка и выгрузка с одной
стороны; туннельные (сквозные) - посадка с одной стороны, а разгрузка спротивоположной;
- по способу обогрева пекарной камеры - канальные, когда топочные газыциркулируют в каналах; пароводяными тепловыми трубками; смешанный;паром высокого давления; электрический и др.
- по степени механизации - автоматизированные, механизированные инемеханизированные;
- по мощности - сверхмалой, малой и большой производительностимощность промышленных печей колеблется от 2 до 100 т/сутки (Ф7-ХПЭ:АЦХ).
В топках печей возможно сжигание твердого, жидкого и газообразноготоплива.
31
В печах старой конструкции топочные газы после обогрева пекарнойкамеры и, в некоторых случаях - водогрейных котелков, уходят в атмосферу. Вновых печах типа ПХС предусмотрена рециркуляция отходящих газов, чтоэкономит топливо, и повышает к. п. д. печи. Рециркуляция горячих газовосуществляется при помощи вентиляторов ЭВР-2.
7.1. Тупиковые печи.Печь марки ФТЛ-2 предназначена для выпечки всех сортов ржаного и
пшеничного хлеба, булочных и бараночных изделий.Люлечно-подиковая печь ФТЛ-2 ВНИИХПа систематически с 1944 г.
реконструировалась и в настоящее время существует большое количество еемодификаций. Количество люлек может быть 20, 24, 30, 36, 44 и т. д.
Печь работает следующим образом: тестовые заготовки укладываются налюльки через загрузочное отверстие и по верхней нитке уходят в первую зонувыпечки, затем во вторую зону и по нижней нитке в третью зону, допекания.Разгрузка подового хлеба обычно механизирована и происходит из-за наклоналюльки, встретившей специальные упоры. Выпеченный хлеб подается наленточный транспортер.
Обогрев пекарной камеры осуществляется топочными газами, которыепроходят по нижнему горизонтальному каналу, затем по боковымвертикальным уходят в радиаторную коробку, потом уходят на верхнийгазоход, откуда по вертикальному каналу к водогрейным котелкам, попадают вборов и затем в дымовую трубу. Производительность печи типа ФТЛ-2 зависитот температурного режима, массы и сорта вырабатываемых изделий,количества изделий на люльке, и колеблется от 7,1 до 15, 3 т/сут. Достоинствомпечи является малая металлоемкость (она кирпичная), возможность выпечкиширокого ассортимента, малая занимаемая площадь, возможностьиспользования любого типа топлива, возможность установки в ограниченномпомещении.
Недостатком — большая инерционность (разогрев 12—14 часов), низкий к.п. д., большая масса и невозможность установки на верхних этажах,применение ручных операций при загрузке.
На базе печи ФТЛ-2 разработано несколько модификаций. Это ФТЛ-20(Ш2-ХПД), П = 4,5—5,9 т/сут; ФТЛ-2-66, П = 12—14,5 т/сут; ФТЛ-2-81, П =18,2 т/сут; Г4-ХПА-16 (25), П = 35 т/сут. Все эти печи конструктивноотличаются от ФТЛ-2 незначительно. Так, например Г4-ХПА-16 имеет 4-хниточный конвейер с 64 люльками и имеет выносную камеру для увлажнениятестовых заготовок.
К тупиковым печам относится печь ХПА-40. Печь кирпичная, обогревпекарной камеры смешанный - канальный и пароводяными трубками, конвейерлюлечно-подиковый, четырехниточный. ХПА применяется для выпечкиформовых сортов.
32
7.2. Туннельные печи.Печи типа ПСХ предназначены для выпечки широкого ассортимента
хлебобулочных изделий. Печь Г4-ПХ3-С-25 каркасная, туннельного типа ссетчатым подом (однониточная), состоит из 8-ми секций, образующихвнутреннюю полость - пекарную камеру и встроенные полости - каналы. Печьоборудована двумя обогревательными системами. Каждая имеет топку-форсунку со смесительной камерой, дымососным агрегатом (вентилятор).Топки приспособлены для сжигания газа или жидкого топлива. Все каналы-газоходы изолируются от наружного каркаса и обшивки слоем минеральнойваты, или шлаковатой 150, базальтовой ватой или соответствующими плитами.Печь снабжена пароувлажнительным устройством. Греющие газы, проходы посистеме каналов, отдают тепло пекарной камере (в основном путем радиации).
В конце газового тракта эти газы разделяются на два потока: одиннаправляется в дымовую трубу, другой возвращается в камеру смешения, кгорелкам. Таким образом, осуществляется процесс рециркуляции, т. е. кгорелкам поступают горячие газы с температурой 100—130 0С, которыенеобходимо смешать, с воздухом, поступающим из помещения, и нагреть донужной температуры. При этом затрачивается значительно меньше топлива.
Принцип работы. После розжига, печь доводится до работоспособногосостояния и устанавливается требуемый температурный режим. Включаетсяпривод сетчатого пода. Со стороны устья печи сажаются тестовые заготовки напод. Вентилятор гонит горячие газы от форсунки, по каналам, обогреваяпекарную камеру. В пекарной камере по всей длине происходит процессвыпечки изделий. Готовые хлебобулочные изделия выходят спротивоположной стороны пода. Площадь пода 25 м2, при ширине 2,1 м.Производительность печи 10—17 т/сутки.
К достоинствам печи следует отнести повышенный к. п. д. (благодарярециркуляции), лучшую пропекаемость хлеба снизу на сетчатом поду, малуюинерционность - розжиг осуществляется на 3-4 часа, малую массу исоответственно возможность, в особых случаях, устанавливать печь на вторыхэтажах, возможность выпечки широкого ассортимента, простоту монтажа,создание поточности производства.
К недостаткам - большую площадь (однониточный конвейер), меньшийсрок службы из-за повышенного износа (прогорания) сетки, невозможностьприменения твердого топлива.
Похожую конструкцию имеют печи Г4-ПХС-40, Р3-ХПУ-25 (40), Р3-ХПУ-25 (40) и др.
На хлебозаводах применяются печи с электрообогревом с помощью ТЭНов(электронагревателей). Это туннельные, каркасные печи А2-ХПА, Г4-ХПС-40 итупиковые, каркасные с люлечным цепным конвейером Ш2-ХПА (10; 16; 25) идр.
К сквозным печам относится печь АЦХ. Печь кирпичная, обогрев пекарнойкамеры смешанный канальный и пароводяными трубами, конвейер люлечно-подиковый, трех или пяти или семи ниточный, выпекает формование сорта.
33
Для работы в пекарнях применяются малогабаритные электропечишкафного (камерного) типа. Это ярусная печь Ф7-ХПЭ, ротационная ИЭТ-75-И1 и др.
Печь Ф7-ХПЭ - имеет три пекарных камеры обогреваемыхэлектронагревателями (ТЭН), для отвода паров образующихся при выпечкеимеется окно с заслонкой. Стенки имеют теплоизоляцию. Производительнопечи 90-140 кг/ч.
ИЭТ-75-И1 - имеет кожух с теплоизоляцией, дверь для закатываниявагонетки (конвейера), механизм вращения вагонетки, электрокалорифер,вентиляторы. Производительность печи 179 кг/ч.
Печи такого типа предназначены для выпечки мелкоштучных, булочных ибулочно-кондитерских изделий. При необходимости можно выпекать и другиесорта.
7.3. Расстойно-печные агрегаты.Расстойно-печные агрегаты представляют собой устройства, состоящие из
расстойной камеры для окончательной расстойки и печи объединенные общимконвейером. Они предназначаются для выработки формовых сортов хлеба.
Известны расстойно-печные агрегаты с печью ФТЛ-2, АЦХ, ХПА-40. Дляизменения времени расстойки в расстойки в расстойной камере агрегата служитспециальная каретка, с установленными на ней двумя парами звездочек.Передвигая каретку вправо или влево (вверх-вниз на П6-ХРЭ) можно изменитьдлину рабочей части конвейера, и тем самым изменять продолжительностьрасстойки, не меняя времени выпечки. Время выпечки регулируется с помощьюреле времени в пределах от 10 до 100 минут или вариатором скорости, которыйустановлен в приводе печи.
Расстойно-печные агрегаты АЦХ и ХПА предназначены для выработкиформовых сортов, имеют горизонтальное расположение конвейера в шкафурасстойки. Конструктивно они похожи на агрегат П6-ХРМ, но значительнобольше по производительности. Так расстойно-печной агрегат АЦХ ссеминиточной печью может вырабатывать до 90 т/сут, а Ш32-РП2-А (с печьюХПА) до 40 т/сут.
Достоинством расстойно-печных агрегатов является механизацияпроцесса, создание поточности производства, уменьшение площади.
Недостатком является некоторая сложность и громоздкость конструкции.
7.4. Механизмы для посадки и выгрузки тестовых заготовок.К классификация механизмовВ зависимости от ассортимента выпускаемой продукции посадочные
механизмы можно разделить на две группы: механизмы для посадки тестовыхзаготовок подовых сортов – «посадчики»; механизмы для укладки заготовок вформу - укладчики.
По конструктивным особенностям посадчики подразделяются намаятниковые, ленточные, роторно-ленточные, гребенчатые, ковшовые и др.Каждый раз, выбирая тип посадчика необходимо учитывать сорт хлеба
34
(размеры, массу), особенности конструкции шкафа или печи (тип, размеры,производительность).
Разгрузочные механизмы служат для перекладки тестовых заготовок израсстойного шкафа на под печи, или для выгрузки из самих печей.
Роторно-ленточный посадчик применяется в линиях для выработкибатонообразных изделий.
Делительно-укладочная машина Ш33-ХД3-У предназначена для деления иукладки кусков теста из ржаной и пшеничной муки. Машина разработана набазе делителя укладчика Р3-ХД2-У. Эти устройства могут работать срасстойно-печными агрегатами П6-ХРМ, АЦХ и др., укладывая заготовки вформы люлек расстойного шкафа.
Все посадчики и укладчики имеют общие недостатки: они предназначенытолько для одного сорта; размеров одного сопрягаемого механизма (печи,расстойного шкафа); сложны конструктивно и трудоемки в обслуживании.
Вопросы для самоконтроля по теме:1. Какие способы обогрева пекарной камеры используются в печах?2. Какая инерционность у кирпичных печей типа ФТЛ или ХПА?3. Что такое рециркуляция топочных газов?4. Какие достоинства и недостатки имеет сетчатый под печи типа ПХС?5. Какие достоинства и недостатки имеют расстойно-печные агрегаты?
Тесты по теме:1. Температура в средней (2-ой) зоне печи поддерживается:а) 100–120 0С; б) 230–260 0С; в) 150–180 0С.2. В топке печи ФТЛ можно сжигать только топливо:а) твердое; б) газообразное; в) любые виды.3. В печи типа ПХС тестовые заготовки укладываются на:а) металлические люльки; б) металлический сетчатый под; в)
металлический пластинчатый под.4. В печах типа ФТЛ обогрев пекарной камеры осуществляется с помощью:
а) каналов; б) пароводяных трубок; в) пара высокого давления.5. Пароувлажнение в печах проводят в: а) первой зоне; б) второй зоне; в)
третьей зоне.
Тема 8. Оборудование остывочного отделения и экспедиции.
Хранение выпеченных изделий до отпуска их в торговую сеть являетсяпоследней стадией процесса производства хлеба и осуществляется востывочных отделениях. Вместимость остывочных отделений определяется сучетом хранения сменной выработки.
На большинстве предприятий транспортирование готовых изделий востывочных отделениях и экспедиции осуществляется на лотковых вагонетках
35
или контейнерах. Изделия укладываются в деревянные лотки вручную. Нанекоторых крупных хлебозаводах используются механизированные системыукладки и транспортирования, разработанные УкрНИИпродмашем.Высвобождая значительное количество рабочих, система имеет значительныенедостатки. Она громоздка, металлоемка, электроэнергоемка.
Несколько проще является стопочно-пакетная система, где специальнаямашина комплектует стопки лотков, которые перемещаются затем напольнымконвейером. Система допускает ручные операции.
Наиболее распространен конвейерный способ хранения и перевозки.Лотки, с вручную уложенным хлебом, устанавливаются на контейнеры ХКЛ-18, которые загружаются в автомашину и выгружаются из нее с помощьюспециального борто-подъемника.
Для укладки хлеба в лотки и отбраковки, в ручную, используютсяциркуляционные столы. Они бывают круглыми и овальной формыпластинчатыми, гибкими. Последние устанавливаются, как правило,непосредственно у пода туннельных печей. В этом случае изделиясоскальзывают по всей ширине пода на пластины циркуляционного стола.
Круглый стол имеет крышку конусной формы диаметром 2 м с небольшимбортом. Она устанавливается на вертикальной стойке с приводом для вращениякрышки с частотой 4 об/мин. Устройство отличается простотой конструкции инадежностью в работе.
Определение оптимального периода охлаждения хлебных изделийособенно важно при использовании упаковочной техники.
Для изделий из ржаной и ржано-пшеничной муки массой 0,7 кгоптимальный срок выдержки перед упаковкой составляет 90-120 мин - дляформового хлеба, и 80—100 минут для подовых изделий; для булочно-батонных изделий массой 0,3-0,5 кг — 60—70 мин.; для мелкоштучныхизделий массой 0,05-0,2 — 25-40 минут.
Упаковка хлебных изделий позволяет увеличить сроки хранения, сохраняякачество.
Возникает возможность перехода предприятий на двухсменную работу спостоянным выходным днем.
Для упаковки хлебобулочных изделий используется целлофан споливинилхлоридной лакировкой или двухслойный целлофан, пригодный длятермосварки и непроницаемый для водяных паров и автоматических веществ,полипропилен и др. материалы.
Горизонтальная упаковочная машина «Simpev» может упаковыватьхлебобулочные изделия от формового хлеба до булочек в полимерные пакетыразмером от 80—630 мм. Изготавливается в г. Красногорске СП «Бестром».
В термоусадочные пленки хлебобулочные изделий можно упаковывать намашинах ТПЦ-200 М и ТПЦ-450. Московского завода «Термопак». Принципработы машин упаковывающих в термоусадочную пленку основан назначительном сокращении пленки (до 40%) под воздействием тепла (горячеговоздуха).
36
В последнее время появилось большое количество устройств для упаковки,работающих в ручном или автоматическом режиме.
Упаковка хлебных изделий позволяет увеличить сроки хранения, сохраняякачество.
Возникает возможность перехода предприятий на двухсменную работу спостоянным выходным днем.
Для упаковки хлебобулочных изделий используется целлофан споливинилхлоридной лакировкой или двухслойный целлофан, пригодный длятермосварки и непроницаемый для водяных паров и автоматических веществ,полипропилен и др. материалы.
Горизонтальная упаковочная машина «Simpev» может упаковыватьхлебобулочные изделия от формового хлеба до булочек в полимерные пакетыразмером от 80—630 мм. Изготавливается в г. Красногорске СП «Бестром».
В термоусадочные пленки хлебобулочные изделий можно упаковывать намашинах ТПЦ-200 М и ТПЦ-450. Московского завода «Термопак». Принципработы машин упаковывающих в термоусадочную пленку основан назначительном сокращении пленки (до 40%) под воздействием тепла (горячеговоздуха).
В последнее время появилось большое количество устройств для упаковки,работающих в ручном или автоматическом режиме.
Вопросы для самоконтроля по теме:1. Какой способ остывания горячего хлеба наиболее дорогостоящий?2. Какие технологические операции выполняются при разгрузке хлеба с
циркуляционного стола?3. Почему хлеб нельзя остужать в полимерных лотках?4. Какие способы охлаждения хлебобулочных изделий применяются в
хлебопекарной промышленности?5. Почему для печей типа ФТЛ и ПХС необходимо применять одинаковые
циркуляционные столы?
Тесты по теме:1. В остывочном отделении хлеб хранится в лотках изготовленных из:а) дерева; б) пластмассы; в) металла.2. При укладке хлеба в лотки производится технологическая операция:а) взвешивание; б) отбраковка; в) проверка качественных показателей.3. Охлаждение хлебобулочных изделий производят с целью:а) повышения транспортабельности; б) облегчения резки и установки; в)
для всех перечисленных целей.4. Наиболее быстрое охлаждение хлебобулочных изделий происходит:а) естественным способом; б) кондиционированным воздухом; в)
вакуумным способом.
37
5. Упаковка хлебобулочных изделий позволяет:а) увеличить сроки хранения; б) сохранить качество; в) создать рекламу; г)
обеспечить все перечисленные цели.
Тема 9. Оборудование для производства сырых макаронных изделий.
Технологическое оборудование макаронного производства представляетсистему машин и аппаратов, установленных в порядке технологическогопроцесса и связанных между собой различными транспортирующимиустройствами.
Условно технологическое оборудование макаронного производства можноразделить на следующие участки:
- оборудование для подготовки муки тарным или бестарным способом;- оборудование для дозировки ингредиентов, замеса теста и формования
сырых изделий;- оборудование для резки и раскладки сырых изделий;- оборудование для сушки, стабилизации и накопления макаронных
изделий;- оборудование для упаковки в потребительскую и транспортную тару.В качестве сырья для макаронной продукции используют специальную
муку крупку из твердой пшеницы ГОСТ 12307-66 или муку из мягкойстекловидной пшеницы ГОСТ 12306-66 и возможно использование мукихлебобулочной высшего сорта ГОСТ 26574-84. Насыпная плотностьспециальной макаронной муки 600–650 кг/м3, хлебобулочной 550–600 кг/м3.
Крупка или полукрупка имеют повышенную текучесть и не образуютсводов в бункерах хранения муки. Для ее перемещения на производство изсклада БХМ используют в основном пневмотранспорт.
Допускается при изготовлении макаронных изделий использовать яичные,молочные и другие добавки.
По линейным размерам макаронные изделия подразделяются на два типа:короткие и длинные свыше 200 мм, короткие подразделяются на подтипы,выработанные прессованием или штамповкой (последний способ менеераспространен).
По сечению макаронные изделия подразделяются: на нитевидные –вермишель, ленточные – лапша и трубчатые – макароны, рожки, перья и т.д.
Участок производства макарон состоит из: шнекового пресса, режущегоустройства, двух сушилок — предварительной и окончательной, накопителя -стабилизатора и транспортирующих механизмов. Для коротких макарон послепресса устанавливается виброподсушиватель.
Некоторые особенности технологического процесса макаронных изделийзаключается в следующем. Мука и вода дозируются согласно рецептуренепрерывно в тестосмеситель макаронного пресса.
Макаронное тесто замешивается более крутым, чем хлебопекарное исостоит из муки и воды с температурой 35–45 0С, возможны обогатительные и
38
вкусовые добавки (яичные, молочные, овощные, витаминные и т. п.). Такиедобавки обычно смешиваются с водой, идущей на замес теста.Предварительное смешивание добавок производится на специальныхэмульсионных установках.
Такая установка включает смеситель, насосы, баки-сборники. Бак-сборникимеет водяную рубашку для подогрева смеси до температуры 45 0С.
При замесе макаронного теста используется гораздо меньшее количествоводы, 20–27 л на 100 кг муки, чем при замесе хлебного теста. Это количествосоставляет примерно половину того, которое могут поглотить основныекомпоненты муки — крахмал и белок. Поэтому макаронное тесто после выходаиз тестосмесителя представляет собой сыпучую массу увлажненных комочкови крошки, а не связанную пластичную массу.
Чем больше влаги в тесте, тем оно более пластично и, следовательно, легчеподдается формованию. Однако менее влажное тесто имеет крошковатуюструктуру без крупных комков, хорошо заполняет межвитковое пространствошнековой камеры. Из него получаются сырые изделия, хорошо сохраняющиеформу, не мнущиеся и не слипающиеся. В зависимости от влажностиразличают три типа замеса: твердый - влажность теста 28...29%; средний -влажность теста 29,1...31% и мягкий - влажность теста 31,1...32,5%.Разрыхлители в виде дрожжей, а также соль отсутствуют.
Макаронное тесто получают в две стадии: перемешивание в смесителе(рыхлая масса из крошки и небольших комочков плотностью 700-730 кг/м3) ипоследующее уплотнение в шнеках до плотноспрессованной массы плотностьюдо 1300 кг/м3. Продолжительность смешивания составляет около 20 мин. Еслимакароны готовят из хлебопекарной муки, время замеса составляет 9-10 минутиз макаронной муки 13–16 минут.
При приготовлении теста обязательно производят вакуумирование приостаточном давлении 10–40 кПа в шнеке или (в смесителе последний болееэффективней). Удаление воздуха предотвращает окисление и разрушениепигментных веществ группы каротиодов, придающих изделиям желтый цвет.Кроме того, наличие пузырьков воздуха в готовых изделиях вызывает ихрастрескивание в процессе сушки.
В смесителе масса теста занимает 2/3 объема. Для набухания клейковины илучшей проработки, время смешивания может меняться, для чего регулируетсянаклон поворота лопаток (комочки теста отбрасываются назад), кроме того,могут быть установлены пальцы, толкатели.
Частота вращения вала ~ 50—75 об/мин. Условно делят «замес» повлажности 28—29% (твердый), 29,5—31,0% (средний), 31,5—32,5% (мягкий)
9.1. Макаронные прессы.Шнековые и макаронные прессы выполняют весь комплекс
технологических операций по производству сырых макаронных изделий:прессы дозирования ингредиентов, замес теста и формования сырых изделий.Подразделяют на шнековые — непрерывного действия и гидравлические —периодического (последние в настоящее время не применяются). Могут быть с
39
одним, двумя смесителями и одношнековые, двух или четырехшнековые.Производительность промышленных прессов от 350 до 2000 кг/час и более.
В промышленности работают прессы ЛПЛ-2М и итальянских фирм«Брайбанти», «Паван», «Фава», швейцарской «Бюллер» и др.
Движение по шнековой камере теста условно разделяют на 2 зоны:перемещение шнеком рыхлого теста и уплотнение, на 3-4 последних виткахшнека, далее подача теста к головке и круглой матрице или к тубусу ипрямоугольной матрице.
Как правило, используется однозаходный шнек с трехзаходной насадкойдля уплотнения теста и равномерной подачи на матрицы.
В корпусе шнековой камеры по всей длине аксиально расположеныканавки, уменьшающие закручивание и перетирание теста. Рабочее давление вшнеке составляет 9–12 МПа. Пусковой момент на 10–25 % выше.
Шнековый пресс работает следующим образом: мука и вода отмериваетсядозаторами в смеситель, где валом с лопатками, компоненты смешиваются вкомковатую массу, которая поступает в прессующую камеру. Камера шнекаимеет продольные канавки. В конце камеры смонтирована водяная рубашка дляохлаждения теста. Для вакуумирования теста имеется вакуумное устройство.Шнек нагнетает тесто в прессовую головку, откуда оно через сменную матрицувыпресовывается и отрезается режущим механизмом. Для предотвращенияслипания изделий имеется обдувочный механизм, подающий воздух цеха совсех сторон из специального кольцевого устройства.
Матрица — основной рабочий орган пресса, форма и профиль формующихотверстий, которой определяют тип и вид макаронного изделия.Подразделяются на круглые и прямоугольные (тубусные) с отверстиямиразличного профиля. Изготавливают из прочных антикорозийных материаловбронзы-БрАЖ9-4, латуни-ЛС59-1, стали-Х18Н9Т. Круглые матрицыиспользуют для формования любых видов макаронных изделий,прямоугольные - для формования длинных макаронных изделий. Дляувеличения прочности тонких матриц (22 и 28 мм) используют подкладные инакладные колосники. Матрица высотой 60 мм имеет необходимую прочностьи используется без колосника.
Формующие отверстия матриц подразделяются на два типа: без вкладышей— для формования нитеобразных и лентообразных изделий; с вкладышами —для формования трубчатых и фигурных изделий. Для формования лентыприменяются матрицы с щелями длиной до 600 мм и шириной 1,2 мм. Послеформования тестовая лента раскатывается до 1 мм и подается наштампмашину.
Отверстия для вкладышей в матрицах имеют три разных диаметра, назаплечики входного устанавливаются двух-трех опорные вкладыши. Вкладышиизготавливают из того же металла, что и матрица, для исключениягальванической коррозии.
Для уменьшения адгезии теста на стенках формующих отверстийустанавливают специальные вставки из фторопласта.
40
Очистка матриц от теста осуществляется на специальных моечныхмашинах, с предварительным отмачиванием в ваннах в течение 10-12 часов итемпературой 40–50 0 С.
9.2. Машины для резки макаронных изделий.Процесс резания влияет на качество и продолжительность процесса сушки,
изделия должны быть одинаковые по длине с ровным, без заусениц срезом.Чем ниже влажность, тем макароны плотнее и хуже режутся, образуя
больше отходов, при слишком высокой влажности возможно слипание изделий.По опытным данным скорость резки Vрез ~ 1-5 м/с при влажности 30—31% идлине изделия 30–50 мм. Материал ножей сталь углеродистая У8, У9 и т.д.
Машины для резки подразделяются на устройства непрерывного ипериодического действия. Непрерывного действия — для короткорезанныхмакаронных изделий, периодического действия — для длинных макаронныхизделий. Используются ножи — пластинчатые, роторные, серповидные,дисковые. Режущая кромка — гладкая, зубчатая. Устанавливаются по дискуматриц в подвесном состоянии (с одним или несколькими ножами).
Машина «УРМ» предназначена для резки широкого ассортиментакороткорезанных изделий на круглых матрицах. В машине 1–4 ножа крепятсяна спицах шкива. В зависимости от типа макарон устанавливается количествосрезов, кроме машины УРМ используется универсальная режущая машина Е8-ЛПС к прессу ЛПЛ-2М, которая работает, как по диску матрицы, так и вподвесном состоянии.
Для резания длинных макаронных изделий используют машину ЛРРМ,которая последовательно режет и раскладывает изделия в кассеты (1 кассетадвойная или 2 одинарных). Машина периодического действия, имеетмаятниковый поворотный стол и другие механизмы обеспечения работы.
В поточных линиях производства длинных макарон работает двойнойсаморазвес, который обеспечивает распределение на два бастуна и резкунепрерывно выпресовываемых изделий с одновременной обдувкой пряди.Длина сырых изделий от 500 до 600 мм. Саморазвес состоит из бастунов-алюминиевых трубок длиной 2000 мм, движущихся прерывисто. Бастунысплющенные с боков, с цапфами в торцах на цепном конвейере. Имеетсяразделитель (на 2 пряди), обдуватель, отрезные ножи (неподвижный и ножи-пластинчатые, закрепленные на дисках), рычаги и пустотелые цилиндры,подравнивающие ножи и отводящие шнеки.
Вопросы для самоконтроля по теме:1. Какие технологические процессы осуществляются в шнековом
макаронной прессе?2. Из каких основных узлов состоит шнековый макаронный пресс?3. Из каких материалов изготавливают макаронные матрицы?4. Перечислите основные функции машины «двойной саморазвес»?5. Какие типы вкладышей используются в макаронных матрицах?
41
Тесты по теме:1. Какой технологический процесс протекает в месильной камере для
макаронного теста?а) выделение влаги; б) изменение цвета; в) выделение тепла.2. Чем отличается состав макаронного теста от хлебопекарного?а) содержанием разрыхлителей; б) содержанием соли и сахара; в)
содержанием дрожжей; г) содержанием влаги.3. Назначение процесса вакуумирования макаронного теста:а) удаление влаги из теста; б) получение плотной тестовой структуры; в)
разрыхление тестовой структуры.4. Какой технологический процесс протекает в шнековой камере?а) разрыхление; б) удаление влаги; в) поглощение тепла; г) выделение
тепла.5. Когда осуществляется процесс резки макарон?а) после дозирования ингредиентов; б) после замеса теста; в) до
вакуумирования макаронного теста; г) после формования макаронного теста.6. Как производится раскладка макарон на ленточные конвейеры сушилок?а) распределяются по зонам ленты; б) перекладываются с ленты на ленту;
в) равномерно распределяются на лентах.
Тема 10. Оборудование для сушки макарон.
Сушка макаронных изделий является самой длительной и ответственнойстадией процесса производства. Это сложный тепло-массообменный процесс,от которого зависит качество продукта.
При сушке макароны из пластического состояния медленно превращаютсяв упругое хрупкое тело. Для сохранения качества и уменьшения времени сушкиэтот процесс разделен на 2 этапа: предварительный — интенсивное удалениевлаги (повышенная температура), до тех пор, пока макароны сохраняютпластичность при влажности W 22–20%; и окончательный медленное удалениевлаги до конечной влажности W 12–13%, когда макароны приобретают упругиесвойства.
Для равномерного удаления влаги кассеты или бастуны с продуктом вокончательной сушилке проходят вентилируемые и невентилируемые - зоныотволаживания, что обеспечивает равномерное распределение влагосодержанияпродукта по всему сечению продукта.
В зависимости от температуры воздуха используют три основных режимаконвективной сушки макаронных изделий:
- традиционные, низкотемпературные режимы, когда температурасушильного воздуха не превышает 50 0С;
- высокотемпературные режимы, когда температура воздуха наопределенном этапе сушки достигает 70...90 0С;
- сверхвысокотемпературные режимы, когда температура воздухапревышает 90 0С.
42
При высокотемпературных и сверхвысокотемпературных режимах сушки,когда температура воздуха превышает соответственно 70 0С и 90 0С,макаронные изделия остаются в пластическом состоянии вплоть до 16...13%влажности (в зависимости от температуры). В этом случае критическаявлажность изделий, т.е. момент перехода материала из пластическогосостояния в упругое снижается практически до влажности готовых макаронныхизделий. Поэтому возникает возможность использования таких режимов навсем протяжении сушки, что значительно сокращает ее продолжительность,однако в этом случае для исключения растрескивания следует соблюдатьусловия стабилизации и охлаждения.
Высокотемпературные режимы способствуют улучшению качестваизделий по ряду показателей:
- цвет изделий становится более светлым по сравнению с изделиямитрадиционной сушки;
- улучшаются варочные свойства макаронных изделий, сокращаетсяпродолжительность варки до готовности, снижается клейкость сваренныхизделий, улучшается их консистенция;
- происходит практически полная пастеризация макаронных изделий иликвидируются условия для развития опасных для здоровья человекамикроорганизмов.
В малых и средних предприятиях и наиболее распространенной являетсянизкотемпературная сушка, как не требующая специального автоматическогооборудования и приборов.
Шкафная сушилка ВВП-1 периодического действия, представляет собойкамеру, открытую с одной стороны для загрузки кассет. В ее верхней частирасположен кожух, в котором установлены осевой реверсивный вентилятор, сэлектродвигателем и коллектором, для направления воздуха в вертикальныйканал.
В камере устанавливают 156 двойных или 312 одинарных кассет. Поширине камера вмещает 3 ряда кассет, по высоте — 26; по длине двойныхкассет вмещается 2 ряда, одинарных — 4 ряда. Рабочий объем сушильнойкамеры около 2 м3.
Крыльчатка вентилятора находится в специальном коллекторе обтекаемойформы, направляющем поток воздуха в вертикальный канал. Это уменьшаетнежелательные завихрения воздушного потока и позволяет равномернораспределять воздух по сечению камеры. Коллектор создает благоприятныеусловия для работы вентилятора и способствует повышению его КПД. Зазормежду крыльчаткой вентилятора и внутренним диаметром коллектора долженбыть 2,5...3,5 мм.
Кассеты с макаронами поступают, от установки для резки и раскладки илиот разделочного стола, на конвейере или в вагонетках, в сушильное помещениеи штабелируются в сушильной камере. Реверсивный вентилятор вращается водну сторону, забирает воздух из цеха с температурой около 30 0С ивлажностью 60—70% и, направляя его по вертикальному воздушному каналу,
43
нагнетает его под давлением 0,15...0,2 кПа через слой изделия. Затемвентилятор кратковременно останавливают и вновь включают, но при этом онвращается в обратную сторону. Изменение направления воздушного потока всушильной камере позволяет более равномерно высушить продукт по глубинеи сечению шкафа. Общая продолжительность процесса сушки 14...16 ч.
Кассеты с высушенными макаронами вынимают и направляют вфасовочное отделение, а шкафы вновь заполняют сырыми изделиями. Шкафы всушильных помещениях устанавливают, как правило, в две линии, загрузочнойстороной друг к другу и с необходимым проходом между ними (2...3 м) длязагрузки и выгрузки.
При сушке в лотковых кассетах происходит неравномерная усадкаизделий, что приводит к искривлению изделий во время сушки, значительноснижает их качество и увеличивает расход тары на упаковку.
Основным недостатком шкафных сушилок является невозможностьрегулирования параметров сушильного воздуха. Поэтому, сушка в нихосуществляется без учета изменений структурно-механических свойствмакарон в процессе сушки. Существенными недоставками данного способасушки являются также затраты ручного труда и тяжелые условия труда всушильном отделении — повышенные - влажность и температура. Однако этотспособ сушки макарон не требует сложного дорогостоящего оборудования ибольших производственных площадей. Поэтому он получил достаточноширокое распространение при выработке макаронных изделий в небольшихцехах.
Сушилка, как правило, состоит из сушильной камеры, вентиляторов итрубопроводов приточно-вытяжной системы, калорифера для подогревавоздуха (водяной, паровой).
Сушилки подразделяются на конвейерные (непрерывного действия) ишкафные (периодического).
Изделия могут располагаться на лентах, в кассетах, ячейках, на бастунах,рамках.
Широкое распространение получила «сушка» в кассетах т.к. этот процессне требует сложного оборудования, больших производственных площадей.
Недостатком является наличие ручного труда и возможное искривлениемакарон.
Правильный влажностный и температурный режим с зонамиотволаживания проще поддерживать в автоматических поточных линиях.
Наряду с шкафными сушилками в промышленности работают туннельныесушилки. ЛС-2А двухтуннельная сушилка предназначена для сушки макарон вкассетах. Кассеты укладываются в 38 стопок по 22 кассеты в высоту на дваконвейера.
Сушильный туннель разделен на две зоны: первая со стороны входа втуннель — зона предварительной сушки, включает два шкафа; вторая — зонаокончательной сушки, включает десять шкафов. Зоны сушки отделены друг отдруга перегородкой, а для прохода кассет служат створки. В обеих зонах
44
сушильного туннеля поддерживается необходимая температура (35...41 0С) иокончательная влажность воздуха (55...75%).
Сушилка имеет 29 электроприводов, из которых 24 установлены навентиляторах, общей мощностью 39 кВт. Длина сушилки около 30 м, апроизводительность 9 т/сут.
Туннельная сушилка для сушки длинных макаронных изделий на бастунахработает в линиях Б6-ЛМВ, ЛМГ и фирм «Брайбанти», «Паван» и др. Сушилкаразделена на предварительную зону и окончательную.
Сушилка имеет туннель с наружной и внутренней обшивкой(теплоизоляция-пенопласт ФРП-1), вентиляторы (4 шт), верхние вентиляторы(2 шт), нижние калориферы, конвейер цепной с зубцами для бастунов, бастуны.Каркас имеет двери и оконные проемы, движение воздуха осуществляетсясверху вниз, что способствует сохранению формы изделий; движениеконвейеров периодическое совпадающее с работой саморасклада.
Окончательная сушилка аналогична предварительной, и отличаетсясистемой перемещения бастунов и пятиярусным конвейером.
Туннель имеет 4 камеры сушки, между которыми расположены камерыотволаживания (без вентилятора).
Проходя из камеры в камеру воздух подогревается калориферами иудаляет влагу из изделий; в камерах отволаживания испарения влаги из изделийнет и в них происходит перемещение влаги от внутренних слоев к внешним.Такой пульсирующий режим позволяет осуществлять сушку при повышеннойсушильной способности воздуха, без растрескивания макарон.
Движение цепных конвейеров согласовано с гребенчатыми, на которыхимеются предохранительные муфты.
Система вентиляции сушилок работает с частичной рециркуляциейсушильного воздуха, регулировка осуществляется заслонками.
Для развешивания длинных изделий на бастунах в туннельных сушилкахустановлен саморазвес.
Саморазвес работает следующим образом: изделия, выпрессовываемые изматрицы двумя прядями, огибают обдуватель и опускаются, пересекаягоризонтальную линию движения бастунов. Прерывистое движение бастунов,совершаемое с помощью рычажно-кулачкового механизма, необходимо дляобразования определенной длины формуемых изделий. После того как изделиядостигнут нужной длины, т. е. опустятся ниже находящихся в покое бастунов,два пустотелых цилиндра, укрепленных на рычагах, придут в движение и,описав дугу, оттянут верхнюю половину пряди на другую сторону бастунов. Вэто время верхние ножи-отсекатели отрежут изделия от основной пряди.
Отрезанные изделия падают и повисают на бастунах вдоль их второйстороны. Цепь начинает движение, унося загруженные бастуны и подавая на ихместо порожние. Концы изделий, опускаясь, попадают в сферу непрерывновращающихся нижних ножей, которые подранивают нижние концы изделий.
Для максимального использования мощности сушилок линии необходимо,чтобы изделия на бастунах имели одинаковую длину 500 мм и как можно
45
меньше сырых концов при подрезке. Для этого должно соблюдатьсясоответствие периода работы саморазвеса со скоростью формования изделий.
Для сушки короткорезанных изделий применяют также сушилкиленточного типа СПК-4Г-45 (90) с сушильной площадью 45 и 90 м2.
Сушилка имеет пять сетчатых конвейеров, раскладчик, ворошитель,установленный на трех верхних конвейерах. Внутри каждого конвейераимеется калорифер подогрева воздуха. Воздух направляется сверхувентилятором, установленном в вытяжном кожухе с заслонкой. Сушилка имееттермометры и психрометры.
Слой изделий на сетке конвейера не более 40 мм. Воздух перемещающийсяснизу вверх имеет параметры: температуру 50–60 0С и 55–65 0С, влажность от30% до 50% соответственно. Скорость конвейеров понижается от верхнего книжнему с 0,438 м/мин до 0,25 м/мин.
Достоинством является простота конструкции и компактность.Недостатком то, что используется режим сушки с повышающейся сушильнойспособностью воздуха, т. е. нижние более сухие изделия обдуваются болеесухим воздухом, что не обеспечивает выработку качественного продукта иотсутствие теплоизолирующих панелей приводит к значительным тепловымпотерям.
Вопросы для самоконтроля по теме:1. Поясните как происходит изменение структурно-механических свойств
макарон в процессе сушки?3. В чем преимущества высокотемпературной сушки макарон перед
традиционной?4. С какой целью проводится реверсирование воздуха в сушилках?5. В чем отличие конвейерных и шкафных сушилок для макаронных
изделий?6. Поясните как проводится процесс сушки в тоннельных сушилках?
Тесты по теме:1. Какое начальное и конечное влагосодержание макаронных изделий до и
после сушки? а) 45 и 10%; б) 30 и 17%; в) 30 и 13%; г) 20 и 10%.2. Какой метод сушки используется в сушилке ЛС-2А? а) радиационно-
конвективный; б) вибрационный; в) высокотемпературный; г) конвективный.3. Для какого ассортимента применяется сушилка СПК?а) длинных макарон; б) мотков и гнезд; в) перьев и мелких изделий типа
«суповые засыпки»; г) короткорезанных макаронных изделий.4. От каких параметров зависит продолжительность сушки макаронных
изделий? а) давление воздуха в сушилки; б) температуры воздуха и скоростидвижения воздуха; в) влажности воздуха; г) температуры и относительнойвлажности воздуха, скорости воздушного потока.
5. Какой наиболее эффективный режим сушки используется в современномсушильном оборудовании для макаронной продукции?
а) низкотемпературный; б) высокотемпературный; в) сверхвысокотемпе-ратурный; г) радиционно-конвективный.
46
Тема 11. Стабилизаторы-накопители.
Для передачи макаронных изделий на упаковку необходимо понизить ихтемпературу до температуры цеха 30–35 0С с сохранением влажности 12–13%.Для этой технологической операции применяют стабилизаторы-накопители.
При интенсивном охлаждении за 10–15 мин (обдувка воздухом)ухудшается качество готовых изделий, в конечном итоге может происходитьрастрескивание макарон, поэтому необходимо медленное охлаждение с учетомравновесного влагосодержания воздуха и продукта.
Другой основной функцией стабилизатора-накопителя являетсявозможность накапливать продукцию в течение вечерней и ночной смен работылинии, а упаковку проводить только в дневную смену.
Стабилизаторы-накопители подразделяются: непрерывного действия —конвейерные и периодического — бункерные.
Для простого охлаждения продукта до температуры цеха могутприменяться виброохладители.
Накопитель-стабилизатор периодического действия, предназначен длястабилизации короткорезанных изделий. Он имеет пять бункеров с верхнейзагрузкой и верхним выбросом теплого воздуха.
Бункера изготовлены из листовой стали, с наклонным днищем ивибролотком; загрузочный ленточный конвейер со сдувателем, воздуховод свытяжной вентиляцией соединен с циклоном разгрузителем.
Аналогичное назначение и устройство имеет накопитель-стабилизатор Б6-ЛСВ.
К конвейерным стабилизаторам-накопителям относится стабилизатор Б6-ЛОВ.
Он имеет каркас из металлических щитов двух охлаждающих конвейеровдля стабилизации, наклонного конвейера с поперечными планками, длязагрузки короткорезанных изделий, вентиляторов, отводящего конвейера,поворотной заслонки, наклонных щитков с мелкими отверстиями для продувкимакарон, поступающих на конвейеры. Привод имеет муфту переключениядвижения конвейеров, работающих индивидуально. Лентами конвейераявляются нейлоновые сетки. Высота слоя продукта до 600 мм. Скоростьзагрузочного конвейера V = 0,2 м/мин, т. е. больше чем у охлаждающих 0,012м/мин. Заслонка, поворачиваясь, осуществляет поочередную загрузкуконвейеров.
Охлаждение длинных макаронных изделий осуществляется в кассетах илина бастунах в зависимости от типа сушилок. Одним из таких устройствявляется накопитель-стабилизатор Б6-ЛМГ в линии Б6-ЛМВ. Он состоит изконвейера, механизмов распределения со специальными планками, шестигоризонтальных охлаждающих конвейеров, имеющих направляющие дляподдержки бастунов, конвейера загрузки, ловушек для бастунов, самихбастунов.
Бастуны с высушенными макаронами температурой до 50 0С поднимаютсявертикальным конвейером загрузки и планками механизма распределения
47
перекладываются на один из (любой) горизонтальных конвейеров, которыйначинает двигаться. После заполнения он останавливается автоматически, аперекладка продолжает осуществляться на другой с помощью другой планки.Конвейер с остывшими изделиями включается одновременно с конвейеромзагрузки. Бастуны с охлаждающего конвейера, по одному, соскальзывают наловушки, откуда подхватываются люльками конвейера загрузки. Затем бастуныподаются к машине для съема и резки изделий. Одновременно можнозагружать и разгружать конвейера, одновременная загрузка и разгрузка одногоконвейера не допускается.
Накопитель не имеет системы обогрева и вентиляции. Для обеспечениянеобходимой влажности и температуры в каркасе предусмотрены отверстиязакрытые шиберами. В помещении технологический кондиционерподдерживает влажность 60-65% и температуру 25-30 0С.
В линиях «Бассано» на сушилках и стабилизаторах используюткачающиеся кассеты (для длинных и коротких изделий) с которых в люлькистабилизатора макароны пересыпаются; для охлаждения используютсявентиляторы с батареями холодной воды.
В линии «Брайбанти» для короткорезанных изделий стабилизатор-накопитель бункерный — 8 шт по 4 м3, внутри для плавной, равномернойзагрузки установлена труба с наклонными плоскостями образующими змейку сзаслонками.
Имеется конвейер загрузки перемещающийся по рельсам от бункера кбункеру и разгрузочные конвейеры (2 шт) с вибробункерами.
При работе участков и линий небольшой производительностииспользуются поточные на 500 кг/час или шахтные виброохладители на 1200кг/час, где в приводе применен кривошипно-шатунный механизм длянаправленной вибрации и имеются вентиляторы для продувки макаронвоздухом.
Вопросы для самоконтроля по теме:1. С какой целью в производстве макарон производится стабилизация и
накопление продукции?2. В чем отличие стабилизаторов от виброохладителей для макаронных
изделий?3. В чем отличие бункерных от конвейерных стабилизаторов-накопителей?
Тесты по теме:1. С какой целью в технологическом потоке используют стабилизаторы-
накопители макаронных изделий?а) для досушки макаронных изделий; б) для охлаждения макаронных
изделий; в) для накопления и хранения макаронных изделий; г) дляравномерного охлаждения и накопления продукции в течение ночной ивечерней смены.
2. С какой целью устанавливаются виброохладители после сушки?а) виброохладители устанавливаются только для снижения температуры
после сушки; б) виброохладители обеспечивают повышение
48
производительности оборудования; в) виброохладители обеспечиваютповышение качества макаронной продукции.
3. Какое минимальное время отводится для стабилизации короткорезанноймакаронной продукции после сушки?
а) сутки; б) 12 часов; в) 18 часов; г) 4 часа.4. Как осуществляется стабилизация длиннорезанной макаронной
продукции?а) на лентах; б) в кассетах; в) на бастунах.5. Какие типы накопителей для короткорезанной макаронной продукции
получили наибольшее распространение?а) ленточные; б) барабанные; в) кассетные; г) бункерные.
12. Участки производства специализированных макаронных изделий.
12.1. Участок производства вермишели быстрого приготовления.Участок производства вермишели быстрого приготовления включает 3
бака подготовки бульона (куриного, овощного и др.), который дозируетсяодновременно с мукой в смеситель. После замеса теста оно из агрегата подачитеста проталкивается лопастью через выпускное отверстие в дне корпуса враскаточную машину. Агрегат подачи теста состоит из цилиндрическогокорпуса диаметром 1600 мм, высотой 300 мм. Лопасть вращается с частотойвращения 6,2 мин-1. Машина для раскатки многоступенчатая и имеет пять парраскатывающих валков (вальцов), которые вращаясь навстречу друг другураскатывают тесто до необходимой толщины. Валки имеют диаметр от 125 ммдо 240 мм и длину 400 мм. Зазор между валками последовательно уменьшаетсяв зависимости от ассортимента с 1,6 ¸ 2,3 мм до 0,6 ¸ 0,9 мм. Частотавращения, наоборот увеличивается от 22–23 мин-1 до 50 ¸ 52 мин-1. Последняяшестая пара валков имеет ножи с шагом 0,9 – 1,05 мм для узорной (фигурной)резки теста. Скорость резки в 1,05–1,1 раза больше скорости вращенияскорости валков и в 2,0–2,4 раза больше скорости движения промежуточнойсетки, что обеспечивает фигурную укладку вермишели. После резки вермишельпоступает в пропарочную камеру. В ней происходит первичная термическаяобработка паром при температуре 105–110 0С, и давлении 1,3–1,5 атм.Пропарка вермишели происходит на сетчатом конвейере.
Затем вермишель непрерывно подается на механизм порционной резки ираскладки, где разрезается на порции.
Далее вермишель в машине для обжарки раскладывается в непрерывноподаваемые лотки. Машина для обжарки (фритюрница) имеет конвейер лотков,встречно-движущийся конвейер крышек запирающих вермишель в лотки.Конвейеры погружаются в ванну с пальмовым маслом, которое имееттемпературу 140–160 0С. Время обжарки 1,5–2,5 мин. Эта технологическаяоперация является окончательной термической обработкой с удалением влаги иформованием брикета вермишели по форме лотка. Брикеты вермишелипоступают на конвейер агрегата охлаждения. Конвейер имеет сетчатый подшириной 920 мм и движущийся со скоростью 4–8 м/мин. Над ним установлены
49
вентиляторы для охлаждения брикетов вермишели и испарения масла с ихповерхности. После охлаждения брикеты подаются на упаковку в заверточныеили упаковочные машины.
12.2. Производство сырых макаронных изделий длительногохранения.
В последние годы в большинстве стран имеет место постоянный ростпроизводства и потребления макаронной продукции как традиционного вида(сухие), так и в виде сырого полуфабриката.
Основным недостатком сырых макаронных изделий, упакованных вгерметичную упаковку, например, полимерные пакеты, являетсякратковременный срок их хранения: не более 1 суток в помещении и не более 7суток в холодильнике из-за высокой активности воды – порядка 0,9–0,96 ед. ибыстрого развития бактерий и плесени в продукте.
Для увеличения срока хранения макаронных изделий в сыром видеприменяют главным образом пастеризацию t 95–97 0С или замораживание притемпературе – 1 0С, при этом продукт хранится до 30 суток. С увеличениемглубины замораживаются до – 4 0С срок хранения удлиняется до 180 суток.Этот способ наиболее экономически выгоден для сырых изделий из теста сначинкой (пельмени, равиоли и т.п.). Кроме замораживания с целью удлинениясроков хранения изделий в сыром виде применяется тепловая обработка,упаковка под вакуумом, в контролируемой газовой среде и некоторые другие.
Например, термообработка упакованных сырых изделий в течение 10–20мин после формования при температуре 120–130 0С обеспечивает сохранностьтаких изделий в герметичной упаковке до 60–90 суток.
Выгодным и перспективным особенно для мелких цехов, являетсяпроизводство сырых макаронных изделий, отмеренных небольшими порциямипо 200 г в упаковку из влагопроницаемого материала, например, картонныекоробки или бумажные пакеты.
При хранении в домашних условиях происходит постепенноесамовысыхание изделий в такой упаковке, после чего они могут хранитьсядлительный срок.
На схеме представлены технологические стадии производства сырыхмакаронных изделий длительного хранения:
дозирование ингредиентов ® смешивание ингредиентов ® формованиесырых изделий ® пастеризация сырых изделий паром ® подсушка сырыхизделий ® охлаждение сырых изделий ® упаковка изделий. Далее возможнодва направления обработки для увеличения сроков хранения:
1. Хранение изделий в холодильнике до 30 суток.2. Пастеризация изделий в упаковке (95–94 0С) ® охлаждение изделий ®
® хранение изделий до 90 суток в помещении.
Вопросы для самоконтроля по теме:1. На каких машинах производится предварительная и окончательная
термическая обработка вермишели?2. На какой и каком органе производится формование вермишели?
50
3. На какой машине происходит формование блока вермишели длядальнейшей ее упаковке?
4. В чем разница (технологическая операция) между первичной иокончательной термической обработкой.
Тесты к теме:1. Какой дополнительный процесс при замесе теста имеется в
производстве вермишели быстрого приготовления по сравнению страдиционным для макаронных изделий? а) интенсивное смешивание теста; б)тепловая обработка теста; в) расстойка теста.
2. Какие дополнительные ингредиенты, кроме воды, дозируются дляприготовления теста? а) яичные обогатители; б) бульонная основа; в) сиропнаяоснова.
3. Какое количество валковых групп, кроме ламинатора используют прираскатке теста для вермишели быстрого приготовления? а) две; б) четыре; в)пять; г) семь.
4. Что является определяющим фактором при получении брикета прирезке тестового пласта? а) скорость вращения ножей; б) ширина пласта; в)плотность пласта.
5. Какова должна быть толщина тестового пласта (мм) на выходе изпоследней валковой группы? а) 0,1 – 0,5; б) 0,8 – 1,0; в) 1,8 – 2,0; г) 2,5 – 3,0.
6. С какой целью проводится подсушка макаронных изделий послепрессования при производстве сырых макаронных изделий? а) устранитьшероховатость поверхности; б) исключить слипание; в) подогреть продукт.
7. С какой целью упаковка сырых изделий проводится в газовой средеили в вакууме? а) уменьшить склеивание; б) снизить влажность; в) обеспечитьсохранность.
8. Какая оптимальная масса дозы рекомендуется при упаковке сырыхизделий (г)? а) 50 – 100; б) 200 – 250; в) 400 – 500; г) 800 – 1000.
Тема 13. Тара и упаковка хлебопекарной и макаронной продукции.
При хранении хлеба и хлебобулочных изделий довольно быстроизменяются их физико-химические и потребительские свойства, что приводит кухудшению внешнего вида, качества и даже полной потере ценности. Подвлиянием факторов окружающей среды хлеб черствеет и плесневеет, амакаронные изделия усыхают, крошатся или наоборот увлажняются и такжеплесневеют. В этой связи хлеб и хлебобулочные изделия целесообразно послеиз производства упаковывать.
Этот процесс обеспечит сохранность и длительность хранения пищевогопродукта и одновременно является реальным для осуществления лучшегосбыта продукции.
В качестве упаковочного материала для хлебобулочных изделий имакаронной продукции используют полипропилен (ПП), поливинилхлорид
51
(ПВХ), полиэтилен (ПЭ), бумага, картон и комбинированные упаковочныематериалы.
Полипропилен – применяется в основном для упаковки батонов, частичноподового и формового хлеба, реже – сдоб.
Такая пленка идеальна для использования на всех типах упаковочныхмашин, и особенно широко используется для упаковки макаронной продукции.
При упаковке горячего хлеба в малопроницаемую для влаги пненку (ПЭ,ПП, ПВХ) в процессе остывания испаряется влага в среду внутри упаковки. Вэтой связи для упаковки горячего хлеба рекомендуется специальнаяперфорированная ПП-пленка, в которой имеются специальные отверстиядиаметром 0,5 мм. Площадь одной упаковки составляет 0,15 м2. Числоотверстий 52 на 1 см2 или 8,5 на 1 см2. Срок хранения готовой продукции втакой пленке 3–5 суток.
Поливинилхлорид используется на мелких и средних хлебозаводах дляручной упаковки типа «горячий стол».
Эта пленка плотно прилегает к поверхности, высокую растяжимость инебольшую толщину. Пленка ПВХ считается «дышащей» горячий хлеб в нейупаковывать не рекомендуется из-за недостатка паропроницаемости ипоследующего плесневения продукта.
Полиэтилен применяется для упаковки батонов и формового хлеба, рядхлебозаводов используют для горячего хлеба полиэтилен с отверстиямибольшого диаметра, при этом механизм защиты аналогичен ПП-пленки.
Комбинированные упаковочные материалы: целлофан, покрытый лакомили в сочетании с бумагой (для упаковки булочек с хрустящей ярковыраженной корочкой); полиэтилен-полиамид, полиэтилен-полиэфир и др.обладают высокими барьерными свойствами и широко используются дляупаковки нарезанного хлеба, сдоб и т.д.
Упаковка неразрывно связана с хранящейся в ней продукцией. Дизайнерывыдвинули теорию так называемого «чувственного переноса», когда своеотношение к упаковке люди полностью проецируют на еще не распечатанныйтовар, т. е. качественное исполнение упаковки вызывает доверие к товару.
В данном случае цель упаковки — увлечь и одновременно внушитьдоверие, заставить потребителя думать, что ее содержимое — это именно то, очем он мечтал.
Защита товара от ударов и падений, от влаги и солнца, от насекомых ибактерий, этим функциональность упаковки не ограничивается, она должнасообщить покупателя в доступной форме информацию о товаре, егодостоинствах, способах использования и хранения. Хранение - также важнаяфункция упаковки. В идеале изделие должно продаваться в такой упаковке,которая удобна и при продаже (когда товар хорошо представлен), и припереноске (когда имеются, например, удобные ручки), и при хранении дома(когда модульные размеры упаковки позволяют полностью использоватьвнутренние объемы шкафов, холодильников).
Удобство пользования, таким образом, целиком зависит от формы иконструкции упаковки.
52
И разумеется, говоря обо всех этих важных для потребителя свойствахупаковки, нельзя не сказать об эстетическом факторе: привлекательнаяупаковка, выполненная на высоком художественном и полиграфическомуровне, - это та самая упаковка, которая сама находит покупателя.
С разработкой формы и конструкции, а также с выбором материаласвязаны экономические требования к упаковке. Экономику упаковки не следуетпонимать только в плане стоимости ее производства.
Экономичная упаковка — это упаковка, спроектированная изкачественного материала, отвечающего специфическим свойствамупаковываемого изделия. Этот фактор обуславливается не только требованиемнадежности, но и задачей уменьшения веса упаковки. Известно, чтодеревянный ящик в качестве упаковки не только дороже, но еще и тяжелеекартонного.
Однако укладывать хлебобулочные изделия, после выпечки, можно тольков деревянные лотки. Ни пластмассовые, ни картонные применять нельзя т. к.при охлаждении в остывочном отделении горячий хлеб выделяет влагу, котораябудет скапливаться на пластмассе и разрушать картон, т. е. здесь учитываютсятехнологические свойства продукта.
Информацию о товаре несет графический рисунок, цвет, размер упаковки,текстовой блок. В последний входит название продукта, рекламный текст,инструкция по употреблению.
Упаковка хлебобулочных изделий способствует удлинению срокахранения и уменьшает усушку хлеба. Одновременно улучшаются санитарно-гигиенические условия хранения и транспортирования продукции.
Существует большое количество устройств для упаковки втермосвариваемые пленки. Это аппараты малогабаритные ТПЦ-200М, ТПЦ-370и т. п. автоматы типа А5-КУА-1 машины фирмы И Си Ай Лимитед (США),«Бестром» (Россия), «Паван» (Италия) и др.
Для упаковки хлеба используют целлофан с поливинлхлориднойлакировкой или двухслойный целлофан пригодный для термосварки.
Хлебобулочные изделия можно упаковывать на установках стермоусадочными пленками. Это аппараты типа ТПЦ, аппарат фирмы ИПКТехника (Украина) и др. Процесс упаковки заключается в подаче воздуха стемпературой 120 0С—200 0С в камеру с изделием в пленке. Под действиемгорячего воздуха пленка сокращается примерно 40% и плотно облегаетизделие.
Известна машина АЗХ для завертки формового хлеба в парафинированнуюбумагу или полиэтиленовую пленку со сваркой торцевых и продольных швов.Батоны и бутылочки можно завертывать на автомате А5-КУА-1 и т. п.
Упаковка макаронных изделий зависит от вида изделий — коротких идлинных.
Для коротких изделий можно применять упаковочные машинывертикального типа Б-201, Б-220 фирмы «Бестром». Они упаковывают изделияв пакеты из полипропилена и полиэтилена и т. п. В аналогичные материалыупаковывает автомат А5-ЛРБ.
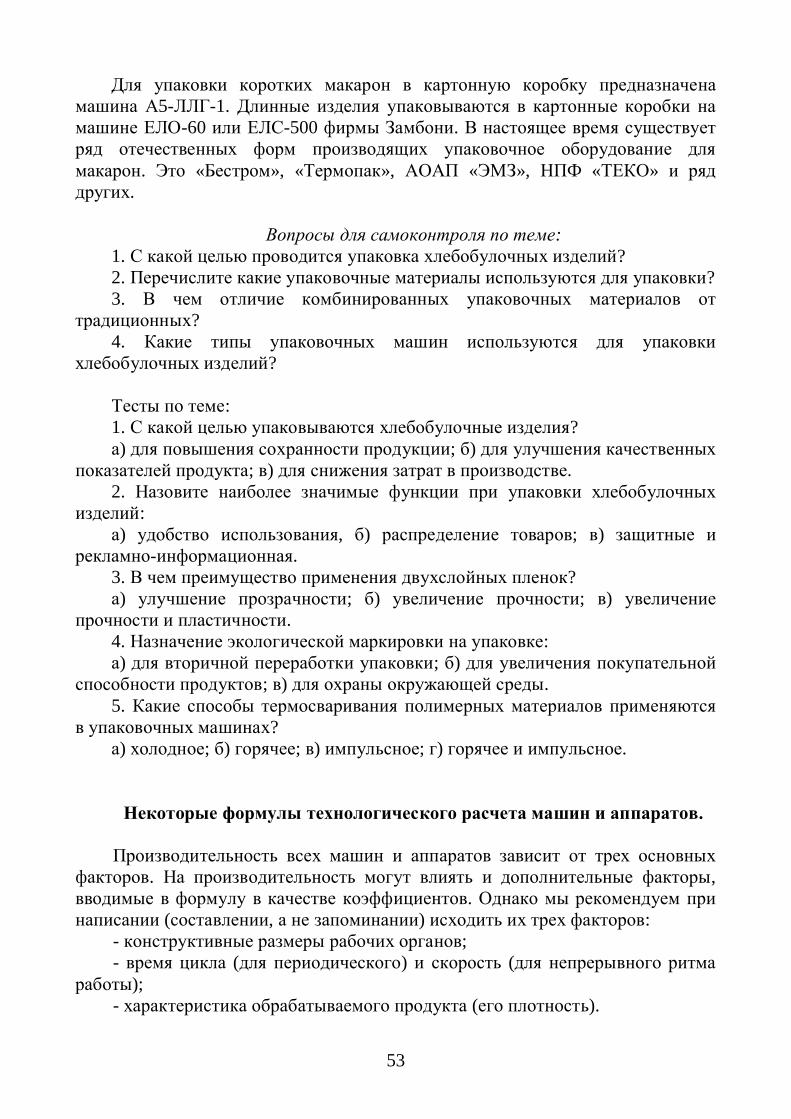
53
Для упаковки коротких макарон в картонную коробку предназначенамашина А5-ЛЛГ-1. Длинные изделия упаковываются в картонные коробки намашине ЕЛО-60 или ЕЛС-500 фирмы Замбони. В настоящее время существуетряд отечественных форм производящих упаковочное оборудование длямакарон. Это «Бестром», «Термопак», АОАП «ЭМЗ», НПФ «ТЕКО» и ряддругих.
Вопросы для самоконтроля по теме:1. С какой целью проводится упаковка хлебобулочных изделий?2. Перечислите какие упаковочные материалы используются для упаковки?3. В чем отличие комбинированных упаковочных материалов от
традиционных?4. Какие типы упаковочных машин используются для упаковки
хлебобулочных изделий?
Тесты по теме:1. С какой целью упаковываются хлебобулочные изделия?а) для повышения сохранности продукции; б) для улучшения качественных
показателей продукта; в) для снижения затрат в производстве.2. Назовите наиболее значимые функции при упаковки хлебобулочных
изделий:а) удобство использования, б) распределение товаров; в) защитные и
рекламно-информационная.3. В чем преимущество применения двухслойных пленок?а) улучшение прозрачности; б) увеличение прочности; в) увеличение
прочности и пластичности.4. Назначение экологической маркировки на упаковке:а) для вторичной переработки упаковки; б) для увеличения покупательной
способности продуктов; в) для охраны окружающей среды.5. Какие способы термосваривания полимерных материалов применяются
в упаковочных машинах?а) холодное; б) горячее; в) импульсное; г) горячее и импульсное.
Некоторые формулы технологического расчета машин и аппаратов.
Производительность всех машин и аппаратов зависит от трех основныхфакторов. На производительность могут влиять и дополнительные факторы,вводимые в формулу в качестве коэффициентов. Однако мы рекомендуем принаписании (составлении, а не запоминании) исходить их трех факторов:
- конструктивные размеры рабочих органов;- время цикла (для периодического) и скорость (для непрерывного ритма
работы);- характеристика обрабатываемого продукта (его плотность).
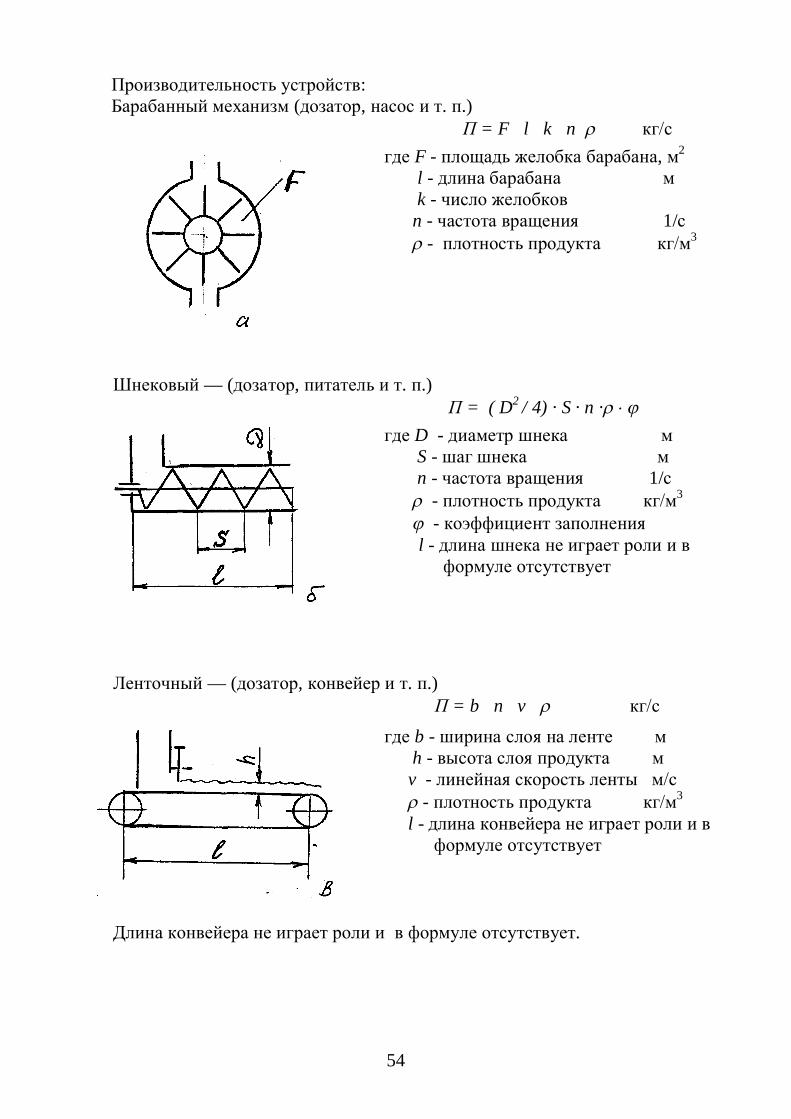
54
Производительность устройств:Барабанный механизм (дозатор, насос и т. п.)
П = F · l · k · n ·r кг/сгде F - площадь желобка барабана, м2
l - длина барабана м k - число желобков n - частота вращения 1/с
r - плотность продукта кг/м3
Шнековый — (дозатор, питатель и т. п.) П = ( D2 / 4) · S · n ·r × j
где D - диаметр шнека мS - шаг шнека мn - частота вращения 1/сr - плотность продукта кг/м3
j - коэффициент заполненияl - длина шнека не играет роли и в
формуле отсутствует
Ленточный — (дозатор, конвейер и т. п.) П = b · n · v · r кг/с
где b - ширина слоя на ленте м h - высота слоя продукта м v - линейная скорость ленты м/с
r - плотность продукта кг/м3
l - длина конвейера не играет роли и вформуле отсутствует
Длина конвейера не играет роли и в формуле отсутствует.
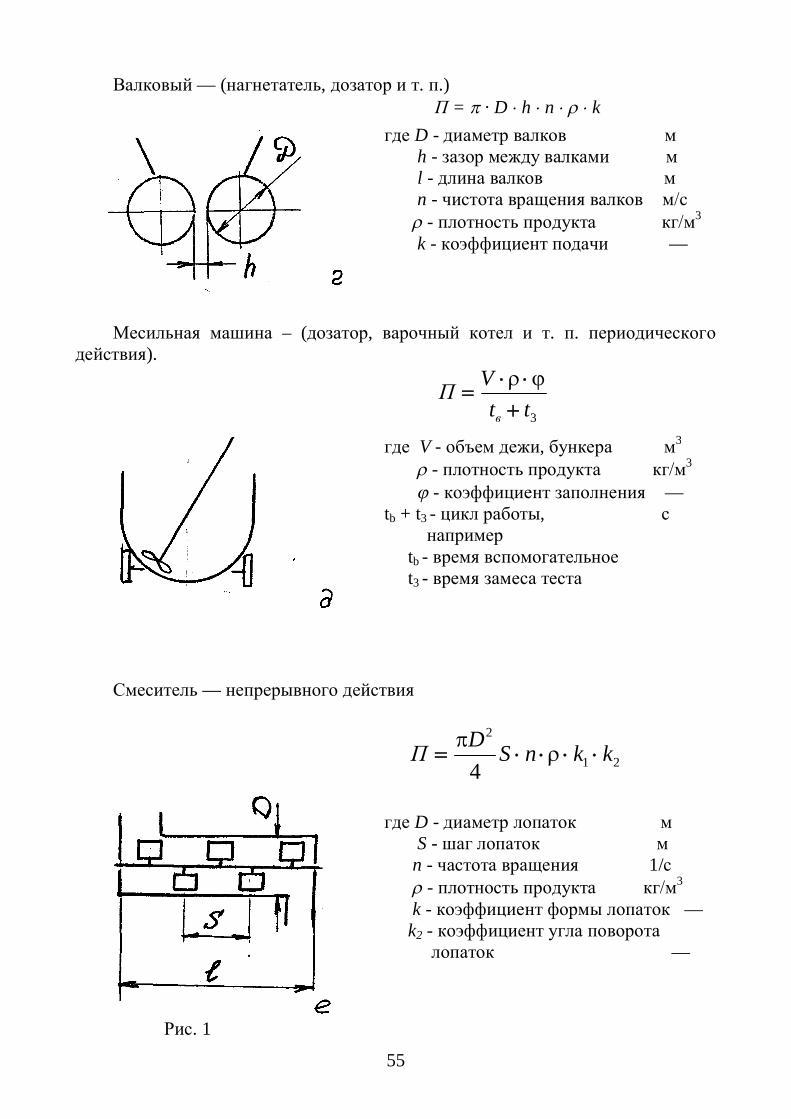
55
Валковый — (нагнетатель, дозатор и т. п.) П = p · D × h × n × r × k
где D - диаметр валков м h - зазор между валками м l - длина валков м n - чистота вращения валков м/с
r - плотность продукта кг/м3
k - коэффициент подачи —
Месильная машина – (дозатор, варочный котел и т. п. периодическогодействия).
3ttVП
в +××
=jr
где V - объем дежи, бункера м3
r - плотность продукта кг/м3
j - коэффициент заполнения —tb + t3 - цикл работы, с
например tb - время вспомогательное t3 - время замеса теста
Смеситель — непрерывного действия
21
2
4kknSDП ××××= r
p
Рис. 1
где D - диаметр лопаток м S - шаг лопаток м n - частота вращения 1/с
r - плотность продукта кг/м3
k - коэффициент формы лопаток — k2 - коэффициент угла поворота лопаток —

56
Расчет потребностей мощности различных машин определяется зачастую снекоторыми допущениями. Мощность рассчитывается черезпроизводительность машины или через работу выполняемую рабочимиорганами.
Так потребная мощность двигателя шнекового дозатора муки:
( )HcLη
ПqN +××
=1000 к кВт
где h – к.п.д. привода;L – горизонтальная проекция пути перемещения, м;
c – коэффициент сопротивления перемещению муки в корпуседозатора,
для муки с = 1,2; к – коэффициент, учитывающий потери на трение в подшипниках, к = 1,1 1,2; H – высота подъема продукта.
Потребная мощность ленточного дозатора муки:
ηVПN×
×=
1000 кВт
где Р – окружное усилие на приводном барабане, Н; V– скорость ленты, м/с.
( )HcLη
ПqN +××
=1000
где Sn – напряжение ленты на приводном барабане, Н; S1 – предварительное напряжение ленты; S1 – от 9,8 до 19,6 Н на 10 мм ширины ленты.Потребная мощность на замес теста в месильных машинах периодического
действия определяется [5]:
ηzqRmN
××××××
=1000
4,0 w
где m – масса теста в деже, кг; R – максимальный радиус вращения месильного органа, м;
w – угловая скорость, рад/с;h – к.п.д. привода;
z – количество месильных органов.Эта же мощность может быть определена как сумма работ необходимых
для замеса теста:
ηААААN 4321 +++
= кВт [2, 4]
где А1 – работа расходуемая на перемешивание массы; А2 – работа расходуемая на вращение лопастей;
57
А3 – работа, расходуемая на нагрев теста и соприкасающихся с нимдеталей машины;
А4 – работа расходуемая на изменение структуры теста.Потребная мощность на деление теста в тестоделителях зависит от
конструкции механизма нагревания и деления теста.Мощность для тестоделителя со шнековым нагнетателем и отсекающим
устройством [2, 4] (нож, делительная головка - грань мерного кармана).
( )η
vLPnrRtgpN×
××+×-××××=
300034 33ap
кВт
где р – рабочее давление 0,05 - 0,2 Мпа;a – угол подъема винтовой линии;
R – наружный радиус шнека, м; r – радиус вала шнека, м;
n – частота вращения шнека, с-1; P – удельное сопротивление резанию, для ножа 1,0 - 1,5 · 102 Н/м для
делительной головки P - 5,0 · 102 Н/м; L – длина режущей кромки (ножа, грани мерного кармана); v – скорость резания, м/с;h – к.п.д. привода.
Мощность делителя с лопастным или поршневым нагнетанием и делениеммерным карманом [2, 4]:
ηААААN
×++++
=t
)...( 7321кВт,
где А1 – работа расходуемая на сжатие теста в рабочей камере до 0,1 Мпа; А2 – работа расходуемая на преодоление сопротивления при пере-
мещении теста; А3 – работа расходуемая на стабилизацию давления; А4 – работа расходуемая на отделение (отрезание) куска теста; А5 – работа расходуемая на возврат теста из рабочей камеры в
приемную воронку; А6 – работа расходуемая на перемещение нагнетателя;
t – время цикла.
Мощность тестоделителя с валковым нагнетателем и делением мернымкарманом.
ηNNNNN )...( 4321 ++++
= кВт,
где N1 – мощность необходимая на вращение (нагнетание) валков; N2 – мощность необходимая на отделение (отрезание) куска теста; N3 – мощность необходимая на привод сбрасывающего валика; N4 – мощность необходимая на привод отводящего конвейера.
58
( ) wjba ×+= tglpRN 221 кВт,
где P – рабочее давление, МПа; R – радиус валка, м;a, b – углы питания и нагнетания, рад;j – угол трения теста о валок j = 25 ¸ 300;w – угловая скорость валка.
Технологический расчет некоторых устройств для производствамакаронных изделий.
Расчет пресса. Т.к. пресс представляет собой агрегат состоящий изнескольких устройств, рассмотрим определение их параметров в отдельности.
Производительность пресса П - можно определить через пропускнуюспособность матрицы:
П = Пс (100 - Wс) (100 - W) кг/час,где Пс – пропускная способность матрицы по сырым изделиям
(производительность пресса по сырым изделиям); Wc – влажность сырых изделий 30—32% ; W – влажность сухих изделий 13%.
Пс = f × v × rгде f – площадь живого сечения матрицы;
v – скорость выпрессовывания, м/с;r – плотность теста 1300 кг/м3;
для лапши fл = n · в · а;
для вермишели 4
2 p××=
dnfв ;
для макарон( )
4
22вн
мddnf -
=p
где n – количество отверстий в матрице, шт; dн, dв – наружный и внутренний диаметр отверстия;
а, в – длина и ширина отверстия.
В смесителе определяют его вместимость (объем камеры)
ktПV с
××
=r м3
где Пс – производительность по сырому продукту, кг/час;t – время замеса - 0,16—0,18 часа;r – плотность макаронного теста без утряски - 710—720 кг/м3;к – коэффициент заполнения камеры - 0,5.
59
Производительность шнека определяется по формуле аналогичнойвышеприведенной в упрошенном виде/ Необходимо учитывать коэффициентыкп - заполнения - 1; кн - прессования 0,5—0,56; кс - подачи (уменьшения) 0,9—1,0.
Мощность привода шнека
( )31
32 RRtgnpN -×××= ap кВт
где r - давление формования 5-10 Мпа; n - частота вращения, мин-1;a - угол подъема винтовой линии по среднему диаметру;
R1 и R2 - внутренний и наружный радиусы шнека, м.Расчет сушильных установок сводится к определению расхода
подаваемого воздуха и необходимого количества тепла.
60
Лабораторные работы, проводимые в лабораторияхкафедры «Пищевые машины».
Лабораторная работа № 1. Анализ и синтез совместной работы элементовсклада муки и аэрозольтранспорта (пневмотранспорта) при бестарном хранениии транспортировании муки.
Лабораторная работа № 2. Исследование конструктивных возможностейпросеивателя для использования его в тарном складе.
Лабораторная работа № 3 (с игровой ситуацией). Анализ конструкции иисследование возможности применения тестоделителя «Кузбасс» в новыхпроизводственных условиях.
Лабораторная работа № 4. Анализ конструкции и оптимизацияконструктивных размеров тестоделителя РМК.
Лабораторная работа № 5 (с игровой ситуацией). Исследованиеконструктивных возможностей расстойно-печного агрегата ХПА-40 с цельюего модернизации.
Лабораторная работа № 6. Исследование влияния конструктивныхразмеров матрицы на производительность макаронного пресса.
Тесты по дисциплине:
1. В каком отделении поточной линии производства хлеба используютсянаибольшее количество ручного труда? а) разделки теста; б) остывочном; в)экспедиции.
2. Какие производственные отделения являются общими для линиипроизводства хлеба и макарон? а) прием и хранение сырья; б) приготовлениетеста (полуфабрикатов); в) фасовки и упаковки.
3. Концентрация смеси муки и воздуха в пневмотранспорте составляеткг/кг: а) 0,5–4; б) 10–15; в) 20–200.
4. Достоинством склада БХМ и аэрозоль транспортом является: а)исключение тяжелых физических работ; б) уменьшается распыл муки; в)экономия электроэнергии; г) все вышеперечисленные преимущества.
5. Макаронная мука крупитчатой структуры имеет плотность, кг/м3: а) до550; б) до 600; в) до 700.
6. Сито просеивателя «Бурат» совершает движение: а) возвратно-поступательное; б) вращательное; в) неподвижно, но имеет вращающиесяпобудители.
7. Ленточный дозатор Р3-ХДА имеет конвейеров: а) один; б) два; в) три.
61
8. Дозировочная станция жидких компонентов ВНИИХП-06 работает вритме: а) фиксированном; б) нефиксированном; в) замешанном.
9. Тестомесильные машины по количеству месильных камер,обеспечивающих необходимое качество различают: а) однокамерные; б)двухкамерные; в) трехкамерные; г) могут иметь любое из перечисленныхколичеств.
10. Недостатком тестомесильной машины периодического действия Т1-ХТ2А является: а) ручной труд; б) необходимость специального пола; в)потребность заглубления пола размещения привода; г) могут иметь всеперечисленные недостатки.
11. Тестоприготовительный агрегат И8-ХТА работает как правило наопаре (закваске): а) жидкой; б) густой; в) большой густой; г) на любой изперечисленных.
12. Тестоприготовительные агрегаты имеют достоинство перед дежевымтестоприготовлением: а) требуют меньше площади; б) создают поточностьпроизводства; в) облегчают условия работы; г) имеют все перечисленныедостоинства.
13. Тестоделитель РТ-2 имеет нагнетание: а) шнековое; б) лопастное; в)валковое; г) поршневое.
14. В рабочей камере тестоделителя может осуществляться давление МПа:а) 0,01; б) 0,1; в) 1,0.
15. Сквозная печь Г4-ПХС-25 имеет недостатки по сравнению с печьюФТЛ: а) большую площадь; б) меньший срок службы; в) невозможностьприменения твердого топлива; г) все перечисленные недостатки.
16. В каком отделении поточной линии производства макарониспользуется наибольшее количество ручного труда? а) замес и формованиетеста; б) сушка и стабилизация макарон; в) упаковка макарон.
17. Какое давление при формовании макаронных изделий в МПа? а) 1–3; б)5–6; в) 8–12.
18. Какое вакуумирование наиболее эффективно при производствемакаронных изделий? а) при замесе теста; б) при формовании теста; в) придозировании сырья.
19. С какой целью для матриц используются колосники? а) для улучшенияформования теста; б) для увеличения прочности матриц; в) для увеличенияскорости формования сырых изделий.
20. Какие материалы используют для уменьшения адгезии теста вмакаронных матрицах? а) дюраальминий; б) бронза; в) резина; г) второпласт.
21. В чем заключается конструктивное отличие матриц для формованиядлинных и коротких макаронных изделий? а) толщиной матрицы; б)количеством формующих отверстий; в) формой матрицы.
62
Словарь основных понятий
Агрегат – соединение в одно целое двух или нескольких машин дляпроизводства общей работы.
Аэрация – насыщение сыпучего продукта (или воды) воздухом;насыщенный воздухом слой сыпучего продукта может быть названпсевдоожиженным, т.е. ведущим себя как жидкость.
Аэрозольтранспорт – перемещение сыпучих материалов (муки) потрубопроводу с помощью воздуха, когда материал находится во взвешенномсостоянии.
Бастун – металлическая трубка, имеющая в сечении овальную форму ипредназначенная для сушки длинных макаронных изделий.
Вакуумирование – процесс удаления паровоздушной смеси из тестовоймассы в процессе его замеса.
Вкладыш – элемент макаронный матрицы, определяющий внешний вид иформу изделия.
Водяная рубашка – конструкция трубы в трубе для отвода теплоты,возникающего при трении тестовой массы о внутреннюю поверхностьшнековой камеры.
Гигротермическая обработка (устройства для нее) – подача влажного парапо перфорированным (с отверстиями) трубам в первую зону пекарной камерыдля увлажнения тестовых заготовок, с целью получения глянца ипредотвращения растрескивания (разрывы) поверхности.
Интенсивный замес (месильная машина интенсивного замеса) – усиленнаямеханическая обработка теста при замесе, с целью интенсификации созреваниятеста после замеса и улучшения его качества. В машинах, чаще всего,достигается увеличением частоты вращения рабочих органов.
Конвективная сушка – сушка нагретым воздухомМатрица – металлический диск или прямоугольная пластина со сквозными
отверстиями, профиль которых определяет форму и внешний вид макаронныхизделий.
Мочка хлебная – полуфабрикат приготовленный (измельченный бракржаного хлеба) на протирочной машине с добавлением воды 1 : 2 с влажностью75-80%, после выстаивания мочку добавляют в месильную машину при замесержаных и ржано-пшеничных сортов.
Округлители – машины придающие кускам теста форму шара. Закаточныемашины – придающие кускам (шаровым) теста батонообразную форму.
Отволаживание – зоны в сушильной камере с отсутствием движениявоздушных потоков.
Повышенная точность дозирования муки (дозаторы периодического инепрерывного действий) – досыпка или непрерывное подсыпание тонкойструей.
Перетирание теста – нежелательное механическое воздействие,возникающее при перемещении тестовой массы относительно шнека ивнутренней поверхности шнековой камеры.
63
Пусковой момент – начальный период времени при вращении рабочегооргана (шнека).
Расстойка – восстановление пористой структуры теста, утраченной приделении и формовании заготовок (брожении теста в куске теста).
Рециркуляция – возврат (ретро) отработанных топочных газов к горелкампечи, с целью экономии топлива и повышения КПД.
Саморазвес – машина, обеспечивающая резку и раскладку макаронныхпрядей на бастуны.
Стабилизация, в стабилизаторах накопителях – создание необходимыхтемпературно-влажностных параметров для перехода продукта из зоны сушкина установку.
Стабилизация давления – в тестоделителях вырабатывание давления врабочей камере в момент отделения куска теста от общей массы.
«Сход» - материл (продукт) не прошедший через сито при просеивании;«проход» - материал прошедший через сито.
Упаковка (упаковывание) – комплекс защитных мер и материальныхсредств по подготовке продукции к транспортированию и хранении дляобеспечения ее материальных сохранности.
Формующие машины (формование) – машины придающиесоответствующую форму пластичной массе (теста).

64
Ответы на тестовые задания.К теме 1 1. а); 2. г); 3. в); 4. в); 5. а).К теме 2. 1. б); 2. б); 3. б); 4. в); 5. а).К теме 3. 1. б); 2. а); 3. а); 4. а); 5. г).К теме 4. 1. б); 2. а); 3. а); 4. б); 5. а); 6. б).К теме 5. 1. а); 2. б); 3. б); 4. а); 5. г).К теме 6. 1. в); 2. а); 3. б); 4. в); 5. в).К теме 7. 1. б); 2. в); 3. а); 4. а); 5. а).К теме 8. 1. а); 2. б); 3. в); 4. в); 5. г).К теме 9. 1. в); 2. г); 3. а); 4. г); 5. г); 6. в).К теме 10. 1. в); 2. г); 3. г); 4. г); 5. в).К теме 11. 1. г); 2. а); 3. г); 4. в); 5. г).К теме 12. 1. в); 2. б); 3. б); 4. а); 5. б); 6. б); 7. в); в. б).К теме 13. 1. а); 2. в); 3. в); 4. в); 5. г).
65
Список литературы
1. Азаров Б.М., Лисовенко А.Т., Мачихин С.А. и др. Технологическоеоборудование хлебопекарных и макаронных предприятий. – М.: Пищеваяпромышленность, 1986. – 263 с.
2. Гатилин А.Н. Проектирование хлебозаводов. – М.: Пищеваяпромышленность, 1975. – 365 с.
3. Зайцев Н.В. Технологическое оборудование хлебозаводов. М.:Пищепромиздат, 1967. – 573 с.
4. Чернов М.Е., Медведев Г.М., Негруб В.П. Справочник по макаронномупроизводству. – М.: Легкая и пищевая промышленность, 1984. – 303 с.
5. Чернов М.Е. Упаковка сыпучих продуктов. М.: ДеЛи, 2000. – 168 с.6. Хромеенков В.М. Технологическое оборудование хлебозаводов и
макаронных фабрик. Санкт-Петербург: ГИОРД, 2002. – 488 с.

66
67
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТТЕХНОЛОГИЙ И УПРАВЛЕНИЯ
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
производит прием студентов на факультетУ П Р А В Л Е Н И Я и И Н Ф О Р М А Т И З А Ц И И
кафедра “Пищевые машины”
по специальностям:170600 - МАШИНЫ И АППАРАТЫ ПИЩЕВЫХ ПРОИЗВОДСТВ
выпускает инженеров по оборудованию:170601 - предприятий различных отраслей пищевой промышленности;
170604 - предприятий по хранению и переработке зерна
271300 - “ПИЩЕВАЯ ИНЖЕНЕРИЯ МАЛЫХ ПРЕДПРИЯТИЙ”По данной специальности выпускаются инженеры для работы в качестве
руководителей малых предприятий по всем отраслям пищевойпромышленности. За время обучения Вы приобретете углубленные знания поэкономике, технологии, эксплуатации и ремонту пищевого оборудования,которые позволяют выпускникам эффективно управлять производственнымипроцессами на малых предприятиях.
Поступающие на специальности 170600 и 271300, принимаютсяна сокращенную форму обучения, окончившие колледж илитехникум по данной или родственной специальности
Сроки обучения: по полной форме - 5 лет 6 месяцев по сокращенной форме - 3 года 8 месяцев
ВСТУПИТЕЛЬНЫЕ ЭКЗАМЕНЫпроводятся в три потока: в мае, августе и сентябре.МАТЕМАТИКА - письменно,РУССКИЙ ЯЗЫК - изложение.
Заявления принимаются до 31 августа.
АДРЕС АКАДЕМИИМОСКВА, ЗЕМЛЯНОЙ ВАЛ 73. (ст. метро ТАГАНСКАЯ)с условиями приема можно ознакомиться по телефонам:ПРИЕМНОЙ КОМИССИИ - (095) 915 - 52 - 10КАФЕДРА ПИЩЕВЫЕ МАШИНЫ - (095) 915 - 37 – 84

68
Калачев Михаил ВладимировичЧернов Мишель Евгеньевич
ОБОРУДОВАНИЕ ОТРАСЛИ.ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ОТРАСЛИ
(ХЛЕБОБУЛОЧНЫХ И МАКАРОННЫХ ПРЕДПРИЯТИЙ)
Учебно-практическое пособие
Подписано к печати:Тираж:Заказ №