
應用相控陣超音波技術增進能源產業的安全 2014-08-31
8
應用相控陣超音波技術增進能源產業的安全 吳永豪 1 、蕭祝螽 2 1 工業技術研究院資深研究員 2 工業技術研究院工程師 摘要 傳統的超音波檢測法雖仍廣泛採用,電廠、石化廠以及新興風力發電採用相控陣超 音波技術來改善在役檢測的需求正與日俱增,尤其是搭配掃瞄器來提高缺陷判讀或檢測 速度是此法優於傳統超音波法的主因。過去,我們曾設計了各類型的掃瞄器與相控陣超 音波搭配,分別用於高壓高溫反應器銲道、錨定螺栓與風力機複材葉片之檢測,結果顯 示:此法應用於核能反應器銲道 、 錨定螺栓疲勞裂縫及複材脫層的現場檢測時更能可靠 或方便地檢出及度量缺陷。其中,針對石化廠壓力容器的內壁裂縫,我們採用相控陣超 音波法仔細檢出裂縫尺寸及位置,再搭配破壞力學分析反應器的適用性並判定該裂縫還 在安全容許範圍內而重啟運轉。整體而言,相控陣超音波法搭配適當設計的專用輔助機 具證實可以提升檢測效能,宜推廣應用於能源等各類產業以增進工業安全。 關鍵字: 相控陣, 超音波, 風力機, 葉片, 螺栓, 石化業, 適用性評估 PAUT Techniques Developed for Enhancing the Safety of Energy Sector Yung-How Wu 1 , Chu-Chung Hsiao 2 Industrial Technology Research Institute ABSTRACT Though conventional ultrasonic methods are still widely used elsewhere, PAUT technique is applied increasingly for enhancing ISI of utility, refinery and as well the emerging wind power. PAUT together with manipulator is considered a major advantage to precede conventional UT by improving defect characterization or inspection speed. In recent years, we developed various scanners working with PAUT for the inspections of weld, anchor bolts of nuclear or refinery RPV and as well wind turbine blade. Results showed fatigue crack on RPV weld, bolt or the delamination of composite blade may be detected and sized in more convenience and confidence for in-situ inspections. Moreover, FFS technique was employed to evaluate the safety of pressure vessel with inner crack carefully characterized by PAUT. The crack was confirmed in safe margin and the vessel was returned to service then after. In conclusions, PAUT together with scanners were demonstrated to enhance the inspection performance and should be encouraged to increase the safety in various industrial sectors. Keywords: Phased Array, Ultrasonic, Wind turbine, Blade, Bolt, Refinery, FFS
-
Upload
yung-how-wu -
Category
Technology
-
view
137 -
download
2
Transcript of 應用相控陣超音波技術增進能源產業的安全 2014-08-31
應用相控陣超音波技術增進能源產業的安全
吳永豪 1、蕭祝螽 2
1工業技術研究院資深研究員 2工業技術研究院工程師
摘要
傳統的超音波檢測法雖仍廣泛採用,電廠、石化廠以及新興風力發電採用相控陣超
音波技術來改善在役檢測的需求正與日俱增,尤其是搭配掃瞄器來提高缺陷判讀或檢測
速度是此法優於傳統超音波法的主因。過去,我們曾設計了各類型的掃瞄器與相控陣超
音波搭配,分別用於高壓高溫反應器銲道、錨定螺栓與風力機複材葉片之檢測,結果顯
示:此法應用於核能反應器銲道、錨定螺栓疲勞裂縫及複材脫層的現場檢測時更能可靠
或方便地檢出及度量缺陷。其中,針對石化廠壓力容器的內壁裂縫,我們採用相控陣超
音波法仔細檢出裂縫尺寸及位置,再搭配破壞力學分析反應器的適用性並判定該裂縫還
在安全容許範圍內而重啟運轉。整體而言,相控陣超音波法搭配適當設計的專用輔助機
具證實可以提升檢測效能,宜推廣應用於能源等各類產業以增進工業安全。
關鍵字: 相控陣, 超音波, 風力機, 葉片, 螺栓, 石化業, 適用性評估
PAUT Techniques Developed for Enhancing the Safety of Energy Sector
Yung-How Wu1, Chu-Chung Hsiao
2
Industrial Technology Research Institute
ABSTRACT
Though conventional ultrasonic methods are still widely used elsewhere, PAUT
technique is applied increasingly for enhancing ISI of utility, refinery and as well the
emerging wind power. PAUT together with manipulator is considered a major advantage to
precede conventional UT by improving defect characterization or inspection speed. In recent
years, we developed various scanners working with PAUT for the inspections of weld, anchor
bolts of nuclear or refinery RPV and as well wind turbine blade. Results showed fatigue crack
on RPV weld, bolt or the delamination of composite blade may be detected and sized in more
convenience and confidence for in-situ inspections. Moreover, FFS technique was employed
to evaluate the safety of pressure vessel with inner crack carefully characterized by PAUT.
The crack was confirmed in safe margin and the vessel was returned to service then after. In
conclusions, PAUT together with scanners were demonstrated to enhance the inspection
performance and should be encouraged to increase the safety in various industrial sectors.
Keywords: Phased Array, Ultrasonic, Wind turbine, Blade, Bolt, Refinery, FFS
1、前言
雖然相控陣超音波技術(PAUT)普遍使用於醫療領域早為人知,但近年才漸漸地應
用在能源、交通運輸及材料工業的檢測。不過,今日大多數的非破壞檢測人員仍持續以
傳統單一晶片式的超音波法來執行工業品檢或在役檢查,除因傳統超音波設備仍堪用
外,PAUT 的設備成本或技能要求較高也是關鍵。眾所周知,PAUT 設備搭配複合壓電
晶片可以提供動態的檢測影像是優於傳統超音波檢測法的主要特色,檢測人員可以更直
接的研判缺陷而增加檢測可靠度。節能需求殷切的今日,交通工具或建築結構不斷朝向
速度快、能耗低的設計才是帶動非破壞檢測技術持續改進的真正誘因。如圖一所示,在
高負載、輕量化及日益繁忙的生活需求下,機械材料必須滿足高強度、輕薄以及高品質、
小缺陷的要求,檢測人員因而必須檢出更小的結構缺陷且加以定量。於是在環境與材料
品質提升的雙重需求下,檢測設備必須兼具高速、高精度、輕便、自動、數據紀錄完整
且利於分辨缺陷等多重特性才能提供更可靠的檢測結果,工業用 PAUT設備的開發即是
一例。然而,非破壞檢測至今仍極端仰賴專業人員的研判,檢測人員不僅得經過訓練、
考試及授證,專業知識、技巧及經驗也要隨設備不斷的精進以發揮綜效,才能在追求生
活品質的同時兼顧安全,由此顯見非破壞檢測在這種週期發展循環中舉足輕重。
圖一:非破壞檢測技術發展的關鍵與挑戰
另一方面,為減少人為誤失及提高檢測效率,非破壞檢測一直朝向檢測自動化或機
械輔助的掃瞄。隨著微電子和數位處理技術迅速發展,數位化檢測系統,特別是 UT或
ET,搭配掃瞄裝置實施檢測的應用與日俱增。原則上,數位化或自動化非破壞檢測需
要考慮的因素可歸納如圖二所示,概分成技術、參數、系統、分析、功能及示範等六大
項。其中的功能與示範是綜合考慮人員、技術及設備的影響以確保檢測效能及可靠度的
兩個重點,目的在於確認檢測人員除了具備基礎的專業知識及技能外,能否針對特定的
檢測需求結合檢測設備及作業程序來展現實際的檢測效能,這也是當今非破壞檢測功能
驗證(Performance Demonstration)的真義。

圖二:數位 NDT自動化專業範疇
2、ABWR RIP 銲道自動化檢測[1,2]
構建中的台電龍門電廠係採用美國奇異、日本東京電力、日立,東芝集團合作開發
的進步型沸水反應器(Advanced BWR)。ABWR 有別於傳統 BWR 的關鍵特色之一是採
用了 10 組反應器爐內泵(RIP)來建構一組獨立的爐水循環系統。每一個 RIP 係以一
個深藏於 18mm 狹縫內的異質周向焊縫與反應器本體結合在一起並構成了主壓力邊界
(primary pressure boundary),如圖三所示。這樣的銲道須要使用特殊設計的掃瞄器來檢
測且須配合大修在役檢測(ISI)作業在現場安裝及拆卸。同時,為了減輕 ISI過程中輻射
暴露,檢測人員還須採用遠程操控的方式實施 RIP銲道的檢查。據此,本案開發了一套
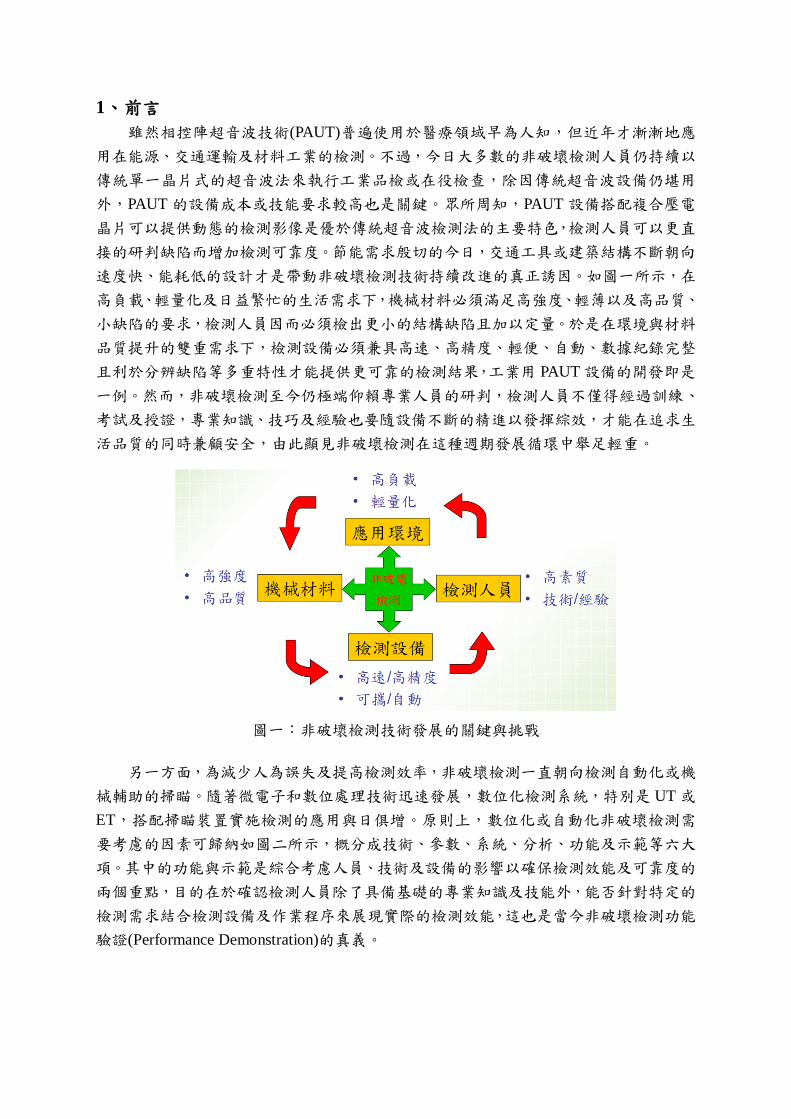
遠程操控的 RIP銲道自動化檢測系統,如圖四所示。該系統包含一組特殊設計的掃瞄器
可以安裝於既有的 RIP結構上,其上依檢測需求分別裝設特製的 PAUT探頭和 EC FGI
陣列探頭,並在攝影機的監視下遙控檢查該狹縫內的 RIP銲道。
圖三:ABWR反應器 RIP構造及位於 18mm狹縫中的周向異質銲道
圖四:包含 PAUT/ECFGI的遙控檢測系統及相關組件
本系統採用的 PAUT及 EC FGI探頭皆配合 RIP結構及 18mm的間隙訂製。尤其是
考慮鎳基異質金屬銲道的材質衰減,系統採用頻率介於 1~1.5MHz 的 PAUT探頭,外形
配合軸向或周向裂縫的檢測要求而有不同設計。原則上,探頭配合掃瞄必須能夠符合
ASME規範要求的檢測涵蓋範圍。特殊設計的EC FGI檢測系統及陣列式探頭係用於RIP
外壁表面裂縫的檢測以弭補 PAUT法在近表面檢測的限制。這兩種檢測法在人工裂縫或
凹槽的實驗結果皆證實可以分別檢出周向或軸向的裂縫並量出裂縫深度,如圖五所示。
(a) (b)
(c) (d)
圖五:(a) RIP模擬裂縫試片,(b)試片中周向 F4 及軸向 F2裂縫的 PAUT 檢測結果,(c) EC
FGI 或 PAUT 探頭的佈置及掃瞄法,(d)試片中 F2/F3/F4裂縫的 EC FGI檢測結果。
Axial cracks Circ. crack
ECFGI coils
探頭模組及 RIP 校正試片
ECFGI 系統及陣列探頭
PAUT 探頭
3、風力發電機葉片檢測[3]
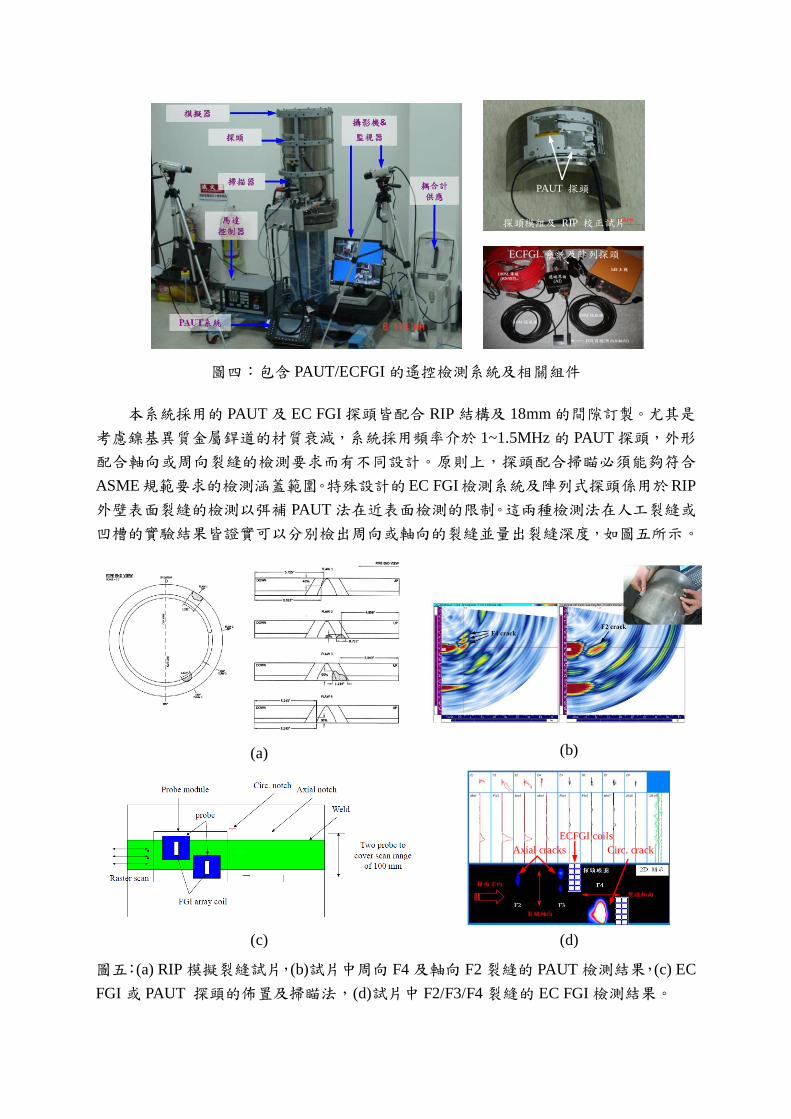
複合材料葉片,塔架和渦輪是風力發電機的三個主要結構部件。統計數據顯示,風
力機葉片損壞導致停機的比率超過 30%,影響風電營運成本至鉅。尤其是巨大的風機
葉片一旦破裂,可能飛離數百米而危及周邊生命財產的安全。再者,過去在台灣的數個
地點亦曾發生風力發電機、軸承、錨定螺栓甚至塔柱破壞的不同案例,如圖六所示。
圖六:台灣在不同地點曾經發生的風力機構件破損事故
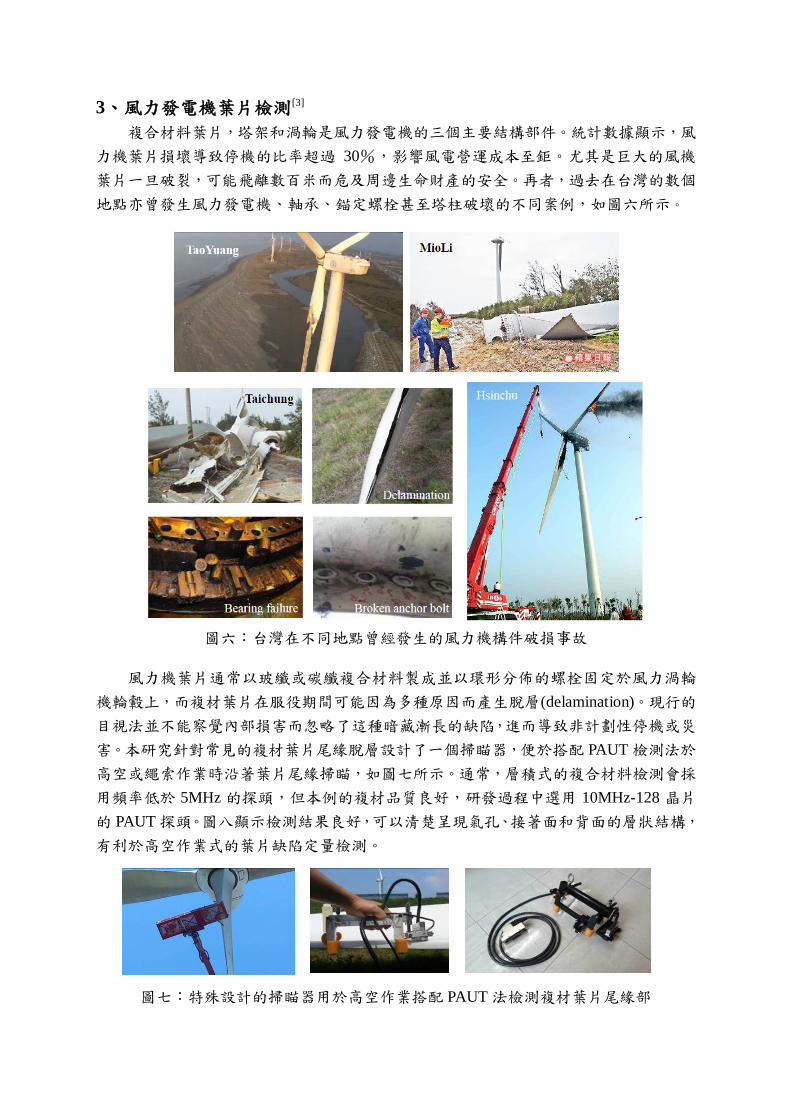
風力機葉片通常以玻纖或碳纖複合材料製成並以環形分佈的螺栓固定於風力渦輪
機輪轂上,而複材葉片在服役期間可能因為多種原因而產生脫層(delamination)。現行的
目視法並不能察覺內部損害而忽略了這種暗藏漸長的缺陷,進而導致非計劃性停機或災
害。本研究針對常見的複材葉片尾緣脫層設計了一個掃瞄器,便於搭配 PAUT檢測法於
高空或繩索作業時沿著葉片尾緣掃瞄,如圖七所示。通常,層積式的複合材料檢測會採
用頻率低於 5MHz 的探頭,但本例的複材品質良好,研發過程中選用 10MHz-128 晶片
的 PAUT探頭。圖八顯示檢測結果良好,可以清楚呈現氣孔、接著面和背面的層狀結構,
有利於高空作業式的葉片缺陷定量檢測。
圖七:特殊設計的掃瞄器用於高空作業搭配 PAUT法檢測複材葉片尾緣部

圖八:以 PAUT 法搭配掃瞄器檢出複材葉片尾緣區潛藏氣泡及內部結構
4、石化廠高壓容器的檢測及適用性評估[4]
異構化反應器停機檢修時以傳統 UT法發現了周向銲道內壁有一處裂縫。由於槽內
充滿珍珠粉催化劑,開槽確認或維修所耗費的成本不貲。本案進一步採用 PAUT法仔細
量測了該裂縫的尺寸和位置,並結合破裂力學分析評估該壓力容器的適用性。如圖九所
示,評估方法係將 PAUT 的檢測結果與容器銲道的局部結構相結合並藉以建立了 FEM
的分析模型,PAUT測得的裂縫尺寸為 5.4mmD35mmL。
(a) (b)
圖九:(a)將裂縫 PAUT影像與容器銲道的局部結構相配合以建立 FEM的分析模型,(b)
發現裂縫的位置。
在表一的假設條件下,本案定義了一個結構裂縫的安全係數 SF(= KIC/的 Keff),其
中,KIC是材料常數而 Keff是考慮銲道幾何形狀及裂縫的有效應力強度。圖十是在各種
裂紋深度和焊接冠高度 d的條件下所算得的最大的 Keff,並以 MPA和 SF的分佈來顯示
裂縫尖端應力及其安全性。結果可以觀察到,相較於周邊容器鋼板或銲道角隅,裂縫尖
端的應力並不高且在安全範圍內。SF 值愈高,安全餘裕愈大。本案分析結果顯示該裂
縫在現有的操作應力下是安全的(SF>5)。

表一:FFS分析的結構及材料參數
Parameters Value
Young’s modulus* (E) 200 GPa
Poison ratio ( ) 0.3
Operation pressure (P0) 10 MPa
Weld crown height (d) 0.10 mm ~ 10 mm
Crack depth (a) 0.10 mm ~ 15 mm
Fracture toughness* (KIc) 50 MPa*m0.5
σmax
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014
a (m)
0
0.002
0.004
0.006
0.008
0.01
d (m
)
2<SF<5
SF>5
(a) (b)
圖十:(a)裂縫深度及銲冠高度皆為 4mm時的 Von Mises stress應力分佈,(b)不同裂縫深
度 a及銲冠高度 d時的 SF and Keff分佈。
5、核能反應器裙板錨定螺栓檢測[5]
過去,全球各地的核電廠發現錨栓老化或破裂的案例並不罕見。近年,台灣核電廠
反應器裙板的錨定螺栓也曾出現應力破裂問題。依據常規,螺栓的役前或在役檢測向來
採用超音波 PE 法,但本案針對台電的需求而以 PAUT法搭配特殊設計的掃瞄器來開發
新的檢測法以提高檢測可靠度及缺陷定量效能。期間製作了一系列長短不同的螺栓試件
且內含各種尺寸的凹槽與平底洞(FBH)。採用 128 elts-10MHz 的 PAUT探頭搭配掃瞄器
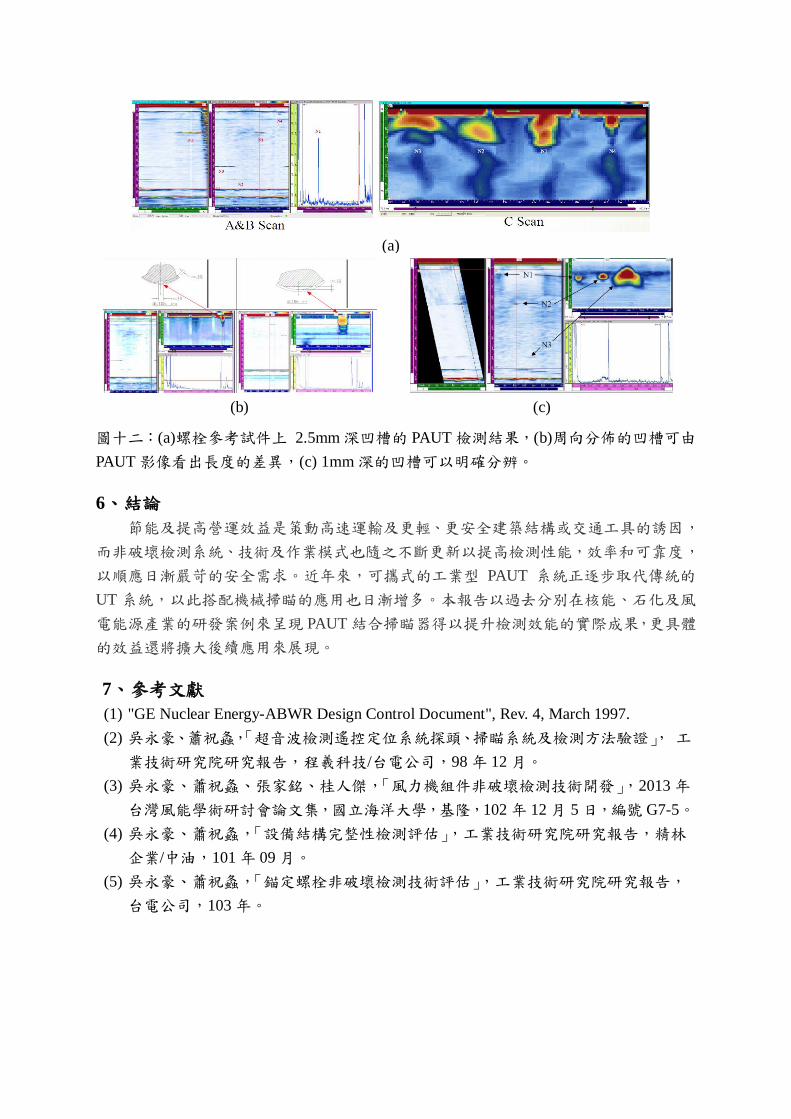
足以涵蓋 76mm 直徑、660.4mm 長螺栓的檢測需求。結合 A、B 和 C 掃瞄的 PAUT 檢
測結果顯示:徑向或周向尺寸不同的各式凹槽缺陷皆可透過影像清晰分辨(圖十一)。同
時,位置接近螺栓末端的 1mm深凹槽亦可檢出,如圖十二所示,後續的工作將建立缺
陷定量的評估依據。
(a) (b)
圖十一:(a)內含各式凹槽及平底洞的 RPV錨定螺栓參考試件,(b)螺栓 PAUT檢測用掃
瞄器。
unit: MPa*m0.5
(a)
(b) (c)
圖十二:(a)螺栓參考試件上 2.5mm深凹槽的 PAUT檢測結果,(b)周向分佈的凹槽可由
PAUT影像看出長度的差異,(c) 1mm深的凹槽可以明確分辨。
6、結論
節能及提高營運效益是策動高速運輸及更輕、更安全建築結構或交通工具的誘因,
而非破壞檢測系統、技術及作業模式也隨之不斷更新以提高檢測性能,效率和可靠度,
以順應日漸嚴苛的安全需求。近年來,可攜式的工業型 PAUT 系統正逐步取代傳統的
UT 系統,以此搭配機械掃瞄的應用也日漸增多。本報告以過去分別在核能、石化及風
電能源產業的研發案例來呈現 PAUT結合掃瞄器得以提升檢測效能的實際成果,更具體
的效益還將擴大後續應用來展現。
7、參考文獻
(1) "GE Nuclear Energy-ABWR Design Control Document", Rev. 4, March 1997.
(2) 吳永豪、蕭祝螽,「超音波檢測遙控定位系統探頭、掃瞄系統及檢測方法驗證」, 工
業技術研究院研究報告,程羲科技/台電公司,98年 12月。
(3) 吳永豪、蕭祝螽、張家銘、桂人傑,「風力機組件非破壞檢測技術開發」,2013年
台灣風能學術研討會論文集,國立海洋大學,基隆,102年 12月 5日,編號 G7-5。
(4) 吳永豪、蕭祝螽,「設備結構完整性檢測評估」,工業技術研究院研究報告,精林
企業/中油,101年 09月。
(5) 吳永豪、蕭祝螽,「錨定螺栓非破壞檢測技術評估」,工業技術研究院研究報告,
台電公司,103年。
















![STC15W4K32S4 系列新增 6通道增强型带死区控制高精度 波形发 … · 2016. 1. 19. · pwm4t2l pwm4t2计数低位 ff23h pwm4t2l[7:0] 0000,0000 PWM4CR PWM4控制 FF24H](https://static.fdocument.pub/doc/165x107/60dd315fe0838d7e6b6ce24c/stc15w4k32s4-c-6eeoeec-2016.jpg)